Ага. А давайте считать. 9 метров профтрубы надо? Надо. Внезапно, да? А как иначе? Четыре ножки, три перемычки нижние и четыре на раму сверху. Это уже тыщщи полторы-две. А, еще доставка же. Еще тыщша. сварить надо? А, блядь, надо же распилить. На ленточной пиле. А, ну ее купить надо. И сварочник. И маску. И газ и редуктор и проволоку. И, кстати, стол сварочный. Чтобы ровно вышло. а потом надо, очевидно, покрасить порошком подстолье то... Берем кило порошка - полтора рубля (плюс доставка). Печку погреть - тыщща. А, блядь, печку и пистолет купить надо. Ну или соседям заплатить пятак. Сууука. Теперь дрова. Ну съездить за мебщитом. Десятку отшвырнёшь точно. Скорее больше. И доставка... Дальше надо его отфрезероват. По шаблону хоть ручным фрезером. О, надо купить. Снять фаски. Сделать скругления. И шлифануть... Опять расходы. И отделочку дать... А это масло и воск. Недорого... Но по тыщщи полторы за банку заплатишь. Ну и как бы это всё надо где то размещать. Тут гаражом не обойтись. Метров 30 надо минимум. Это прям минимум. И сколько же должен заработать мастер, котрый умеет и в железо и в покраску и в дерево? Или три отдельных человека? Хмммм. Ну прально. За фотку в портфолио должен сработать...
В жизни каждого мужика среднего возраста наступает время, когда у него кризис среднего возраста. Некоторые покупают мотоцикл... но третий вроде и не нужен. Кто-то покупает ретроавтомобиль... но зачем мне ещё один? Кто-то разводится и находит помоложе... но не. Это я не готов. Короче, выход есть. Алкоголизм. Или металлография. :)
Короче, мир сотых долей миллиметра, принятый в общем машиностроении мне кажется уже великоват и душа захотела погружения туда... в микрончики и даже субмикронные величины. А для этого надо что? Правильно. Микроскоп. Путём подкидывания монетки выбор пал на ММР-2Р. Микроскоп Металлографический Ржавый - 2 (ручной). Потому что есть такой же, но с электропротяжкой стола, но мне оно не надо. Долго ли коротко ли, нашёл в соседнем селе. Купил без предварительного просмотра, правда продавец оказался на диво красавчиком и прям сразу сказал, типа отправит, а я потом сам приму решение, покупать или нет.
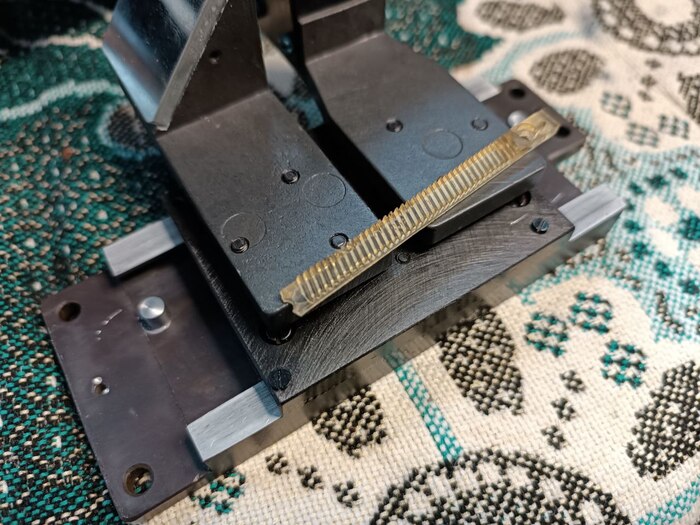
Вощем, приехало мне это:
Надо отметить, что я осознавал, что за 10-20 тысяч купить годный лабораторный прибор не представляется возможным. И в целом, без претензий к продавцу в принципе. Но, сука, ВСЁ лабораторное оборудование, виденное мною на вторичке, хранилось в луже, судя по всему. Короче, у некроскопа не крутилось ничего вообще. А должно. Соответственно, отмачиваю, и начинаю разбирать.
ЪУЪ, СЪУКА, как бы. СЪУКА, ЪУЪ!!! Жопа ему. И чем глубже зарываешься, тем глубже жопа. Ну да ладно. Вощем отвинчиваю железочки, мою, чищу, смазываю, высыпаю на место внутрь.
Ага. В ходе разборки выяснилась печалька. Сломана зубчатая рейка. А она нужна. Она переключает изображение с экрана на сторону фотоаппарата. Ну должна. Если бы была не сломана.
Штош. Чуток САПРа, тридэпринтор и сделана новая. Роскошно. Впрочем, несмотря на то, что всё аккуратненько собрал назад, микроскоп показывает ну... что-то.
