

Нужно больше зо.. битого стекла!

Когда снег растаял пришлось убирать ещё раз 25.03.2024
Жду хейта про порчу окружающей среды, как это было вот здесь: Жестокое обращение с алкоголем
18.02.2024
Показать полностью
1
1
Когда снег растаял пришлось убирать ещё раз 25.03.2024
Жду хейта про порчу окружающей среды, как это было вот здесь: Жестокое обращение с алкоголем
18.02.2024
Всем привет, как понятно из названия, речь пойдет про китайскую высокохромистую коррозионностойкую сталь AUS-10Co, а результатом работы будет нож, что ниже на фото.

В качестве подопытного была прикуплена полоса шириной 3мм, вырезан нож, а оставшиеся куски пошли на пробную закалку.
К теме закалки, вообще, я не нашел режимов конкретно для этой стали, но, учитывая, что Китайцы "вдохновлялись" японской AUS-10, когда делали своё детище, то и температура закалки должна быть схожа. Кстати вот химия двух упомянутых марок.
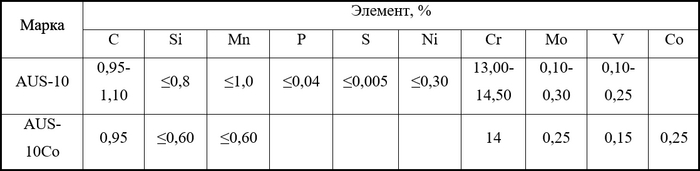
Отличие в кобальте, который вроде как способствует образованию карбидов (соединения углерода с металлами), частицы твёрдые, обеспечивают высокую износостойкость.
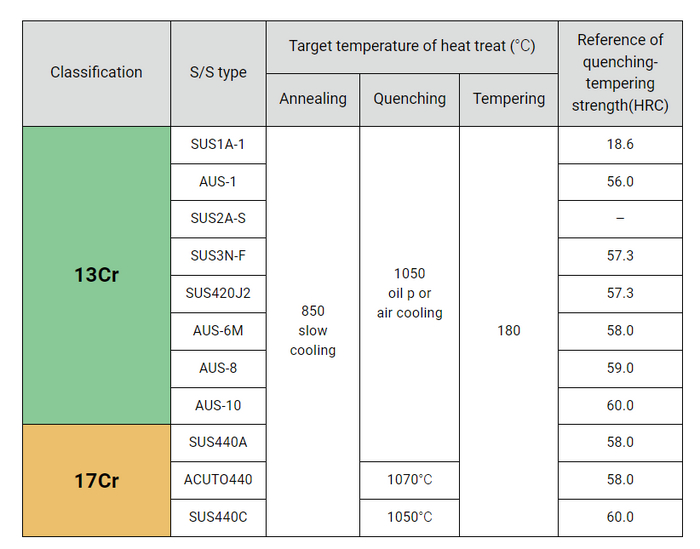
Так вот, на сайте производитель AUS-10 указал следующий режим термообработки: закалка с 1050градусов в масло/на воздухе и отпуск 180 градусов.
Я всё это повторил, образец поставил на микроскоп, чтобы посмотреть, а что собственно вышло, и вот структура
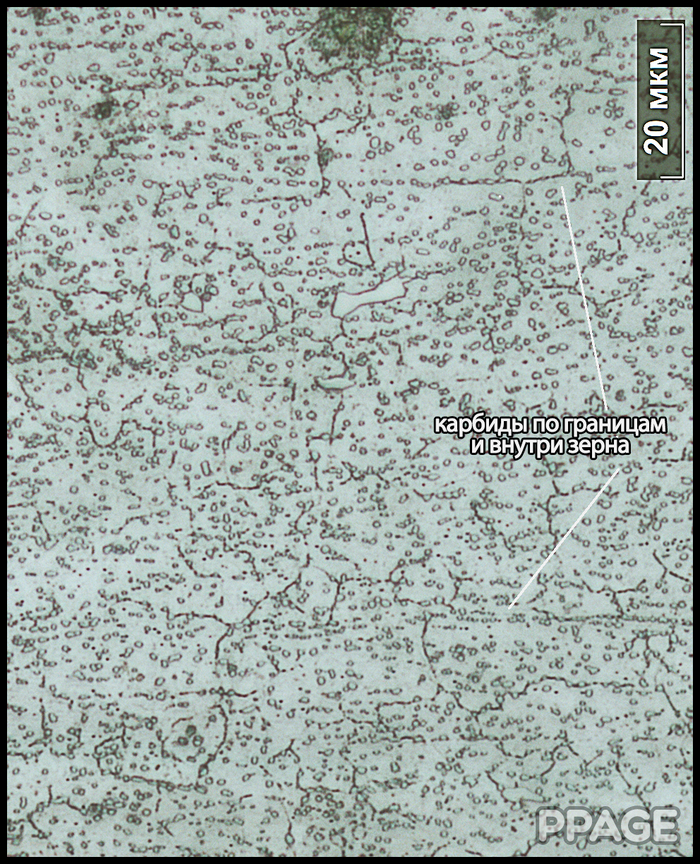
AUS-10Co после закалки с 1050 градусов
Мелкие круглые точки - это карбиды, включения покрупнее - это тоже карбиды, но немного другие. Также просматриваются границы зерен стали и по этим границам, местами, есть цепочки мелких карбидов, а это плохо. Карбиды хрупкие и выделяясь на границах, снижают мех свойства стали.
Чтобы избавиться от карбидов по границам вторую закалку сделаю с температуры 1070 градусов, включения должны раствориться более полно. Также в этот режим добавлю такую операцию, как обработка холодом, чтобы снизить количество остаточного аустенита (высокотемпературная фаза, при закалке она превращается в мартенсит, но не всегда полностью), который отрицательно влияет на механические свойства стали.
Для сравнения поставлю две структуры рядом.

