«Автотор» на пороге запуска обновленного сварочно-окрасочного комплекса: в настоящий момент завершается установка современной роботизированной линии сварки.
На заводе активно ведутся работы по модернизации производства. Новая автоматизированная линия позволит выпускать различные модели кузовов на единой платформе, что значительно повысит гибкость производства. Внедрение роботизированных технологий обеспечит высочайшую точность сварки, что положительно скажется на качестве выпускаемой продукции.
С запуском новой сварочной линии уровень автоматизации на производстве вырастет в 5 раз по сравнению с оборудованием, которое использовалось на «Автоторе» до 2022 года. Ранее сварочные линии были рассчитаны исключительно на производство одной конкретной модели кузова, исходя из ее геометрических параметров, и не поддерживали возможность перенастройки для других моделей.
Новая роботизированная линия кардинально меняет подход: она позволяет быстро адаптироваться под сварку различных моделей кузовов, выпускаемых на одной платформе. Это значительно повышает гибкость производства.
Подготовка к внедрению нового оборудования заняла несколько месяцев. За это время была проведена масштабная работа: укреплен фундамент под главный кондуктор и роботизированный комплекс, а также установлены металлоконструкции для подвесных сварочных машин.
Новая роботизированная линия
На данный момент завершена установка и калибровка сварочной линии, выполненная с использованием системы лазерного 3D-сканирования. В ходе этого процесса смонтированы ключевые компоненты основной сварочной линии и установлены кондукторы. В настоящее время «Автотор» активно осуществляет подключение электронных систем управления сварочной линией, а также систем вентиляции, охлаждения и подачи сжатого воздуха.
Планируется, что монтаж всей линии будет завершен к середине февраля. Как только будет окончено оснащение сварочного производства, калининградское предприятие начнет пуско-наладочные работы, в ходе которых будет сварен первый тестовый кузов. Ожидается, что производительность новой линии достигнет до 80 тысяч кузовов в год.
Церемония спуска на воду большого морозильного рыболовецкого траулера «Виктор Гаврилов» проекта 5670FT состоялась на заводе ОСК «Янтарь». Это самый крупный БМРТ, который строится в России. Его водоизмещение составляет более 14 000 тонн, а длина достигает 121 метра. Судно предназначено для лова пелагических пород рыб и будет использоваться как плавбаза для переработки улова.
Производство линейки полноприводных пикапов Sollers ST6 и Sollers ST8 по технологии полного цикла стартовало на индустриальной площадке УАЗ. На Ульяновском автомобильном заводе введены в эксплуатацию новые 130-метровая сварочная линия и линия сборки шасси, оснащенные современным оборудованием. Также значительно модернизированы окрасочное и сборочное производства.
НПО «ЦНИИТМАШ» приобрел новое оборудование для изготовления комплектующих изделий для вспомогательных узлов машинных залов АЭС российского дизайна. После вывода оборудования на проектную мощность предприятие закроет растущие потребности в комплектующих для вспомогательного оборудования атомных станций и вытеснит с рынка импортные аналоги.
Производство литий-ионных аккумуляторов мощностью 20 МВт.ч/год для беспилотных авиационных систем впервые запущено в России. Его главная цель – наработка опыта и приобретение компетенций в технологиях. Цех позволяет произвести более 100 тыс. аккумуляторов для образовательных дронов или более 8 тыс. АКБ для агродронов БАС С-80, которые получат отечественные аккумуляторы уже в этом году.
На производственном комплексе «Салют» создана производственная линия с новыми отечественными установками электронно-лучевой сварки. Применение высокотехнологичного оборудования позволяет значительно сократить время изготовления узлов авиационных двигателей. Установки позволяют за цикл вакуумирования обрабатывать до шести деталей и обеспечивают высокое качество сварных соединений.
Катайский насосный завод впервые в России изготовил насосы для перекачки взрывчатых и особо опасных химических веществ, которые предназначены для одного из крупнейших предприятий ОПК. Центробежные насосы оснащены корпусом в виде емкости и предназначены для работы с особо опасными химическими веществами, которые не должны оставаться на поверхностях или в полостях устройства после перекачивания.
На автомобильном заводе компании собрана первая партия седельного тягача КАМАЗ-65955 в антисанкционном исполнении. Большегруз предназначен для эксплуатации в составе автопоезда с прицепом. В антисанкционном исполнении у трёхосного седельного тягача КАМАЗ-65955 более мощный двигатель в 560 л.с., есть комплектации как с электрогидроусилителем руля, так и с двухконтурным ГУРом.
"Уральский завод подъемных механизмов АНТ" запустил собственное производство гидроцилиндров для крано-манипуляторных установок. Производственные мощности завода размещены на современной площади в 1850 квадратных метров. Завод использует высокоточные станки с числовым программным управлением, обеспечивающие минимальные допуски и идеальную посадку всех компонентов.
Компания «Лукойл» приступает к производству моторных масел в соответствии с международной спецификацией API SQ. В стандарте API SQ предусмотрен тест Aged Oil LSPI — защита от преждевременного воспламенения топливовоздушной смеси после состаривания масла в течение 72 часов в двигателе. В новом стандарте также изменились требования по прокачиваемости масла при низких температурах (+33%), к защите от отложений на поршнях (+9,5%) и защите цепи ГРМ от износа (+5,9%).
