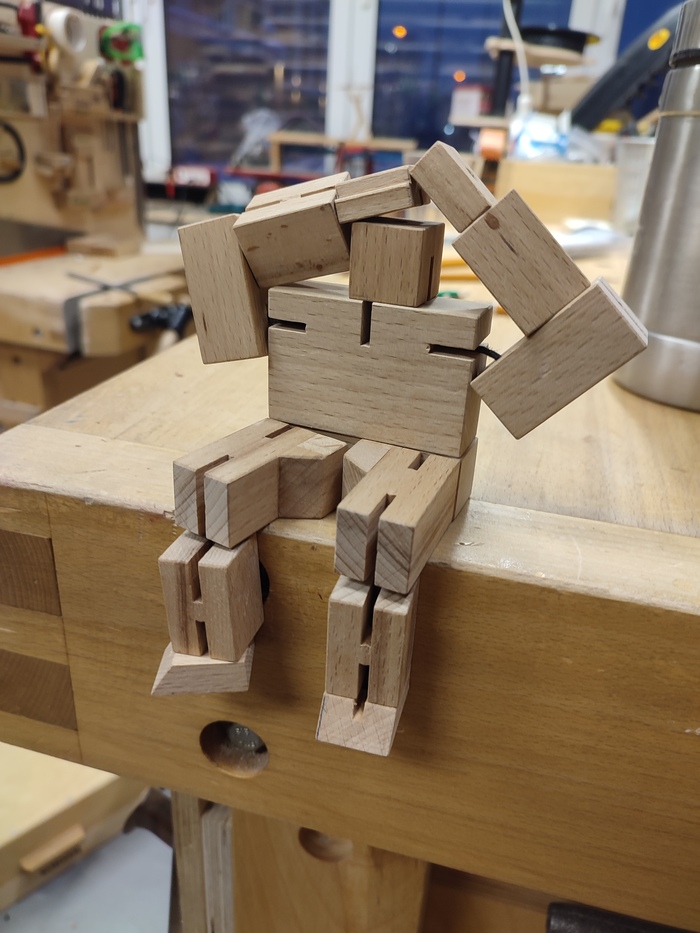
Примерно год назад впервые сделал пост на Пикабу про школьную столярную мастерскую. Внезапно пост собрал большой отклик, что послужило для меня мотивацией попробовать завести канал на соответствующую тему. Я был уверен, что вот оно - знак свыше, толчок, так мне необходимый, и сейчас я начну регулярно делиться школьно-столярной мудростью и хитростью. И даже как будто бы начало получаться, но потом новогодние каникулы закончились. Все надежды и начинания разбились о суровую действительность - в процессе дня ты занят преподаванием, а потом - сидишь квашней или работаешь дальше над чем-то ещё, и на ведение канала не хватает сил. Как я понял, это вообще обыденность для трудовиков - все заняты делом, и им (нам) даже не до цехового общения, чего уж говорить про активность в соцсетях. Чаще всего мы выглядим вот так:
Деревянный трансформер, дети иногда такого делают.
Но год прошел, каникулы снова наступили, и можно съездить в мастерскую - закончить рождественский подарок, свозить дочку, которая давно об этом просила, навести порядок перед следующим полугодием, ну и немного подвести итоги и рассказать, что в мастерской произошло за это время.
Дочка делает подарок маме - подставку для телефона.
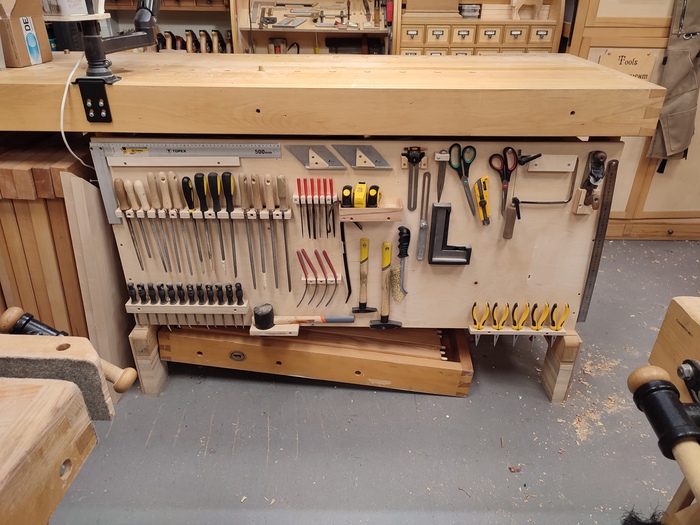
Самое основательное направление, в котором движется мастерская - добавление слесарной части. Мне хочется привнести в свои занятия больше материаловедения, металлообработки и серьезного конструирования, чтобы дети были более сведущи в технологиях, а не только в деревообработке. Достал из подвала токарник по металлу, заказал фрезерный, разнообразный слесарный инструмент. Разумеется, его необходимо разместить удобно и под рукой, и вот, что получилось:
Теперь сразу делаю трафарет, наношу краску
Инструментальные фартуки приросли сверху
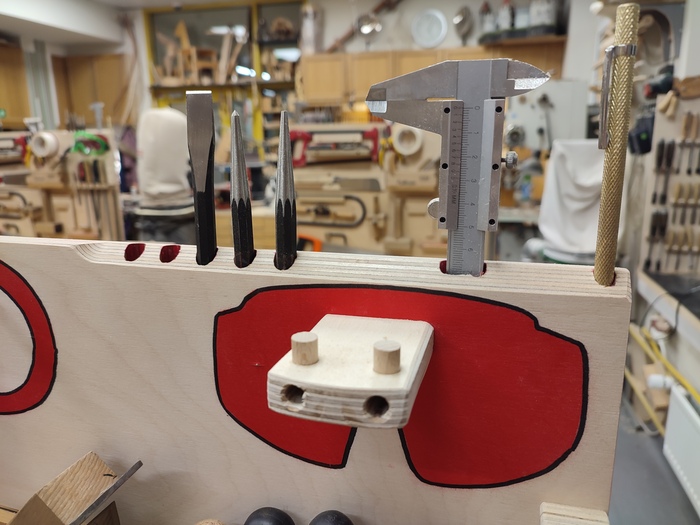
Подписать наименование инструментов пока не успел, к сожалению. Но очень доволен идеей, как сделать возможным восприятие инструментов, вставленных в фартук сверху.
