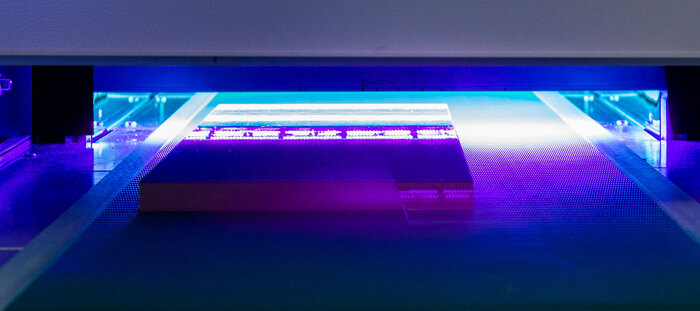
Рыцарь ультрафиолета преклонил колено перед избранными фотополимеризуемыми
Всем привет, желание написать этот пост долго формировалось в моем мозге. Битва с ленью была нешуточной. Я не работал с этими материалами (кроме УФ отверждаемой смолы во время реставраций), а значит к их изучению придется приложить усилия, а мне так неохота!
Всю волю в кулак
Для ЛЛ: под фиолетовым светом жидкое становится твёрдым
Фотополимеризуемые лакокрасочные материалы (УФ-отверждаемые ЛКМ)
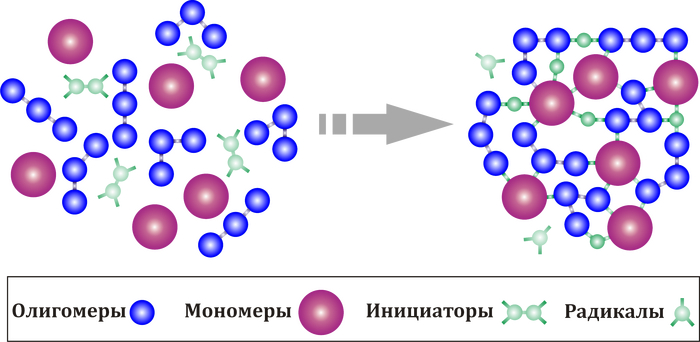
Они представляют собой группу материалов, содержащих фотоинициатор. Их отверждение происходит под воздействием ультрафиолетового излучения, направляемого на поверхность специальными УФ-лампами. Полимеризация мономеров и олигомеров в связующем инициируется радикалами, образующимися при облучении фотоинициаторов УФ-светом.
Связи решают
Мономеры и олигомеры, имеющие не менее двух двойных связей на молекулу, после их разрыва радикалами образуют трехмерную сшитую структуру. Наиболее широко применяются акриловые, полиэфирные и водоразбавимые УФ-отверждаемые ЛКМ.
В голову пришла интересная ассоциация "В политике термин "радикалы" используется для описания людей, групп или движений, которые выступают за кардинальные, крайние изменения в обществе, экономике или политической системе. Они часто отвергают постепенные реформы и выступают за быстрые и глубокие преобразования, иногда даже с использованием насильственных методов. Радикалы могут быть как левыми, так и правыми, и их идеологии варьируются в зависимости от контекста."
Но мы то знаем, что во всем виноват ретроградный меркурий! Продолжим...