Холдинг «Высокоточные комплексы» впервые показал дорожный асфальтовый каток RV-13DD в новом дизайне. Машина весит 13 тонн, она оборудована двигателем мощностью почти 150 л.с. и модифицированной кабиной. Новая кабина машины обеспечивает панорамный обзор, позволяющий оператору легко контролировать всю рабочую площадку и максимально точно выполнять поставленную задачу.
Зачем вы вообще вот это вот всё читаете по выходным? Это же неправда.
Ходит байка, что вещи были прекрасны, когда в их производстве участвовали только инженеры, а подлые маркетоиды держали свои руки в карманах и отвечали только за расклейку рекламных объявлений.
Так-то оно так, но... Приятно всё таки работать, чувствуя как в погоне за продажами через уменьшение времени простоя, в аппарат были внесены фишки, которые увеличивают скорость ремонта и упрощают манипуляции с оборудованием.
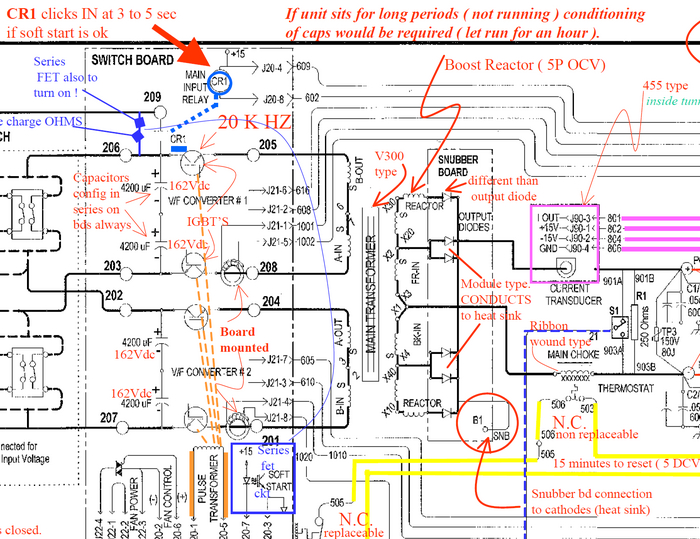
Жаль, что это не относится к отечественному хиту - ВДУ-1000. Популярен скорее не сам источник, а трактор ТС-16 из-за своих габаритов и как следствие - маневренности.
Как сейчас модно, дам небольшую историческую справку. В том самом феврале конкуренты решили освободить местный рынок, и я остался без работы в российском филиале американской компании, что в итоге привело меня на локальный базар специалистов по ремонту всего, что нынче связано со сваркой. По пути я поработал полгода на русского бизнесмена, о чьих привычках напишу отдельно.
Ну так вот, позвали меня на один завод, где основу парка составляют заглавные ВДУ-1000, часть которых своим бездействием тормозила работу целого цеха. По неопытности я ввязался.
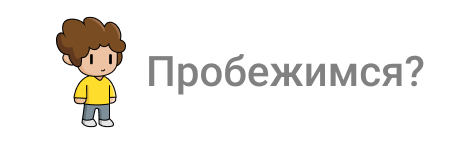
Ненависть производителя к пользователю продукции видна при первом же контакте. Эту дуру невозможно передвинуть "рохлей", а для крана обязательно нужен "паук" или траверса, так что прощай и такой любимый гаражными сервисами "журавль".
Высокое расположение трансформатора делает перевозку на рохле в одиночку невозможной. С родным поддоном всё ещё хуже: тот выступающий край, которым пробуешь опереться на второй рог рохли, тупо отламывается.
Будьте осторожны начиная разборку: панели корпуса сделаны из листа толщиной три миллиметра. Нет, не пластиковые, ибо отвечают за конструкционную прочность корпуса. Часть болтов, удерживающих эти панели оснащена шайбой зубастой, часть обычной но с "гровером". Какие куда и почему именно туда - не понять: дырки, пластины, и гайки везде абсолютно одинаковые.
Снова немного ненависти конструкторов: ручка мешает использовать головку. Конструкторам сдвинуть отверстие под болт ниже не мешает ничего.
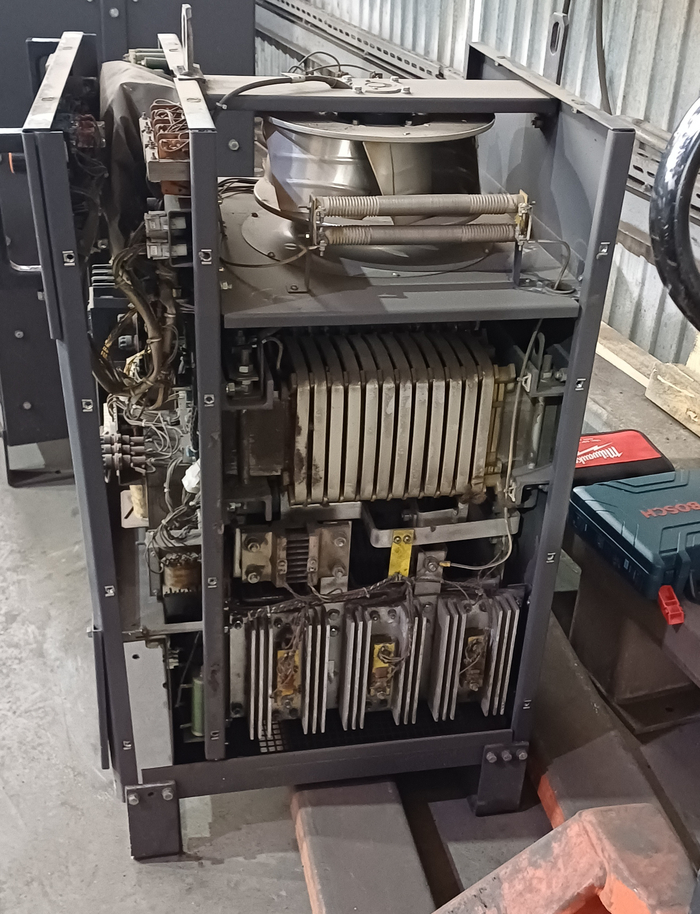
Внутри нас встречает полное небрежение всеми веяниями современной моды: все маленькие болтики - со шлицевой головкой, половина проводов впаяна в плату, провода в пучки собраны методом обматывания бумагой и т.п. В аппаратах выпущенных в 2016 - 2020 годах.
