На одном из предприятий Москвы купили такой станок 2Д450 по цене металлолома, за 300к кажется. Железо вроде нечего, более или менее живое а вот электрике полный трындец. Шпиндельный мотор с приводом умерли и запустить их не удалось, приводы подач кое как ёрзали.
Сначала приобрели сервопривод от Балт-Систем на место шпиндельного мотора и простенький ПЛК DELTA для того чтобы, после того как я их интегрирую в старую схему на станке можно было хоть как-то попробовать работать.
Прошло какое-то время и руководство всё таки решило немного вложиться и полностью заменить систему управления станком ( всё это время станочник на станке работал как обезьяна из-за того что приводы подач работали не пойми как и помимо того что нельзя было поймать необходимую подачу так она ещё и могла самопроизвольно меняться во время работы хD )
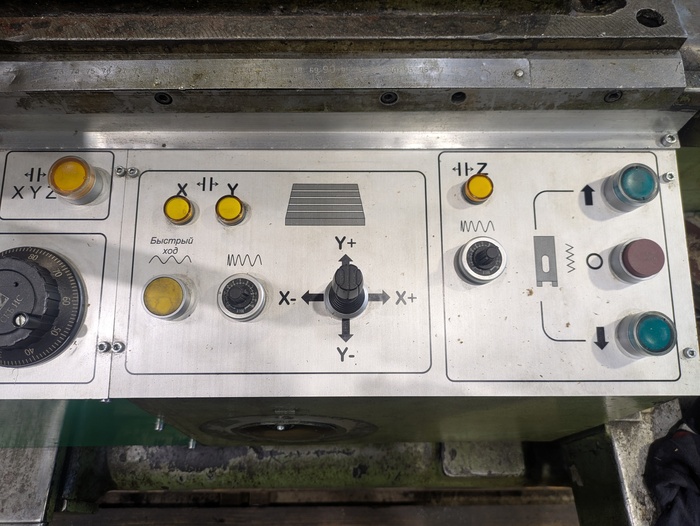
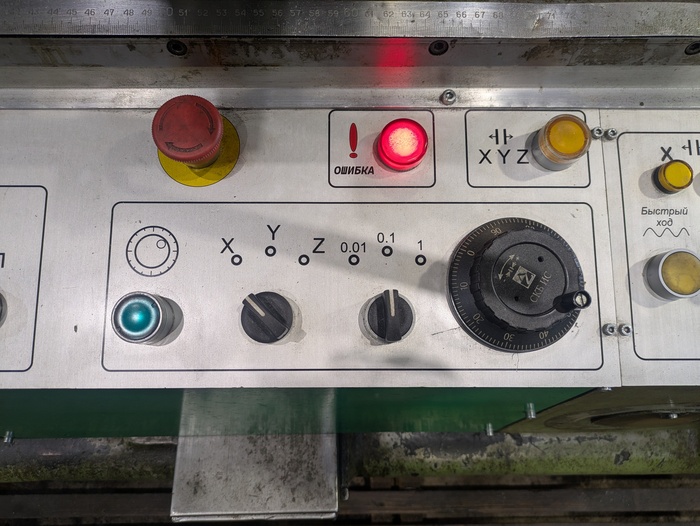
Итак, я начал проект модернизации, подобрал контроллер (ПЛК), новые сервоприводы в количестве трёх штук, ручной моховичок и сенсорный экран (HMI). Заказал. Нарисовал новый пульт в CorelDRAW и заказал изготовление. Пока всё это ехало разработал принципиальную электрическую схему и дозаказал все необходимые электротехнические изделия, кабеля и провода. После того как приехал контроллер и все остальные дорогие прибамбасы приступил к написанию электроавтоматики и запуску движков с контроллера через экран, по EtherCAT с помощью MotionControl на столе. Следом собрал шкаф управления и проводку по станку.
В итоге всё получилось на отлично. Можно выбрать любую подачу, мы даже сверлили на нём сверлом диаметром 0.5мм с ооооочень медленной подачей чтобы не сломать (регулировка подач стала иметь более широкий диапазон в сравнении с оригинальной системой управления).
