Контактная сварка: — Только нахлесточные соединения — Значительная усадка материала в зоне сварки — Требует дополнительных операций: прихватка, зачистка, подгонка — Медленнее из-за циклов прижима и охлаждения — Шов менее точный, возможны деформации
Лазерная сварка: — Поддерживает нахлест, стык, тавр, угловые соединения — Минимальное тепловое воздействие: только в виде бобышки на стороне сварки, противоположная сторона не деформируется — Более точный и аккуратный шов — Скорость сварки в 3–5 раз выше при аналогичной толщине — Полная технологическая цепочка на одном оборудовании: прихватка, сварка, зачистка шва — Автоматизация процесса, высокая повторяемость — Энергоэффективность: КПД лазерной системы до 30–50% (против 3–10% у контактной) — Меньше затрат на обслуживание: нет износа электродов, как в контактной сварке
Полуавтомат: - коробление металла - большое термическое воздействие - увеличение расхода припадочный проволоки - не эстетичный шов - вероятность прожога
Решение: лазерная сварка предпочтительна для точных, скоростных и многотиповых соединений с минимальной постобработкой. Контактная — для простых нахлестов при низких требованиях к точности и высокой толщине материала.
Как самостоятельно произвести замену отражающих линз в лазерной головке модели SUP25A. Процедура показана пошагово, с акцентом на точность установки и безопасность компонентов. Идеально подходит для инженеров, техников и владельцев оборудования, которые хотят провести обслуживание своими силами лазерного сварочного оборудования.
В этом видео представлено новое поколение интеллектуальных лазерных головок BOCHU — модель BLT310 с максимальной мощностью 4 кВт. Эта головка разработана для высокой производительности и надежности, сочетая в себе передовые технологии для современного производства.
👉 Ключевые технологии:
Умный датчик температуры защитного окна: Система в реальном времени контролирует температуру, предотвращая разрушение окон и повышая стабильность процесса.
Датчик давления: Однокнопочная калибровка обеспечивает непрерывное качество резки. Предварительная проверка давления газа перед запуском лазера защищает от поломок.
Стабильность и точность: Технология EtherCAT в сочетании с замкнутым контуром фокусировки обеспечивает высочайшую точность.
Быстрая фокусировка: Вертикальная регулировка положения фокуса с помощью коллиматорной линзы позволяет работать с широким диапазоном толщин материалов.
Надежность: Водяной канал защищен антикоррозийным покрытием, а герметичность корпуса соответствует стандарту IP65, что продлевает срок службы ключевых компонентов.
Простота использования: Защита от столкновений позволяет проводить ремонт самостоятельно, снижая затраты и время простоя.
Это идеальное решение для современного производства, где важны скорость, точность и надежность.
В 3D-печати традиционные опоры заменили специальным гелем. Его структура удерживает изделие во время печати и позволяет создавать даже очень лёгкие и гибкие объекты без риска деформации.
Такой подход открывает новые возможности: печать сложных форм, экономия материала и более чистый результат после завершения процесса.
Как раньше изготавливали сложные детали до массового появления станков с ЧПУ? Например, на чем делали лопатки турбин, лопасти воздушных винтов самолетов, корпусные детали, картеры двигателей? Неужели человек на универсальном станке, вроде какого-нибудь 6М12, пусть и с кучей оснастки, был способен такое сделать?
Всем привет. Иногда буду рассказывать про коллег по инженерному делу на примерах их разработок и проектов. Сегодня с нами на связи Юрий Бурков, конструктор ГПК, опыт 8+ лет.
Всем привет, на связи резидент инженерного хаба, который превращает тысячи деталей в мощные краны, а сложные расчеты — в надежные решения.
