Итак в предыдущем посте особый интерес вызвала формулировка "лазерная закалка". По этому сегодня заезжал в цех к ребятам и снял короткое видео. Чуть больше попробую описать текстом. Не знаю как на конкретный коммент отреагировать, извините я деревянный в этих вопросах.
Станок УК5В, производства РФ, если правильно запомнил , то город Владимир. 3КВт. Кабинетного типа, но разборный. Говорят что обрабатывали деталь размером 2 метра. Как говорит представитель - завод уверяет что сборка/производство полностью РФ, и только микрочипы Китай. Но)) голова 5 осей, поворотный стол...Вроде как не слышал что бы в РФ делали, ну да бог с им. И так как в комментариях говорил, что глубина закалки зависит на прямую от массы/габарита детали. Иначе говоря поглощение тепла деталью (чем больше деталь тем эффективнее поглощение) и далее аустенизация. На деталь предварительно наносится светопоглащающий порошок карбида кремния и дальше подбирается мощность пучка исходя из характеристик детали (марка стали, зона закалки, предварительная термическая обработка или нет и т.д.). Как пишутся траектории, честно говоря забыл спросить, но предположу, что аналогично с ЧПУшной историей.
Здравствуйте. Не так давно приобрёл я небольшую сковороду и подарили мне новенький казанчик. К обоим шла практически идентичная инструкция по эксплуатации и предварительной прокалке чугуна и подготовке к эксплуатации. Прочитал... Ну, думаю, наверное, мой дедушка всё делал и показывал не правильно. Ведь тут инженеры грамотно всё написали. Ну я и решил сделать не так как учили, а так как в инструкции написано (прокалить в соли, потом прокалить масло, потом смыть, помазать). Полностью прошёл весь цикл процесса и со спокойной душой поставил это всё в кладовочку. Прошло несколько недель и пришло время плова. Достаю Казан - открываю крышку. И маты посыпались во все стороны. Полная лажа вся эта ваша инженерная прокалка по инструкции. Что сковорода, что казан покрыты пятнами ржавчины и потёками масла. А в казане так ещё и жизнь какая-то завелась ( с учётом что я даже ни разу приготовить ничего не успел). Ну и пришла пора послушать голоса предков в глубине и сделать как дедушка учил. Далее, опишу процесс прокалки и подготовки чугунной посуды к эксплуатации. Подходит как для новой посуды, так и для старого, советского чугуна. Сразу сделаю оговорку для чугуна старого и ушатанного. - Если нет трещин, то можно его сделать полностью новым. Для этого, если есть возможность свозить любимую прабабушкину сковородку в цех пескоструя, то сделайте это. Чугун очистят до состояния идеала. Но как бы красиво он после этого ни выглядел, далее всё делаем по единой технологии: Первое: Берём казан, сковороду, новую, старую - без разницы, и свободное время. Моем чугун (можно с различными средствами даже на первый раз) , ставим на огонь, заливаем водой - кипятим. Дайте покипеть хотя бы минут пять - десять. Сливаем. Второе: Сушим тряпкой, или полотенцем, или бумагой. Засыпаем каменную соль, прям не жалеючи. - соль под это дело купите сразу пачку, ибо на казан может почти вся уйти. Ставим на огонь. (-Ну, тут всё как в инструкции- скажете Вы - Ан нет!) - Соль только начала нагреваться, берём масло. рафинированное (это важно). Подсолнечное, либо льняное (это в идеале). Заливаете соль маслом так, чтобы масло оказалось примерно в одном уровне с солью. Ну может чуточку ниже. Третье: Во время нагревания, на нормальном таком огне (чуть выше среднего), начинайте мешать соль. Возьмите металлическую ложку с длинной ручкой, либо что-то подобное. И начинайте мешать соль и покрывать этой солево-масляной пастой стенку сковороды или казана. Следите за процессом. Весь этот процесс займёт какое-то время и подойдёт к концу тогда, когда масло начнёт становиться коричневым. Четвёртое: Выключаете огонь, но остаётесь рядом и продолжаете помешивать. Чугун остывает долго, поэтому, после выключения огня, ещё минут 5-7 можно смело смазывать масляной солью своё изделие. Потом можете заняться своими делами, пока всё это остывает. Пятое: Вспомните что на кухне остыл чугун и вернитесь туда. Извлеките масляную соль. Включите горячую воду, и без применения моющих средств, сначала обмойте изделие в кипятке и слейте воду. Потом возьмите новую тряпку или губку и промойте в нормальной, комфортной воде свой казанчик/сковороду. Наслаждайтесь собственноручно сделанным антипригарным покрытием. Как ослабеет, можете повторить.