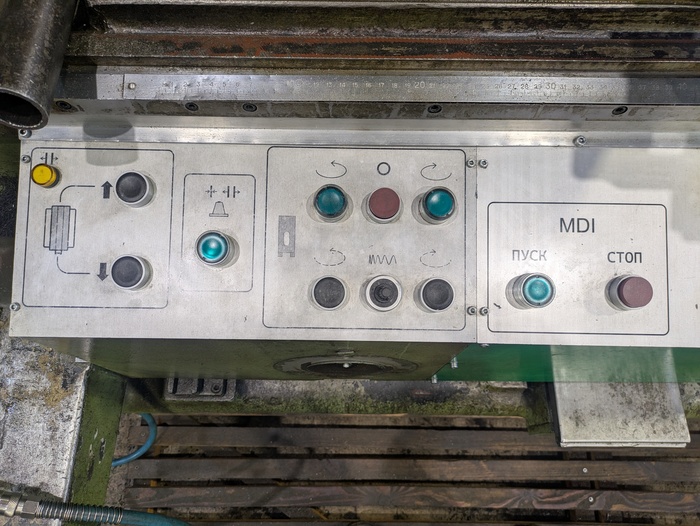
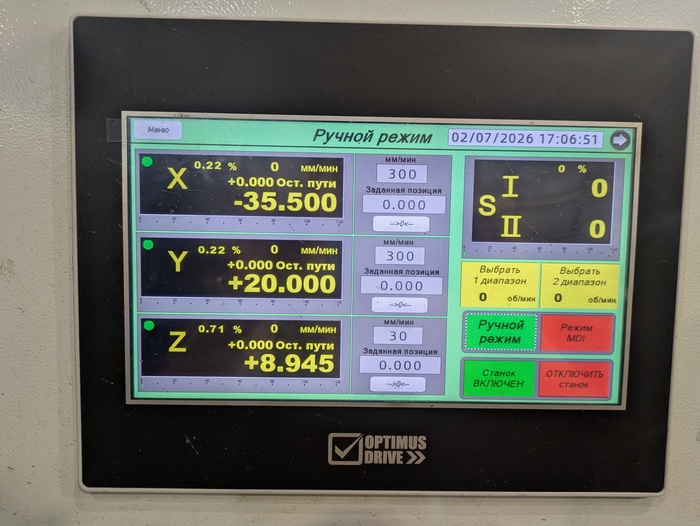
Подача задаётся на экране для каждой оси в мм\мин и при этом на пульте существует корректор подачи (потенциометр) для того чтобы можно было на ходу регулировать подачу в меньшею сторону. С оборотами шпинделя всё тоже самое. Также на пульте отображается нагрузка на оси и шпиндель, коэффициент корректоров, положение осей по линейкам и скорость вращения шпинделя. Также осями можно управлять в режиме ручного маховичка т.е. на каждый щелчок моховичка ось будет проезжать заданное расстояние. Также на станке реализован режим MDI в двух вариантах, абсолютном и относительном (abs и rel). При выборе заданных координат на все