Персональный набор - зубила, керн, выколотка, штангенциркуль, чертилка.
Чтобы при взгляде спереди ребенку были видны отверстия, куда нужно вернуть взятый инструмент, срезал верхнюю кромку под 45 градусов, а отверстия покрасил красным.
Необходимый элемент слесарной мастерской - слесарные тиски, которые тоже должны быть под рукой и у каждого свои. В итоге придумал такое решение:
1/3
Тиски прикреплены к фанерку с ребром, хранятся в верстаке сбоку
Слесарная мастерская пока не введена в работу - ещё предстоит закупить материалы, составить программу, освоить и ввести в эксплуатацию металлообрабатывающие станки. До этого постоянно не доходят руки, в углу мастерской - завал из инструмента по металлу, который ждёт своего часа.
Еще и склад в подвале упразднили, завалив меня разобранными верстаками, которым нужно найти место.
Но не слесарной единой, как известно. Сделал централизованную систему пылеудаления у станков, перекомпоновал их вокруг стружкососа:
1/2
Задвижки делал сам из фанеры
Сделал ящики для шпона, новую систему хранения для второстепенного инструмента:
Ящик номер раз. Шириной 60 см
Ящик в верстаке номер два
Вспомогательный инструмент
Модернизировал место для выжигания, чтобы выжигатель не мешались детям и не валялись державки.
Кронштейны для державок сделал низковато и не покрасил, придется снова переделывать
Ввел в эксплуатацию лобзиковые и шлифовальные станки, теперь на уроках как в цеху - рабочий шум.
1/3
Осциляционный шлифовальный станок тут временно.
Места не хватает катастрофически, детям нужно больше станков, а ставить некуда. Видимо, придется, верстак свой убирать. Каждый квадратный сантиметр мастерской чем-то занят, а оптимизации не видно конца.
Вот такой пестрый порядок
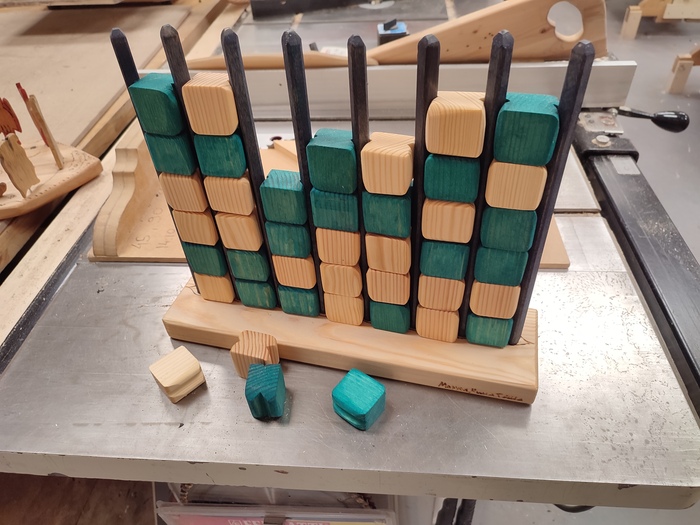
Несколько детских работ - в качестве учебных изделий коллективно работали над настольными играми для школы, чтобы на переменах дети не в телефоне сидели, а развивались. Игра дальдоза и 4 в ряд:
1/3
Игры из тех, которые ещё разнесли по школе
Хранение абразивов для шлифмашин и зона токарной обработки:
Длиннющий выдвижной ящик, очень удобно
Места для резцов есть, но оснастку разместил пока не всю
Конечно, одной школьной столяркой год не ограничился. Написал методические разработки (подробные пошаговые уроки с фото) для запуска тюменского Илона Маска проекта столярной мастерской-франшизы. Теперь по историям смотрю, работа у них кипит, радостно, что у детей появляется возможность попробовать деревообработку.
В общем, как и год назад, впереди - бесконечное море задач по созданию идеальной мастерской для детей и наработке педагогического опыта. Как говорил Оптимус Прайм, "пусть все у нас получится!".
12:00, суббота. Мой смартфон подаёт сигнал о том, что пора собираться. Обычно в это время я в домашней мастерской и готовлюсь к кружку. Автонапоминание помогает следить за временем и не опаздывать на занятие. Я не выношу опозданий, а точнее, не люблю заставлять учеников меня ждать. Быстрые сборы, 10 минут в пути, и я на школьной парковке.
Забегаю в школу за тридцать-сорок минут до начала занятий, в руках — неизменная сумка с токарными инструментами. Меня встречают дети, некоторые ждут начала кружка уже больше часа, ведь в субботу уроки заканчиваются у всех по-разному. Сразу сыплются вопросы: "Константин Валентинович, а что мы будем делать сегодня?", "А можно я буду работать за этим станком?", "А я сегодня успею сделать две работы?", "А летом у нас будут занятия?" и так далее, и так далее...
