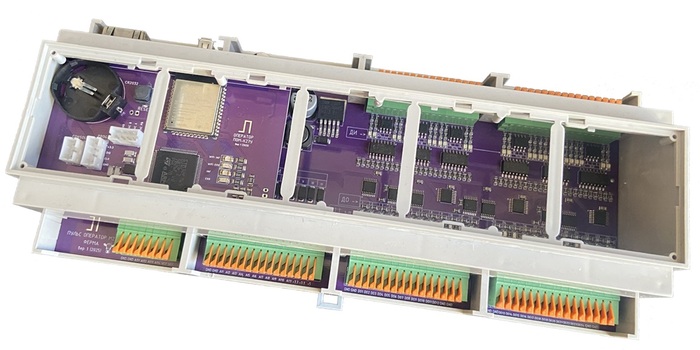
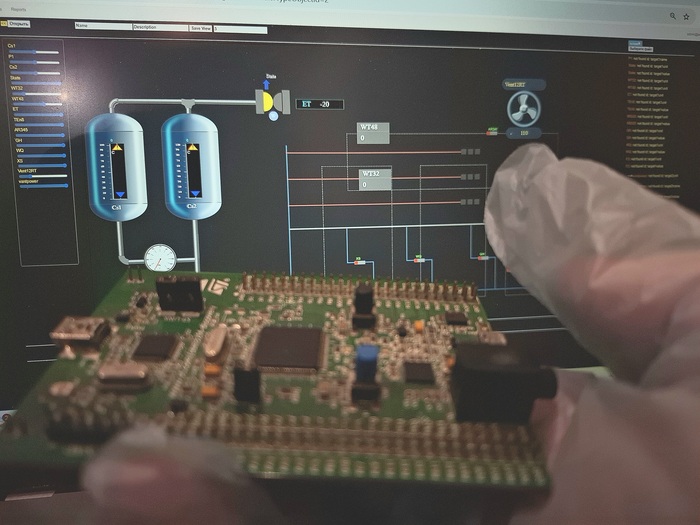
Шестьсот тридцать восьмая история о создании российского ПЛК - аналогов, ясное дело, нет. Внутренности.
Путь в промышленную автоматизацию для нас начался с систем диспетчеризации для жилых комплексов. Это был интересный опыт, но по сути — работа с короткими линиями, слабыми сигналами и в «чистой» электромагнитной обстановке.
Когда решили перейти в настоящую промышленность — автоматизацию молочных ферм, — мы взяли проверенные модульные контроллеры, которые отлично работали в жилых комплексах, рассуждали просто: они работают, значит, справятся. Установили их на системы навозоудаления, микроклимата и насосные станции...
И сожгли 20 двигателей. Сломали 16 редукторов.
Платы не выдерживали помех от частотников. Контроллеры теряли сигналы с энкодеров, датчиков окружающей среды. Модули ввода-вывода «сходили с ума» от скачков напряжения на длиннющих линиях. Заказчики были в шоке, мы — в "лёгкой панике" (прим. ред.).
Но мы сделали выводы. И поняли: чтобы работать в промышленности, нужно делать ПЛК самим. С нуля (или с ноля). Под наши задачи, под наши условия.
К тому моменту у нас уже был серьёзный бэкграунд: мы занимались пусконаладкой оборудования мировых лидеров на крупнейших фермах страны. Мы уже конструировали ПЛК, но глубоко в тему не погружались. Однако, работая с разными системами, мы накопили опыт и имели возможность наглядно сравнивать их между собой. И чем больше мы сравнивали, тем яснее видели: готовые решения местами хромают. Мы приближались к идее сконструировать качественный ПЛК...
...с исчерпывающим функционалом...
...который сразу удалось протестировать в экстремальных условиях.
Выбрали самые лучшие компоненты, перебрали схемотехнику, нашли правильные решения по защитам, скомпоновали. И родился ПЛК «Оператор» — контроллер, который выдерживает то, что убивает импортные (да и что уж таить - отечественные) аналоги (кэмон ты выше писал что аналогов нет!? wat?).
Готовое ПО не требует программирования. Ферма получает алгоритмы мировых лидеров с апгрейдом, в веб-интерфейсе, с настройками под любой тип оборудования. А железо, как показала практика, надёжнее многих именитых брендов — аппаратная самодиагностика, 50 мс запуск ядра после сбоя питания (200 мс с полным запуском Wi‑Fi) против ручного перезапуска у DeBoer, например, мощная зона питания, защита от импульсов и помех.
Ночная смена
Сегодня наш «Оператор» управляет навозоудалением, микроклиматом, дезинфекцией доильных аппаратов, насосными станциями и сепарацией навоза на крупнейших фермах.
Сейчас мы полностью локализовали в России производство автоматизированных систем для молочных комплексов — Единая цифровая платформа управления фермой: от скреперов и сепараторов до дезинфекции, интеграции с доильными залами, системами управления стадом. И продолжаем делать ПЛК, которые не ломаются.
P.S. На днях записался на конкурс, с мечтами о логотипе от великого и ужасного таланта - @logotipper и решил, что это подходящий момент немного рассказать о себе.
Спасибо, что дочитали до сюдова 🤝
Немного интерактива:
Что вы думаете о российских ПЛК, стоит ли дальше рассказывать про схемотехнику, технические детали, реальные кейсы, битвы за реестры и реальную поддержку высокотехнологичного производства?
муу!
Пишите в комментариях, нам правда интересно, что вам откликается. Нам есть что рассказать — от пайки плат до пусконаладки на фермах, где вас могут зализать в клочья встретить коровы. 🐄
На одном из предприятий Москвы купили такой станок 2Д450 по цене металлолома, за 300к кажется. Железо вроде нечего, более или менее живое а вот электрике полный трындец. Шпиндельный мотор с приводом умерли и запустить их не удалось, приводы подач кое как ёрзали.
Сначала приобрели сервопривод от Балт-Систем на место шпиндельного мотора и простенький ПЛК DELTA для того чтобы, после того как я их интегрирую в старую схему на станке можно было хоть как-то попробовать работать.
Прошло какое-то время и руководство всё таки решило немного вложиться и полностью заменить систему управления станком ( всё это время станочник на станке работал как обезьяна из-за того что приводы подач работали не пойми как и помимо того что нельзя было поймать необходимую подачу так она ещё и могла самопроизвольно меняться во время работы хD )
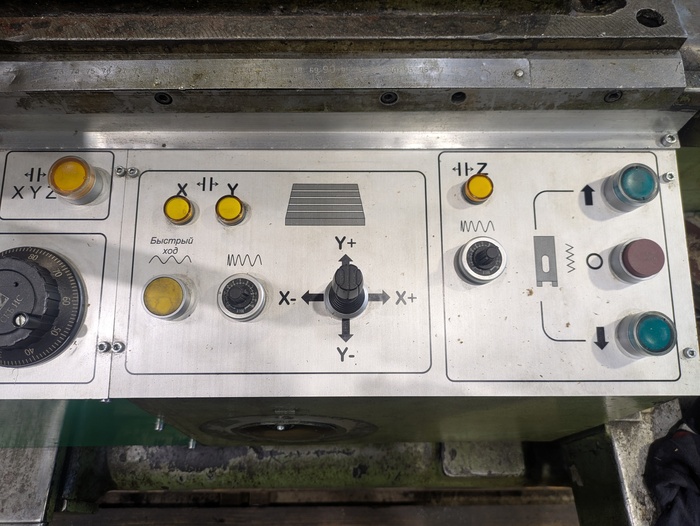
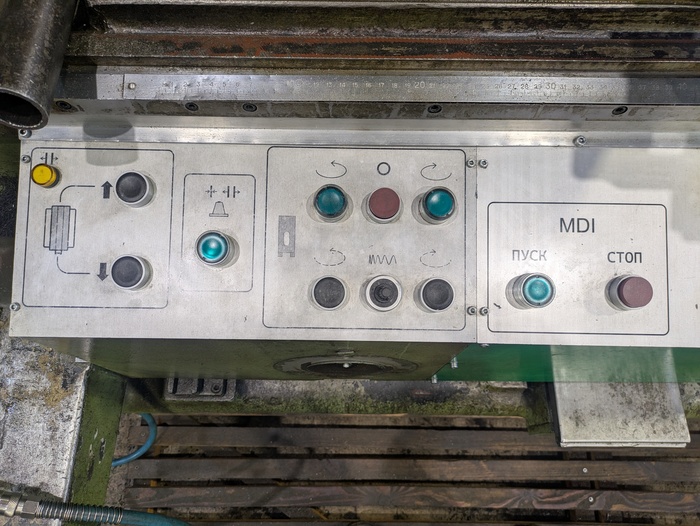
Итак, я начал проект модернизации, подобрал контроллер (ПЛК), новые сервоприводы в количестве трёх штук, ручной моховичок и сенсорный экран (HMI). Заказал. Нарисовал новый пульт в CorelDRAW и заказал изготовление. Пока всё это ехало разработал принципиальную электрическую схему и дозаказал все необходимые электротехнические изделия, кабеля и провода. После того как приехал контроллер и все остальные дорогие прибамбасы приступил к написанию электроавтоматики и запуску движков с контроллера через экран, по EtherCAT с помощью MotionControl на столе. Следом собрал шкаф управления и проводку по станку.