Да, спроектировано и разведено в 80-х. "А как ты понял?"
Таки открутив тот самый болт под ручкой и его брата, получаешь возможность снять панель управления. И будешь стоять с ней в руках весь ремонт, потому что длина проводов не позволяет поставить её на землю, а импеллер охлаждения не дает положить сверху.
Типа стоит, но уж больно похоже на повешение. А ведь не хватает буквально пары сантиметров, чтобы нормально поставить и прислонить, не напрягая разъёмы.
Кстати про импеллер и потоки, рождаемые мощью его вращения, о правильном направлении которого говорит единственная жиденькая наклеечка на боку. Она отлетает в первую же неделю. И аппараты весело засасывают с пола и прогоняют через корпус весь мусор и пыль сварочного цеха, если фазировка не сошлась. Неделями, а то и месяцами. Нет, электрик не должен знать и догадываться.
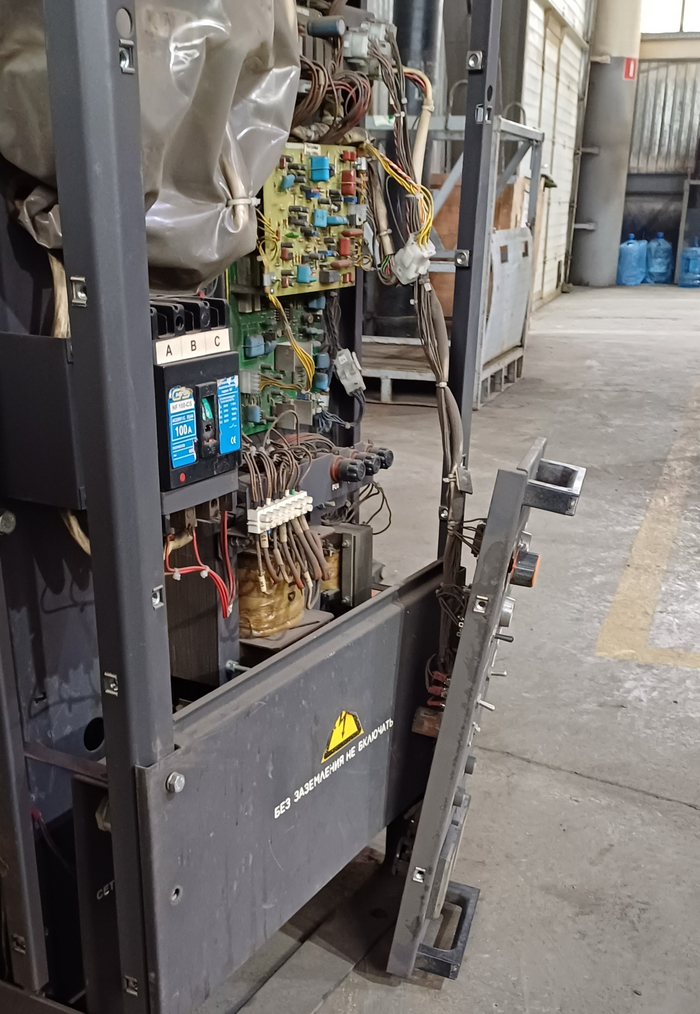
Обращу внимание на заводские дырки для ввода кабеля питания. Из-за них приходится зачищать от внешней оболочки целых пятьдесят сантиметров кабеля; присоединение-то к автомату - сверху.
Ладно, приступим к ремонту. Но не быстро, потому что все болты, болтики и винтики придется крутить строго вручную.
Забудь про шуруповерты и электроотвертки: цилиндрические (а не шестигранные) стойки под платы и прямой шлиц - это не про производительность, это про традиции.
