


Как это сделано и почему так дорого
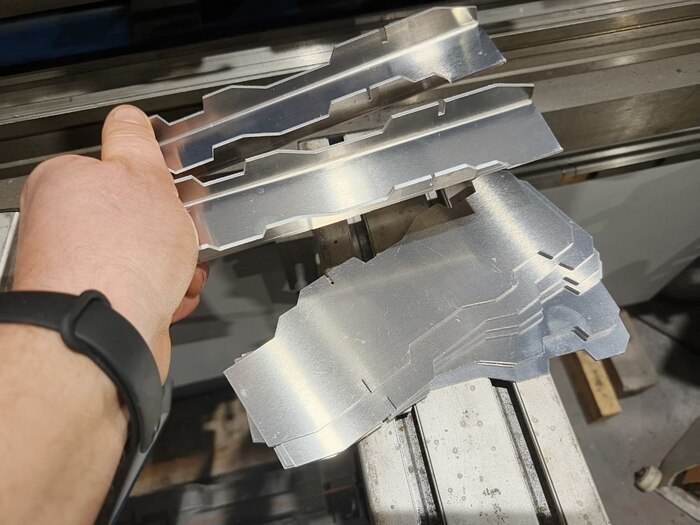
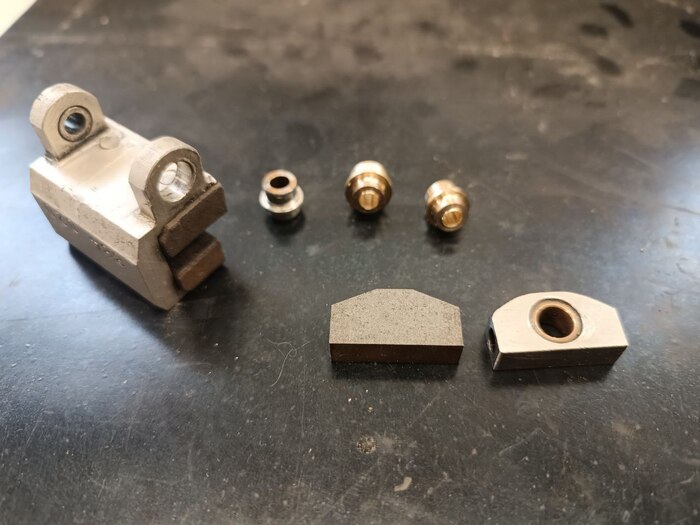
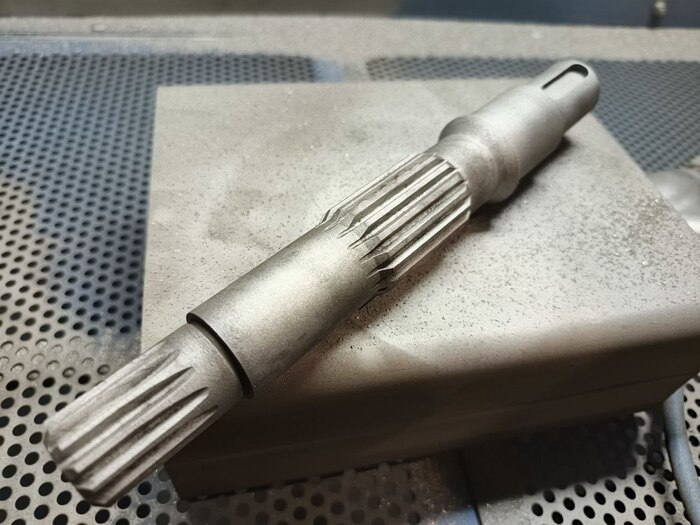
Давайте сперва картинку что вышло, а потом рассказ что случилось и нахер так жить. А то может и читать дальше не интересно будет... Пальцы под смазку, шлицевой вал и муфта:

Ну, короче, есть у меня соседи, каковые занимаются давкой пластика на термопласт-автоматах. Здоровенных таких прям. Канистры всякие делают и т.п. Ну и в очередной раз у них что-то пошло не так и всё сломалось. Сломалась шлицевая.