В итоге всё получилось на отлично. Можно выбрать любую подачу, мы даже сверлили на нём сверлом диаметром 0.5мм с ооооочень медленной подачей чтобы не сломать (регулировка подач стала иметь более широкий диапазон в сравнении с оригинальной системой управления).
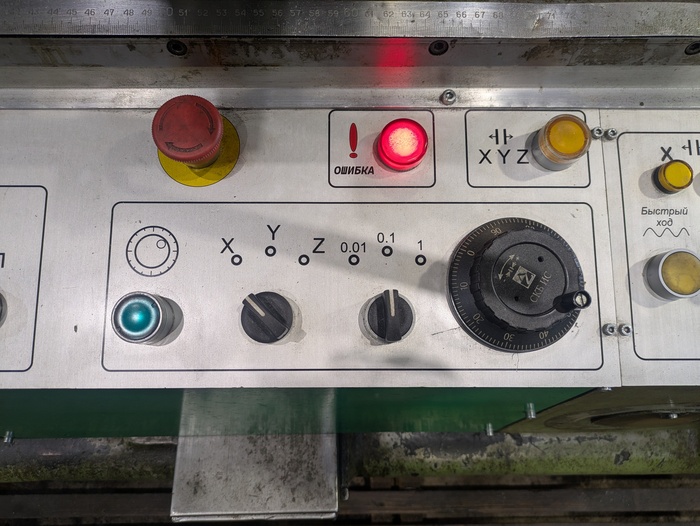
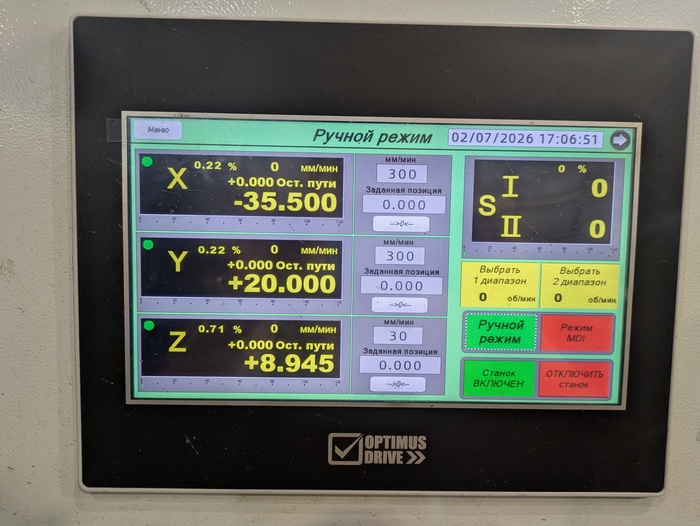
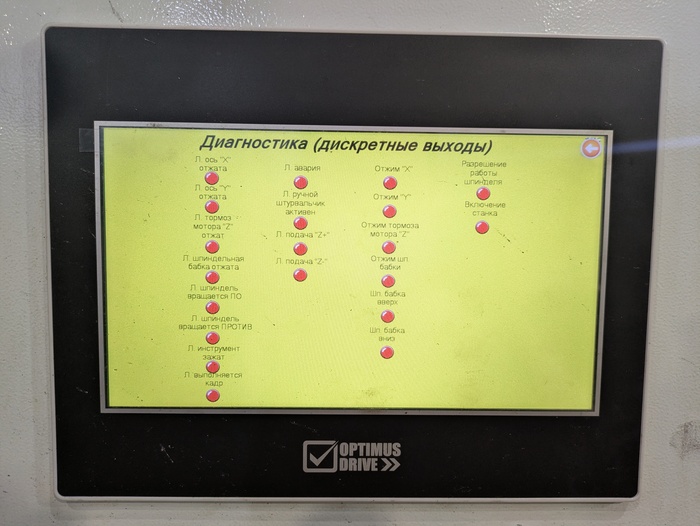
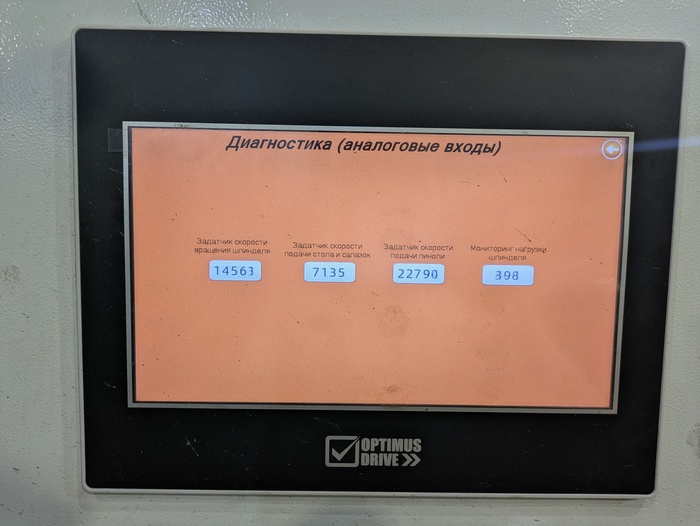
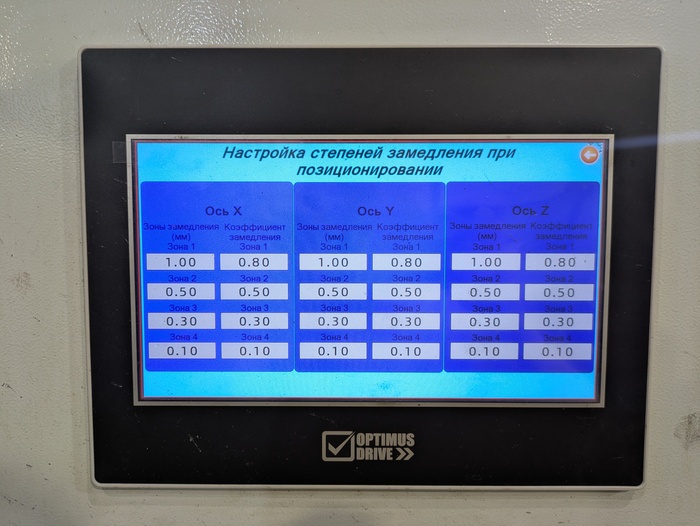
Подача задаётся на экране для каждой оси в мм\мин и при этом на пульте существует корректор подачи (потенциометр) для того чтобы можно было на ходу регулировать подачу в меньшею сторону. С оборотами шпинделя всё тоже самое. Также на пульте отображается нагрузка на оси и шпиндель, коэффициент корректоров, положение осей по линейкам и скорость вращения шпинделя. Также осями можно управлять в режиме ручного маховичка т.е. на каждый щелчок моховичка ось будет проезжать заданное расстояние. Также на станке реализован режим MDI в двух вариантах, абсолютном и относительном (abs и rel). При выборе заданных координат на все три оси и нажатии кнопки "кадр пуск" оси поочерёдно будут выведены в заданные позиции, сначала "Х", затем "Y", затем "Z". Так же можно по одной или двум осям, оси поедут в упомянутом выше приоритете.
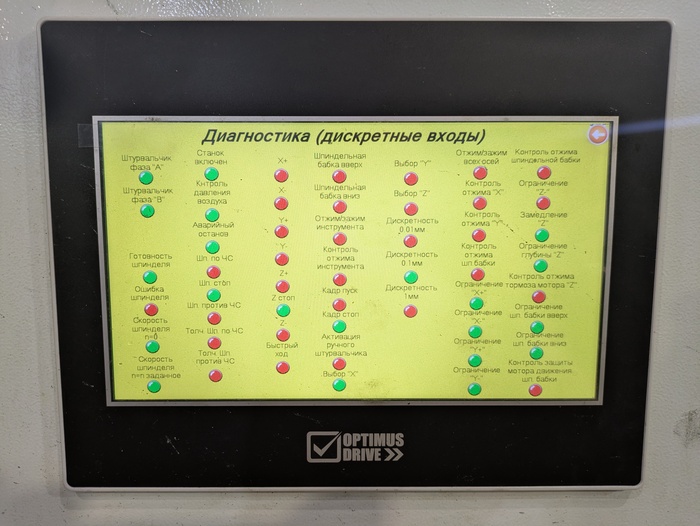
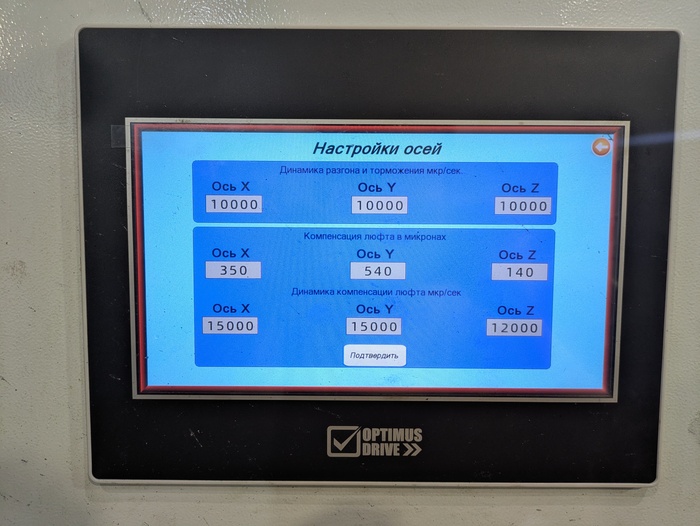
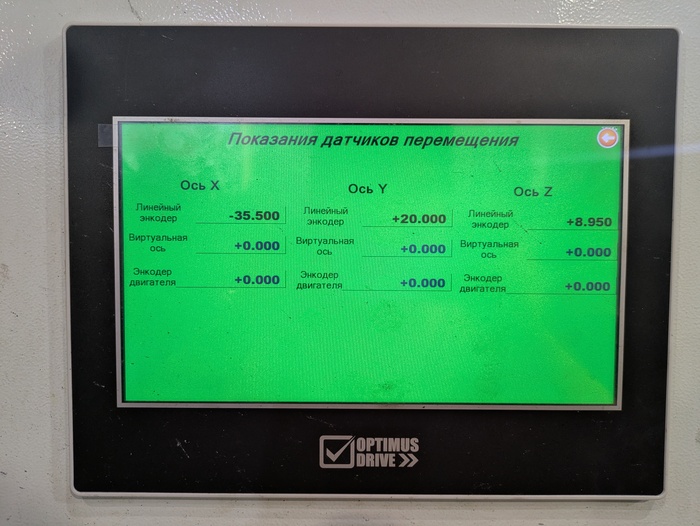
Существуют меню диагностики через которые можно посмотреть состояния дискретных входов и выходов, состояние аналоговых входов и выходов, показания энкодеров и меню с настройками некоторых параметров станка.