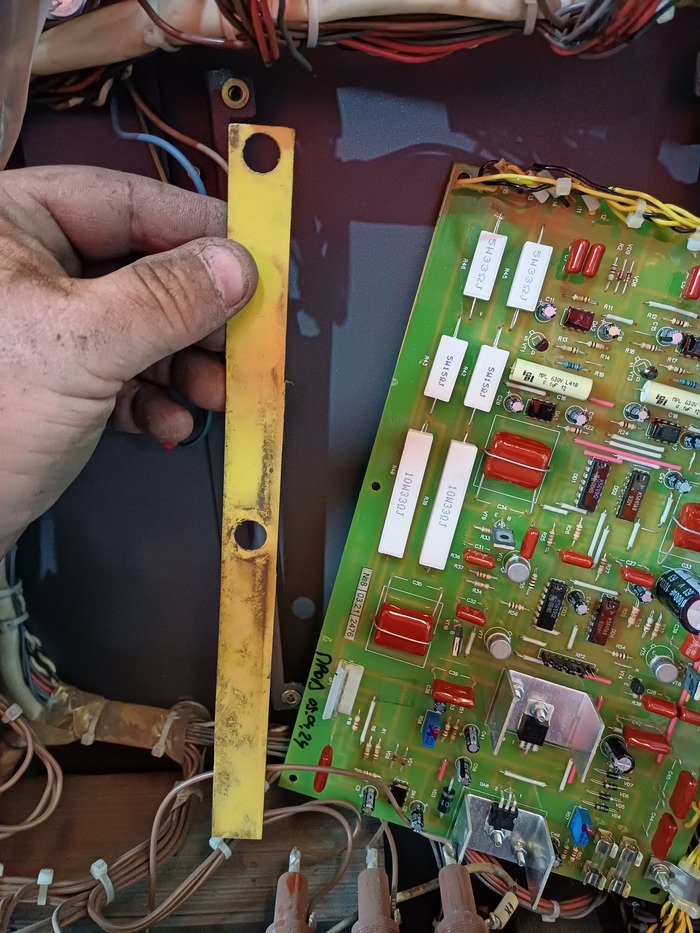
Решили поменять плату? Меняйте, только в компании ИТС до сих пор не знают о двустороннем скотче, изолирующих втулках и прочей гламурной дребедени.
Вот эта гетинаксовая (!) пластинка сначала выпадет и завалится в глубины аппарата, потом сломается при попытке вытащить её, а потом протрясет весь твой мозг, пока ты будешь пытаться придумать как её определить на место.
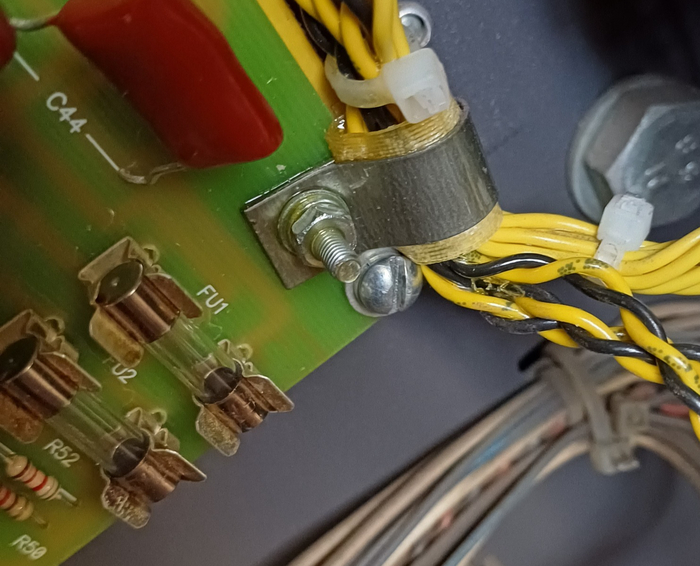
Чувствуете, чем пахнет? Не дай бог вам расслабиться, как тут же будет повреждена изоляция с последующим замыканием. А эта чертова муфта, заполненная лаком, не позволяет легко убрать провода из-под шайбы.
Куча раздражающих мелочей отравляет день ремонтера и сжирает бесценное время. Неужели сами производители никогда не пробовали чинить своё детище?
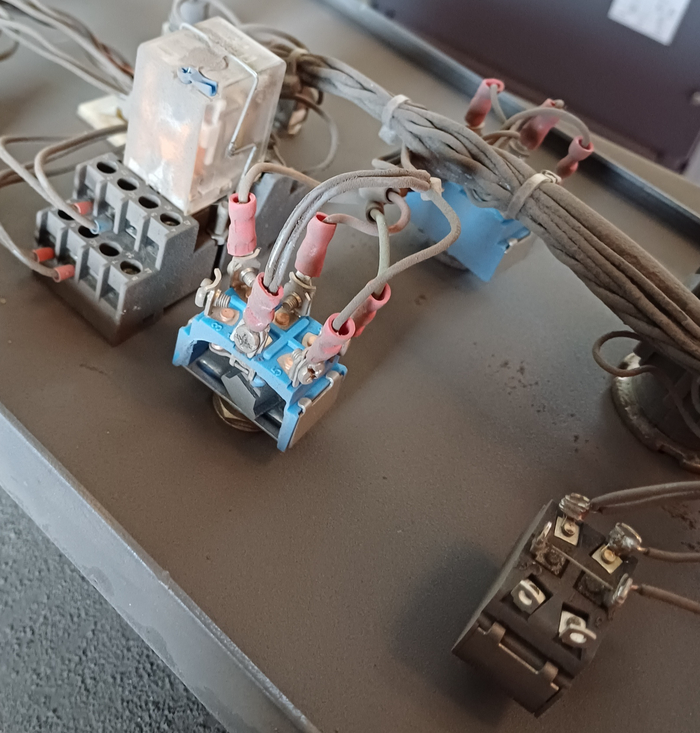
Во-первых, колодка реле мешает ослабить крепление проводов на тумблере, а во-вторых, почему на второй тумблер провода припаяны? Так на всех аппаратах.