А тема, скажем прямо, для меня новая. Я к оптике никаким боком. Микроскоп видел только на картинке. Книжек "Настройка микроскопа для чайников" в продаже нет. Подсказать некому. На ютубе инфы примерно ноль. Видимо, металлография не шибко занимает умы граждан, в отличии от демонстрации идиотских челленджей. Вощем, после хныканья и нытья в телегоканале, нашёлся добрый человек, который согласился понаехать и показать как делать микроскопом то, для чего он свинчен. Оказалось, что помыв механику, я совершенно не привёл в порядок оптику... что и было проделано с высшей тщательностью. А потом - юстировка оптической системы. С помощью лазера.
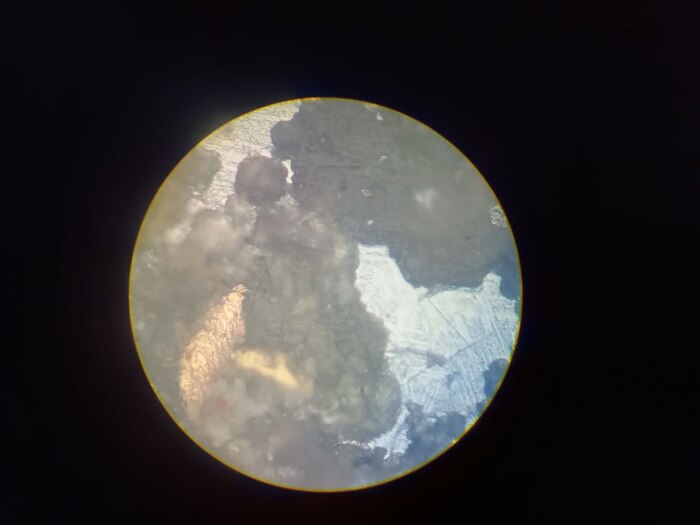
Ну и в итоге... Мы как бы видим как бы Луну. Но не Луну, а кусок сильно бэушной концевой меры длины. Оказывается, если дать увеличение в 930 раз, то оно там вот так.
А дальше началось немного допиливания и тюнячки. Например пользуясь наличием ЧПУ-токарника, пильнул ножки, взамен утраченных.
Вместо античной лампы на 12В\100Вт поставил светодиодный фонарь повышенной мощноты - аж глаза выжигает. Ну и вместо одного из окуляров воткнул электронный окуляр с выходом на ноутбук. Это прям сильно повысило качество жизни.
Теперь немного о том, а нафига оно мне это вот всё. Ну во-первых - это интересно. Реально интересно, как меняется структура металла в зависимости от термообработки, например. Во-вторых, если изделие ответственное, например, пуансон штампа - было бы нефигово оставить заказчику на память фотокарточку микроструктуры металла, снятую с т.н. "свидетеля" - запасного изделия, подвергшегося разрушающему контролю. Но в принципе, я полагаю, что моя мастерская уже несколько выросла из коротких штанишек "мастерской" и пора бы уже переходить в лигу "научно-технических центров". Это всё - отговорки. Просто мне любопытно посмотреть вглубь железок. А поскольку профильного образования у меня примерно вообще нет, то теперь мои лучшие друзья - альбомы пятен тестов Роршаха. :)
Такие делишки, мальчики и девочки. Это вот видите, как полезно, когда тебя банят на пикабу. Сразу начинаешь саморазвитие углублядь. Есличо, вся эта хренотень про металл ежедневно описывается в телеге. А адрес в профиле. А профиль в яйце. А яйцо подорождало. :)
Буэнос диас, уважаемые. Я наконец-то откинулся из очередного бана по политической статье и у меня таки есть что вам показать и рассказать.
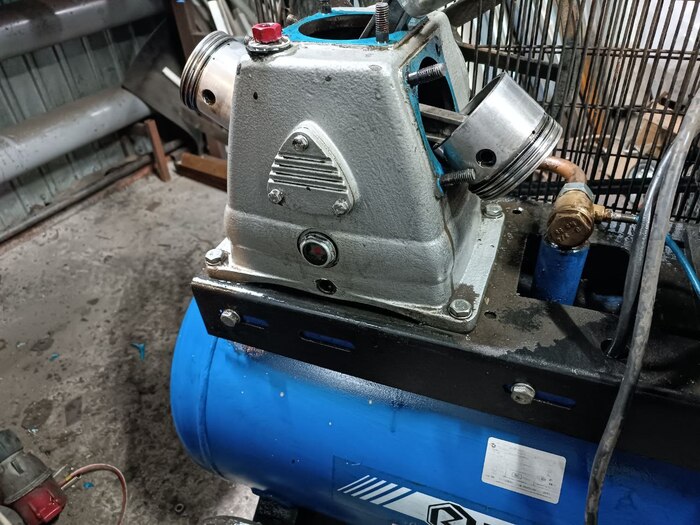
Есть у меня компрессор с головой LB75 - трёхцилиндровый, трёхфазный с ресивером на 100 литров. Неплохая штука, в целом. Эксплуатировался он у меня лет 13, думаю, и в итоге что-то ему поплохело. Симптомы таковы: качает оооочень долго, давление в 10 очков не набирает (отчего и качает долго), неприятный звук при работе. Вывод? Надо покупать новый. Но раз всё равно покупать - надо попробовать расколупать этот и... ну вдруг получится. Забегая вперёд: всё удалось, работа заняла часа 4.