Если это кому-то интересно, то задавайте вопросы )
Привет, Пикабу! Честно говоря, не знаю насколько тут популярна техническая тематика, но я все-таки попробую представить вам небольшую статью о моем Modbus терминале.
Я знаю, опытные инженеры не раз видели такие заголовки и, возможно, сами писали подобные приложения. Но... тогда почему я постоянно сталкиваюсь с нехваткой хорошего инженерного софта? :) Хотя с другой стороны, небольшой и весьма консервативный рынок способствует дальнейшему дефициту решений...
Где-то года четыре назад я начал замечать за собой, что пишу очень много одноразовых или временных приложений для отладки, тестирования или изучения какого-либо оборудования. Также на моем рабочем ПК стояло около пяти разных терминалов. Каждый из них был удобен в своих сценариях. И не было среди них того, который закрывает хотя бы половину потребностей.
Тогда то я принял решение написать свой велосипед костыль вариант Modbus терминала.
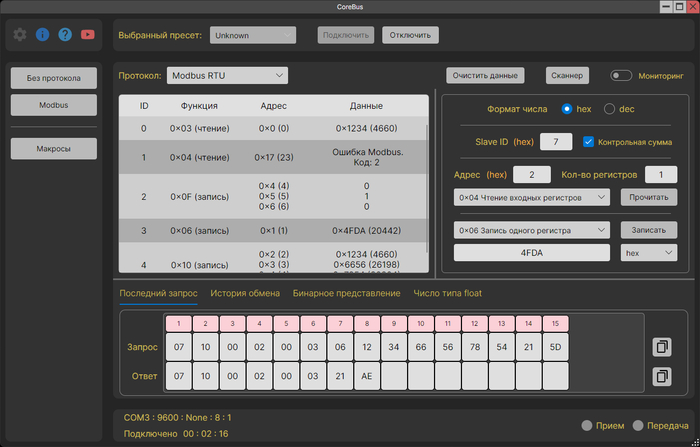
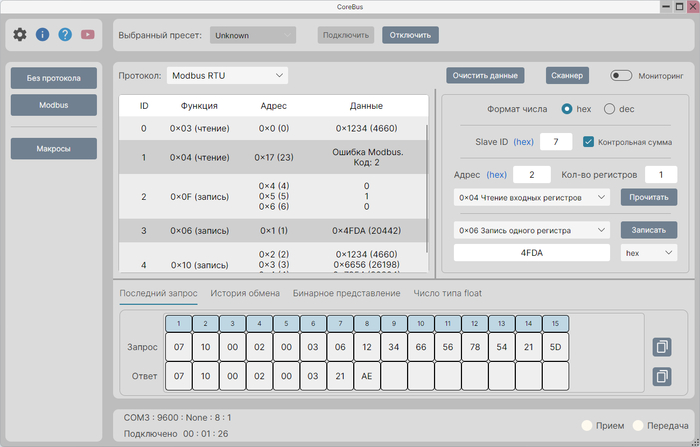
Внешний вид приложения. Режим "Modbus"
Итак, а что же умеет мой терминал?
Вот его основные возможности:
Три режима работы: "Без протокола", "Modbus" и "Modbus мониторинг".
«Без протокола»:
Работа с данными в строковом или байтовом формате.
Поддержка разных кодировок.
Три режима отправки: одиночная, цикличная, отправка файла.
“Modbus”:
Поддержка различных вариаций протокола Modbus: TCP, RTU, ASCII и RTU / ASCII over TCP.
Удобная работа с функциями записи.
Возможность работы с числами типа float.
Возможность работы с бинарными данными.
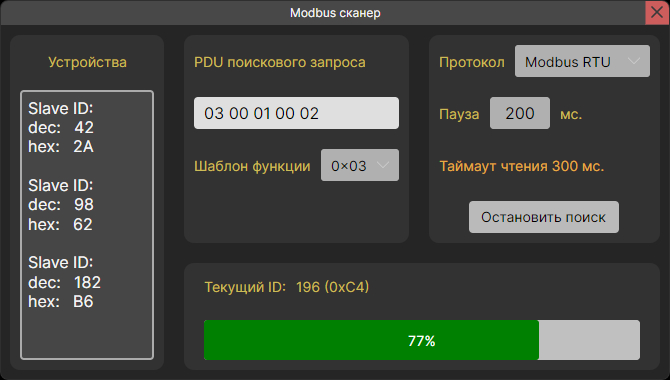
Modbus сканер, который осуществляет поиск устройств на линии связи.
"Modbus мониторинг":
Удобное отображение регистров.
Конвертация в числовые типы (Int16/32, float, и др.).
Преобразования по заданной формуле.
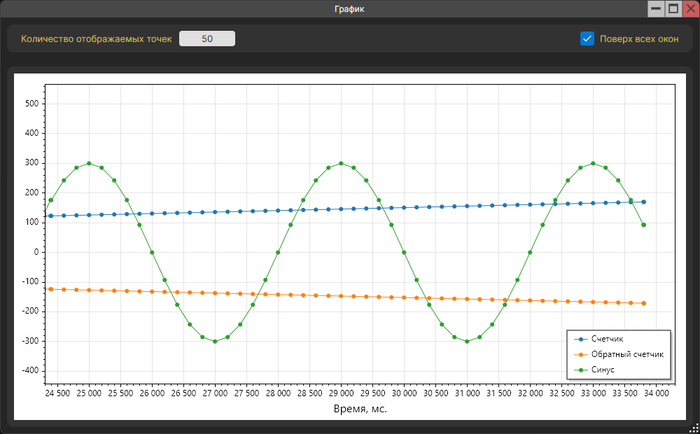
Построение графика в реальном времени.
Логгер.
Макросы:
Отдельные макросы для каждого режима работы.
Макрос состоит из неограниченного количества команд (действий).
Для Modbus макросов предусмотрена возможность выставления общего Slave ID для всего макроса.
Импорт и экспорт макросов.
Темная и светлая темы приложения.
Пресеты с пользовательскими настройками.
Руководство пользователя.
Кроссплатформенность: Windows, Linux.
Хорошо, а почему его можно назвать универсальным? Какие потребности он закрывает?
Глобально тут есть несколько режимов работы. И чтобы ответить на вопрос обсудим каждый режим по подробнее.
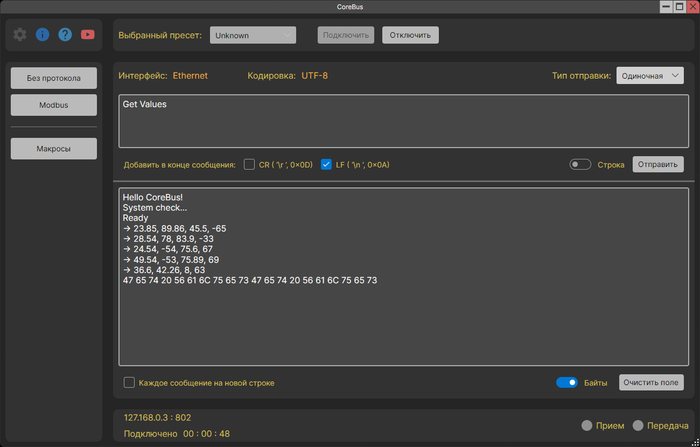
Режим "Без протокола"
Это по сути обычный "сырой" терминал. Работает со строками и байтами. Полезно, когда нужно вручную сформировать пакет, поработать с не Modbus протоколом, отладить какое-то внешнее устройство, воспроизвести баг и т.д.
Есть три режима отправки: одиночная, цикличная и отправка файлов.