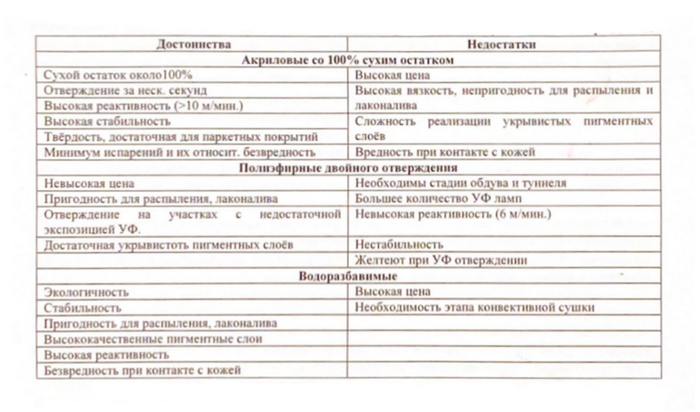
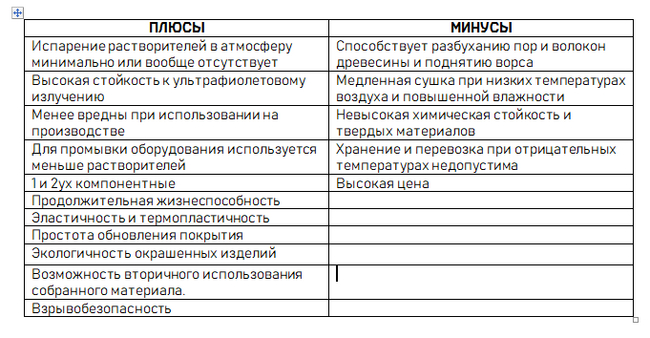
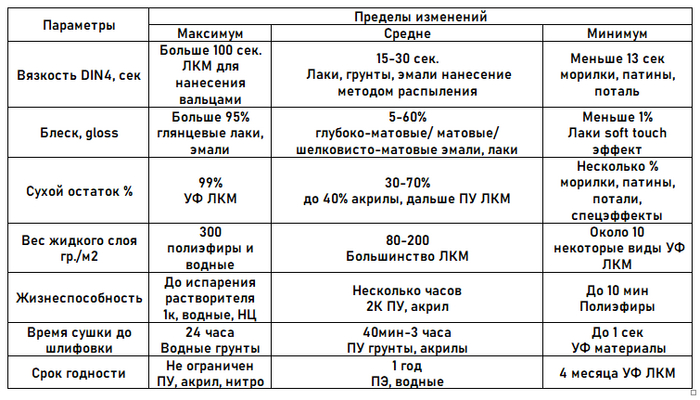
Свойства различных материалов УФ-отверждения отражены в таблице
Акриловые материалы отличаются высокой реакционной способностью и возможностью получения 100% сухого остатка, что обеспечивает быстрое отверждение и высокую скорость обработки на автоматических линиях (до 10 м/мин для крупных изделий и до 100 м/мин для погонажа). Отсутствие отвердителя в рабочей смеси обеспечивает стабильность вязкости, что позволяет использовать материал на следующий день. Однако высокая вязкость и необходимость нанесения тонким слоем затрудняют создание укрывистых пигментных (цветных) покрытий. При использовании материалов со 100% сухим остатком важно учитывать, что значительные сдвиговые напряжения могут привести к их желеобразному состоянию, что требует специальных насосов высокого давления.
Полиэфирные УФ-ЛКМ относятся к материалам двойного отверждения. В них добавляется отвердитель, как и в материалы обычной сушки. Сухой остаток обычно не превышает 70%. Процесс сушки включает три этапа: обдув тёплым воздухом (2-3 минуты), предварительное отверждение в камерах с УФ-лампами низкой мощности и окончательное отверждение в камерах с лампами высокой мощности. Реакционная способность полиэфирных материалов ниже, чем у акриловых, что ограничивает скорость обработки до 6 м/мин. Полимеризация происходит и без УФ-облучения, что обеспечивает отверждение на затенённых участках, но снижает стабильность вязкости можно наносить распылением.
Водоразбавимые УФ-ЛКМ имеют свою специфику. Они наносятся распылением или наливом, а скорость обработки может быть высокой. Необходим этап конвективной сушки для испарения воды перед УФ-облучением (оптимальная длительность — 5 минут). Собранный стёкший материал может использоваться повторно. Водоразбавимые ЛКМ считаются перспективными, особенно для создания открытопористой отделки, где 100%-ный сухой остаток был бы неприменим. Они экологичны и безопасны при контакте с кожей.
ЛАМПЫ
Для генерации УФ-излучения используются дуговые лампы мощностью 80-240 Вт/см.
Вт/см (ватт на сантиметр) — это единица измерения плотности мощности, то есть количества энергии, передаваемой или излучаемой на единицу длины. В контексте технологий, таких как УФ-отверждение или лазерная обработка, эта единица используется для описания интенсивности излучения.