три оси и нажатии кнопки "кадр пуск" оси поочерёдно будут выведены в заданные позиции, сначала "Х", затем "Y", затем "Z". Так же можно по одной или двум осям, оси поедут в упомянутом выше приоритете.
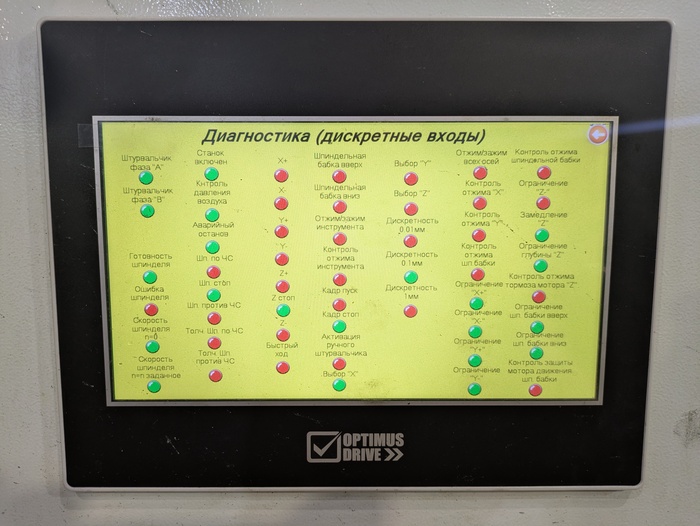
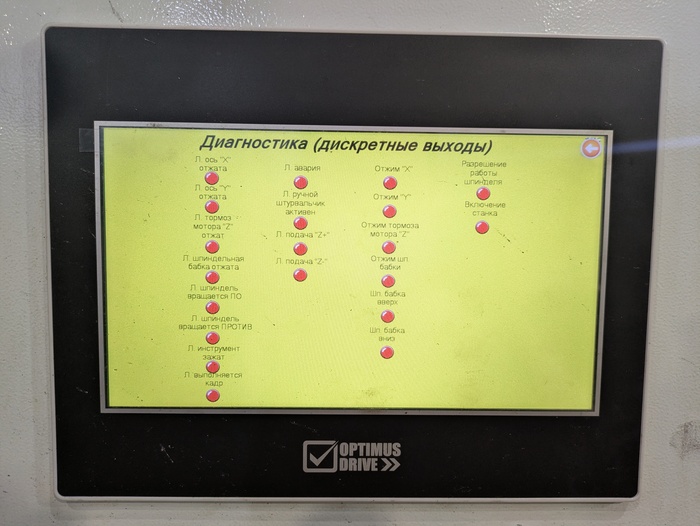
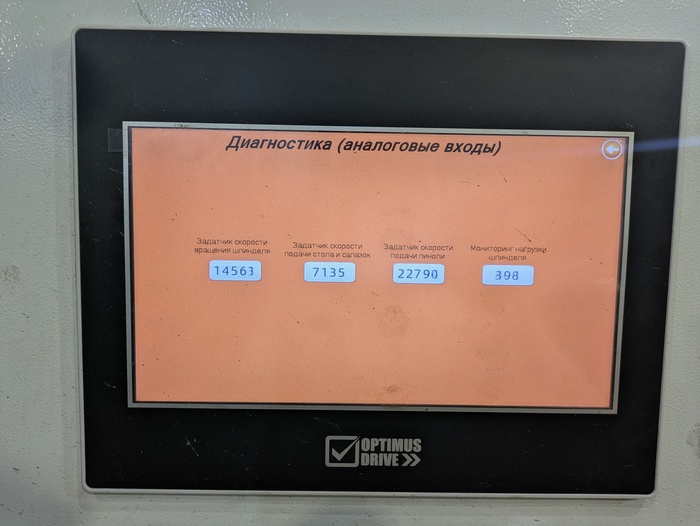
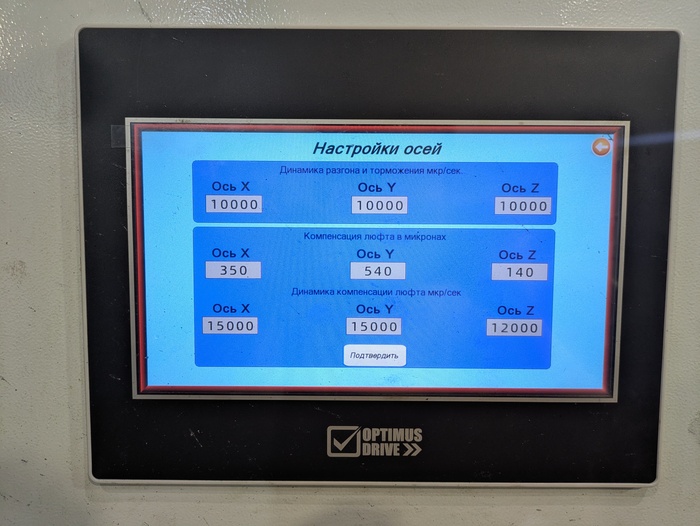
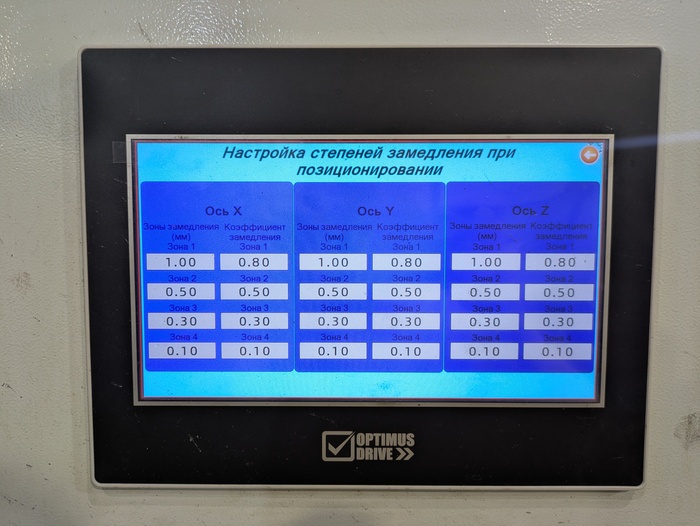
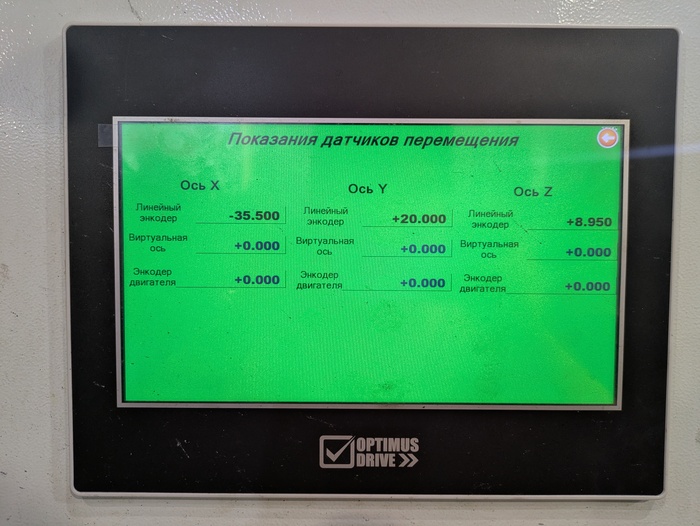
Существуют меню диагностики через которые можно посмотреть состояния дискретных входов и выходов, состояние аналоговых входов и выходов, показания энкодеров и меню с настройками некоторых параметров станка.
Если это кому-то интересно, то задавайте вопросы )