Все в разрезе 2х недель сделали , от отрисовки детальки до ТВЧ по телу готовой детали.
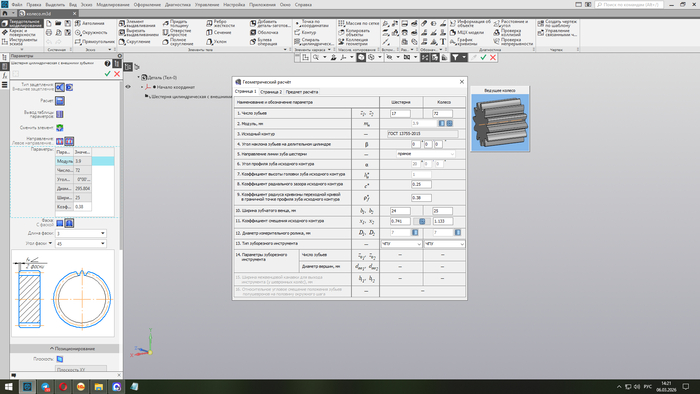
Собственно все приключения начинаются с обмерки косого изношенного до состояния праха узла. Таковой принесли нам и понеслось. Подбирали модуль просто методом исключения пока не попал в +/- нужные диаметры по наружке изношенных шестерни/колеса.
Взяли все же наш модуль по ГОСТу 3,9. Просаживать под оригинал не стали т.к. заказчик говорит что посадка на вал - регулируемая, ось вращения якобы можно сместить. Ну ОК.
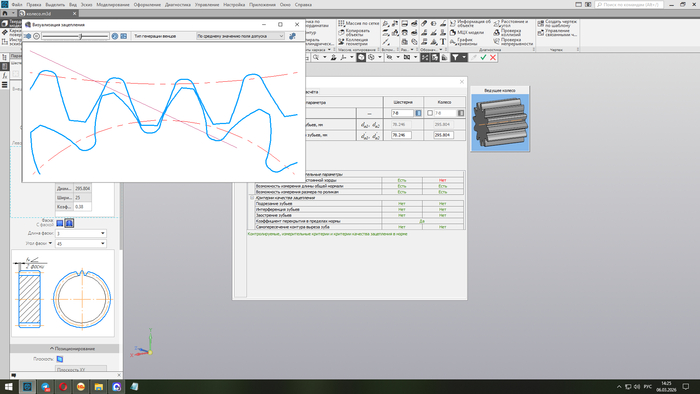
Получаем нормальное зацепление зуба, но CAD все равно ворчит, ну и ЙУХ с ним.
Все те же операции и с шестеренкой проводим.