Проектирование грузоподъемных механизмов
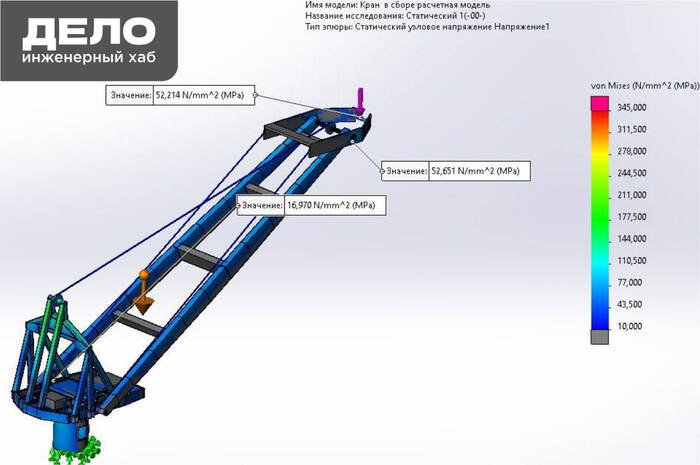
Привет, коллеги! Меня зовут Юрий, и я проектирую грузоподъемные механизмы и занимаюсь технологией размещения ГПМ на производственных объектах уже 8 лет. Моя основная специализация — мостовые и судовые краны. Чаще всего это судовые и мостовые краны различного назначения. В работе я использую КОМПАС, SolidWorks, AutoCAD и Solid Edge. Сегодня хочу показать вам проекты судовых кранов, в которых мне довелось поучаствовать. Прочностные расчеты выполнялись в Solid works simulation. Конструкторская документация прошла аттестацию документации и приемки на испытаниях органом РМРС (Российский Морской Регистр Судоходства).
Расчет и конструирование кранов и грузоподъемных механизмов
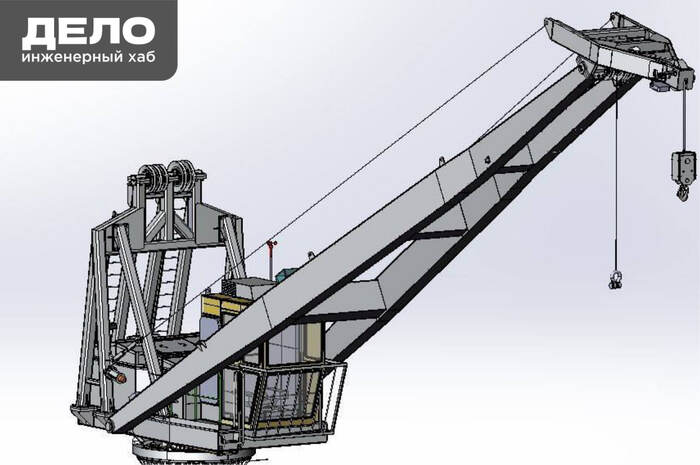
Подробности о кране с кабиной: 3000 деталей в сборке 36 тонн - масса крана 6 месяцев разработки в одни руки
Фото готового крана собранного по проекту и прошедшего аттестацию в РМРС (Российский Морской Регистр Судоходства).
Ниже приведу пять важных нюансов, о которых не стоит забывать при разработке стреловых кранов с канатной системой изменения вылета:
- Важно учитывать массу каната в системе механизма подъема и массу крюковой подвески, чтобы обеспечить натяжение каната.
- Важно учитывать массу стрелы и груза, что бы избежать ситуации, когда груз может стать «мертвяком» и остановить изменение вылета стрелы. Стрела может оказаться в «мертвой» точке, ограничивая свое перемещение.
- При изменении вылета груз должен перемещаться по горизонтальной траектории, поэтому в механизме подъема должен быть заложен дополнительный канат с системой блоков.
- Система изменения вылета (за исключением гидравлической) всегда должна быть оборудована дополнительным тормозом.
- Внимательно проверять длину каната и канатоемкость системы блоков.
Благодарю Юрия, за то что он поделился одним историей про один из своих проектов и приглашаю почитать о проекте Сергея (рентген-аппарат патологоанатомических исследований причин смерти и криминалистики).