

Мэд Булл | ROBOGEAR



Показать полностью
3
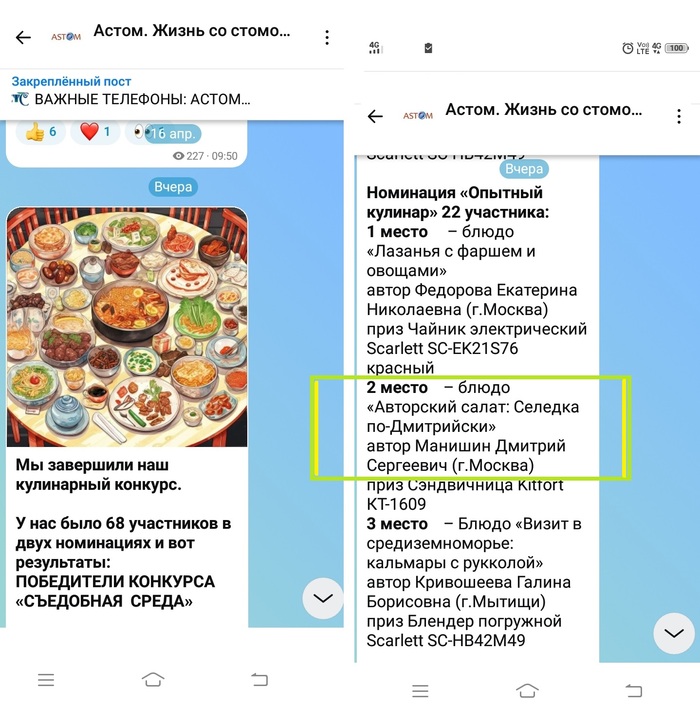
Авторский рецепт салата СЕЛЁДКА по-ДМИТРИЙСКИ (Сельдь МИТЬЕ) победитель в номинации "ОПЫТНЫЙ КУЛИНАР" КУЛИНАРНОГО КОНКУРСА — 2026 «СЪЕДОБНАЯ СРЕДА» !
Автор рецепта Дмитрий Манишин - квалификация: Технолог общественного питания; Московский государственный университет технологий и управления имени К.Г. Разумовского (Первый казачий университет).
Общественная организация инвалидов стомированных больных «АСТОМ» совместно с Фондом Президентских Грантов провели КУЛИНАРНЫЙ КОНКУРС «СЪЕДОБНАЯ СРЕДА — 2026» с ценными призами.
На Конкурс принимались рецепты блюд, рекомендованные для людей с заболеваниями кишечника, по двум номинациям:
⎯ Номинация «Начинающий кулинар»: рецепты блюд, для приготовления которых требуется менее одного часа приготовления и продукты Частого использования;
⎯ Номинация «ОПЫТНЫЙ КУЛИНАР»: рецепты блюд, для приготовления которых требуется более одного часа приготовления и продукты РЕДКОГО использования.
К участию в конкурсе допускались все желающие в возрасте от 18 лет.
Рецепты принимались с 15 февраля по 15 апреля 2026 года.


В конце октября 2025 года Д.С. Манишин представил на конкурс:
1 этап: научная работа «Адаптация традиционной технологии мучных национальных изделий к условиям современного производства»;
2 этап: авторские изобретения: Салат селёдка по-Дмитрийски, сырники "Дамские палочки", Пан (от испанского Pan - Хлеб) из слоёного теста.
Жюри Всероссийского конкурса наградило Дмитрия серебряной медалью и дипломом "За сохранение национальных традиций".

31 октября 2025 года Университет Вернадского [кафедрой Биотехнологий и продовольственной безопасности] провёл «Всероссийский конкурс кулинарного и кондитерского мастерства – 2025» в рамках Кубка сельских пекарей России (Министерство сельского хозяйства Российской Федерации), главной темой которого были актуальные вопросы производства качественного и безопасного продовольственного сырья, при поддержке Минобрнауки России, Российской гильдии пекарей и кондитеров, Гильдии пекарей и кондитеров Московской области.
«Этот конкурс — важное событие для продвижения гастрономической культуры нашей страны. Хочу сказать каждому участнику - вы уже победители, ведь пройти отбор и принять участие — само по себе достижение. Учитесь друг у друга, развивайте свои идеи и не останавливайтесь на достигнутом. От качества продуктов и инноваций в сфере питания зависит здоровье всей нации. Вы — будущее отрасли и страны.» — и.о. директора Института развития систем жизнеобеспечения сельских территорий Марина Догадина.
Конкурс включал два этапа:
I этап – конкурс Научных работ по направлениям разработки инновационных технологий в области хлебопечения, кондитерского и диетического питания;
II этап – состязание в кулинарном и кондитерском мастерстве с демонстрацией практических навыков.
Жюри конкурса, в состав которого вошли ведущие эксперты отрасли — представители профессиональных ассоциаций, вузов и предприятий пищевой промышленности, высоко оценило уровень подготовки участников, оригинальность рецептур и качество исполнения. Председатель жюри – Вице-президент Российской гильдии пекарей и кондитеров Юрий Бондаренко.