В каждом крупном городе мира есть множество школ: хорошие и не очень, большие и обычные, частные и государственные, элитные или неприметные. А есть и другие школы, в которых всё необычно — и в этом их уникальность. В одной из таких школ города Казани вот уже почти год существует токарный кружок. В отличие от остальных школ, эта школа не имеет номера, но зато имеет своё имя — "СОлНЦе" (специализированный олимпиадно-научный центр). Кружки есть во многих школах, и в СОлНЦе есть множество кружков, но далеко не каждая школа может похвастаться тем, что у неё есть токарный кружок. Конечно, уроки технологии, столярные классы и даже станки с ЧПУ есть почти в каждой школе, а вот именно токарного кружка, как в СОлНЦе, нет нигде. И вообще, что знают обычные люди о токарном искусстве? Не так много, наверное: все знают, что на токарном станке можно изготовить матрёшку, кто-то помнит, что центр производства матрёшек в нашей стране — это город Семёнов в Нижегородской области, а ещё на токарном станке можно выточить скалку, толкушку или солонку. Наверное, на этом всё.
Наш токарный кружок — это не урок технологии, и мы не привязаны к учебной программе. Ученики вместе со мной занимаются любимым делом, попутно постигая тонкости работы на токарном станке и создают маленькие произведения искусства своими руками. Уроки построены таким образом, чтобы каждый ученик с любым уровнем подготовки уходил с занятия с законченным токарным изделием. Конечно, это могут быть очень простые токарные работы, но они сделаны самостоятельно.
Идея организовать токарный кружок возникла спонтанно: мы просто общались с директором, и я поделился своими достижениями в том, в чем очень хорошо разбираюсь — о токарном искусстве. Так появился токарный кружок: без постоянного кабинета, без понимания, каким он должен быть и чему там учить, без уверенности в том, что это вообще будет интересно современным детям. Не могу сказать, что начинать было просто. Ранее мне довольно часто приходилось вести токарные мастер-классы среди сообщества токарей или на столярных фестивалях, но я никогда никого не учил работать на токарном станке, тем более детей.
Для кружка школа закупила три новеньких токарных станка, и, конечно, задача заключалась не только в том, чтобы организовать детей и сделать так, чтобы они приходили с удовольствием, но и сделать так чтобы работа была безопасной. А ещё я с удивлением узнал, что у детей сейчас нет урока черчения, и они не понимают чертежи и обозначения на них. А на уроках технологии не учат работать со штангенциркулем и измерительными приборами.
Однако самой сложной задачей оказалось постоянно удивлять и придумывать новые увлекательные токарные проекты. Мне показалось довольно скучно, если мы пойдём по пути изготовления примитивных токарных работ, подобных скалкам — это слишком просто. Вместо этого мы создаём волчки, ёлочные игрушки, свистки, карандаши с вечным грифелем, волшебные палочки и множество других простых и интересных токарных проектов, ориентированных на детское творчество.
Постепенно упорство, слепая вера в успех и яркие проекты начали приносить свои плоды. Просто удивительно, как дети с горящими глазами и огромным удовольствием работают на взрослом токарном станке. Удивительно, что кружок оказался интересным не только для мальчиков, но и для девочек. Возможно, это связано с тем, что у нас нет оценок, и мы не зацикливаемся на безупречной правильности работы с токарными инструментами. Все довольно просто: если у ученика не получается работать одним инструментом, мы просто берём другой, а потом постепенно учимся и пробуем снова. Главное, что дети открывают для себя новый мир, где можно своими руками сделать что-то красивое.
Наш кружок работает один раз в неделю, одновременно может прийти до 15 детей разного возраста. В течение двух уроков три станка работают практически без остановки, дети сменяют друг друга и спорят за очередь, кто за кем занимал. Иногда в течение этих двух часов я устаю сильнее, чем за целый день, проведённый на работе. Но когда я вижу, что дети искренне радуются своим изделиям, мгновенно забываю об усталости и горжусь своими учениками.
Да, это довольно странная идея — организовать токарный кружок в современной школе, ведь очевидно, что это никак не сочетается с наиболее популярными профессиями, такими как IT-специалист или юрист, экономист или врач. Казалось бы: зачем вообще это нужно и как это пригодится в будущем? Но наш кружок создан для не только для развлечения, маленькими шагами мы постигаем искусство через собственные руки, учимся работать с инструментами, измерительными приборами, учимся исправлять ошибки.
Подводя итоги этого учебного года, стоит отметить, что как минимум трое из пятнадцати учеников уже покупают себе домой токарный станок и хотят, чтобы это стало их постоянным увлечением. Хотя довольно сложно представить в 2025 году, что ученик средней школы за хорошие оценки попросит у родителей токарный станок вместо нового смартфона.
Токарное искусство — это прекрасное хобби, и таким увлечением могли с гордостью похвастаться многие монархи в XVII-XVIII веках. В настоящее время всё больше успешных людей по всему миру выбирают себе в качестве хобби именно токарную мастерскую, ведь это не только очень увлекательно, но и позволяет создавать удивительные предметы своими руками.
Константин Гусев Исследователь токарного искусства. Руководитель токарного кружка в школе "СОлНЦе"
Хотел бы рассказать о своем подходе в вопросах обучения детей технологии.
Я долго читаю пикабу, и иногда целенаправленно ознакамливался с воспоминаниями и мнениями пикабушников касательно трудов в школах, сравнивал со своими воспоминаниями. Если резюмировать: трудовик был или алкоголиком, который никому ничего не научил, кроме как косяки забивать, либо это был МУЖИК, который рыкал на балбесов, метал молотком, громом и молниями, и вдолбил-таки в голову нерадивым спиногрызам полезные навыки, за которые ему благодарность теперь, спустя долгие годы. Первый вариант описывали гораздо чаще; разумеется, были и отдельные случаи - как совсем плохие, так и наоборот.
