

Станина под микрошлифовальный станок
Добрейшего денёчка, уважаемые. Сегодня у нас в программе немного повышенной точноты. Смысл затеи следующий - люди делают какие-то очень хитрые лазеры и для шлифовки кольцевых рубинов им нужен микроскопический, но очень точный круглошлифовальный станочек. Собсна, мобирается он из прецизионных комплектующих, ну типа суппортная группа покупная, воздушный шпиндель. А вот навесить это надо всё на некое основание. Ну а это уже в наш цех "Грязный Микрон".
Станкостроение начинается с приобретения всратого жалеза, грубо разделанного плазмой с припуском в 5 см.

Далее переходу на вертикальную ленточную пилу и обрезаю лишнее. Ну а более мелкие детальки просто выпиливаю из куска.

Теперь очередь шлифовки. Сейчас она черновая и не размерная, а просто чтобы создать плоскости. Соответственно, видно некоторый шифер и некоторые прижоги.

Торцы шлифовать несколько сложнее, но тоже реально. Ставишь магнитную плиту на магнитную плиту и погнали. Благо что по горизонтали, что по вертикали у пятитонного польского шлифера ход довольно существенный.

Ну и, собсна, сборка и сварка.

После непродолжительных ласк вольтовой дугой железяку несомненно напрягает внекоторых местах. Чтобы её не искосопиздило при чистовой шлифовке, надо бы её отжечь. Однако в мою печь она не влезает, поэтому обратился к соседям. Они как раз гипермангал возожгли.

После мангала чумазая железка незамедлительно идёт в пескоструйку, потому что чумазые железки я на шлифер не кладу. Не казённый, чай. Проще потратить 5 минут на песочку и работать дальше с чистым.
Ну и собсна финальная шлифовка.
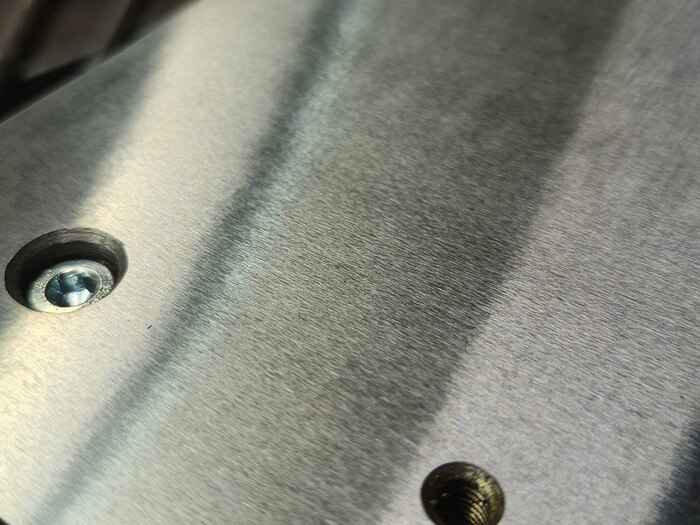
Тут уже и камушек заточил и выхаживание произвёл. Всё по красоте, короче. Теперь можно маскировать привалочные плоскости, обезжиривать то, что не замаскировано и красить порошком. Вон сверху видны остатки каптонового скотча. После запекания он легко отлепляется, не оставляя следов.

А, вот внезапно забыл показать одну из предварительных сборок с проверкой лекальным угогольником
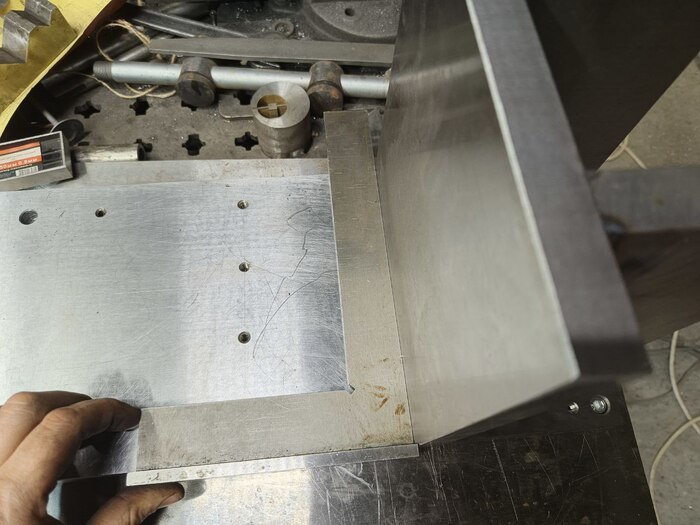

Ну вощемта вот так. Соответственно, четырьмя отверстиями по углам это основание крепится на оптический стол глобальных размеров. Шпиндельная бабка имеет возможность регулировки как по оси, так и по крену в двух плоскостях, что достигается четырьмя отжимными установочными винтами и четярьмя прижимными, соответственно. Т.е. в мои задачи входило сделать это всё плоским и параллельным, а финальную юстировку парни делают у себя, обнюхивая железяку на координатно-измерительной машине. Судя по измерениям, от меня оно приехало в перпендикулярность чуть менее сотки. А плоскостность основания и рыла шпиндельной бабки что-то в районе 3-4 микрон. Ну вроде ок. Видосы с измерениями мне прислали, но увы, они для служебгного пользования, поэтому придётся поверить на слово. :)
Соответственно тем, кто хочет насладиться металлизмом прям в режиме онлайн - добро пожаловать в металлический онлифанс, ссылка в профиле.