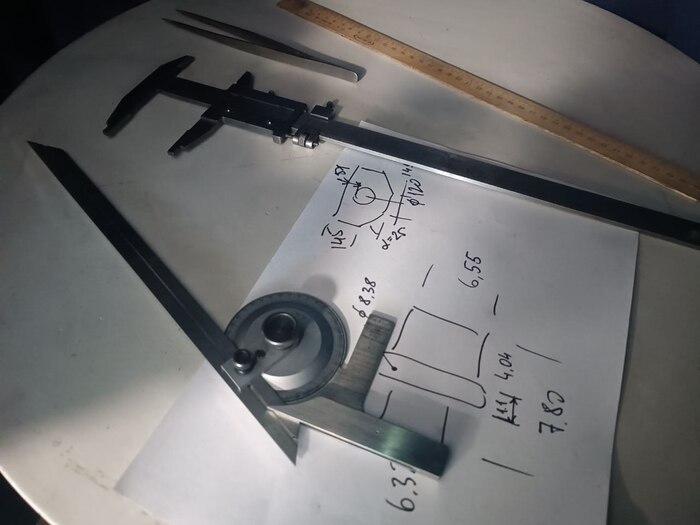
Ну окей. Давайте делать новое. После непродолжительных ласк микрометрами и прочими штангенциркулями, получил чертёж и накидал управляющую программу для ЧПУ.

Не то, чтобы я не выточил такое на универсале... но зачем потеть, когда для этого есть автоматический станок, прально?

Припуски по диаметру везде под дальнейшую шлифовку. И, теперь можно на чпушной фрезере навалить шпонпаз. Т.к. заказчики решили перейти со шлицевой муфты на шпонку.

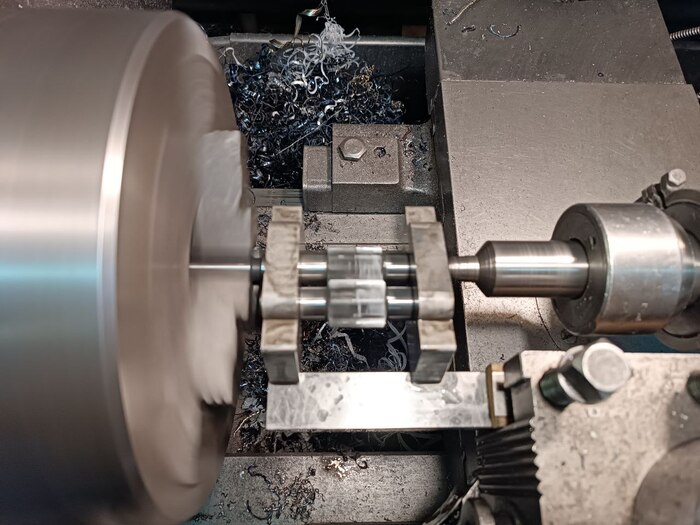
Опять же, вроде как можно и на универсале, но опять же - а зачем? Составление УПшки на ЧПУ заняло минут 5. Работа ещё 4. А на универсале я бы тоже самое делал минут 20 и получилось бы хуже, т.к. для плотненькой посадки шпонки надо чтобы шпонпаз резался меньшей фрезой вразбивку... Ну и переходим к нарезанию шлицов. Они у нас модульные, но корригированные. А ещё и припуск по диаметру. Короче, не всё так просто. Да ещё и ответки нет, как и чертежа. Ну, короче, три калиброванные проволочки, микрометр и давайте мерить что-то, чтобы не получило абы чо. Что-то это не фигура речи. Меряется реально именно что-то. И, собственно, померив потом тоже самое на новом валу будет понятно, куда и насколько рулить. Если кому интересно, я тут пояснял что и как меряется.

Ага. Теперь, зная какой-то диаметр на образце можно смело наваливать зубищщи на заготовке.