Фото из открытых источников, не моё
Однако, во всех случаях почти неизменна образовательная составляющая - а именно, что делали и чему учили трудовики. И в подавляющем большинстве это что-то, что детям совершенно неинтересно - крючки, вешалки, скалки, табуретки (да, табуретки интересны единицам) и т.д. Зачастую эти изделия дети даже не получали - их изымали преподаватели и использовали в своих или школьных целях.
А между тем, на мой взгляд, в заинтересованности детей кроется ключ не только к успешному образовательному процессу, но и к безопасности участников процесса, сохранности оборудования и инструмента, и к правильному осмыслению своих возможностей и стремлений детьми вообще!
Навыки деревообработки (металлообработки) неизменны для изготовления любого изделия. И просто подбирая тему, интересную детям, можно увлечь их процессом, что сделает процесс усвоения знаний значительно более простым для педагога.
Приведу конкретный пример работы одного триместра. Стояла задача научить детей: работе стружком, точному пилению, точной разметке и сверлению, работе стамеской в полостях, финишной обработке и декорированию. Для решения этой задачи я выбрал тему коробочек в стиле инро - это японские коробочки для печатей, настоящие произведения искусства. Вот, например:
Они часто состоят из нескольких секций, но мы остановились на одной секции с крышкой
Тема одна для всех, заготовки тоже практически одинаковые, а вот стиль и метод оформления учащийся выбирает сам. Я показываю примеры таких работ, рассказываю, подсказываю - остальное делают дети, какой-то определенный стиль я им не диктую. Ну и в процессе перед ними я делаю ту же работу, создавая свою коробочку-инро, демонстрируя методы работы.
В итоге у детей получается это:
Общее фото
Причал и море. Выжигание, немного резьбы, немного морилок.
Закатный дождь - контурная резьба и морилки
Керамическая плошка с лапшой
Инро из красного дерева, стилизованное выжигание
Стилистика прям японская получилась, сакуры на переднем фоне, горы и солнце
Просто сом в бурунах воды
Бонсай
Лапша-вок в стаканчике
Тут уже более глубокая рельефная резьба, морилка, выжженный самурай
Немного контурной резьбы и морилки - очень стильно
Почти самая сложная работа - непростая форма, отдельно изготовленные ушки, ученик много сил потратил
Это попытка подражать конкретному изображению на инро, резьба, морилки
Цветки
Сочетание цветов очень вкусное
Тоже красное дерево и несколько стилей резьбы
Дагон протянул свои щупальца!
Стильная работа - красное дерево и тиковая вклейка с выжженной надписью
Каждую работу хочется оставить себе, прям очень. Но дети забирают их с собой, унося материальный результат освоения определённых навыков.
Конкретно эти работы выполнены учениками 5-6 классов, она не слишком велика, но достаточно трудоёмка.
Пока пишу не слишком подробно, чтобы не перегружать посты, скажите, если зря (=
Всем привет! Вот я и приблизился к объяснению процессов нанесения ЛКМ. Распишу подробнее что это, как и с чем едят (конечно кушать их не нужно это вредно). Постараюсь объяснить максимально подробно (это не быстро) постараюсь сильно не душнить (но это не точно), разобью на несколько статей, так что наберитесь терпения)
Начнем с того, что при работе с ЛКМ (даже если у них водная основа) всегда используем средства индивидуальной защиты, ВСЕГДА! ВСЕГДА! ВСЕГДА!
В СИЗ входит:
Малярный костюм с капюшоном
перчатки нитриловые, а лучше повышенной стойкости к ацетону
Респиратор полумаска, а лучше полнолицевой
Очки
закрытая обувь
Это очень важно! При контакте разбавителя с голой кожей, проникновение веществ в кровоток происходит за считанные секунды (в этом списке и водные материалы). Здоровья нам это не добавляет.
Не пренебрегаем, максимально защищаемся.
1/5
Стартер пак маляра
Плёнкообразование - это база!
Как известно, лакокрасочные материалы (ЛКМ) обладают двумя состояниями: в жидкой форме в банке при доставке и превращаются в твердую пленку на окрашенной поверхности. ЛКМ - это комплексные смеси полимеров, которые после нанесения проходят через различные физико-химические изменения. Независимо от разнообразия состава и свойств ЛКМ, все они проходят ключевую стадию - процесс "плёнкообразования". Именно с его описания следует начать изучение характеристик ЛКМ в мебельной покраске.
Пшик и у тебя пленкообразование
Когда мы наносим лак или краску на поверхность мебели, мы инициируем процесс формирования пленки. Этот процесс начинается с испарения растворителя (или воды в водорастворимых материалах), что оставляет за собой смесь плотно упакованных полимерных цепей или пигментов. Со временем, эти цепи вступают в реакцию с кислородом воздуха или друг с другом (в случае с двухкомпонентными системами), уплотняясь в устойчивую плёнку.
Для понимания, как работают лакокрасочные материалы, следует помнить, что они содержат смолы и растворители, которые обычно состоят из нескольких жидкостей с разной степенью летучести. Разбавитель и отвердитель играют важные роли в рабочей смеси двухкомпонентных лакокрасочных материалов.