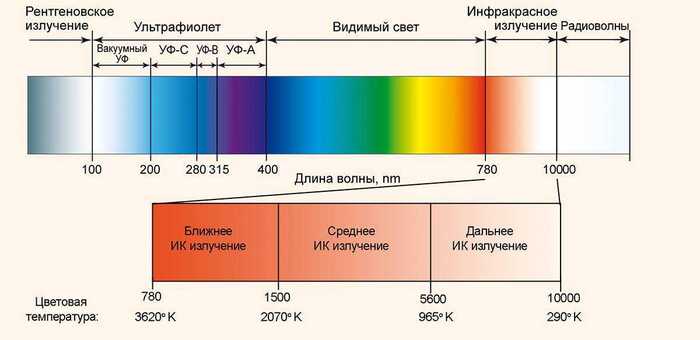
Срок службы ламп составляет около 2000 часов, хотя деградация мощности начинается уже через 1000 часов. Типы ламп различаются по спектру излучения: для тонких и прозрачных покрытий применяются ртутные лампы (360 нм), для толстых слоёв и пигментных покрытий — лампы с добавлением галлия (420 нм).
Диапазон УФ-А
Мощность излучения в УФ-диапазоне не нормируется, что делает полезным использование конвейерного радиометра для контроля мощности каждой лампы.
1/2
Радиомер
Технология отделки материалами УФ отверждения деревянных плоских мебельных панелей.
На этапе после шлифовки наносится морилка (вальцами) слоем около 20 г/м² и сушится инфракрасным облучением 30 секунд при 60°С. Камера инфракрасной сушки содержит обогреватели, подобные хорошо известным бытовым рефлекторам. Затем на этапе 2 вальцами наносится акриловый грунт-изолятор слоем 25 г/м², доводится до гелеобразного состояния (неполное отверждение) одной УФ лампой высокой мощности и сверху мокрый по мокрому наносится на этапе 3 вальцами же первый слой основного акрилового прозрачного грунта слоем около 50 г/м². Следует отметить, что после полного отверждения поверхности УФ покрытий становится исключительно пассивными и не обладают адгезией к последующим слоям без шлифовки. На последующем этапе УФ облучения используются 3 мощные ртутные лампы с длинами волн излучения 360 нм. Полное отверждение происходит за время около 2 сек. После шлифовки материалом с зернистостью Р280...320 на этапе 4 лаконаливной машиной наносится второй, более толстый слой основного грунта 120 г/м². Лаконалив применен для лучшего растекания для этого добавили разбавителя. Поэтому далее появился этап камеры обдува, в которой этот слой разравнивается 0.5 минуты небыстрым (0.8...1.2 м/сек) равномерным потоком воздуха комнатной температуры, при этом выходят возможные пузыри воздуха и растворителя. Далее - отверждение и шлифовка как на предыдущем этапе. - На 5-м этапе лаконаливной машиной наносится финишный прозрачный лак слоем 120 г/м². После этапа более тщательного, чем предыдущий (2 мин., 30°С) обдува изделие попадает в так называемый УФ туннель, в котором сначала облучается несколькими лампами малой мощности. В результате финишное покрытие приобретает желеобразную это стадия промежуточного глубокого отверждения, необходимая для повышения равномерности физических характеристик и гладкости финишного покрытия. На стадии предварительного облучения на поверхность покрытия всплывают матирующие добавки, распределённые до того в объёме лака. Это специфика матовых УФ лаков. На выходе - УФ отверждение несколькими мощными лампами, как описывалось ранее.
Справочник технолога
1/4
Линия фото из интернетов
Пример достаточно сложной конвейерной линии автоматическим нанесением разнообразных слоёв. Производительность такой автоматической линии может составлять порядка 10 тысяч м² в смену. Однако и затраты на её создание также, очевидно, высоки. Экономические оценки показывают, что рентабельность такой линии достигается при объёме производства порядка нескольких тысяч м² в день.
В следующий раз расскажу про способ нанесения УФ материала вальцами, что это такое, в чем преимущества! А то опять получается много.
Всем спасибо за внимание. Всем МИР!
P.S. Друзья, если у вас есть опыт работы с УФ отверждаемыми материалами, напишите в ТГ очень хотелось бы разобраться и попробовать, а то часто бывают реставрации, где нужно обновить лаковое покрытие на барной стойке или мебели, а времени чтобы производить сушку, как у традиционных материалов нет. Да и вообще есть целая гора вопросов.