Коснулся фрезой, обнулил индикатор, врезался посильнее и с помощью маркера произвёл пересчёт зубов. Чтобы не вышло казуса. Не, окей. Гитара деления настроена как надо. Ну, а после того, как в такой нехитрый способ была оформлена одна шлицевая. переналаживаю станок и режу вторую.
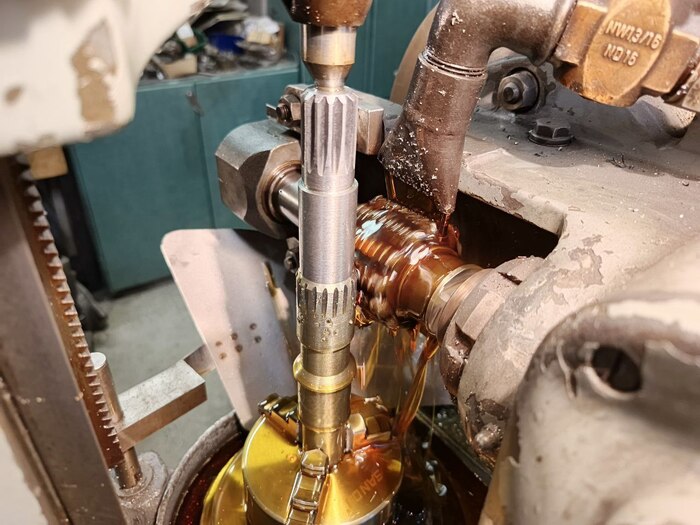
Штош. На этом оформление завершено и можно термичить. Вот такой процесс:

Ну и результат, разумеется, подвергается дробеструйке, чтобы быть не чоооорным:

А белым. У нас тут железный расизм и сегрегация по цвету железок.
Теперь круглая шлифовка. Также на немецком станке высокой точности. А то чо оно? Задача - загнать диаметры в размер так, чтобы бОльший подшипник напрессовывался, а меньший заскакивал по скользящей, потому что иначе машину не собрать.

Тем временем уже на универсальном токарнике проковыриваю дырку в муфте, разворачиваю её развёрткой и ставлю муфту на электроэрозию, шоб, стало быть, шпонпаз дать. Весёлые искорки бегут. Слесаришка радуется.

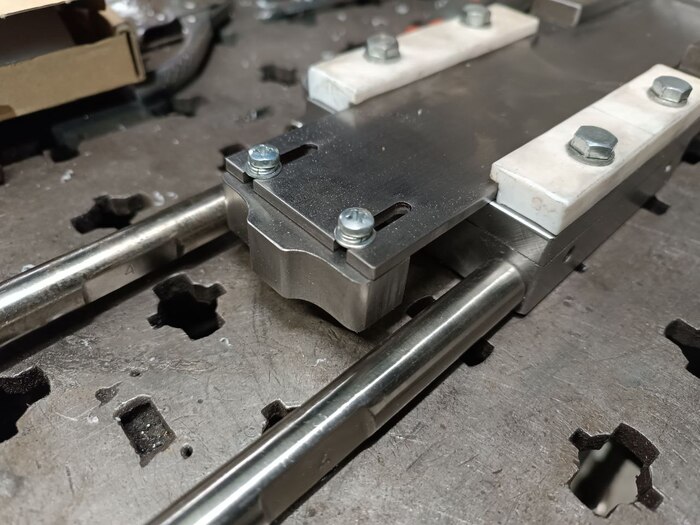
Ну и, собсна, сборка. Всё как надо. Это, разумеется, случайность. Чисто попущением божьим получилось.
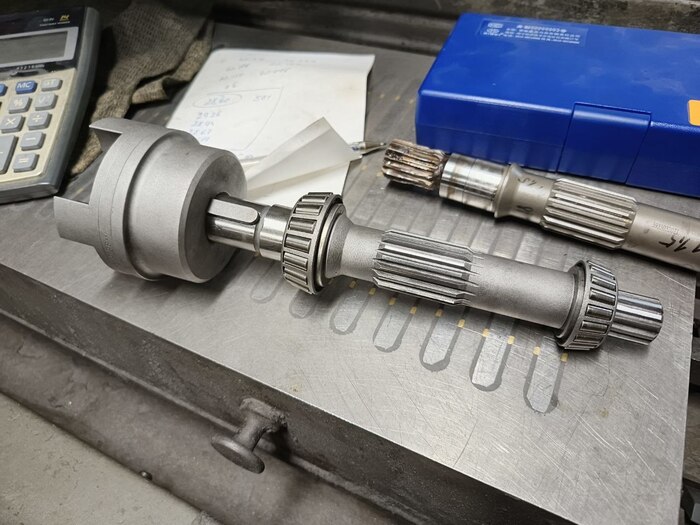
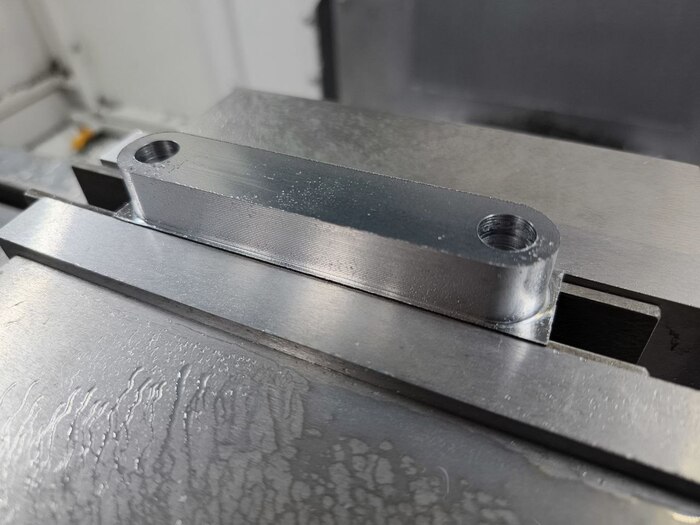
Ну и примерно тоже самое, только без зуборезки и эрозии по пальцам. Цилиндричность загнал в 4 мкм, диаметр в поле допуска 0 -0,02. Ну если быть точным, то все три в -0,012-0,016 Меня устраивает.