Режим "Без протокола"
Режим "Modbus"
В этом режиме приложение значительно упрощает пользователю работу с протоколом Modbus. А также позволяет более детально рассматривать пакеты. Работает через запрос - ответ. Удобно использовать для изучения, отладки или управления подключенным устройством.
Режим "Modbus" в светлой теме
Отдельно хочу отметить возможность переключения между темной и светлой темой.
Как по мне это чуть ли не киллер-фича. Объясню почему. Лично мне удобнее работать в темной теме. Так мои глаза меньше утомляются, и чувствую я себя лучше. Но как мы знаем не все приложения поддерживают темную тему (привет, CODESYS). И поэтому когда огромное черное окно терминала из раза в раз появляется на фоне светлой IDE... глаза устают еще больше. А если еще и в помещении недостаточно света, то это просто жуть... В идеале, все приложения на экране должны быть на одном уровне яркости. И переключение тем оформления в моем терминале может помочь сохранить здоровье ваших глаз.
Но вернемся к режиму "Modbus".
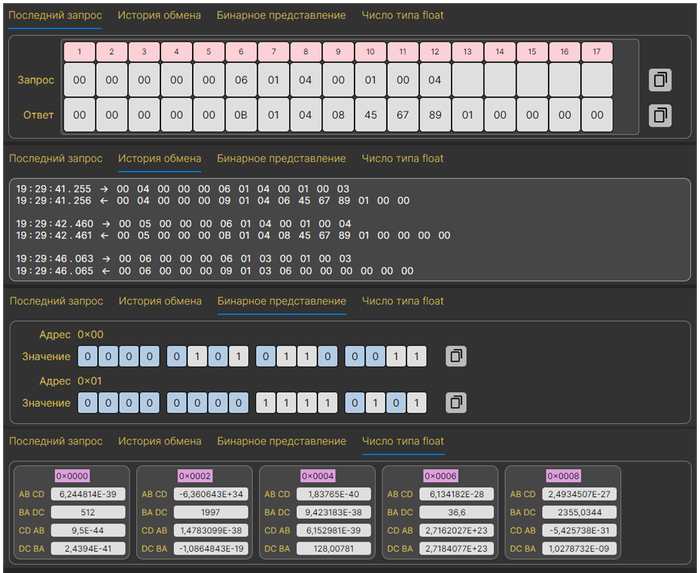
Как вы видите, внизу есть четыре разных вкладки. В них удобно просматривать содержимое запроса-ответа.
Визуализация данных Modbus
Также в этом режиме есть удобный Modbus сканер, который ищет подчиненные устройства на линии связи.
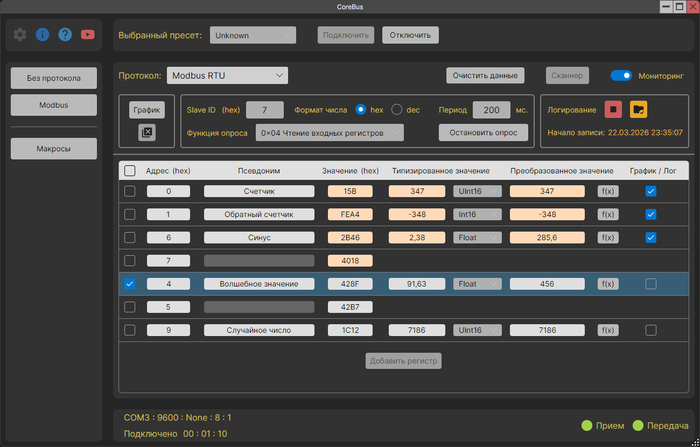
"Modbus мониторинг"
Специальный режим, предназначенный для визуального контроля подключенного устройства. Удобно использовать для контроля показаний датчиков или контроля состояния внешнего устройства. В этом режиме приложение может работать и в качестве логгера.
В этом режиме отображаются регистры Modbus. Значения регистров обновляются с заданным периодом. Полученные данные можно легко преобразовать: выбрать тип, применить формулу и отобразить результат в удобном виде или на графике.
Режим "Modbus мониторинг"
Мне иногда пишут пользователи. Задают вопросы, предлагают добавить что-то новое или доработать старое. Я всегда с интересом общаюсь. И вот идею этого режима меня просили реализовать довольно давно. Формировалась эта идея по-разному. В том числе и у меня в голове. И вот в конце прошлого года я наконец-то сформировал все идеи во что-то цельное и приступил к реализации. Результат выпустил в релиз буквально на днях.
Из красивых картинок касательно этого режима могу приложить еще разве эту)
Построение графика в реальном времени в режиме "Modbus мониторинг"
Макросы
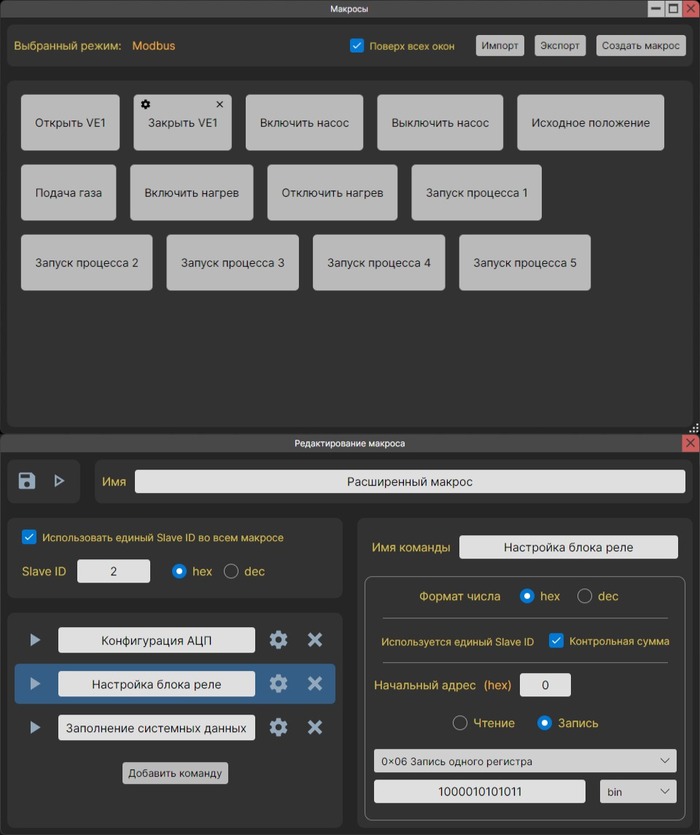
Позволяют удобно собрать несколько действий в одну команду. Можно использовать как решение для автоматизации каких-то процессов: сложной инициализации устройства, управление группой оборудования и т.д.
Рабочее поле макросов (сверху) и окно редактирования макроса (снизу)
Как видно каждый макрос состоит из неограниченного количества команд. Команда - это отправка одного сообщения. В окне редактирования, команды можно отправлять по отдельности.
Расскажу пару случаев из свой практики, когда этот режим макросов мне очень пригодился.
Случай №1
Однажды, мне доводилось писать ПО для небольшого станка. ПЛК управлял группой оборудования: клапаны, задвижки, датчики и прочее. Первым делом, я определился с внешним API (если прям по-айтишному), т.е. с определением регистров Modbus, которые торчали наружу. А затем начал писать внутреннею логику. Для тестирования всего этого дела, а также для наладки оборудования я накидал несколько макросов, чтобы железяку можно было протестировать, до того момента, пока появится полноценное клиентское приложение.
P. S. просто брать и менять значения регистров в CODESYS оказалось неудобно и муторно. Проще нажать одну кнопку в макросе.
Случай №2
Однажды у нас в цеху у одного из станков вышел из строя контроллер серводвигателя. Это было печально, т.к. продукция этого станка была очень необходима. Что делать? Может просто купить в первом доступном магазине? Может даже в "Чип и Дип"? Ха-ха, так просто ничего не бывает, даже если цена вопроса не очень большая. Поэтому пока героическими усилиями отдела закупок (или как-то так) проводилась спецоперация по покупке нового оборудования, а затем с помощью не менее героических усилий механиков проводилась интеграция этого оборудования. Наш станок на протяжении n-ого количества времени (может недели, может месяцы, кто знает...) проработал с найденным где-то в старых запасах другим похожим контроллером. Естественно, у родного и подменного контроллеров карта регистров не совпадала. И в качестве временного решения, оператор использовал макросы для управления двигателем.
Видеоролики
Иногда вместо тысячи слов, лучше посмотреть пару коротких видео с демонстрацией работы приложения.
Вот тут можно посмотреть о режиме "Modbus мониторинг":
Я надеюсь, вам понравилась моя первая публикация на Пикабу. Будет здорово, если мое приложение CoreBus окажется вам полезным. Не забывайте обращаться к встроенному руководству пользователя.
Проект развивается благодаря обратной связи от пользователей и пожертвованиям, которые вы можете сделать, перейдя по этой ссылке:
На протяжении нескольких месяцев я делюсь историей и подходами решению задач собственной разработки промышленного контроллера. Вернее - платформы для разработки ПЛК на подобии Codesys. Название моего проекта 3o|||sheet (читается как - Зошит).
Вот чтоб сразу было понятно - я не создаю физические ПЛК. Часто пишут про помехоустойчивость, Arduino/ STM32 не под 24V и прочее. Codesys - не продают ПЛК и не создают железо (насколько я знаю) это программная платформа которую устанавливают в - свое железо производители ПЛК. У меня тот же случай.