Начинается ремонт с приобретения прокладок. Прокладки, кстати, тут же оцифровал, так что в следующий раз просто вырежу сам на лазере те, какие нужно, т.к. комплект очень расширенный.
Далее, собсвтенно, мойка и разборка. Мыл без фанатизма, чисто чтобы было.
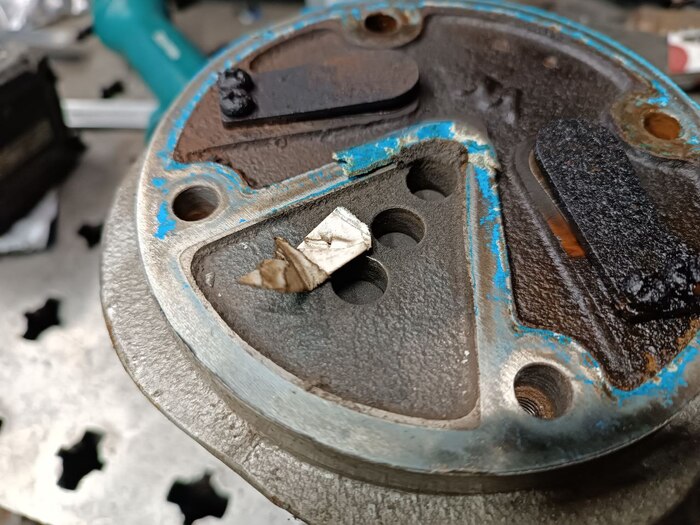
Ну и дефектовка. Во-первых, внутри нашлась бумажка. Неожиданно, надо отметить. Учитывая, что компрессор прям всю жизнь в одних руках и точно не ремонтился - получается, это такое качество сборки на заводе.
Цилиндры в приличном состоянии в целом. Хон сохранился, задиров особо нет, хотя всякие дефекты, разумеется, есть.
Поснимал клапана и разложил их по порядку, чтобы не перепутать. Ржавенькие. Жалкие...
Теперь по очереди мою всё в ультразвуковой ванне.
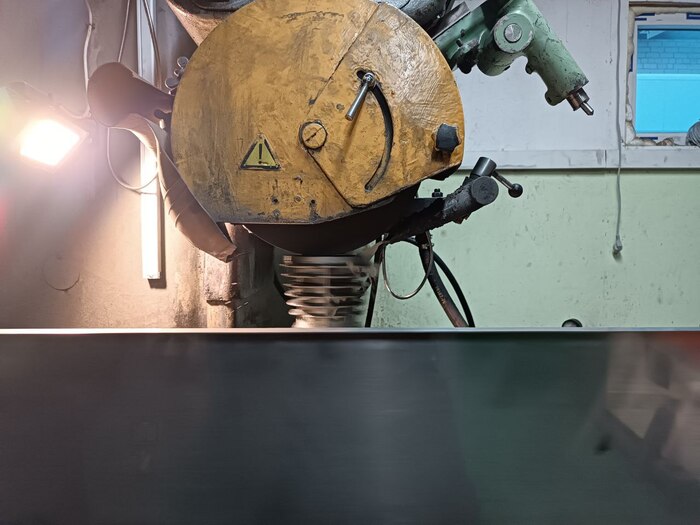
А то, что помыто - ставлю на плоскошлиф и шлифую привалочные. В данном случае, шлифуется горшок сверху.
Клапанные доски по заводу весьма причудливы геометрией. Т.е. вон я пальцем показываю, где уже начался съём - это наивысшая точка из трёх досок. Остальное - провалено вниз.
Впрочем, сняв примерно 0,7 мм удалось добиться одинаковой толщины, плоскостности и чистоты поверхности.
