Кофе любите?
Есть у меня постоянные заказчики - контора, которая занимается обжаркой, помолом, ароматизацией и фасовкой кофе. Поскольку нынче добыть что-либо из запчастей к итальянскому оборудованию весьма сложно - приходится по мере сил изготавливать всякое.
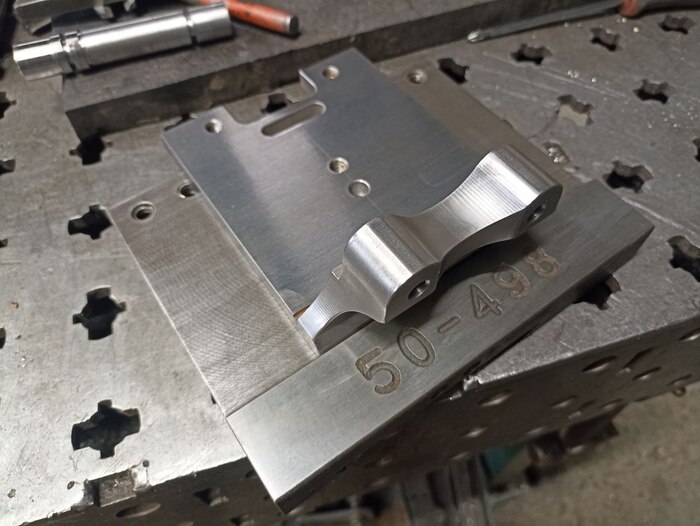
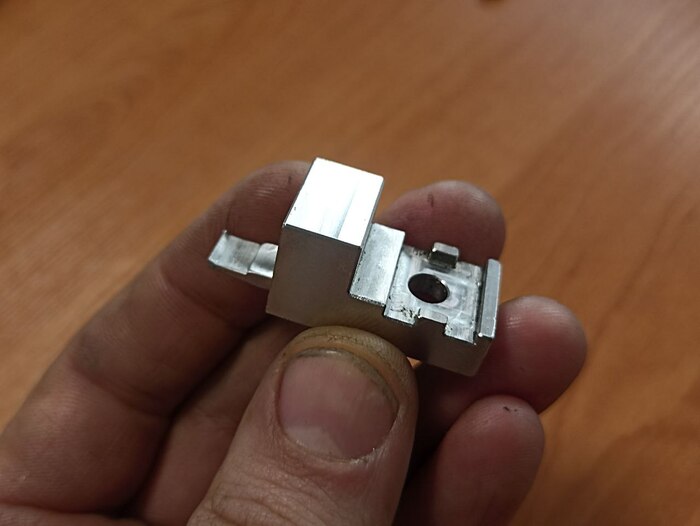
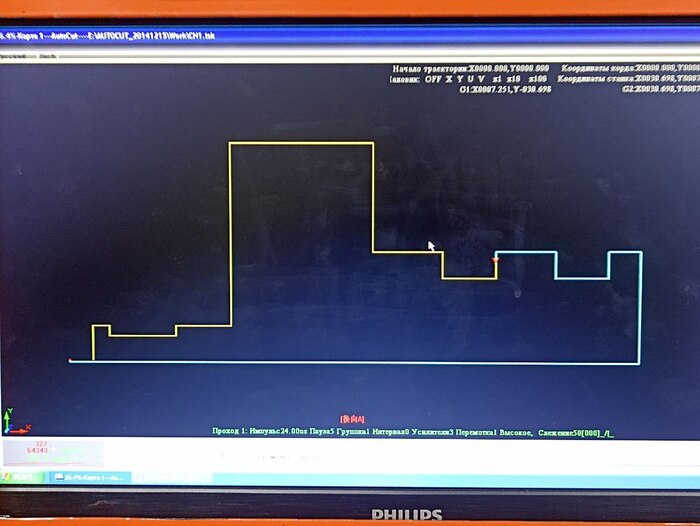
На этот раз надо было сделать небольшую партию захватов для капсул кофейных. Детальки небольшие, но достаточно точные. Потому как капсулы пластиковые, привод захвата пневматический и если сильно накосячить в размерах - их либо не будет захватывать, либо, соответственно, будет мять. Короче, надо получить вот такие детальки:
Перво-наперво беру отходы из-под верстака. 20мм нержа AISI 304. Точнее даже это остатки второго порядка. Т.е. из плиты были сделаны детали с большим центральным отверстием. Из "дырок" были выпилены детали для другого заказчика, а уже остатки от этого заказа были скинуты в ящик "нержа на вротчермет", а потом вытащены оттуда и использованы ещё раз! :) Экономия - мать достатка. Ну и поставлены на электроэрозионный проволочновырезной станок. Видите, да, сколько "делового" материала осталось. Всё в дело!!!
Вырезать надо сперва наружний контур.
Пока эрозия мощнейше пилит заготовки, надо сделать оснастку для дальнейшей шлифовки и фрезеровки заготовок. Делаю из чего? Прально. Из максимально всратого металлолома.

