Доброго времени суток, Пикабу! Так сложилось, что пару месяцев назад увлёкся 3D печатью. Началось всё с покупки SLA принтера, это тот, что печатает из фотополимерной смолы путём послойной засветки ультрафиолетом. Весьма вонючее, вредное производство, но позволяющее добиться отличной детализации.
Однако этого мне показалось мало и было принято решение открыть для себя мир FDM печати, этот вид более распространенный и печатает уже методом наплавления филамента (пластика), коих пруд пруди.
Начинать нужно с чего-то недорогого, но довольно универсального. Интернет пестрит десятками,а то и сотнями моделей от разных производителей для разных бюджетов. Очень помог определиться ресурс Reddit, где множество англоязычных "Печатников" делились мнениями и опытом использования 3д машин.
Выбор пал на Elegoo Neptune 4 Plus, что имеет весьма производительную печатную голову (не буду вдаваться в технические нюансы), Klipper из коробки, Wi-Fi и самое главное - большую область печати. Я не ошибся, это огромное сообщество в телеграм, где можно найти ответ на любой вопрос и никто не бросит.
Некоторое время на изучение возможности Orca Slicer, правильную настройку механики принтера, на Нептунах в обзорах это звучит страшно, однако на деле ничего сложного, нужна лишь щепотка терпения и времени, и вот ты уже знаешь что такое Pressure Advance, умеешь печатать PLA, PETG и... Дальше упираешься в дрыгостол (открытый тип принтера), а душа просит более сложных филаментов вроде ABS, TPU, Nylon.
Под это дело был куплен термобокс от Creality, напечатана чуть другая держалка для филамента и пошла жара... В дальнейшем с Авито за копейки в пару к Плюсу был куплен Elegoo Neptune 4 и такой же термобокс к нему.
Теперь к сути поста: нейлон невероятно прочный, стойкий к истиранию пластик, сложный в печати. Цена небольших катушек начинается от нескольких тысяч рублей.
Карман давит, а попробовать хочется?
Решение есть - была приобретена четырехсотметровая катушка круглой, 1.6мм лески для триммера фирмы Denzel за невероятные 1000 рублей. Интернет сообщил мне, что это никто иной как нейлон марки PA6.
Родная катушка громадная, потому перемотал с одной катушки на другую, что оставалась от другого филамента.
Далее кладём это дело в печку (сушилку для филамента) и ждём... Я изначально сушил 20 часов при температуре 65⁰С.
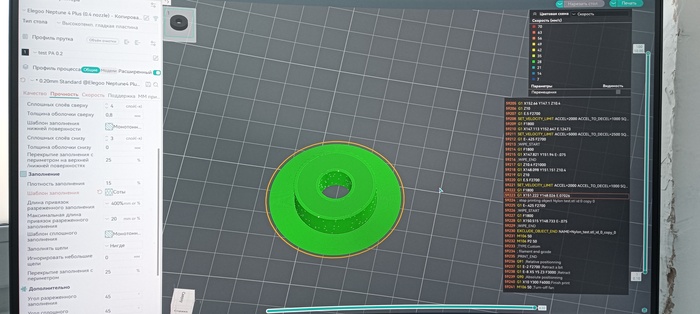
Дальше готовим стол, калибруем его на 100⁰С, мажем клеевым карандашом (спреи не подходят), загружаем филамент и идём в слайсер. Сопло у меня пока стоит 0.4 мм, позднее буду пробовать 0.2. Настройки были такие:
- Стол - 100⁰С.
- Сопло - 295⁰С.
- Диаметр прутка - 1.65мм.
- Скорости ограничиваем до 30 мм/сек.