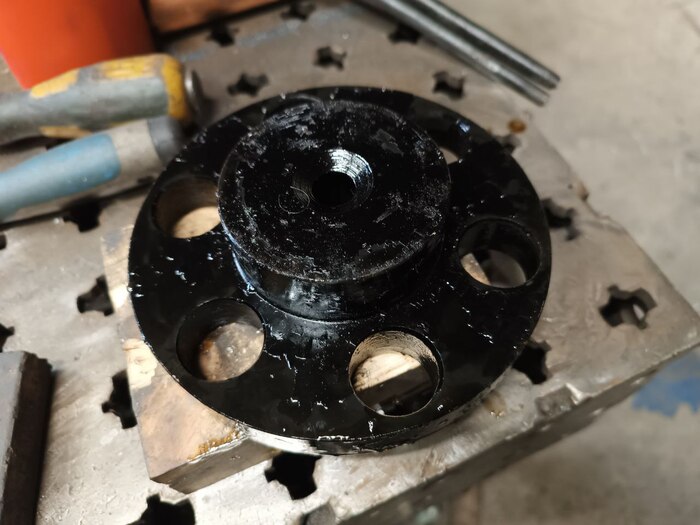
Ну и вощем, всё шлифованое и мытое выглядит вот так. Думаю, несколько лучше, чем было на заводе. :)
Сборку показать весьма сложно, потому что это процесс. Однако, можно показать результат:
Итого, что получается:
- плоскошлиф
- ультразвуковая мойка
- опционально СО2 лазер для резки прокладок.
и четыре часа времени дают возможность текущего ремонта компрессора. Работает тихонечко. С таким "сытым" звуком. Насасывает давление уставки довольно шустро. Я доволен.
В камментах разгорелась нешуточная рубка по поводу того, насколько я неправ и ваще. Типа "ну кто так строит".
Давайте чуток отвечу сразу на всё.
Деталь уже изготовлена, установлена и работает примерно полгода. Т.е. она РАБОТАЕТ.
Берясь за работу я подписываюсь на то, чтобы сделать деталь в соответствии с ТЗ заказчика, в сроки и за согласованную стоимость. Как именно я буду её рожать - заказчика не интересует. Следовательно, я волен выбирать методы изготовления самостоятельно, исходя из имеющегося оборудования, его загрузки да и просто из того, на чём мне хочется поработать сегодня. Поскольку финальный ценник и срок УЖЕ согласованы. Можно сделать эту деталь, используя ЧПУ-фрезер для обработки цилиндрических поверхностей и расточек и потом набить шлицы на строгальном? Можно. Можно напечатать эту деталь на 3дпринтере по металлу? Можно. Можно её отлить, а потом использовать протяжной станок? Можно. Можно даже кастануть шоб она возникла сама из мирового эфира. Но я выбрал сочетание токарный+фрезер+эрозия. Просто потому, что так захотел и потому, что эти станки у меня есть, а протяжного или там принтера по металлу нет.
Справочники это хорошо и здорово. Какие-то у меня есть. Каких-то нет. Но по моей практике единичную деталь, которая должна подходить к другой, всегда лучше сделать не по справочнику, а по ответной. Тогда не придётся доказывать заказчику, что это у него ответка херовая. Потому что у меня задача не доказать, что я делаю охуенно по ГОСТу, а сделать, ща внимание, ОТВЕТНУЮ деталь. Даже если она не по ГОСТу и ваще через жопу, она должна подходить к ответке. Ещё раз. Просто представьте себе ситуацию. Вы заказали ножку для табуретки, такую же как остальные три. А вам столяр даёт похожую, но на 23мм короче, потому, что в ГОСТе есть чёткая высота табуретки. И он делает по ГОСТу. Но, блядь, вам же не на ГОСТе сидеть, а на табуретке!!! Что бы вы сказали такому столяру? А зачем эти разговоры мне? Сделал ответную деталь, получил бабло, доволен.
По поводу ценника. Кто-то делает за бутылку. Кто-то за миллион. Я за вот столько. Цену (и сроки) я озвучиваю сразу. Если не устраивает заказчика - он может предложить свой вариант или просто искать другого исполнителя. Я ж никого не тяну за верёвку-то. Интернет показывает, что чуваков-металлистов довольно немало. Правда, основываясь на словах заказчиков, кто-то способен уйти в запой. У кого-то то материала нет, то электричество выключили, то ещё что. Третьи набирают миллиард копеечных заказов и не успевают нихрена. У меня - своя ниша. Свой тип заказчика. Я не планирую ни делать копеечные заказы типа "укоротить 5 болтов", ни наоборот, устраивать у себя тут бутик.
Такие дела, парни... Вы уж извиняйте, что всё сделано неправильно и работать, ессесно, не будет... Но ведь никто не мешает вам самим показать, как вы делаете железяки. Не? Или вы специалисты по критике? ;)
Буэнос диас, например. Поступила задача - сделать новую шлицевую муфту, т.к. поменяли насос, а у нового насоса другой вал. А такой же как прошлый купить не получится, потому, что кажется что-то случилось.