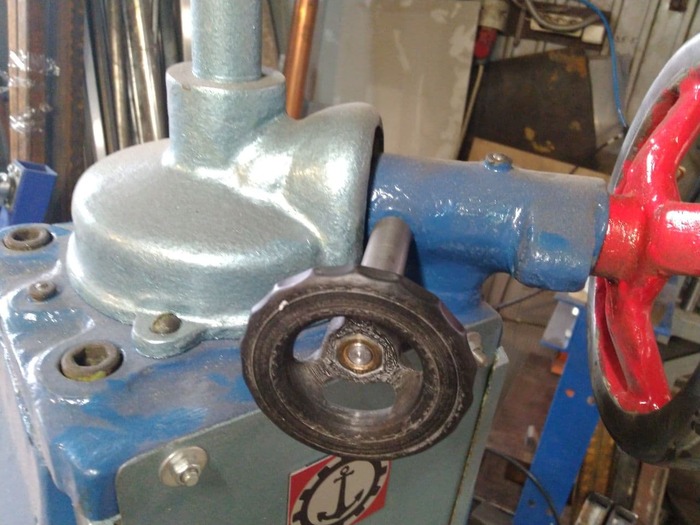
Полученную пластинку ставлю на поперечно-строгальный станок, т.к. фрезер был занят.
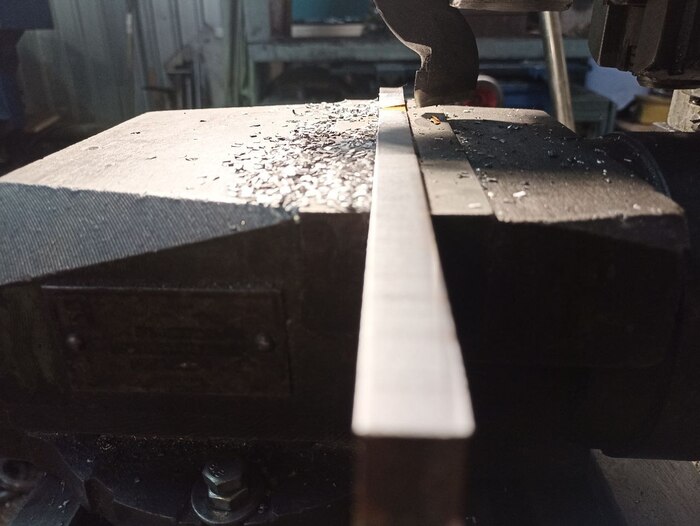
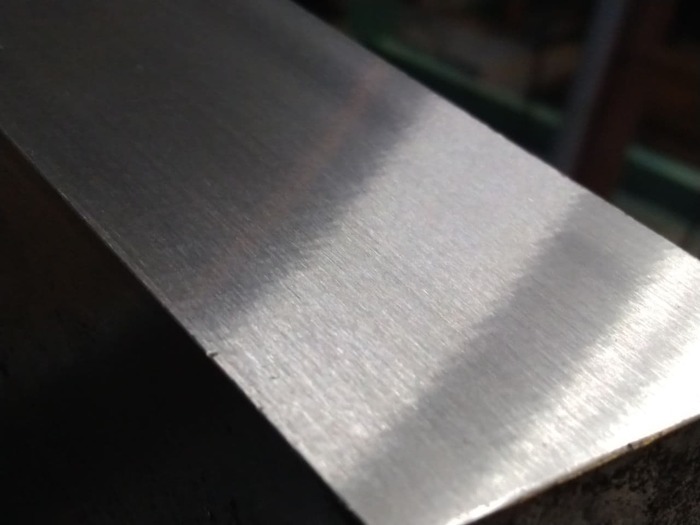
А уже прямоугольную заготовку шлифую. Ну и кто скажет, что это бывший металлолом?

Эрозия как раз завершила производство заготовок.

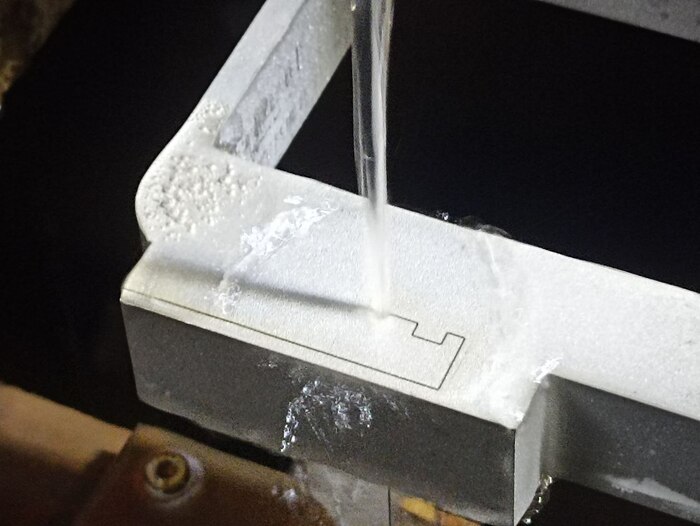
Теперь их надо прошлифовать в размер. Шлифую попарно в оснастке, сделанной из пластины с предыдущего фото:

Когда по ширине железячки подогнаны к оригиналу, приходит время фрезеровать радиус, который, собственно, и охватывает капсулу кофе. Для этого оснастка безжалостно режется пополам, подбирается нужная по толщине и диаметру дисковая фреза и погнали.