Самый высокий ветрогенератор в мире находится в немецком городе Схипкау. Его высота 360 метров. Компании SPRIN-D и GICON построили революционную ветряную турбину на стальном решетчатом каркасе.
На высоте более 300 метров воздушные потоки гораздо предсказуемее. В результате турбина может вырабатывать до 30–33 ГВт·ч в год — этого хватает примерно для 7500 домов. Ее производительность — до 220% выше, чем у обычных установок.

Проект реализован на месте бывшей угольной шахты — символичный переход от ископаемого топлива к возобновляемой энергии. В будущем здесь планируют поставить солнечные панели и объединить их в единую гибридную систему.
Больше интересной информации про источники энергии и энергетику в телеграм-канале ЭнергетикУм
На чертеже — шесть подписей.
Подписываю я. Проверяет нач. сектора. Согласовывает нормоконтролёр. Благословляет технолог. Даёт добро зам. начальника. Утверждает главный конструктор.
Вместо трёх дней — две недели. Вместо одного чертежа — папка с правками.Вместо спокойной работы — беготня с просьбой: «Подпишите, пожалуйста».
Кто эти люди и чего они хотят
Каждый из пяти подписантов имеет право на своё мнение. И, кажется, считает своим долгом его высказать.
Проверяющий — первый в цепочке. Он вроде бы главный. Он все чертежи проверяет по существу. Но его замечания могут разойтись с требованиями нормоконтролёра.
Нормоконтролёр — у него своё видение красоты. Он проверит, как оформлены линии, размеры, технические требования. И часто делает это так, что после него хочется перечертить всё заново или вообще выкинуть чертёж.
Технолог — он честно говорит, что деталь сделать нереально. И предлагает свой вариант. Часто — меняя конструкцию. И тут начинается многодневный поединок: начальство технологического отдела против моего начальства.
Моё начальство — у него принципиальная позиция, у ТО — своя. Начинается поединок, который может продолжаться много дней.
Подписант в свободной графе — обычно это зам. начальника отдела. Он может выдать правки, которых не видел никто из пяти предыдущих подписантов. И они снова расходятся с тем, что уже успели согласовать.
После этого я бегаю ко всем, объясняю, что изменилось, и прошу подписать заново.
Цена системы
Простая деталь может подписываться неделями.Но самое страшное — это ошибки. Когда ты уже замученный, когда видишь этот чертёж в десятый раз, можно не заметить, как слетел размер, изменилась позиция (если это сборка), съехала ссылка на тех. требование.Система, которая должна гарантировать качество, начинает его уничтожать.
Парадокс: срочные задания
В этой системе я больше всего люблю срочные задания.Да, они напряжные. Да, горит. Но в срочном режиме народ перестаёт играть в бюрократию. Подписи ставят быстро, требования не множат, правки не идут по кругу.Ты просто делаешь чертёж. А не участвуешь в мыльной опере.
Вопрос к читателям
А как у вас устроено подписание чертежей? Тоже такая система? Удаётся её обходить? Возможно, у вас подписание в электронном виде? Решает ли это проблему?
Есть деталь, которую я делаю в 2 раза быстрее, чем предложенная технология от технолога. Я просто не понимаю могу ли я его слать на три буквы. Или должен следовать его указаниям.
Где грань, что бы не быть утырком. Но и не дать себя в обиду.
Объясните плз мне чем занимается технолог и как вести себя если его технологии убивают драгоценные минуты.
З.Ы. Мне интересно, какие полномочия у технологов ?
З.Ы.Ы. Когда цеху приносят документы, мы уже не смотрим в технологию, а делаем сами, и последнее, технология помогает нам в значениях(параметрах) изделия.

