Разбавитель в ЛКМ используется для изменения вязкости смеси, что делает ее более легкой для нанесения, с помощью разбавителей мы корректируем такие факторы как температура окружающей среды и растекаемость материала, формируем нужную шагрень или красим в зеркало. Разбавитель — органическое вещество класса сложных эфиров (например: бутиловый эфир уксусной кислоты бутилацетат), органический растворитель содержит жидкости, которые испаряются после нанесения ЛКМ, помогая пленкообразованию. Важно отметить, что летучесть разбавителя может отличаться от летучести растворителя основного ЛКМ, что может влиять на процесс высыхания и образования плёнки. Как только материал наносится, начинается испарение разбавителя, что критически важно для образования пленки: слишком быстрое испарение может привести к неравномерности и пористости, слишком медленное — к загрузке поверхности пылью (почти все глянцевые покрытия долго сохнут, ниже мы поймем почему).
Отвердитель, с другой стороны, способствует химической реакции, которая приводит к отверждению ЛКМ. Он может содержать свои собственные растворители, которые также испаряются после нанесения. Химические процессы, запущенные отвердителем, продолжаются даже после того, как плёнка начинает твердеть, и обычно завершаются через неделю после нанесения. Существуют также ЛКМ, которые отверждаются под действием УФ-излучения в течение нескольких секунд.
Краска под микроскопом ИИ
Формирование пленки.
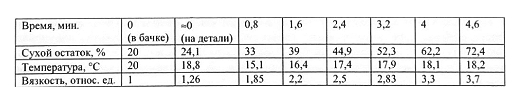
Сразу после нанесения ЛКМ на окрашиваемую деталь начинаются различные процессы. В приведенной ниже таблице содержится экспериментальная зависимость параметров НЦ лака от времени при нанесении распылением.
НЦ лак, также известный как нитролак или нитроцеллюлозный лак, это вид лакокрасочного материала, который является результатом соединения сложных азотных и кислотных эфиров целлюлозы. Этот лак обычно используется для защиты деревянных предметов мебели. НЦ лаки отличаются своей быстрой сушкой и подходят для деревянных и металлических оснований, но химстойкость и толщина слоя (сухой остаток) у них низкие.
Таблица
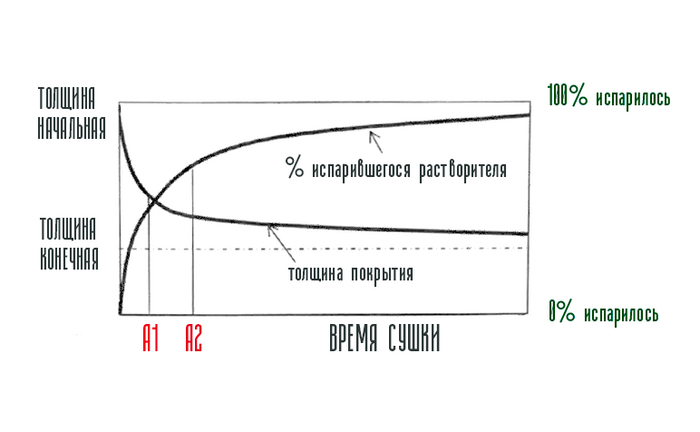
Как видно из таблицы вязкость лака возрастает на четверть уже при переходе из бачка пистолета на окрашиваемую деталь. Затем, за 1,6 минуты, вязкость и сухой остаток увеличиваются примерно в два раза по сравнению с параметрами материала в бачке. В этой таблице также отмечено интересное наблюдение: температура лака снижается примерно на 5°С из-за резкого расширения при распылении и последующего испарения растворителей. На графике ниже представлены обобщенные кривые испарения растворителей и изменения толщины нанесенного слоя лака в процессе сушки. Из графика видно, что в процессе сушки и образования пленки можно выделить три ключевые стадии. На первой стадии - от момента нанесения лака до момента А1, когда начинается сушка от пыли - происходит испарение растворителей из жидкости с открытой поверхности. На этом этапе наблюдается наиболее активное уменьшение количества растворителей и быстрое снижение толщины покрытия, что сопровождается быстрым ростом вязкости лака. В первую очередь испаряются наиболее летучие компоненты, что вызывает очень быстрый рост вязкости.
Рисунок 1. Зависимости количества испарившегося растворителя (справа) и толщины покрытия (слева) от времени сушки толстого слоя лака
После нанесения в приповерхностном слое начинаются процессы отверждения и в момент А1 (график) образуется тонкая поверхностная корка, поэтому этот период и называется длительность сушки от пыли, обычная величина её около 10 минут.
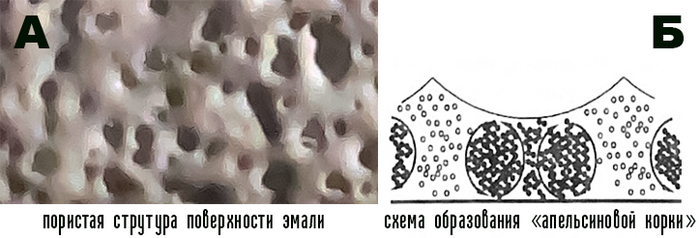
Появление поверхностной корки резко снижает скорость испарения растворителей. Далее корка растёт вглубь и постепенно в гелеобразное состояние переходит весь слой лака. При испарении жидкого материала изнутри объёма, ограниченного сверху коркой, возникают стягивающие силы параллельные поверхности. Поскольку лак сцеплен с древесиной, возникают напряжения, однако, пока слой ещё подвижный, эти напряжения не накапливаются. Стягивание, усадка внутреннего объёма лакового слоя в направлениях параллельных поверхности при наличии сверху подсушенной плёнки приводит к формированию микропористой структуры, тем более пористой, чем меньше конечный объём ЛКМ по отношению к начальному (рис. 2А).