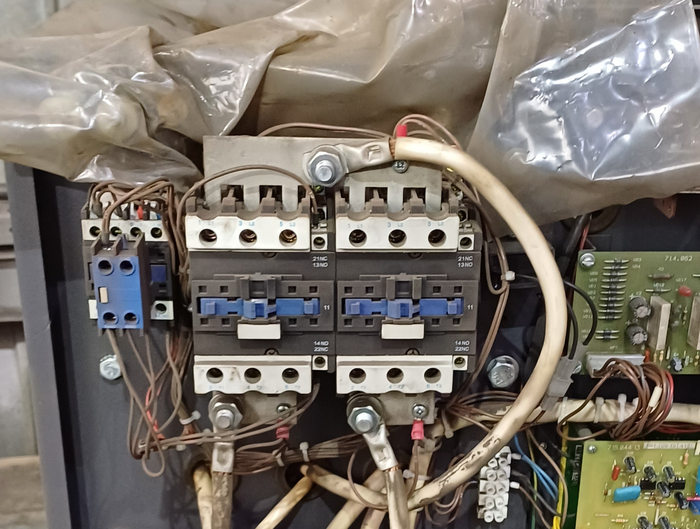
Из-за просчетов в охлаждении внутренности довольно быстро и сильно засираются пылью, которая лезет всюду куда только может. А может она пролезть прямо внутрь контакторов, где замыкает и клинит всё.
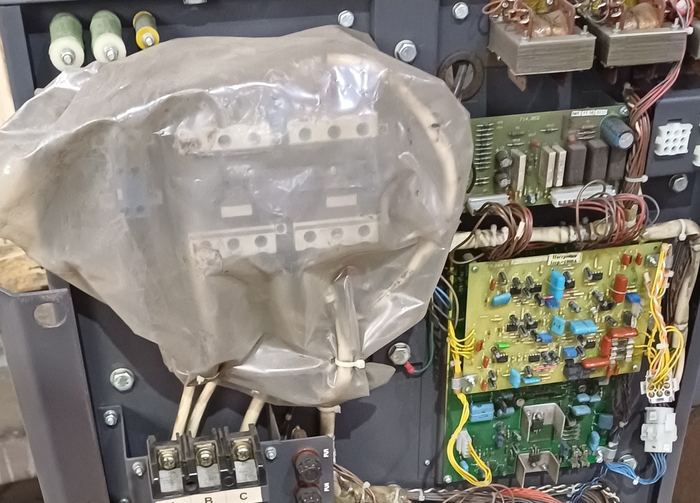
Не-а, гламурный кулёчек - не рацуха заводских наладчиков. Это инженерное решение по защите от пыли тех самых контакторов. Абсолютно импотентное решение.
Благо хоть сами контакторы вполне себе современные, и в них уже болты под "крестик с минусом" и шестигранник.
А вот и Гюльчатай. Два больших, потому что первичка подключена треугольником.
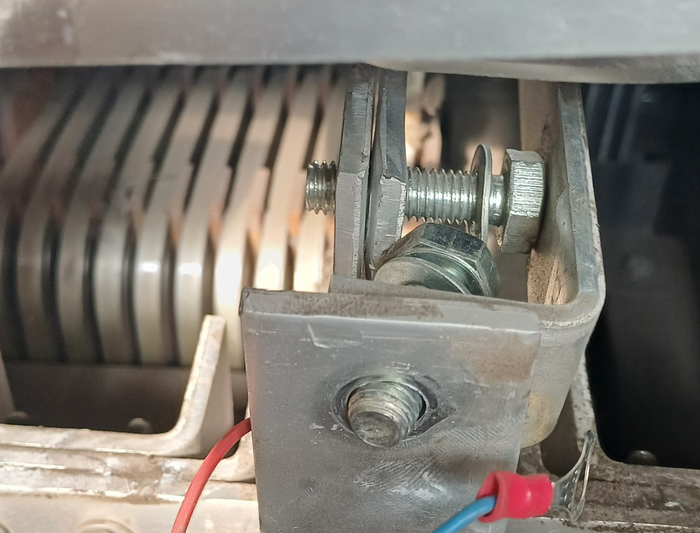
По мере погружения на нижние этажи, вас ожидает всё больше препятствий: инженеры и технологи производителя приготовили вам много сюрпризов. Диоды проверить легче, поэтому начнем с них: что мешает разместить болты гайками наружу, чтобы не приходилось ловить их внутри, с трудом просунув руку между острыми краями шин?
Три болта на шине в верхней части фото. Конечно я их развернул и так этому обрадовался, когда пришлось лезть второй раз.
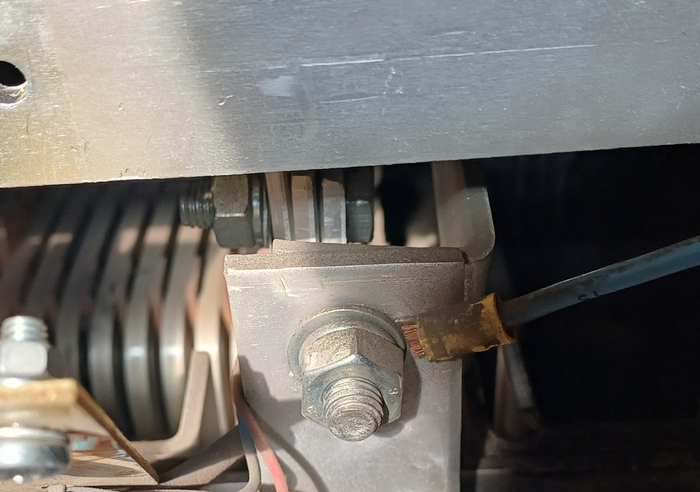
Но то была разминка. Тиристоры - вот что заставит вас то плакать, то смеяться. От злости и бессилия. Крепление шин к радиаторам сделано так, чтобы подвести тебя к полной разборке источника, ибо к части болтов мешает подлезть трансформатор, к части - задняя стенка (почему её нельзя просто снять смотри на первом фото), а часть соединений представляет тупо головоломку.