Окей. С чего начинается муфтостроение? Ну разумеется с составления чертежа. Даже в такой простенькой детали есть варианты накосячить. А учитывая её размер, заготовка стоит порядка 2500 (с доставкой). Не хотелось бы её зафачить. Это ж я в таком разе на 2500 меньше заработаю. После чертежа, переходим на токарный. Впрочем на токарном-то любой может... Как и на фрезерном, на каком были выполнены расточки под резиновые демпферы.
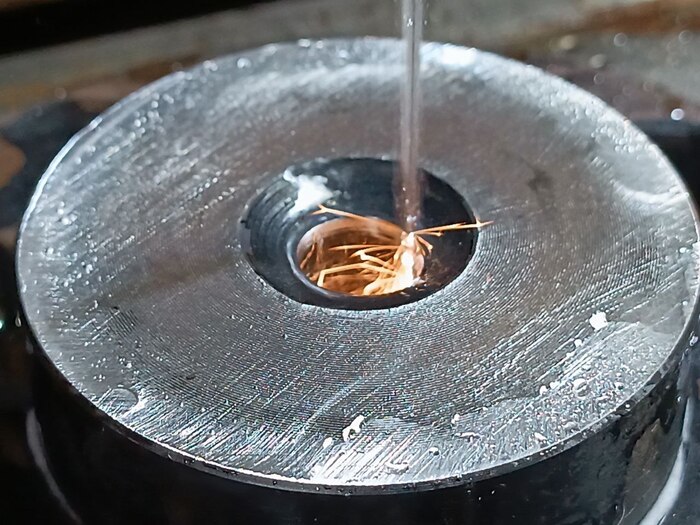
Далее - термообработка. Поскольку сталь - марочная, а не абы что, можно с уверенностью греть печку до указанной в апокрифах апологетов термички значений. И на выходе, искупав раскалённую железку из стали 40Х в масле, получаем вот такого негра.
Отпуск до нужного значения по твёрдости схематично не указан. Твёрдость взята из показаний твердомера, применённого на образец.
А вот теперь начинается та самая уличная магия, за которую и платят деньги. Нужен чертёж шлицевой части, да не просто "чертёж", а так, чтобы готовле изделие потом имело посадку без люфтов, но и не прессовую. Что делать? Берём образец вала. И обводим шлицевой торец.
Сканируем его и правим в фотошопе уровни так, чтобы вытянуть контраст. А потом всасываем в Солидворкс и нарулив размеры скана до масштаба 1:1, обводим 1 зуб и впадину и делаем круговой массив.
Теперь пробный выстрел по картону на лазере. Чисто проверить, оно или нет, прежде чем делать в металле. Ну во второй попытки сошлось.
Отлично. Казалось бы - ставь на эрозию и радуйся. Но нет. Нельзя! Не время, товарищ! Если вот прям вот так просто вырезать на эрозии - получится очень похоже, но не то. Поэтому делаю многочисленные пробы, с несколько разным размером, пока, наконец, пробный кусочек не садится на вал с посадкой "как надо".
Это "дырки" от листовой нержи тройки, в которой я резал пробные отверстионные дырки.
Ну теперь можно и "зачётную" деталь обработать. Центральное отверстие было вросверлено и развёрнуто ещё на этапе токарной обработки, поэтому заправить проволоку, занулиться и т.д. уже не представляет особого труда. Собсна, станок - жги!
После непродолжительно резки... (заняла часа два, в то время как наладка и вычерчивание шлицевой заняло часа 4) - снимаю деталь и пробую...
Идеально. Шлицевая ровная, вал вошёл прям до упорной закраины. Люфтов нет, при этом заходит от руки с лёгким усилием и со смазкой.
А теперь давайте посмотрим, сколько времени и оборудования нужно.
черчение. 20 минут. Нужен ноутбук. Покупался за 2 килобакса.
Отрезка заготовки от "бревна". Затрачено 10 минут. Нужна ленточная пила примерно за 150 тыс.
Токарная обработка. Затрачено примерно 45 минут. Нужен токарник примерно за 350+ тыс.
Сверление отверстий под муфты. 15 мин. Сверлилка за 50К.
Расточка отверстий под муфты. 2 часа. Фрезер за 150К
Черчение шлицевой и черновая проверка. 1,5 часа. Нужен ноут +сканер +лазер СО2. Ноут уже учли выше, сканер +лазер обошлись примерно во 50К.
термообработка. печь за 30К и 15 часов времени.
проверка твёрдости. 10 минут и твердомер за 40К
электроэрозионная резка. 6 часов и станок за 1,2 ляма.
Нормально вроде выходит, не? А казалось бы - да чо там делать? Простейшая деталь же! А на круг - два дня ковыряйся, имея два цеха станков и офис. Разумеется, пока идёт отпуск заготовки (остывает с печью всю ночь) я там не нужен особо. И пока эрозия пилит - тоже не сильно нужен и делаю другие заказы. Но тем не менее, по времени это примерно так. А соответственно, и по баблу.