Моя разработка это: Среда IDE , с собственным графическим движком отрисовки схем. Cвой компилятор (самая сложная и умная часть). И среда выполнения на железе (самая примитивная часть - за нее все думает компилятор на этапе сборки.
Разрабатываю - программную часть, так как считаю что надежность и экосистема программной работы это 99% успешности проекта.
Работа до создания ПЛК и откуда истоки и идеи.
Лет 6 назад, когда работал инженером - системным программистом на крупном предприятии я и познакомился с большим производством. Большое количество угольных шахт раскиданных на многие километры. Десятки подземных комбайнов , тысячи гидравлических стоек, все это генерировало миллионы значений в сутки. Системным программистом я был плохим (вернее - системным администратором), другое дело - поиск и разработка алгоритмов по визуализации всех этих миллионов значений с OPC серверов на экране.
Gatherlog (Гезерлог)- моя SCADA и система диспетчеризации.
Стоит отметить, у меня два образования, это университет, инженерно-технический, приборостроения. И Художественный институт - живопись графика. Разработка графических визуализаций - моя естественная работа, которую я лучше знал со старта (минимум программного опыта), чем более опытные разработчики с десятками лет стажа. Все это и вылилось в в последствии разработку собственного графического движка для визуализации промышленности.
Мой проеккт Gatherlog (.Net Core) можно разделить на функционал:
1) набор абстракций и правил, по управлению графикой - данными с оборудования. подходит дл абсолютно любого оборудования и любой сложной анимации (кроме физики конечно). Есть примитивы движений (перемещение, вращение, моргание, изменение размера, смена кадров- ваританты), комбинируя эти примитивы (как матрешку, друг в друга) можно добиться любого сложного движения. Не только анимировать шкалу деления но и сложные манипулятор роботов с любым количество состявляющих.
2) Система отчетов по работе оборудования и общих отчетов (работа/простои / обычные графики)
3) интерпретатор работающий в SCADA позволяющий выполнять алгоритмы написанные пользователем (то есть, превращает SCADA в серверный ПЛК). В последствии эти практики я оптимизировал до уровня микроконтроллера.
4) Работа с базами данных
Если брать WEB разработку, то сам движок реализованный так же на Javascript занимает всего лишь 500 строк кода. Хотя как то встречал компанию, которая делала визуализации, применяя полноценный игровой Unity 3D ! для подобного.
В самой первой статье по разработке ПЛК я упоминал что являюсь ценителем оптимизации, всегда искал закономерности в процессах чтоб вывести общую формулу на подобии y=x+2(sqrt(Ad^2 ... А не использовать if/else на все варианты. Поэтому, что касается логики, у меня программа всегда занимаала меньше строк кода чем у других.
Все эти наработки и графическая библиотека в последствии перешла в нативную разработку среды программирования для ПЛК (LD FBD, схемы). А графический движок реализован на C# , Java, WinAPI, и подготавливаю его для Микроконтроллеров способного работать на небольших дисплеях.
В данном посте не все описано, но я периодически буду публиковать те или другие моменты по разработке.
По разработке ПЛК - в прошлых постах все описано (особенности, возможности и т.д), кому интересно.
И помни дорогой друг. Любая "поделка" становится "настоящей" если ее выпускает юридическое лицо. (с) Я.
Задавайте вопросы в комментариях и на почту: zoshytlogic@gmail.com
Будем считать, что у вас всё установлено. По установкам ПО можно найти документацию и мануалы.
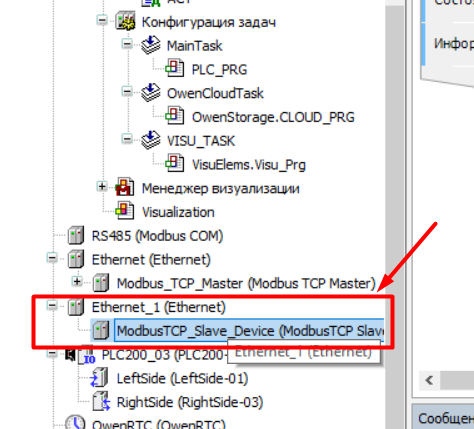
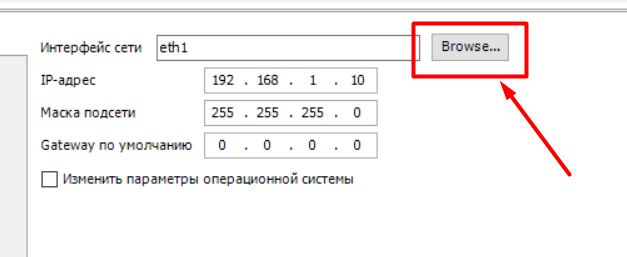
Настройки в ПЛК с CODESYS 3.5
Суть следующая - нам нужно сделать ПЛК с Modbus TCP Slave. В моем случае ПЛК200 использует оба порта Ethernet. 1 опрашивает модуль - является мастером. 2 порт работает в режиме Slave. Для того чтобы работал 2 порт в режиме LAN нужто зайти в его веб-настройки и отконфигурировать.
Дальше добавляем модуль Ethernet.
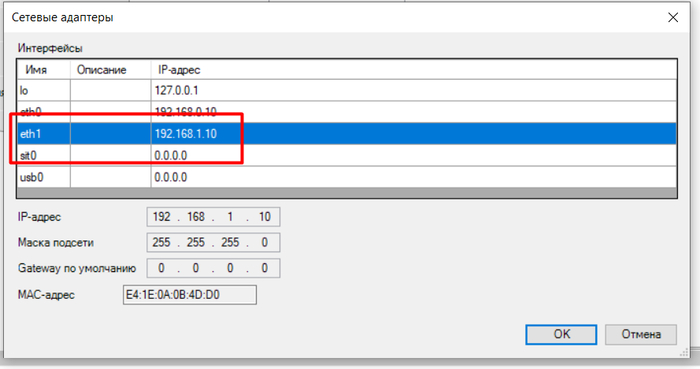
Нужно связаться с ПЛК и выбрать по какому порту ему отдавать.
Выбираем преднастроенный порт.
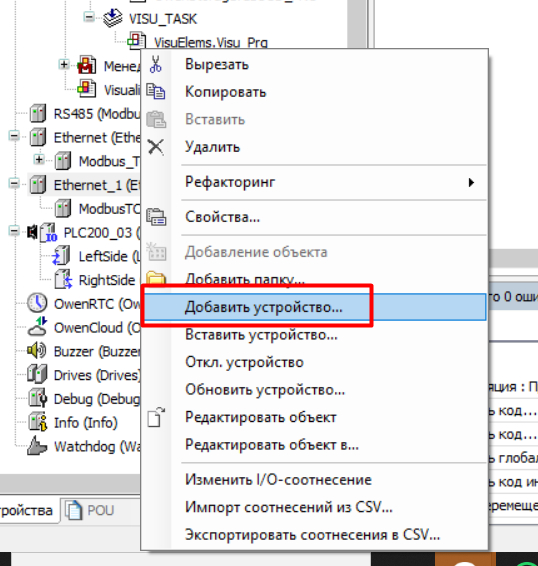
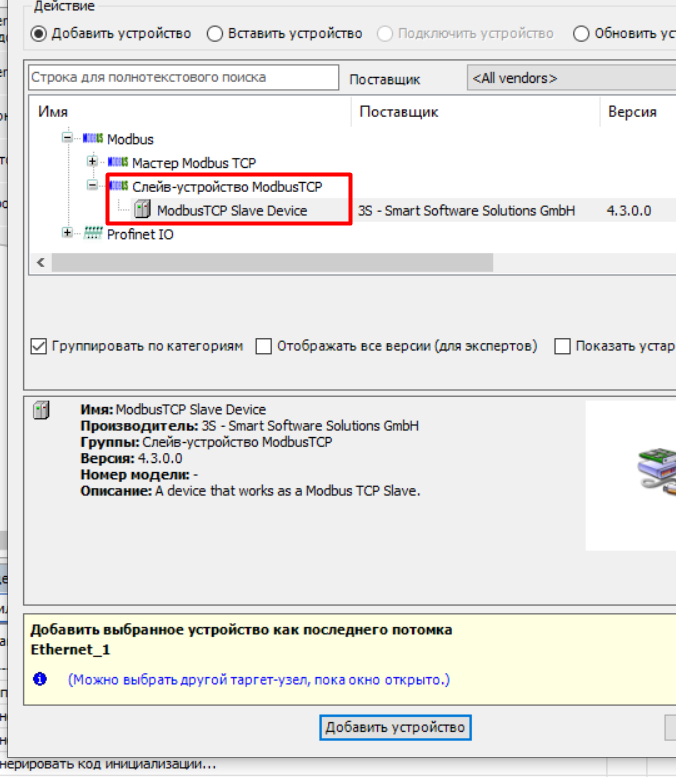
Добавляем устройство.
Выбираем TCP Slave.