Подлезть надо вон к тому болту, который виднеется за шинами; при чем шейка ключа не пролезает между ними.
Болты взаимно мешают, поэтому загибай шины дальше, рискуя что-нибудь отломить и боясь не вернуть отогнутое на место в силу общей тесноты.
За время работ с десятью источниками я в хлам изрезал и порвал пару кожаных перчаток, потому что ни грани, ни углы деталей из алюминия не обработаны после гильотины.
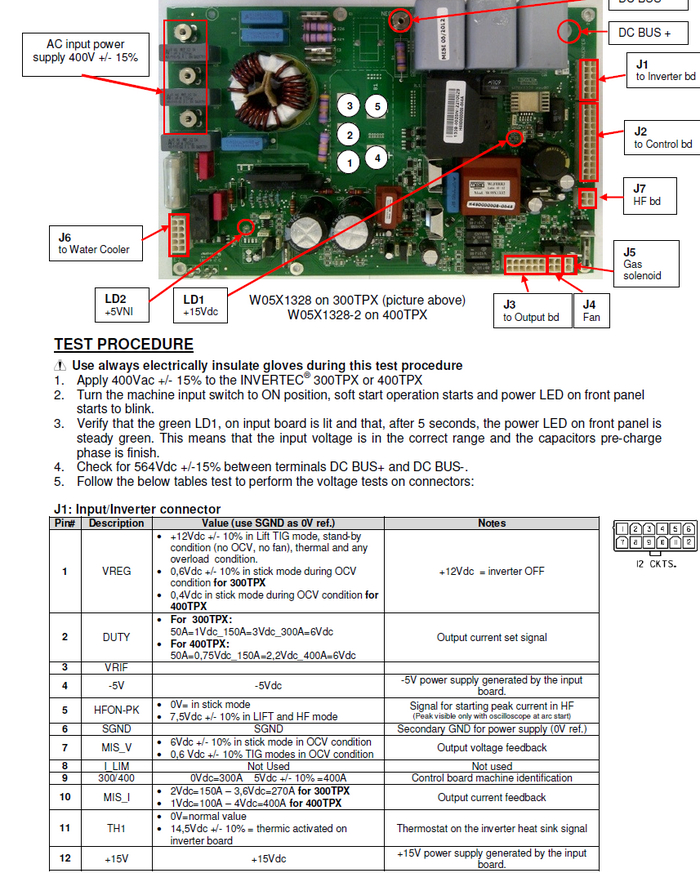
Ладно, хватит о грустном. Переходим к печальному - уровню технической поддержки. Конечно я избалован работой с импортным оборудованием (исключая китайское), когда уровень технической поддержки такой, что имея только мультиметр и инструкцию по ремонту, любой наладчик на трассе может поставить верный диагноз и легко заменить неисправную деталь или плату с последующей настройкой, но хотелось бы понять, чем руководствуются производители отечественного, когда из всей поддержки есть только принципиалка (и то не в общем доступе) и список деталей без взрыв-схемы или хотя бы буквенным обозначением.
Если кто не в курсе, то инженеров, способных понять, куда таки стоит тыкать щупами, у нас и раньше-то на заводах было не много, а из наладчиков в цехах остались в основном те, кто даже глядя на трещащий контактор, не видит в нем проблемы. А очень бы хотелось иметь какие-то материалы, по которым можно быстро сориентировать новичка в нашем деле.
У кого-то жопа отвалится сделать подобное?
О таком я даже и не мечтаю.
В заключение скажу, что мало кто так желает успеха отечественным производителям как я, ибо как бы банально не звучало, "за державу обидно".
Позже расскажу, почему китайское оборудование не дотягивает до настоящей альтернативы.
В первый раз решил я "поднять страну с колен" в 20 лет. Устроился я учеником токаря в Саранский литейный завод. Был "молод и горяч" думал что самое справедливое, это сдельная оплата труда. Типа чем больше буду работать, тем больше заработаю. И то что если получать 10 тысяч в месяц, то через год у меня будет 120 тысяч. Оказалось что расценки на изготовление разных деталей, установлены непонятным способом. Если работать на одной операции, то мало заработаешь даже работая как Стаханов. А на другой операции бывает и расценки выше и работа проще. Естественно где поприбыльней, работают "любимчики", а на дешевой работе случайные люди. Да и у "авторитетов" постоянные споры из-за расценок. А еще оказывается что эти расценки могут срезать. Приходит нормировщик, смотрит и записывает как ты работаешь, потом посчитает. Почему то расчеты всегда ему показывали, что нужно срезать расценки и увеличить норму, но никогда не наоборот. Поэтому старые токаря мне сказали, что выше нормы делать смысла нет, срежут. Помню, устроился как то сварщик и начал работать без перекуров, а вместо обеда быстрый перекус. Думал он, что получит зарплату в два раза больше. Но в итоге получил всего на пару тысяч больше, обиделся и больше на работу не пришел. Правда расценки потом вернули, потому что потом все отказались делать эту работу за копейки. А я с переменным успехом дальше работал токарем, сдал на 3 разряд. Как то прихожу домой включаю телевизор. А там идет фильм "Неподдающиеся" про двух разгильдяев. И там я вижу такой же токарный станок на котором я работаю. Черно-белый фильм СССР! Карл!!! 21 век на дворе. Так я проработал там два года. Случился очередной в России "кризис 2009" и меня сократили. Потом другой завод. Далее несколько лет не работал на заводах. Не было желания поднимать страну с колен. Однажды увидел обьявление поработать токарем вахтовым методом на Савёловском машиностроительном заводе. Сама фирма подрядчик под названием типа "рога и копыта" находится в Москве, а Савёловский завод в Тверской области. Ехать от Москвы почти три часа. Чтоб приняли на завод нужно пройти экзамен (ВНЕЗАПНО!) у начальника службы безопасности. Это по рассказам был технически очень умный дядя, а начинал обычным слесарем на этом заводе. Такой