Такие дела, получается. А кому интересно это всё прямо в онлайне смотреть - в профиле ссылка на телегоканал без рекламы и прочей мудянки. Чистое железо.
Предположим, юзернейм, у тебя есть доченька. И она любит плести всякое из бисера и прочего стекляруса. И вот одним днём она говорит, мол, батюшка Иван Михалч, а сделай мне мисочку для этой пежни мелкой, чтобы она не раскатывалась по столу. И размеры показывает детскими ручонками. Ну как бы что делает обычный папаша? Говорит "отстань". В лучшем случае - покупает в фикспрайсе и говорит "нна". А если папенька у доченьки металлист, то он что? Какой ещё пластик? Не бывать такому. И делает вот:
Для этого беру из-под верстака кусок алюминия-полторашки (если кому важно - АМг6). И отрезаю на гильотине небольшой кусочек. Размером примерно на 40мм в каждую сторону больше, чем готовое изделие будет.
Опосля, включается ЧПУшка и вырезает прессформу из остатков буковых ступеней, отданных одним заказчиком за ненадобностью.
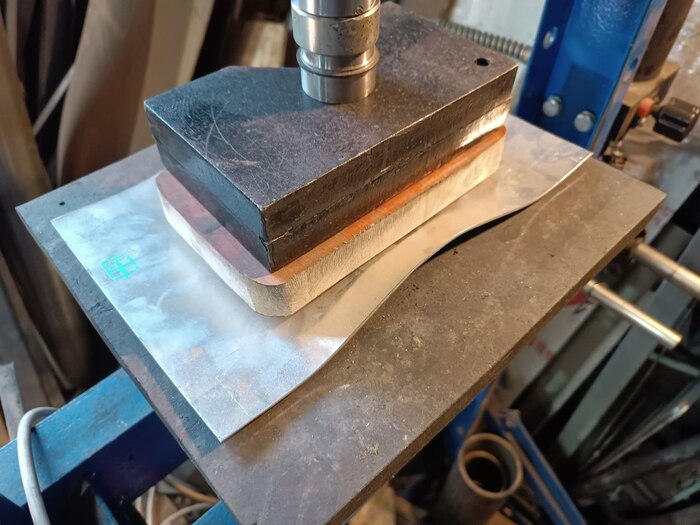
Но сразу прессовать не получится, т.к. матрица и пуансон никак не связаны между собой направляющими и попасть одним в другое нереально. Поэтому сперва оформляю "заход", легонько даванув пуансоном материал, уложенный на резиновую плиту.
Получается такой вот preforming.
Вот теперь, кода материал сам себя центрирует по матрице и держит пуансон. Погнали давить.
Струбцина держит матрицу от "разрыва" - всё таки 10 тонн приходится на клеевое соединение и волокна.
Получилось вот так:
В принципе, сам лоток уже готов. Но опять же, края надо оформить. Если прямо так сунуть в гильотину или ножницы - получится плохо. Рез будет неровный, возможен наклёп и т.д. из-за мятых фрагментов. Поэтому беру авиационный пневмомолоток и несколько рихтую.
Ну и вот, например. Теперь обрезаю и готовенько!
Итого получается:
- ЧПУ фрезер по дереву - 200К
- гильотина, ножницы, молотки и прочее мелкое - 100К
- пресс 12 тонн - 30-40К
- пневмомолоток - 60К
- материала ушло примерно на 4 тысячи.
Ну и по времени примерно часа три ушло. Это при том, что это я уже делаю не в первый раз и как бы на опыте. Зато сэкономил 30 рублей. :)
Если кому это всё интересно, в профиле ссылка на телегу. Там прям вот в онлайне жогово происходит.