Всех с пятницей 13! Трижды, при написании этого поста, не сохранялся черновик( Странно...
Для ЛЛ: водоразбавимые ЛКМ - для уличной мебели и отделки.
Водоразбавимые лакокрасочные материалы представляют собой высокотехнологичные продукты, которые в последние годы стали широко использоваться в мебельной покраске. Это связано с тремя основными факторами: во-первых, качество таких материалов значительно улучшилось; во-вторых, люди начали положительно воспринимать (а иной раз это главный фактор! PEACE да FREEDOM) водоразбавимые лаки из-за их экологичности; и, наконец, современные законы поддерживают производителей, использующих ЛКМ с низким уровнем испарения растворителей. Хотя последние два фактора в основном способствуют распространению этих материалов в Европе) вот и ехай туды, в России законодательные инициативы пока не действуют.
Я просто...
Однако, в России решающим критерием при их выборе становится взрывобезопасность. Сурово!
Успех водоразбавимых ЛКМ обусловлен не только их экологическими показателями, но и отличными свойствами покрытий. Например, сейчас стало привычным окрашивать наружные двери и окна, веранды и уличную мебель водными продуктами, поскольку они гарантируют более длительный срок службы покрытия в условиях открытого воздуха и более легки́ в обслуживании и нанесении, чем материалы на растворителях. Водные ЛКМ для мебельных покрытий могут быть, как матовыми 3-5% блеска, так и глянцевыми до 90% блеска, твёрдость как у ПУ лаков, время сушки грунтов - до 2 часов. Выпускаются водоразбавимые эмали и для внутренних, и для наружных работ.
Разберем подробнее.
Вы это только читаете, а мне пришлось еще и писать
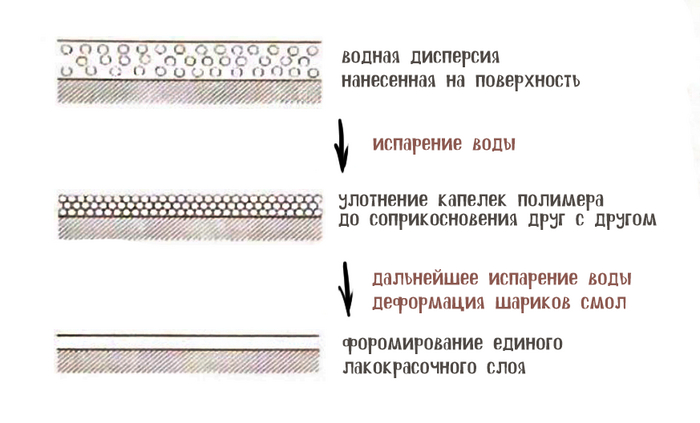
Водные ЛКМ представляют собой дисперсии. Они содержат от 25 до 70% (это величина сухого остатка) полимеров разной химической основы, которые распределены в воде в виде маленьких шариков (капелек) с диаметром от 0,01 до 0,1 микрона. Внешне похожи на молоко, которое, как известно, представляет собой эмульсию мельчайших частичек жира в воде. Материалы эти, как правило, однокомпонентные, т.е. добавление отвердителя не требуется. Химической основой лучших из них являются акриловые смолы, отличающиеся высоким уровнем полимеризации. После нанесения на окрашиваемую поверхность может происходить самосшивание полимеров. Это является причиной высокой эластичности и механической стойкости водоразбавимых ЛКМ. Плёнкообразование вододисперсионных ЛКМ осуществляется совершенно иным, чем у материалов на растворителях, образом.