вот он мололец. Прям почти как Горбачёв наверное, который с комбайнеров поднялся. Подрядчик спросил меня: где я работал? Я ответил: "Саранский литейный завод" и у меня 4 разряд. Еше он споосил: что я там делал? Я ответил: детали для вагонов. Он похихикал. Я спрашиваю, а тут что делают? Он гордо и с пафосом сказал, что тут оборонка, станкостроение и делают станки с програмным управлением. И что смогли сдать экзамены далеко не все, даже с 5 и 6 разрядами. Я зашел на экзамен, нач/безопасности достал чертеж и задал несколько вопросов. Я что то ответил. Оказалось сдал и пошли осматривать завод и подбирать мне рабочее место. И тут уже я "достал" подрядчика просьбой, чтоб он мне показал оборонку. Мне как тупому изготовителю вагонов, было интересно увидеть чудо производства! В итоге он мне показал мужика с усами предпенсионного возраста, который вытачивает на станке винт длиной метра два. И опять это был станок из черно-белого фильма!!! Я спросил вы угораете? Оказывается этот винт типа для ракеты "булава". Потом я говорю, веди меня где делают станки с програмным управлением! Их то уж точно по технологиям 60ых годов не сделать. Приходим.... Стоят контейнеры: электрошкафы, станины, мониторы. Все это вместе соединяется прикручивается и вешается шильдик" Савёловский машиностроительный завод". Позже расспросив у работяг кто на вахте про зарплату, оказалось что им платят намного меньше чем мне обещали заплатить. Решив что всё что мной было увидено и услышано, угнетает моё сознание. Проработав три дня я уехал. Прошли года. В России опять очередной (дефолт, кризис, санкции) нужное подчеркнуть. Я решил, что нужен стране. Пошел на завод Рузхиммаш. Оказалось, что бы устроится на завод, надо принести справку об отсутствии судимости. Но это завод! Не МВД и не должность депутата! Еще справку о привке от коронавируса и гриппа. Собрав все справки, неделю ходил по многочисленным кабинетам заводуправления, собирая подписи. Далее достают много разных толстых журналов, где я ставлю много подписей, что инструктажи по технике безопасности со мной провели. На заводе теперь почему то рабочим выдают красные каски, а начальству белые. Проводятся кое как разные обучения, выдаются корочки для разрешения работ с оборудованием и кранами. Например даже преподаватель из технадзора сказал что на стропальщика положено учить 40 часов, а завод заплатил за обучение на 2 часа. Итог: никто не обучен, а в цеху ничего не соблюдается. На кранах даты испытания перерисовываются, часто не держут тормоза и груз падает. Стропы не дефектуют, используют пока не порвутся итд итп. При таком подходе, травмы и несчастные случаи регулярны. В некоторые станки каждый день заливают ведро масла, которое за смену выливается на пол, вместо того чтоб остановить станок и отремонтировать по хорошему. Когда же станок не выдерживает и ломается то ремонтируют его не качественно, а так чтоб побыстрее запустить. Состояние оборудования почему то никого не интересует. Но зато везде какие то таблички и плакаты "кайдзенов" и окрашенные дорожки. Это типа внедрение зарубежного японского опыта кайдзенов. Постоянно придумывают никому ненужную вещь, потом на плакатах пишут как круто этим улучшили труд. Естественно через месяц всё это забывают, а если что-то изготовили то выкидывают в металлолом и начинают придумывать следующую. Поэтому лучшее время на заводе это в столовой! И я искренне рад что на опрелеленную сумму, кормят бесплатно. Если же ты кишкаблуд то доплатить нужно копейки.
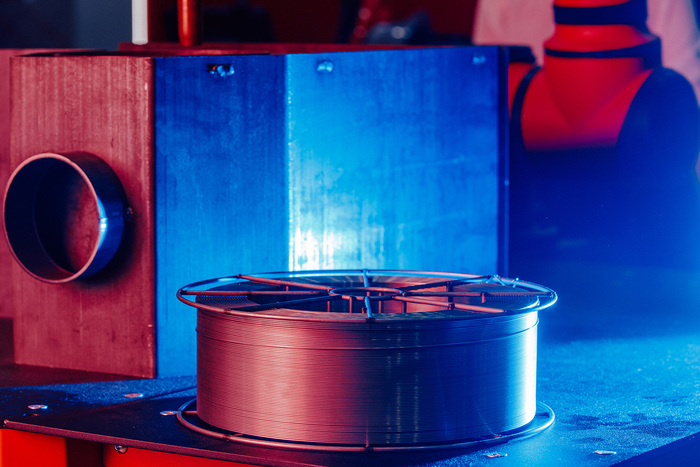
По эксплуатационным показателям она превосходит ушедшие зарубежные аналоги.
Ранее проволоку для сварочных работ поставляли преимущественно из-за рубежа.
Столичное предприятие "Технорэд" объединило усилия с ПАО "Северсталь" и разработало сварочную проволоку. Изделие применяется в строительстве мостов, в работе судостроительных предприятий, автомобильной, авиационной, железнодорожной и других отраслях промышленности.