Знаете ли вы, что в космических ракетах есть чисто механические агрегаты? А если оно механическое, то, очевидно, там необходимо повышать или наоборот, понижать обороты. Делается это, разумеется, редукторами, в которых используются прямозубые зубчатые колёса. В даммон случае - мелкомодульные. Давайте рассмотрим детальнее, как это сделано:
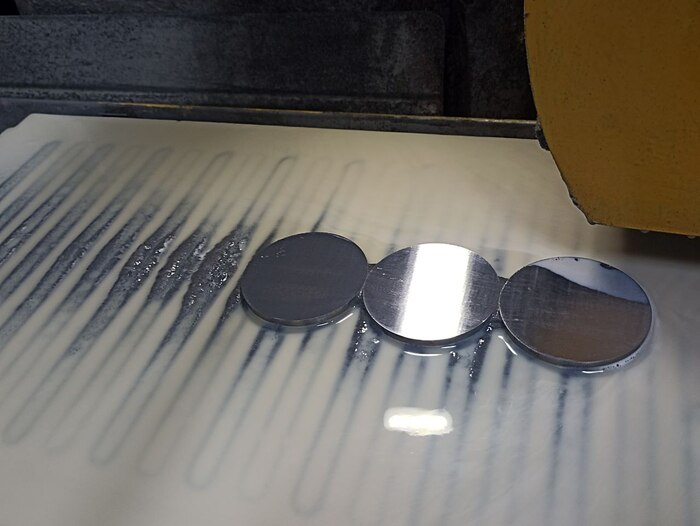
Перво-наперво производится токарная обработка. Но это не особенно интересно, поэтому, схематично не показано. На токарном станке я загоняю заготовки в диаметральный размер с точностью в 0,02 миллиметра и в толщину с припуском под дальнейшую шлифовку в 0,5мм. Т.к. по условиям чертежа точщина должна помещаться в поле допуска в 3 сотки и нужно обеспечить плоскостность в 1 сотку. Зачем такая точность - непонятно. Но если люди готовы платить - окей. Короче, после токарки, ставлю на шлифер.
Искры, брызги СОЖ - поляк валит, только дай дороги. Это плоскошлифовальный станок Ponar Jotes SPD 30B. Я его купил аж в Сарапуле. Это примерно 1500км. от его нового дома. Результат вполне приемлемый. Высота (толщина) блинчиков в 7 микрон от номинала по чертежу и одинаковая у всех трёх заготовок.
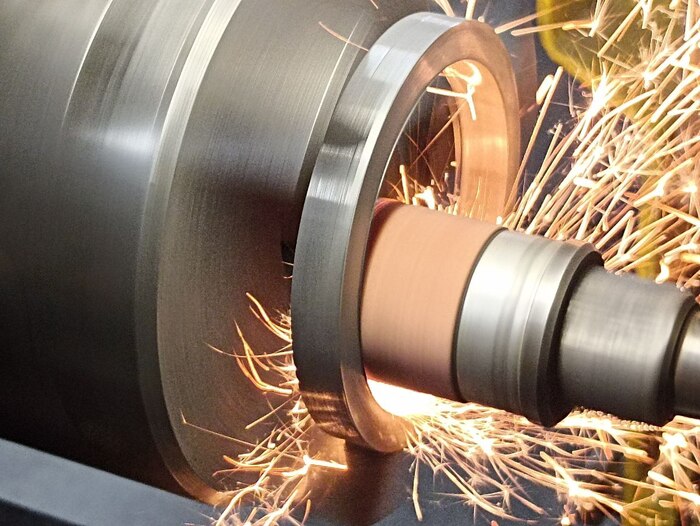
Теперь надо вынуть середину из заготовок, чтобы получилось колечко. Это я возвращаюсь на токарник и опять схематично не показываю. Однако, внутренний диаметр также должен иметь и круглость и шероховатость и размер в весьма жёстких допусках. Поэтому после токарки заготовки идут на немецкий круглошлиф WMW Heckert SU 125\400, оснащённый внутришлифовальной головой. Получается такой процесс:
Отлично. Заготовки есть. Теперь на токарнике делаю оправку. Это технологическая оснастка, на которой крепятся заготовки для нарезания зуба на зубофрезерном станке. Потом она также шлифуется в размер на вышеупомянутом круглошлифе и наконец-то, ставится на станок и обкатывается в 0,01мм по индикатору.