Резкая неоднородность распределения компонентов ЛКМ в сохнущем слое приводит к возникновению внутренних потоков (растворители поднимаются вверх, смолы опускаются вниз) которые могут разбить даже первоначально ровно растёкшийся слой на ячейки с чередованием приподнятых и опущенных участков, «апельсиновая корка» (рис. 2Б). Если после испарения быстрых фракций растворителя слой ЛКМ остаётся достаточно текучим, то возникшая ячеистая структура поверхности разглаживается
Именно так работают глянцевые материалы, чтобы поверхность получалась максимально ровной.
1/2
рисунок 2
Полимеризация плёнки также сопровождается уменьшением объёма, стягиванием её вдоль поверхности. Процессы снятия напряжений происходят относительно медленно. Чтобы напряжения не накапливались, сушка не должна происходить быстрее их. Момент А2 (рис. 1) - время сушки наотлип, к этому моменту весь слой теряет подвижность, не проминается пальцем. Дальнейший выход растворителей из набирающей прочность плёнки происходит очень медленно. увеличиваются усадочные напряжения, покрытие может перейти в стеклообразное состояние, хотя в нём ещё длительное время удерживаются остатки растворителей, в основном высоко и среднекипящих. После достижения стеклообразного состояния возможна шлифовка. Усадка продолжается даже после шлифовки. Процесс набора твёрдости может идти около недели и даже больше. Очень часто бывает, что материалам не уделяется должное время на сушку, их быстро шлифуют и покрывают следующим слоем, а потом удивляются, как из гладкой поверхности получилась кожа морщинистой бабки, причем за очень небольшой промежуток времени. Время сушки до складирования, которое указано в техничке к материалу, определяется условно по достижению некоторой твёрдости - на глазок. Продолжительность сушки зависит от толщины слоя ЛКМ, но для различных химических разновидностей материалов по-разному. На всякий случай повторюсь: в толстых слоях ЛКМ появление поверхностной корки мешает испарению разбавителей из нижних слоёв, и продолжительность полного испарения разбавителей возрастает с ростом толщины слоя.
Обычно у полиуретановых материалов срок сушки до последующего шлифования или складирования примерно пропорционален толщине нанесённого жидкого слоя. У полиэфирных материалов с растворителем, участвующем сополимеризации, срок технологической сушки слабо зависит от толщины слоя.
Еще нужно учитывать не совсем очевидную зависимость продолжительности сушки от влажности воздуха: при относительной влажности воздуха около 80% сушка потребует в полтора раза больше времени, чем при влажности 30%. Причина этого заключается в том, что влага из воздуха занимает микроканалы, по которым происходит удаление разбавителей из слоя на завершающих этапах сушки. Имеются способы ускоренной сушки, при повышенной температуре. Повышение температуры в камере сушки на 10°С сокращает время сушки органоразбавимых ЛКМ примерно в 2 раза. Ускоренная сушка обычно включает в себя три этапа: обдув при 20°С 15-20 минут, затем выдержка при повышенной температуре 50-60°С около часа и охлаждение до 20°С тоже около 20 минут (это всяко быстрее 6-8часов при температуре 20°С). Длительность этапа обдува при 20°С обычно близка к параметру А1 времени сушки от пыли (смотри график). Повышение температуры в этот период опасно, т.к. интенсивное испарение большого количества растворителей может привести к пузырению, формированию неровной поверхностной плёнки и еще куче других дефектов. Изделия из некоторых пород древесины нельзя сушить при слишком высокой температуре, например, у хвойных при 45°С начинается разложение смол.
ИК СУШКА
Один из крутых способов сушки является сушка инфракрасным (ИК) излучением, оно хорошо поглощается слоем ЛКМ и подложкой. Как правило используется коротковолновое ИК излучение (NIR - лампы). При этом весь нанесённый слой материала быстро и интенсивно прогревается снизу, от основания, в отличие от обычной сушки с нагревом сверху. Однако, предварительный обдув при 20°С здесь также необходим чтобы не вскипело. Во время сушки происходят разнообразные процессы: физическое сцепление макромолекул и химические реакции полимеризации (происходят без выделения побочных продуктов: полиэфирные, полиуретановые, акриловые ЛКМ) или поликонденсации процесс синтеза полимеров из полифункциональных (чаще всего бифункциональных) соединений, обычно сопровождающийся выделением низкомолекулярных побочных продуктов (который должен удаляться при сушке - например, формальдегид для материалов кислотного отверждения, вода или спирт). Полимеры в плёнке образуются, как правило, из олигомеров (молекула в виде цепочки из небольшого числа одинаковых составных звеньев) веществ с небольшой степенью полимеризации (молекулярная масса до 5000) и мономеров молекул, не объединённых в полимерные структуры. Полимеризация и поликонденсация приводят к уменьшению объёма участвующих веществ, что вносит существенный вклад в процессы усадки. Нитроцеллюлозные и однокомпонентные водоразбавимые материалы образуют плёнку в основном за счёт испарения разбавителей, реакций при этом не происходит, т.е., между молекулами в плёнке образуются не настоящие химические связи, а физические контакты, зацепы. Качество получившегося покрытия в значительной степени зависит от температуры сушки. Повышение температуры приводит к более плотной сшивке молекул поперечными связями и в результате - к повышению твёрдости, влагостойкости и других показателей покрытия. Существует характерная для каждого материала плёнкообразующая температура. Использование материала при температуре ниже этой температуры приводит к критическому ухудшению качества покрытия. Сформированная лакокрасочная плёнка при нормальных температурах находится, как правило, в стеклообразном, твердом состоянии. При повышении температуры плёнка, сформированная из молекул, переходит высокоэластичное состояние (наподобие каучука), а затем уже в вязкотекучее (разжижается). Материалы, обладающие таким свойством, называются термопластичными. У качественных термопластичных плёнкообразователей (НЦ, 1К водные) температура перехода в высокоэластичное состояние должна немного превышать максимальную температуру эксплуатации, а температура перехода в вязкотекучее состояние должна быть как можно выше. Термопластичность характерна также для многих материалов (полиуретаны, полиэфиры, акриловые) как временное состояние при не завершённом процессе полимеризации.