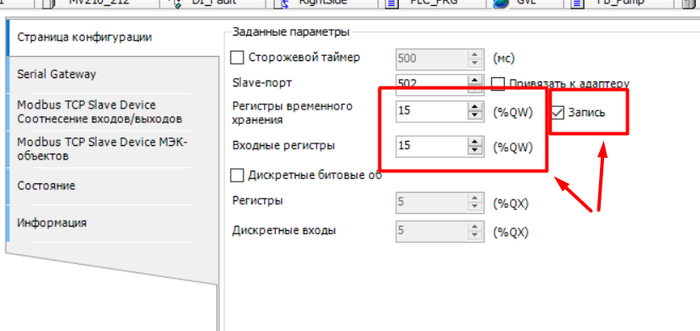
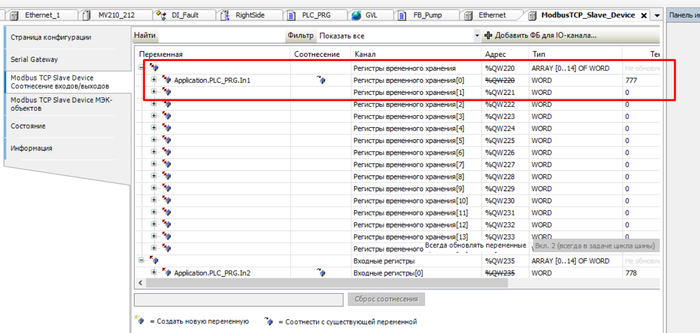
Далее залезаем в его настройки, вводим количество регистром и ставим галочку на запись, если нужно read\write.
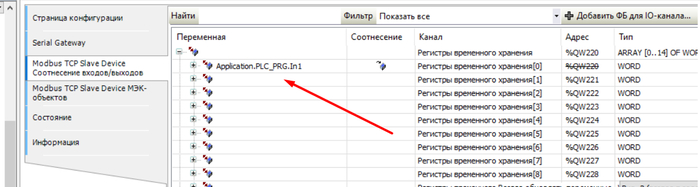
Во вкладке соотнесение входов выходов вносим переменную. Переходим на следующий этап.
Настройки в SCADA SimpLight 5
Далее работаем со SCADA. Будем считать, что она скачана, установлена и запущена Среда разработки.
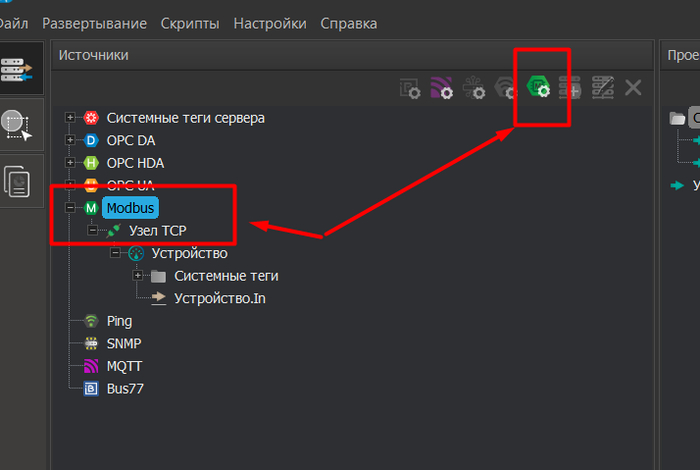
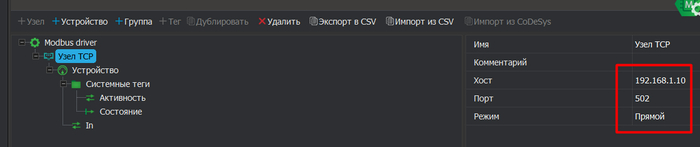
Список различных драйверов. Выбираем напрямую Modbus Драйвер, заходим в настройки.
Настраиваем Узел. В моем случае IP 192.168.1.10.
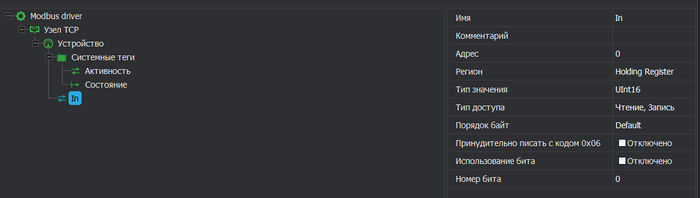
Вносим тег. У ПЛК 200 в режиме TCP Slave адресация начинается с 0.
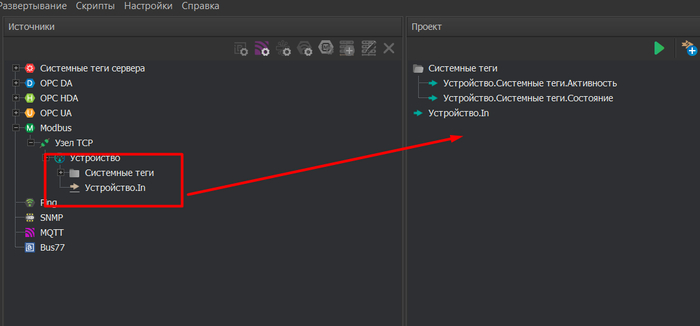
Перетаскиваем теги в Проект.
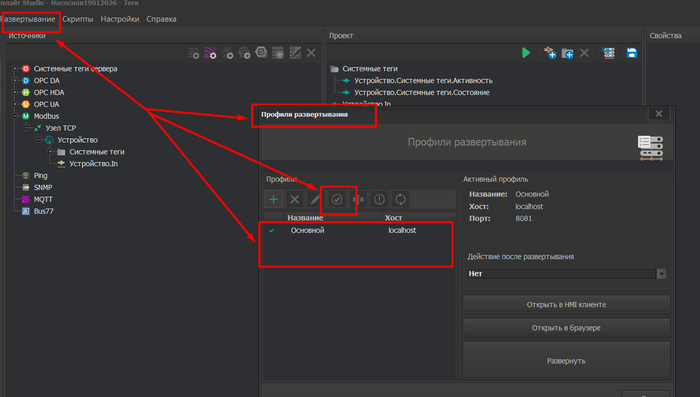
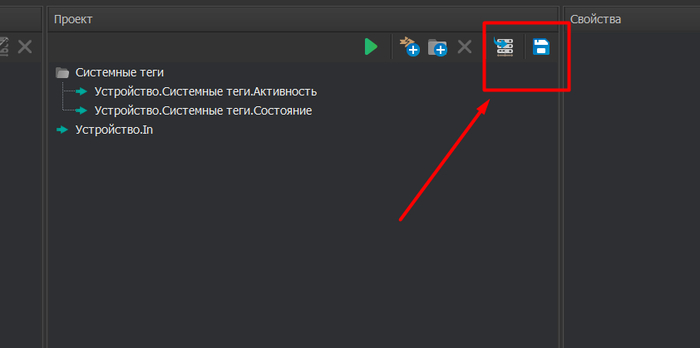
Прежде чем запускать сервак. Нужно для него создать профиль и нажать птичку, что именно этот сервер мы используем.
После этого сохраняем проект и запускаем сервер.
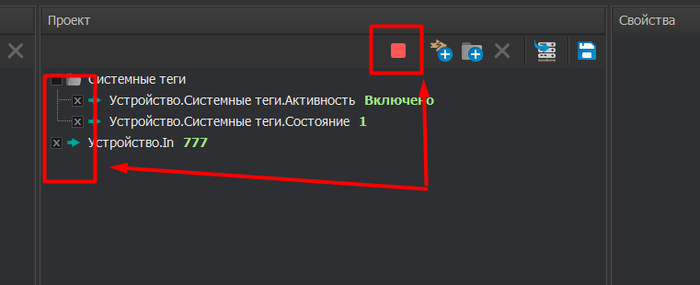
Ставим маленькие галочки - чего опрашивать, зеленую стрелочку Пуск. И наблюдаем ТРИ топора, и что вообще чё то включено.
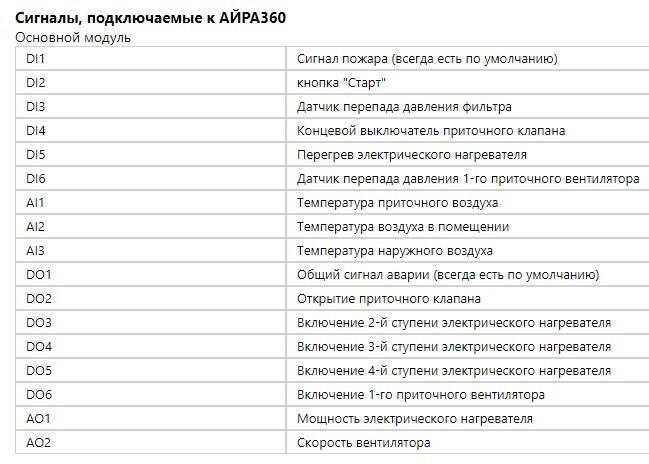
Летом 2025 Овен презентовал некую новинку, а именно "современный конфигурируемый контроллер с питанием 24 В для управления приточными и приточно-вытяжными вентиляционными установками любого типа", он же "АЙРА360 конфигурируемый контроллер вентиляции". В декабре 2025 это изделие попалось мне в ТЗ на разработку схемы щита управления довольно простой приточно-вытяжной вентиляционной установкой. Заказчик захотел что-то простое, понятное, наше. Ну а я отнесся с любопытством, как человек, применявший в свое время, Siemens ACX36 и перейдя на свои собственные программы для Carel в дальнейшем. В общем, как обычно - ничего не предвещало, да и конфиг устаноки весьма простой: приточная система с воздушной заслонкой с концевиками, ЕС-мотор, ЭК на 4 равные ступени мощности, вытяжная система с ЭД через ПЧ на фикс. скорости (ну, так надо им).