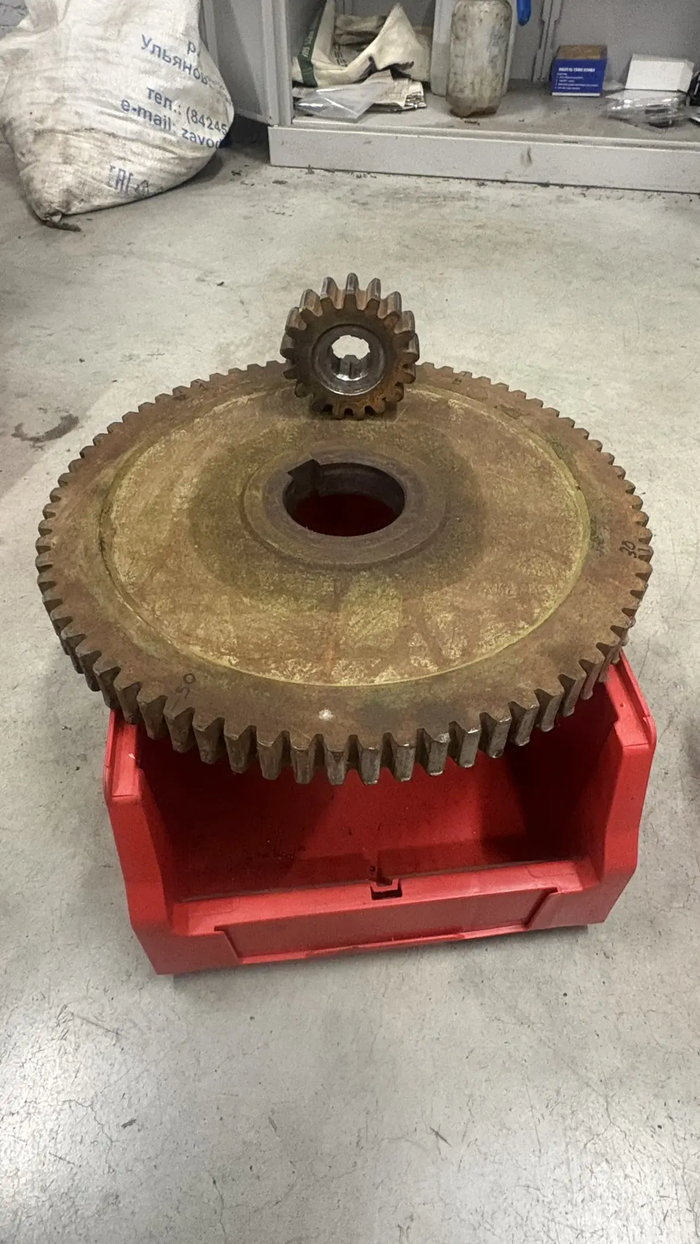
Собственно пациент:
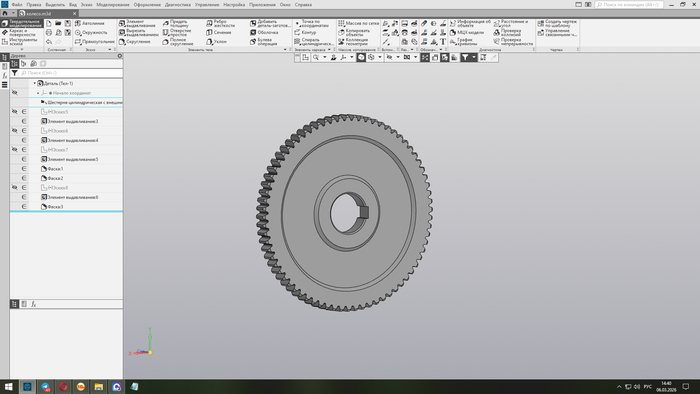
Ну и чего получилось: (позже подгружу видео , процесса выборки по торцу уже второй стороны.) Т.к. снимал на ЭкшнКамеру, проморгал установленное качество и видео очень огромным вышло по весу за 5 минут.
Проточили заготовку до 0,2мм по наружке и толщине. отправили в объемку, после объемной закалки уже в чистую точил.
Это уже после ТВЧ, тут отличился поставщик услуги...за каким - то он решил просто все тело загнать в 52 HRC на глубину 1,5мм, хотя по ТЗ просили только зуб.
Одним осенним днем прибежал к нам заказчик (мостоотряд) говорит встал кран, выручайте. принес разбитую шестеренку...процент износа зуба близился к невозвратному, даже для 3D сканирования. Сами модуль не рискнули подбирать, все же обратились к сканерам. Получили чертеж и погнали. Деталь в работу с 2023 года.
Токарная часть выполнена за 2 установки с расточкой кулачков. Т.к. посадка под подшипник, то и биение и посадка должны барахтаться в пределах пары сотом.
Обрабатывали уже каленое, потому качество поверхности получилось более чем достойным. 1,6 Ra. Зуб резали на эрозии тоже в пределах 1,6 - 1,8 Ra вышло. после установки заказчик отметил незначительно но все же снижение гула в коробке.