Термопластичность это норма
Процесс полировки покрытий наилучшим образом происходит именно в этом состоянии. Чтобы заблестело нужно погреть)
ФУУХ! На этом пока достаточно
Спасибо всем, кто дочитал! За сим откланиваюсь, до скорых встреч!
Путь трушного маляра по дереву начинается с основ. Для полного понимания технологии окраски, нужно "шарить" в материале, который красишь! ЛуШуШенг
Начнем с того, что у деревьев ствол стебель)
Всё, на этом закончим!
Шучу ).
Дерево, массив, основа.
Наш взгляд на древесину сосредоточен, в основном, на текстуре поверхности (потрогать, погладить), её красоте и её дефектах, на способах окраски, позволяющих ВЫЯВИТЬ и подчеркнуть красоту, а также ЗАМАСКИРОВАТЬ и спрятать дефекты. Но нужные нам поверхности деревянных изделий, исходно, находятся в толще древесного ствола (стебля). Поэтому начинать знакомство нужно изнутри.
- Сестра, топор!
1/2
картинки с инета
Древесину получают из деревьев!
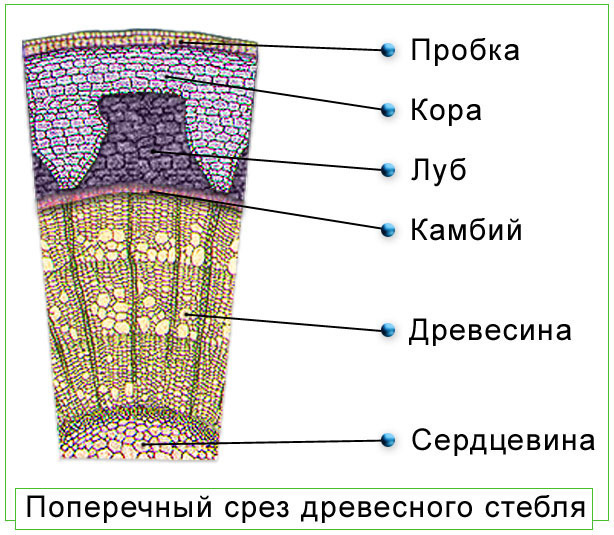
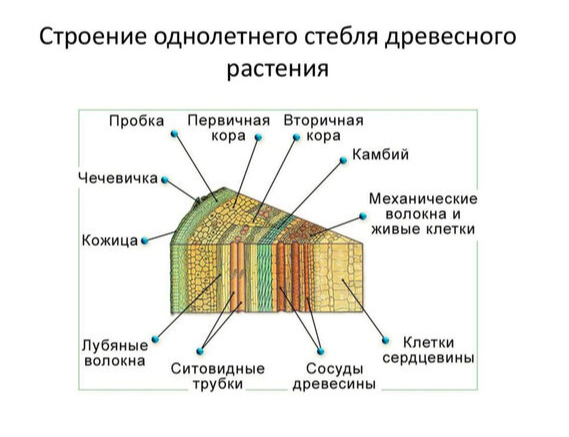
Здесь мы увидим несколько разных слоёв: кора, которая защищает внутренние ткани; флоэма или луб (внутренняя кора), через которую сок поступает к листьям; камбий - тонкий слой размножающихся клеток, который с наружной стороны генерирует клетки флоэмы, а с внутренней - самой древесины; и, наконец, собственно древесина. Этот слой состоит из серии концентрических кругов (годовых колец) образованных камбием. По кольцам можно судить о периодах активности растения. Внутри каждого годового кольца можно обнаружить часть древесины, которая была образована в весенний период (её называют ранней или весенней древесиной) - она рыхлая, пористая. Древесина, образованная в летне-осенний период (она известна как поздняя или осенняя древесина), как правило темнее, плотнее и прочнее. У лиственных пород разница в твёрдости ранней и поздней древесины годовых колец может выражаться величиной 1.5...2 раза, а у хвойных - 5...6 раз. У равнопрочных пород (например, у бука) эта разница не так существенна и это напрямую влияет на окраску. Самая старая древесина находится в центре ствола и называется древнесина сердцевина. Эти ткани уже не являются живыми. Сердцевина имеет небольшой диаметр (до сантиметра) и часто является центральной осью ствола. На радиальном разрезе она имеет вид узкой коричневой полоски. У ядра обычно более тёмная окраска, чем у остальной древесины, окраску, ткани ядра также состоят из мертвых клеток, оболочки которых мaлопроницаемы. Это обеспечивает жесткость, устойчивость и эффективную защиту против биологических вредителей - насекомых и грибков. У зрелых деревьев ядровая часть значительно преобладает по объёму над всеми остальными слоями. Ответственные детали мебели желательно изготавливать из ядровой части. Часть древесины между ядром и камбием носит название заболонь. Сюда поступают древесные соки, и здесь хранятся питательные вещества. Этот слой подвержен атакам биологических вредителей в гораздо большей степени, чем ядро. Заболонь с ядром иногда сложно различить (например, у бука и берёзы они одного цвета). Ширина заболони обычно невелика - от нескольких см до 10 см (сосна).