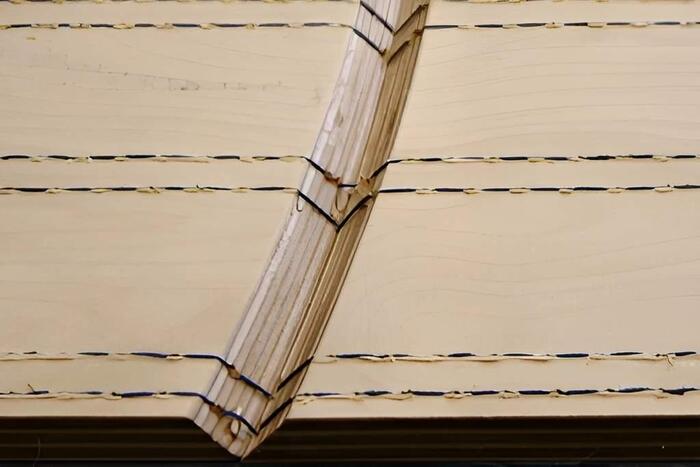
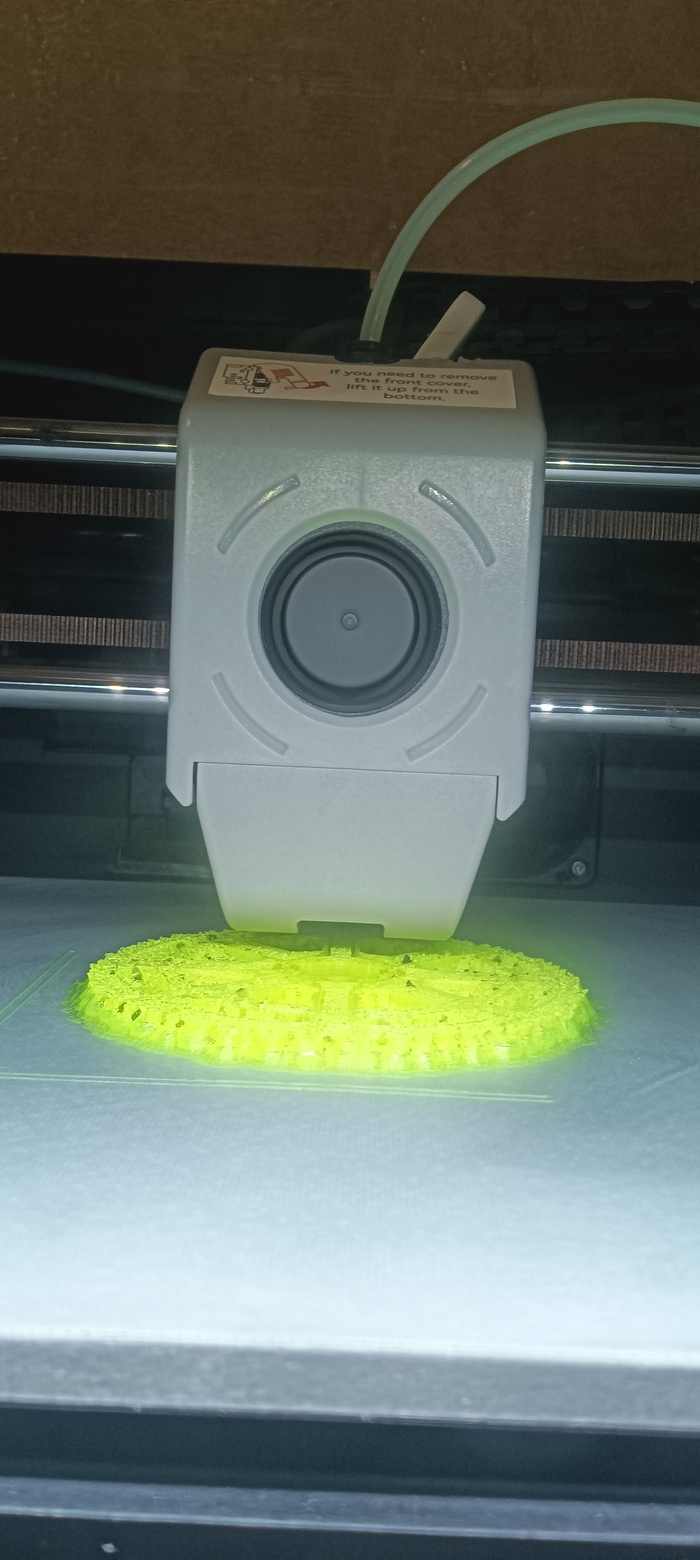
Очень понравилось как ведёт себя заполнение соты на нейлоне.
- Поток выставил максимум 10.
- Высота слоя 0.1, ширина 0.4.
- Юбка вокруг модели 1-1.5 см крайне желательна.
