

Резцы по резине: теория против практики
Для обработки резины на токарном станке не подходят стандартные резцы по металлу с тупыми углами заточки. Резина — вязкий и эластичный материал, который при неправильной обработке тянется, горит или рвется.
Основные требования к резцам по резине:
- Сверхвысокая острота: Режущая кромка должна быть острой, как бритва. Резец должен именно «резать» волокна, а не давить их.
- Большие передние углы: Чтобы стружка (лента) легко отходила, передний угол делают очень большим, иногда до 45–70°.
- Задний угол: Рекомендуется в пределах 15–30°, чтобы минимизировать трение заготовки о тело резца.
- Материал: Чаще всего это быстрорежущую сталь (HSS), так как её легче заточить до бритвенной остроты, чем твердосплавные пластины.
В 2023 году, понимая и зная всё это мы разработали целую линейку резцов по резине - вырезные, проходные, подрезные.
ГОСТов на такие резцы нет, в нормалях старых - ни слова о резцах по резине, и в учебниках и справочниках ни чего не нашлось.
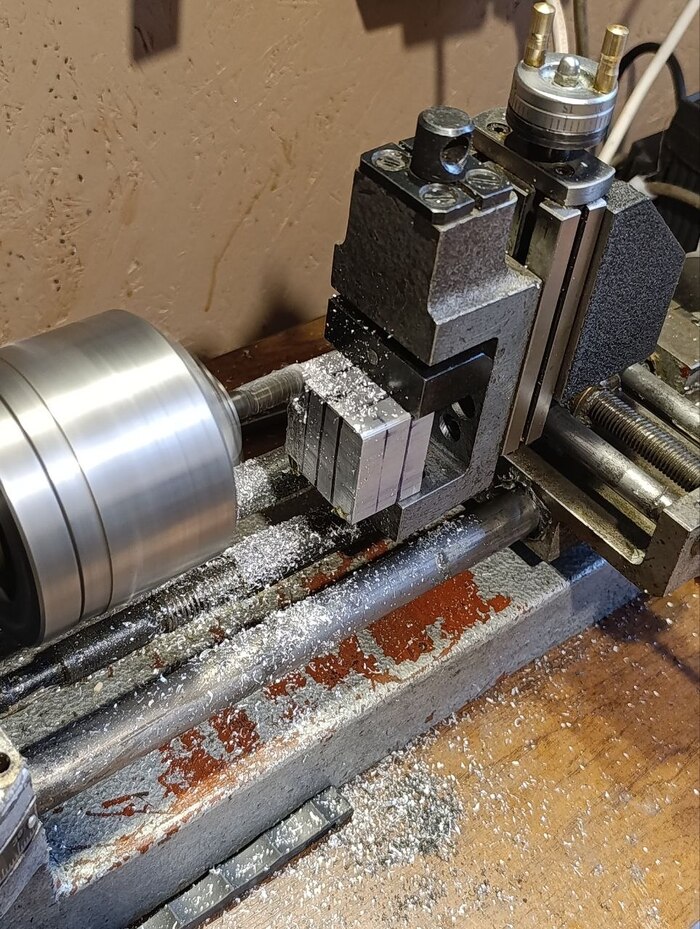
За основу разработки взяли резцы из Великобритании. Нашли только там. Скопировали. Накупили резины. Прибежали к станку и давай пробовать обрабатывать.
Запах у станка был очень знакомый… откуда-то из детства.
Стружка у резины легкая, разлетается по всему цеху. Не чистая это работа - резину точить.
Точили точили… и ни какого восторга не получили. А очень ждали.
Не знаем, толи мы чего не так делаем, толи англичане резцы неправильно называют «по резине». Короче говоря - мы не поняли, как они работают и как ими будут работать заказчики наши, поэтому разработку положили в стол на неопределенное время.