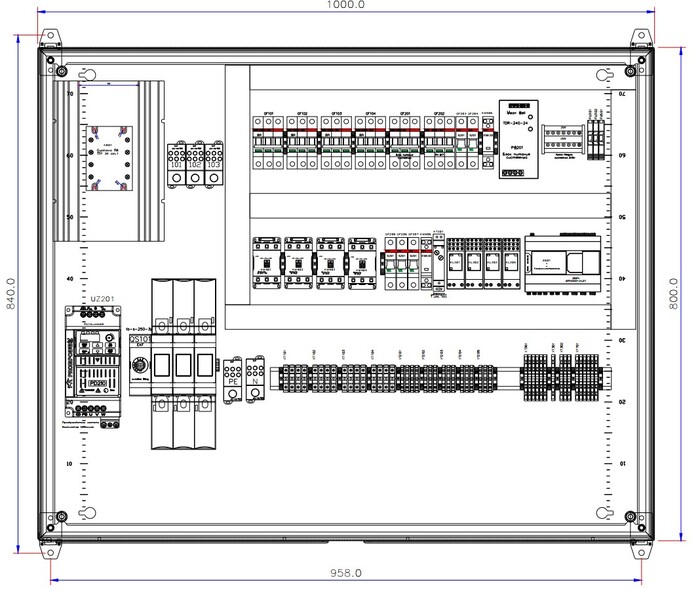
К оборудованию Овен я отношусь нормально, без неприязни, предвзятости и типичного "а, овно". Документация, чертежи внешнего вида, схемы подключения - все это привычная среда поддержки для их продукции. Описательная часть алгоритмов, особенно для ТРМ - отдельный вид искусства, древнее знание о нормальной работе технического писателя. И вот на фоне этого всего "привычного окружения" я не нахожу на сайте для этой "Айра360" ни dwg-чертежа прибора, ни нормальных схем подключения ко входам/выходам, ни хоть сколько нибудь внятного объяснения формирования конфигурации. Есть что-то типа руководства пользователя, ссылка на программу-конфигуратор и фотография внешнего вида прибора.
Ок, скачал РП, установил конфигуратор, выполнил в нем задание конфигурации прибора в соотв. с оборудованием вент. установки. Получил на выходе некую таблицу назначения вх/вых. На этом этапе у меня уже появились некоторые сомнения в адекватности конфигурации, но как гласит руководство пользователя "конфигурация вх/вых создается автоматически и не может быть изменена пользователем". Эх, ну нет так нет. Стал разбираться - что же там такого родилось, что мне предстоит включить в схему щита управления.
И, внезапно для меня, обнаружилась неприятная особенность аппаратной реализации прибора и заданной ему конфигурации - реле (DO) объединены в группы по 2шт. с общим выводом и на одно такое реле выведен сигнал неисправности, а на другой реле выведена команда управления воздушной заслонкой. Привод заслонки на 220В, принят проектом ОВ и ничего я не поменяю. А индикаторная лампа "Неисправность" автоматически становится 220В, ведь Com общий. Ладно, допустим, хоть я и не применяю 220В для вторичных цепей, стараюсь уйти на 24АС через трансформатор 380/24В. Но что у нас получается дальше ? А дальше предлагаю посмотреть в итоговую конфигурацию для начала
Конфигурация прибора, сформированная автоматически
Дискретные и аналоговые входы назначены как назначены, тут ничего не мешает. А вот с дискретными выходами что-то не то: не вижу команды Пуск ст.1 ЭК, команда Пуск ст.4 использует группу реле, общую с командой Пуск прит.вент. Помним, что у групп реле общий провод ? При этом в самом приборе имеется 4 группы реле по 2шт. в каждой, итого 8 DO, тогда как здесь задействованы только 6 DO/3 группы. Придется ставить лишнее по сути промежуточное реле для подачи команды Пуск либо управлять сетевым контактором мотора приточного вентилятора, а ЕС-моторы этого не любят. Ну, вроде бы решить можно, чего я тут докопался, да ? А вот чего докопался - группа реле 2 (DO 3 и DO 4) это команды Пуск для ст.2 и ст.3. , а вот реле DO 5, связанное с прит. вентилятором, это команда Пуск ст.4. Ну да, да, а проблема то в чем ? Ну, собственно, вот и проблема: было бы логично, наверное, поставить общую блокировку по термостату, датчику потока воздуха и прочие защиты в цепь подачи питания контакторов включения ступеней ЭК и при аварийной ситуации отключать их скопом. Да, я помню про суммарную мощность катушек и все такое - релейные контакты выдерживают, с этим все хорошо. Да и частого аварийного отключения не жду. Итого получаем - общий провод для ст. 2 и ст. 3 и отдельный провод для ст.4. В этот отдельный провод пришлось ставить полную цепь защит просто ...да просто потому что. Ну, ок, разобрались с контакторами, запустили вентилятор, вроде почти победа ? Ну, может и почти, но нет.
Есть же еще ст. 1 и она предполагает управление через ТТР и ШИМ сигналом 10В. Внимательный читатель задаст вопрос - а где же управление контактором ст.1, вы что, никогда не видели сквозного пробоя ключей ТТР (не на корпус, самих ключей) ? Я тоже задался этим вопросом, но так и не нашел никакого упоминания о возможности управления контактором ст.1. Ну, нет так нет - завязал контактор ст.1 на цепь защиты и поставил на дверцу переключатель Нагрев для отключения контактора ст.1 и всех прочих одновременно, если нет потребности греть приток.
Да, получается, что если пользователь НЕ выключит режим Нагрев и прибор перейдет в режим Лето, то контактор ст.1 будет все также постоянно включен, ШИМ управления ТТР не будет, соотв. ТТР будет закрыта и нагрева притока не будет, наверное. Ну, не важно уже, надоело.
Смотрим на АО и понимаем, что для них нам требуется....внешнее питание. Со слов техподдержки "выход прибора пассивный и требует внешнего источника". Ну бывает, что. Про этот момент в руководстве невнятно что-то написано и более менее понятно нарисовано. Правда, нарисовано 2 блока питания - один для прибора, второй для АО. По итогу можно применять общий БП....
На Carel, например, АО тоже по дефолту отвязан от основного линии питания PLC и может быть запитан внешним напряжением, отличным от питающего, например - АС. А здесь, на этом...приборе, так нельзя. Питание самого прибора АС/DC, а вот для AO будь любезен давай DC. Ненависть в этот момент достигла пика - либо вся вторичка на DC либо ставь трансформатор и отдельно БП 24В. Ну и да - помни при общий минус, он же равнопотенциальный. Ладно, пусть, переживем, сделаем вторичку DC в части индикации, а для контакторов пойдем на лютый зашквар и применим питание сетевым напряжением с использованием ...нуля. Да, мне стыдно, давно такого не лепил. Но сделал и сделал, иные вообще спросят чего это я парюсь по сетевому напряжению во вторичных то цепях. Много кто ставит "аффтоматик 2А" на цепи управления и все нормально работает, никаких трансформаторов, нафига. Ну, если вы дочитали до этого места, то вот вам причина почему сетевое напряжение во вторичной цепи это западло и зашквар (ну, кроме опасности поражения током): ГОСТ Р МЭК 60204-1-2007 9. Функции и цепи управления 9.1.1. Питание цепи управления: "Когда используется питание от сети переменного тока, обязательным является использование трансформаторов для питания цепей управления" Вообще, рекомендую к прочтению, изучению и применению : )
Ладно, снова ОК и применяем один общий БП, вроде все уже, хватит, но... но теперь мы берем РП, скачанное с сайта и смотрим как же нам подключить оборудование к АО1, АО2. А никак. На рисунке (не схеме) из РП показано условно, но не так, как на клеммах прибора. Эх, чего терять, идем гуглить, ведь в интернете не обманут, да... И нагугливаем раннюю версию РЭ (не РП), которая на сайте не представлена, но в ней, внезапно, показаны схемы подключения к прибору. Принимаем на веру представленную информацию, глядим на клеммы прибора, понимаем, что на первый взгляд все логично в этом левом РП и... вносим в схему показанное подключение. Забиваем на проект, сохраняем схему (или наоборот ? ), отвлекаемся на Овен-Конфигуратор. Надо же как-то отвлечься .... В общем, в попытках тыкнуть нужный мне конфиг я узнал, что:
Концевики заслонок могут либо быть на П и В либо нечего тут раздельный контроль Управление приводом заслонок при этом может быть и раздельное Аналоговый датчик dP вентилятора это жирно, куда оно вам (но вход есть свободный) Аналоговое dP фильтра это очень нужная нам функция и она предусмотрена Управление поддержанием давления на вентиляторе - а вот оно не предусмотрено Аналоговый выход упрвления вентилятором задается вручную либо 4 ступени
Учитывая опыт применения Siemens ACX, конфигурируемого как тебе надо, а не как мы смогли сделать, вариативность настройки этого "Овен-прибора" вызывает даже не уныние, а скорее недоумение. И не надо рассказывать про мало вх/вых. Оно, если требуется, может еще расширяться модулями, почитайте РП на сайте. Кстати, стоит оно 29тр. в розницу, что заставляет задуматься и сравнить хоть бы и с Зентек, если совсем никак самим программу.