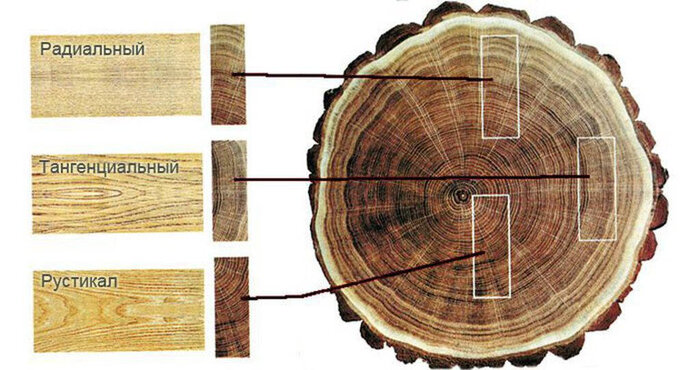
Есть несколько способов, с помощью которых можно распустить деревянный ствол. Поперечный срез выполняется путем пиления в направлении, которое пересекает ось роста дерева. Радиальный срез, с другой стороны, осуществляется путем пиления вдоль ствола через его центр, при этом требуется, чтобы угол между годовыми кольцами и плоскостью был не меньше 60 градусов. Количество древесины, которое можно получить этим способом, составляет от 10% до 15% объема ствола. Тангенциальный срез обеспечивается продольным пилением, которое не проходит через центр ствола. Полурадиальный срез является промежуточным вариантом и требует, чтобы угол между годовыми кольцами и плоскостью был не меньше 45°. Чтобы определить тип среза, нужно взглянуть на торец детали.
Дерево мы распилили, а теперь взглянем на поверхность, с которой нам предстоит работать дальше. На плоскость выходят разрушенные (перепиленные) клетки древесины. Про эти клетки полезно знать несколько вещей. Клетки - это микротрубочки с плотными стенками и почти пустой сердцевиной. Клетки направлены вдоль ствола, плотные стенки клеток пронизаны микрокапиллярами. По этим микрокапиллярам могут растекаться лакокрасочные материалы (ЛКМ), однако нерастворимые частицы, содержащиеся в ЛКМ, через микрокапилляры могут и не пройти. В весенней части годовых колец стенки клеток тоньше, а пустоты больше, чем в осенней части, поэтому поверхность доски имеет чередующиеся области с разной впитывающей способностью. В основном направлении клетки скреплены между собой сильнее, чем перпендикулярно ему, что проявляется в образовании характерных древесных волокон. Обрывки этих волокон, выходящие на поверхность, образуют так называемый ворс. Ворс бывает крупный, удаляемый шлифовкой и микроворс, появление которого сопровождает любую операцию шлифовки. Этот ворс удаляется только шлифовкой нанесённого грунта. (более подробно об этом позже).
У лиственных пород деревьев кроме клеток в структуре имеется много обеспечивающих опору плотных волокон - они впитывают слабо, и пустотелых сосудов с диаметром до 0.4 мм - они на срезе проявляются как поры в ранних слоях древесины.
Сердцевинные лучи - это отходящие от сердцевины плотные вытянутые структуры, обладающие тёмным цветом на тангенциальном срезе и специфическим блеском ни радиальном срезе. Они придают древесине эффектность и ценность. У бука/дуба на срезах, отличных от радиального они видны, как тёмные полоски, а на срезах близких к радиальному как светлые, блестящие пятна на тёмном фоне поздней древесины. Торцы сердцевинных лучей могут разбухать после нанесения ЛКМ, это нужно иметь ввиду.
На сегодня достаточно надушнил! Аплодирую тем, кто дочитал, вы крутые, я вами горжусь!
В следующей статье поговорим, про масляные кармашки, танины, плесень, грибок и всякие бяки, что мешают нам лайтово красить.
При написании статьи я использовал: интернет, свой опыт и справочник технолога по отделке мебели.
Второй год смотрю на вырезанные из фанеры ночники, новогодние светильники и подобное.
Хотелось бы тоже попробовать делать что-то такое.
У одного из родственников свое предприятие деревообработки, прошедшим лето работала у него, по документам написано помощницей оператора ЧПУ. По факту у него несколько операторов, с учениками, я прибиралась в цехах, бытовках, бегала за кофе и обедом, разбиралась с бумажной документацией.
То есть это мой родственник, объяснила ему, что хотелось бы попробовать работу с ЧПУ, посмотреть, что это, и по факту не то что к станкам не подпускали, но даже и теории взять было негде.
После лета он сказал "ну что, не особо понравилось на заводе? все с этого начинали".
Из того несколько вопросов.
Первое. В нашем городе есть вакансия в типографию, в ней указано что работа с ЧПУ, с обучением. Если пойти туда, то начальный принцип ЧПУ будет понятен, то есть имеется что-то общее для всех ЧПУ?
Второе. Весной на завод металлобработки набирают учеников по работе с ЧПУ. Там покажут, как работают станки, или у них тоже будет подметалово и документы?
Третье. Или мне лучше купить сейчас маленький станок, и попробовать разобраться самой, дома учиться работать на нем? В смысле, есть маленькие станки с рабочей зоной 30*18 см, которые режут и гравируют на несколько мм.
Или продолжать искать что-то, где учат? А где искать?
Пока я посмотрела несколько обучающих видео. Вручную резала доски и сувениры из мыльного камня
Приветствую мастеров и мастериц. Очень хочу научиться работать с деревом, в частности недавно пришла годная, на мой взгляд, идея "деревянного" бизнеса. Ищу качественные обучающие материалы - книги, ютуб каналы, сайты, что угодно. Ещё может кто подскажет, где взять хороший инструмент, где брать бруски (для моей задумки нужны достаточно крупные и с большим сечением. Искал, но не нашел тех, что бы мне подошли). И вообще все, что может помочь новичку. Также буду рад советам из жизни. Заранее всем спасибо.