- Обдув 10%, как и предлагал Orca Slicer, но возможна печать и без него, кто-то считает, что без - лучше)
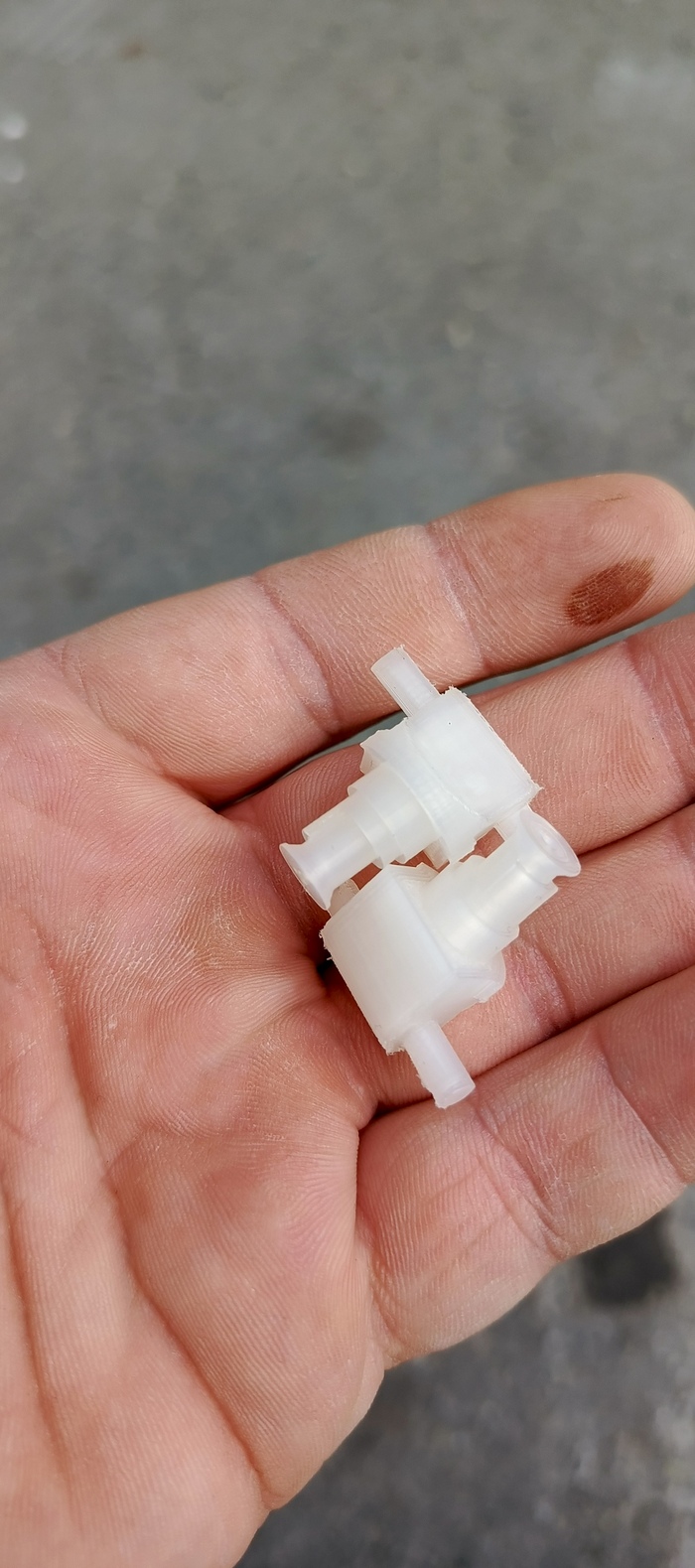
Получаем такое:
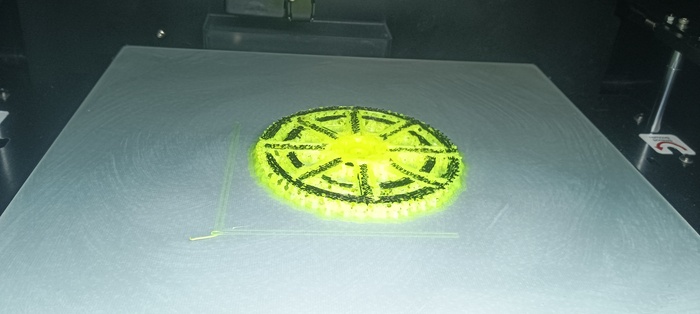
Бонусом покажу миллиметровую стенку чтобы оценить прочность:
Возможно, для некоторых тема не нова, но всё же кому-то пригодится. Буду рад, если кто-то поделится своим опытом в комментариях.
Ну а я изучаю усадки, пробую, двигаюсь дальше, а с вами прощаюсь.