Лично для меня непонятным остается только один момент и я не про "зачем и нафига". Кто этот абстрактный инсталлятор, согласившийся на применение этого...прибора в проекте ? Я плохой пример, поскольку во-первых у меня было пожелание заказчика на применение этого...прибора, а во-вторых шли бы теперь эти заказчики со своими сайрами сами внедрять.
Ну вот реально - функционал странный, большие системы требуют сразу модулей, а это деньги. Как будет работать этот комбайн софта непонятно, потому что даже ACX удавалось поймать на каких-то глюках от конфига до работы функций, а казалось бы немцы, сименс...
Ко всему прочему, если ставить это в щиты с перспективой развития проекта/установки, то внеззапно можно узнать о том, что конфигурация вх/вых сдвигается и при добавлении таки функций надо бы еще провода в щите переставить местами. Ну, зато "Один контроллер для большинства типовых систем вентиляции. Работа с водяными, электрическими и фреоновыми нагревателями и охладителями, а также модулями рекуперации, рециркуляции и увлажнения". И знаете, это очень хорошо, на мой взгляд. Пока такие приборы будут внедрять и пытаться запускать у нас всегда будет своя ниша кастомных решений, на чем бы вы не работали - от Logo (не к ночи помянут) до..да какая уже разница : )
PS. Общество с ограниченной ответственностью "Производственное Объединение ОВЕН", вы молодцы, на самом деле, допилите уже эту сайру360 и забудем : )
1/2
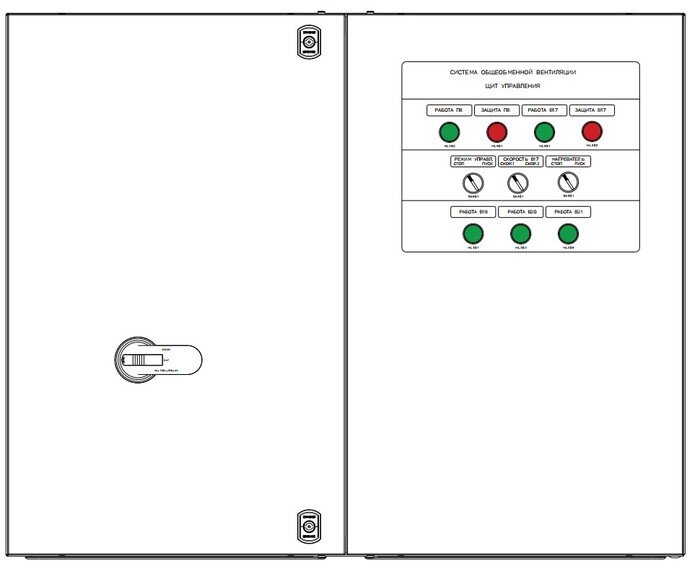
PSS. Чтоб не говорили, что это заказуха и вообще ты ничего не делал - чертеж вн. вида ЩУ
В Factory I/O построена линия сортировки и сборки с управлением от ПЛК. Изделия перемещаются по цепному конвейеру и проходят через видеодатчик, который выводит цифры от 0 до 9 для определения типа и цвета. Два привода распределяют детали: правый — для крышек, левый — для сырья. Сырье поступает в станок с ЧПУ, который изготавливает основание изделия и укладывает его на поворотный стол. На левых конвейерах крышки останавливаются, когда их определяет видеодатчик. Их цвет сохраняется. Сборочная станция соединяет каждую крышку с основанием только при совпадении цветов. Затем манипулятор поднимает и укладывает готовое изделие.
Интерфейс 3osheet , среда разработки программ на LD, FBD, частично ST, и на псевдо-ассемблере (инструкции виртуальной машины)
Все началось с работы, где я занимался системным администрированием в промышленности. После того как уволился, зная в чем нуждаются предприятия, разрабатывал собственную систему SCADA. Но решил пойти еще дальше в сторону разработки настоящего промышленного контроллера.
Цели которые поставил перед собой:
1) Среда разработки, отображающая в режиме реального времени значений переменных и место выполнения код .
2) Гибрид LD и FBD. Возможность создавать свои блоки (рисовать, и описывать на псевдо ассемблере для виртуальной машины).
3) Создание среды выполнения программ на стороне - микроконтроллера (или ПК если это SCADA).
4) Разработка изолированой среды выполнения (виртуальная ОЗУ) с заменой кода на лету. Например - отключить задачу, через MODBUS переписать или изменить ее программу, и запустить выполнение, и при этом не останавливать другие задачии и не перезагружая ПЛК физичесски.
Являюсь фанатом - оптимизации, восхищаюсь способностью выжать из минимум ресурсов - максимум эффективности. Потому выполнил важную цель - разработка и запуск виртуальной машины (собственной виртуальной машины, об этом в следующих статьях) выполняющий программу ПЛК на микроконтроллере с 8 KB ОЗУ!
Среда разработки. Написана на OpenJDK, Java весом 80мб с самыми примиитивными GUI. Легкая и работает даже на старых Raspberry PI. Если установить IDE(среду разработки с компилятором) и среду выполнения на CPU, получится самодостаточноый ПЛК Сервер, способен сам себя перепрограммировать(пользователем) без внешнего ПК.
LD программы не имеют ограничений по сложности, можно безконечно вставлять ветки друг в друга в любом месте, насколько хватит ОЗУ на стороне микроконтроллера. Мною придуман эффективный алгоритм отрисовки веток LD который не использует рекурсии или графы. Все элементы - линейны и последовательны , а двумерность программы в некоторым смысле илюзорна. Поэтому гарантировано - то что пользователь видит на экране , то видит виртуальная машина на выполнении. Новая ветка на отображении просто скачок координат на дисплее, а для виртуальной машины - скачок счетчика выполнения команд.
Трансляция LD\FBD\ST программ на язык инстукций виртуальной машины, а потом компилятором в байткод для машины
Компилятор. Программная архитектура
Несмотря на то что я пытался сделать инструкции для виртуальный машины, максимально соответствующие машинным, работу с переменными я реализовал - высокоуровневую. То есть, пользователь может создавать свои структуры любой сложности внутри, без ограничений. Типы могут в себе содержать внутри другие типы и массивы любой размерности, и эти массивы также могут внутри содержать сложные типы чередующиеся с массивами.
тут мне пришлось проделать огромную работу компиляторостроения - Memory Manager Layout.
types:
Sensor typedef {
id: word;
value: real;
is_ok: byte;
}
Status typedef {
is_running: byte;
error_code: word;
error_msg: byte[50];
}
ProductionLine typedef {
line_id: word;
sensors: Sensor[10];
production_rate: real[7][24];
status: Status;
};
Таким образом в данный момент, описание пользовательского LD FBD выглядит так:
Но уже сейчас работаю над транслятором ST, чтоб можно было создавать свои LD FBD с описанием их на ST.
То есть, самый низкий уровень VM это гибрид ассемблера с высокоуровневыми данными, поддержку этого я намеренно реализовал для возможности в будущем писать код на свою платформу не только на языке ST, да хоть на Java. При этом, напомню, я разрабатывал VM способную работать на микроконтроллерах с ОЗУ от 8Кб. Да возможно если писать на языке ST , то в такой МК влезет всего под сотню строк кода, но ничего не мешает подгружать инструкции с внешней карты (если пользователю не важна строгость выполнения по времени, будут небольшие задержки), ну или взять МК с ОЗУ побольше. VM имеет эфективное адресное пространство 1 мегабайт, то есть - прочитать переменную с адресом меньше <1МБ можно за один раз:
если работать адресами по выше, то тут нужно использовать две виртуальные иснтрукции - загрузить старшие биты адреса, а потом младшие.
Что можно выжать из МК с ОЗУ 8 килобайт
Инструкции VM - 4 байтные. Одна булевая LD инструкция занимает 8 - 12 байт:
// 8 Байт, Аналог XIC
LDB R15 Reset;
JFALSE R15 Start;
//12 байт если LD читает целое, но проверяет бит
LDB R15 MPPress;
MSK R15 #5
ISFALSE Branch 2;
таким образом, в однозадачном режиме, если создавать ПЛК на МК с ОЗУ 8КБ ( 4 КБ - виртуальная ОЗУ+4 КБ нативный код СИ - сама машина), на 4 КБ виртуальной ОЗУ можно загрузить 300-400 LD (при булевых переменных - 400 LD ) инструкций и около сотни переменных размером 1-4 байта.
Если режим многозадачный ( парралельные не связанные между собой задачи) то среда разработки допишет свой код, где будет дополнительно уходить 80 байт на каждую задачу для создания виртуального стека, и около 160 байт на простейший менеджер задач, который будет управлять выполнением.
В следующей статье напишиу - как это выглядит уже на микроконтроллере.