После этого производится настройка цепи деления станка. Т.е. на сколько к-во оборотов заготовки и фрезы отличаются друг от друга. И настройка гитары осевой подачи. Но это уже мелочи. В целом станок выглядит так:
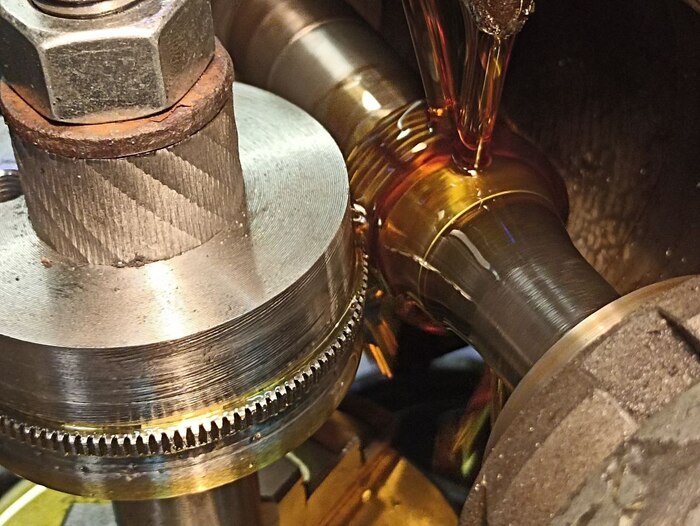
Это немецкий зубофрезерный станок высокой точности, называется Pfauter RS00. Почти вершина сложности механического металлорежущего оборудования. Сложнее зубореза, как по мне, только токарные автоматы. Но о токарном автомате, его ремонте и модернизации как нибудь в другой раз. Короче, включил масло, нажал кнопку и оно само делает. :)
Оооо, дааа. Картинка называется "чистый мёд". Янтарно-прозначное масло, неторопливое оборачивание заготовки, окатывание её червячной модульной фрезой и дададада... Секс! Короче, после секса у меня получается так:
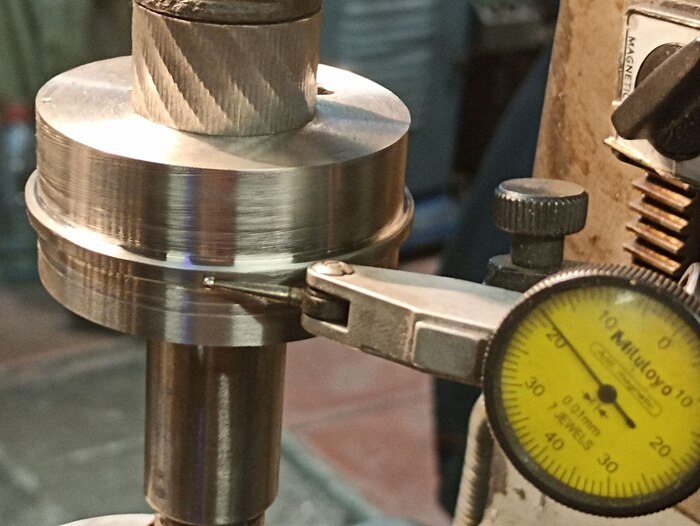
Давайте посмотрим, насколько зубы хорошо получились. Ну я то знаю, но чтобы вы видели :)
Вроде норм же. Теперь на второй этаж, в кабинет тихих игр. Там всё, что надо для метрологии и ОТК: измерительный микроскоп, микрометры, микрокаторы, оптика всякая, ролики калиброванные. Короче, результаты измерений вполне устроили. Среднеквадратичное отклонение на диаметре средней линии зубов по 12 замерам - 3 микрона. Сойдёт.
Пакую, оформляю листок с результатами контроля размеров, печатаю счёт, акт, всю фигню - готовенько. Забирайте. Такие дела, примерно. А кому интересно прям в онлайне - тот записывается в телегоканал, благо его адресок в профиле. Только прямщас я в отпуске, поэтому пока изучайте былое. А новое начнётся буквально через несколько дней.
Здорово, парни. В прошлом году случилось так, что я поехал на распродажу цеховой мебели (ну эти вот зелёные совецкие пристаночные тумбы), а заодно купил удроченое немецкое точило на середину прошлого века. Ну блин, зарекался брать деньги на такие поездки, ну так мне уже даже на отсрочку отдают. Негодяи. :) Вощем, притащив точилку в норку и осмотрев его внимательно выяснилось, что подшипники уже всё, корпус расколот и держится на краске. Окей. Давайте разбирать.
Перво-наперво перебрал электромотор. Проточил ротор, поставил новые подшипники - офигеееть! Зашелестело! А там и корпус своей участи не избежал. Отломанное припаял бронзой, а потом, пользуясь трудом сыновей, зачистил и загрунтовал скорлупу станочка.
Ееее. Так - намного лучше.
Но просто ремонт - не интересно. Интересно получить удобный заточной участок. Для этого принято решение поверх этого точила поставить ещё маленькое (под 150мм камни) с алмазными тарелками и добавить свет. И заложить перспективу на подключение аспирации. Сказано - сделано. Нарисовал, вырезал на лазере, согнул на листогибе и УФ печать по сатинированной нержавейке. Шик? Шик.
Накидал пускателей, переключателей и индикаторов. Ай, хорошо.
Ну и вот, итог.
Ах, да. Надо же ещё лоток под абразив и банку для воды! Ага. Порезал лист чернухи на гильотине, согнул на самодельном магнитном листогибе, прокатал на самодельной зиговке
И приварил контактной сваркой.
Ну вроде как-то так.
Для адептов ТБ - подручники и стёкла, конечно, нужны. Кто бы спорил. Но с ними неудобно. Потому как приходится в течении одного дня и свёрла точить от ф3 до ф65 и резцы и фрезы наводить... Поэтому у меня так. А кто предпочитает по другому - тот себе так и делает.
Такие дела.
Если кому интересно прям в режиме онлайн - в профиле телегоканал.