Ну, правда, тут без факапа не обошлось. После закалки и до отпуска понёс пальцы на дробеструйку и один уронил. Через что он незамедлительно треснул. Пришлось новый выпиливать.

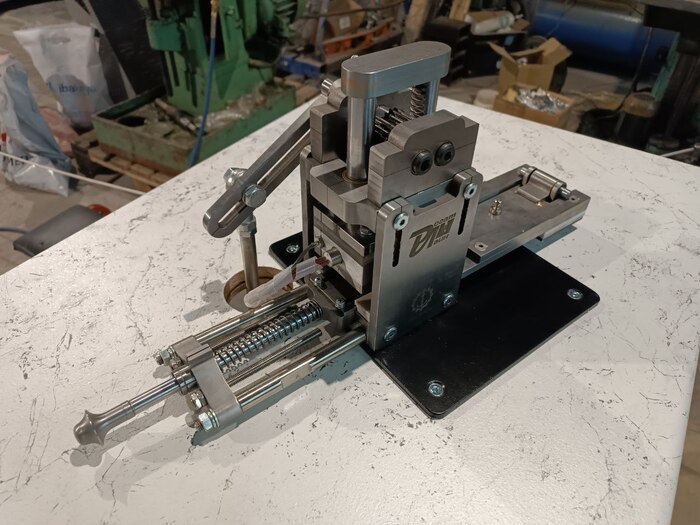
Вот такие вот делишки, дамы и господа. Примерно вот так вот оно и делается. А, пальцы значит из 9ХС выполнены и закалены в 62HRC, а вал из 30ХГСА и кальнул в 40. Это требования заказчика, как и переход со шлицевой на шпонку.
Ну и теперь "а почему так дорого". А давайте считать станки, которые были использованы.
ленточная пила для отрезки заготовок
сверлильный
токарный
фрезерный
зубофрезерный
термичка
дробеструйка
электроэрозия
круглошлифовальный
Ну как будто бы это и не может стоить дёшево... :)
О других приключениях металлического онлифанса можно непосредственно узнавать в телеге. Ссылка в профиле. Там, короче, есть железки и микроны всякие, а нет политоты и попрошайничества с рекламой. Плохо, канеш, но шо делать.