На данный момент изготовлено около 50 тонн изделия, к концу года планируется произвести до 300 тонн. Объем производства будет увеличиваться ежегодно. В 2024 году компания планирует выпустить 6 тысяч тонн сварочной проволоки, а в 2025-м - 12 тысяч тонн.
К нам попал мелкосерийный заказ, основа которого - композиционная биметаллическая плита (алюминий + сталь), и выяснилось, что единственный способ получить надёжное соединение этих двух металлов, отвечающее всем требованием заказчика - это, неизвестная мне ранее, сварка взрывом. Предприятий, освоивших эту технологию, оказалось всего несколько штук на всю Россию, и одни из пионеров этой технологии, компания Тимокс, находятся от нас всего в паре десятков километров, на легендарном БрАЗе.
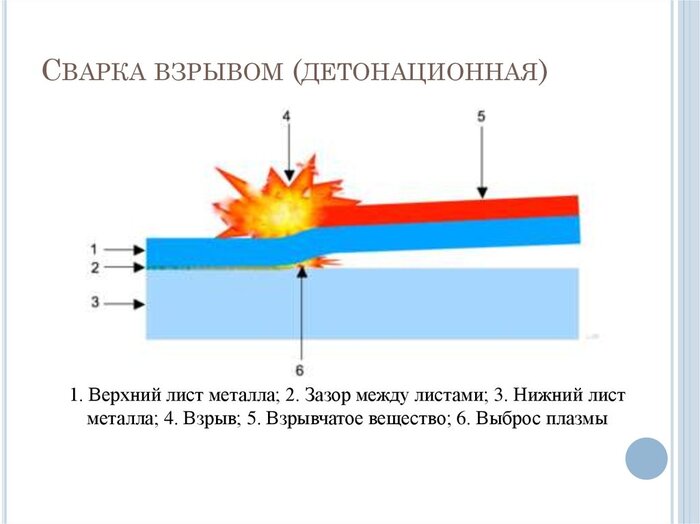
Сварка взрывом - процесс получения соединений под действием энергии, выделяющейся при взрыве заряда взрывчатого вещества.
Несмотря на мгновенное протекание сварки взрывом (продолжительность порядка 10~6 с) в области соударения успевают произойти процессы, необходимые для образования новых атомных связей и прочного соединения металлов.
Эти процессы можно регулировать путем изменения параметров соударения пластин и подбором соответствующих ВВ. Сваркой взрывом можно получать соединения из разнообразных металлов и сплавов, что является - одним из ее достоинств. Номенклатура металлов, сваренных взрывом, достаточно широка (около 100 сочетаний) и постоянно расширяется.
Сварка взрывом может быть использована для получения различных слоистых металлических композитов. Ученые объяснили, что этот метод не предполагает диффузии металлов. Вместо этого сохраняется четкая граница между слоями. Это происходит благодаря ускорению и последующему столкновению металлических пластин при взрыве. В месте столкновения создается высокое давление. Это заставляет металл вести себя так, как если бы он был жидкостью. В области удара можно наблюдать кумуляцию. Ученые считают, что соединение образуется в твердой фазе без плавления.
Сварка взрывом обеспечивает самую большую прочность соединения разнородных металлов среди возможных.
В качестве ВВ используются гранулированные аммониты, имеющие скорость детонации D=3000-4000 м/с.
В момент взрыва вдоль слоя ВВ распространяется плоская детонационная волна, при этом продукты взрыва сообщают находящемуся за фронтом детонации участку металла импульс, под действием которого элементарные объемы с ускорением движутся к поверхности неподвижной детали и со скоростью V соударяются с ней.
Соударение свариваемых металлов происходит под некоторым углом, вызывает давление в десятки тысяч атмосфер. В местах соприкосновения пластин происходит совместное деформирование поверхностных слоев. Деформирование имеет характер вязкого течения и способствует тесному сближению свариваемых поверхностей.
Сварка взрывом подразумевает проведение определенных подготовительных работ, к которым следует отнести следующие процессы:
предварительно подготавливают фундамент, на котором будет располагаться неподвижная заготовка;
элементы, которые нужно соединить друг с другом, так же готовятся особым способом;
сам взрывчатый элемент;
детонатор;
между заготовками придется соблюдать определенное расстояние и угол относительно друг друга.
Довольно долгий процесс подготовки компенсируется скоростью формирования сварного соединения, оно образуется в течение миллионных долей секунды, то есть практически мгновенно.
И вот, собственно, результат:
Посмотрите на фото светлый металл это алюминий, тëмный - сталь. До "сварки" шип-пазы были только на стали, а алюминий взрывом дифузировал в сталь. За мгновение между металлами сформировалась кумулятивная струя плазмы которая по пока не до конца изученным механизмам соединила их вместе :) магия 😉
Сталь+алюминий. Разрушить это соединение практически невозможно. Сварное соединение возникает вследствие образования металлических связей при совместном пластическом деформировании свариваемых поверхностей металла. Малая продолжительность сварки предотвращает возникновение диффузионных процессов. Эта особенность позволяет сваривать металлы, которые при обычных процессах сварки с расплавлением металлов образует хрупкие интерметаллические соединения, делающие швы непригодными к эксплуатации.
К сожалению, сам процесс показать не получится, во-первых, это закрытое производство, а, во вторых, и процесс сам закрытый, заготовка опускается в шахту, закрывается люком, покруче чем в Vault-Tec Corporation, БАХ!