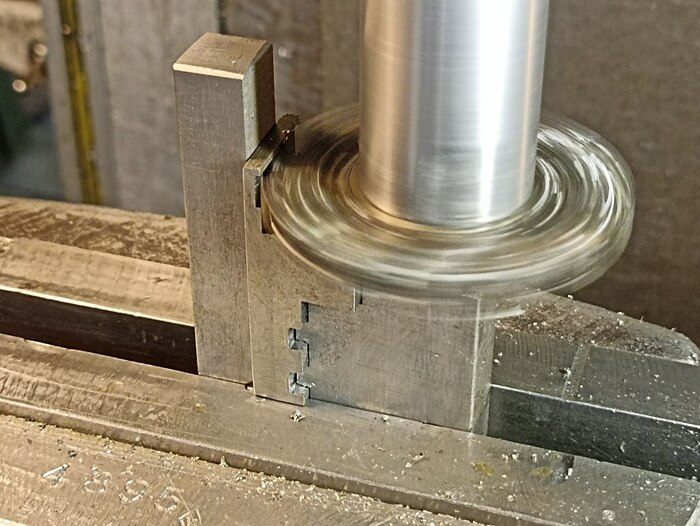
Получается примерно так:
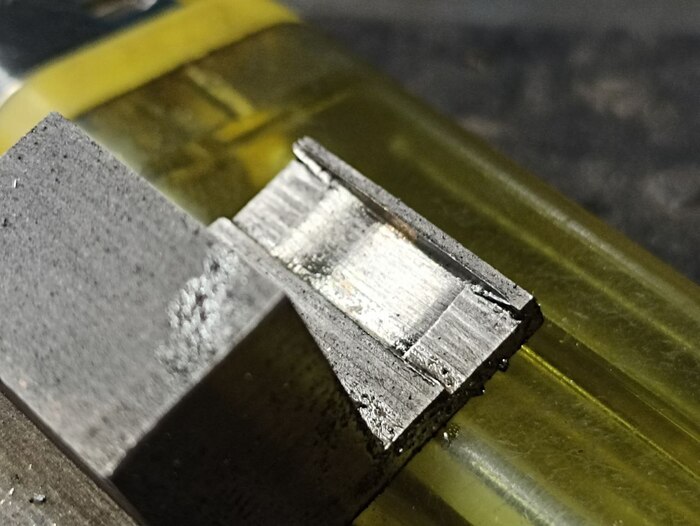
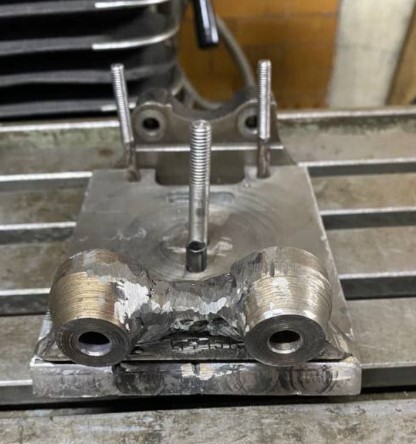
Ну и теперь сверление крепёжного отверстия и обнижение самой "хватательной" части:
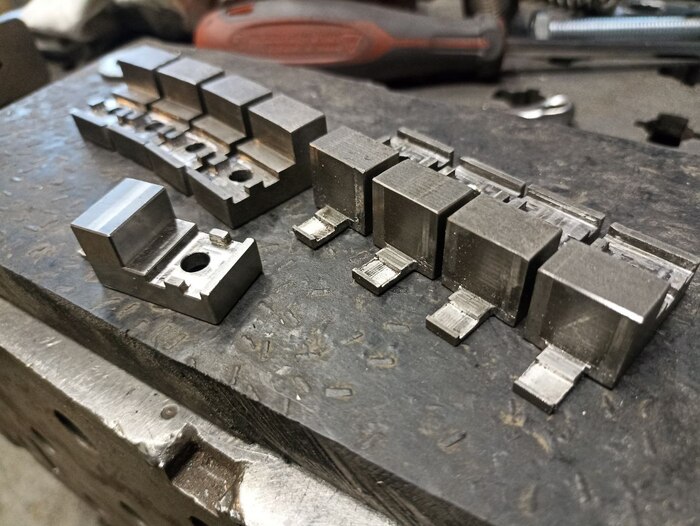
Надо же... Получилось. :)
Судя по тому, что делал я эти штуки в начале года и они до сих пор работают - видимо, получилось не так уж и плохо.
А для тех, кому это всё интересно не через полгода, когда меня из очередного бана по политоте выпустят, а вот прям в онлайне - в профиле ссылочка на телегоканал, где как раз политоты нету, зато много железа всякого.