Как можно заметить, при закалке с большей температуре карбидов стало меньше, зерно вроде особо не выросло. Я говорю о зерне, так как опять же, его размеры влияют на механические свойства, чем зерно мельче, тем выше прочность стали.
Нож закалил по второму режиму, а именно:
- предварительный нагрев 850-860 градусов, затем нагрев 1070 (у меня до 1078 поднималась) градусов, выдержка 7 минут при толщине ножа 3мм, охлаждение в масло;
- обработка холодом 1 час при -78градусах;
- отпуск 2 часа при 250 градусах.
Итоговая твёрдость 59HRC, что, наверно, нормально.
Дальше была финишная обработка. Рукоять сделал из корня ореха, больстер G10, проставки латунь.
Ну и первый раз решил попробовать тест на роге лося.
Кажется, результат неплохой, нож еще режет, из повреждений на кромке в основном смятия, есть некоторые сколы, вот кромка под микроскопом
На этом пожалуй и все, хотя хотел сказать, что не будь у меня обработки холодом, то закалку делал бы с более низкой температуры, да и в целом, в следующий раз надо попробовать больше образцов.
Ну и по традиции ссылка на ролик на моём канал

ТГ УЛеД

ИСТОЧНИК - здесь собрали лучшие фотоснимки времён СССР.
Решил проверить себя , побывав в холодной ванной некоторое время, почитал что при 5° можно сидеть до 3 часов , но вот при 3° можно уже через 15 минут откинуться. Вот хотел спросить , сколько человек может продержаться в ванной с холодной водой из под крана
Раньше несколько раз мылся под холодным душем без последствий
P.S. ну , за 15 минут не умер
Позвонили на мобильный а потом и передали через водителя документы - я объявляюсь главным ответственным за выпуск продукции двух соседних цехов. А у меня на тот момент уже есть цех в котором я оформлен и ещё один навешанный как совмещение - без меня плохо работает.
Отказаться я не мог, хотя я знал что с тех цехов уже пару лет увольняют верхушку цехов за претензии клиентов, увольняют не смотря на роственные связи и постельные знакомства. Почему меня подсунули на эти цеха - ну наверное понадобилось моё место, были такие разговоры.
За несколько часов вошёл в курс дел и изменил режимы прокатки изделия, закалки, охлаждения, испытания, складировани и отгрузки. Также изменил технологию в пределах 20% от существующей, небольшой иструктаж по участкам и тому подобное. Обычная моя работа, я этому учился, меня учили в университете именно этому, я и на основной работе делал тоже самое. Там небыло ничего технологически космического - обычная железяка, которую нужно просто прокатать с огромными полями допусков и закалить тоже в большом значении допусков.
Я даже по этому куску железа могу много написать, на десятки страниц глупости её выпускающих. Поскольку я там долгое время ещё и после этого был там на первых ролях, то у меня были все протоколы совещаний - а у нас все совещания записывались. Успел полистать, они были однотипны.
Что меня поразило, что людей понижали, увольняли, выгоняли и так уже пару лет - а никто из них ничего не предложил по технологии. Ни по прокатке, ни по закалке , не по режимам - ничего. Обсуждались какие пидорасы заказчики, какие долбоёбы ОТК, какие гандоны руководство комбината и ничего по технологии. Если кто сомневался в расшифроке, то были аудиозаписи совещаний.
Ещё поразили наши отделы по направлениям - они тоже ничего не предложили, даже наооборот, говорили что ничего сделать невозможно, нужно больше воды, еще больше и больше для охлаждения. А я посчитал на пальцах и уменьшил расход воды. И всё в таком же стили дальше.
Всё это у меня заняло три-четыре дня. Помню на четвёртый день я спал уже почти спокойно. Конечно те цеха десятилетиями была синекура, но увидеть такое воочию было сложно принять что так бывает в реальном производстве. Ну сейчас уже и комбината того не осталось как и всего рядом.