Схема формирования плёнки
Материал, только что нанесённый на рабочую поверхность, выглядит как мутный слой из-за распределённых в нём капелек смол. По мере испарения воды расстояние между капельками уменьшается до тех пор, пока они не соприкоснутся. Затем капельки деформируются до многогранников и начинают сливаться друг с другом. Этот процесс происходит до тех пор, пока не будет сформирован окончательный прозрачный лакокрасочный слой. Если полимер обладает достаточной текучестью, лакокрасочная плёнка получается однородной. Полезно знать, что в данном случае вязкость смол в капельках может быть гораздо выше рабочей вязкости материала. Каждый лакокрасочный материал имеет свою температуру, ниже которой частички полимера остаются такими малоподвижными, что силы поверхностного натяжения не способны их деформировать. Эта критическая температура, является характеристикой смол, используемых производителем. Её название - минимальная плёнкообразующая температура (МПТ). Обычный показатель МПТ для водных материалов составляет около 10-15°С. Для того, чтобы добиться при такой температуре достаточно низкой вязкости высокомолекулярных смол, производитель добавляет в водные продукты небольшое количество (2...10%) пластификаторов, высококипящих растворителей. Пластификаторы испаряются медленно, поэтому окончательную твёрдость и ударопрочность плёнка может приобрести через 2...3 недели. Зато такие пластификаторы экологичны.
На формирование лакокрасочной плёнки хорошего качества оказывают влияние многие факторы. Из факторов окружающей среды температура имеет наибольшее значение. Определённые температурные условия могут ускорить испарение воды, но особенно важное влияние они оказывают на пластичность отдельных шариков смол и, следовательно, на их способность к деформации. В холодное время года рекомендуется не разбавлять материал водой, а подогревать его до 25 - 30°С. Вязкость продукта будет таким образом снижена до рабочей величины без увеличения в нём количества воды, которая при низких температурах испаряется очень медленно, удлиняя время сушки и увеличивая риск подтёков. Ведь вододисперсные продукты можно разбавлять только водой!
Когда узнал, что водорастворимые материалы можно разбавлять водой
В отличие от материалов на растворителях, здесь нет быстрого разбавителя, который позволил бы снизить время сушки в критических температурных условиях. К проблеме сушки водоразбавимых ЛКМ следует добавить также, что сушка замедляется при высокой влажности, т.е. влажность должна быть не более 70%. С другой стороны, разработаны высокоэффективные сушильные агрегаты для водных отделок, в которых воздух осушается, в таких сушилках водные ЛКМ затвердевают за 10 минут (В этих камерах используется инфракрасная сушка, ультрафиолетовая сушка, обдув сухим, горячим воздухом и их комбинации).
УФ сушка
Вода обладает одним широко известным свойством: древесина при пропитывании ею разбухает. Это свойство по-своему уникально, другие используемые в ЛКМ жидкости обладают им в гораздо меньшей степени. При нанесении водоразбавимых ЛКМ на древесину разбухание проявляется в поднятии ворса, а также в увеличении рельефности всех неравномерностей текстуры поверхности. Например, могут разбухать характерные «чечевички» бука - торцы сердцевинных лучей. Особо следует отметить, что замерзают водоразбавимые продукты, естественно, при 0°С. А после размораживания свойства водоразбавимых ЛКМ не восстанавливаются. Поэтому хранение предписывается при температуре не ниже 5°С.
При переходе с материалов на растворителях на водные ЛКМ оборудование должно промываться в следующей последовательности: моющий состав (специальная промывка для снятия засохших остатков) - ацетон - вода. Следует придерживаться этой последовательности, поскольку ацетон совместим и с моющим составом и с водой. Обратный порядок - для материалов на разбавителях. Краскопульт для водных ЛКМ (внезапно) должен быть изготовлен из нержавеющей стали.
Упаковка изделий, покрытых водоразбавимыми ЛКМ, и присоединяемые к ним детали не должны быть изготовлены из ПВХ, уксусных силиконов, содержать пластификаторы. Такие широко используемые материалы, как вспененный полистирол, пузырчатые плёнки, даже гофрированный картон для упаковки не годятся! Подходящими материалами являются, например, пурен и сантопрен. (Однако таких я не встречал, всегда мотали в стрейч и картон).
Такие преимущества, как стойкость УФ излучению, эластичность, термопластичность (повышенная пластичность при повышении температуры) делают вододисперсионные ЛКМ незаменимыми для наружного применения. Кроме того, в отличие от ЛКМ на растворителях эти материалы не «стекленеют» со временем, т.е. не увеличивают степень полимеризации под действием света и кислорода, а значит, обновление такого покрытия упрощается. Свойства водных ЛКМ могут быть улучшены в некоторых отношениях с помощью ряда добавок. Например, такое слабое место некоторых водных 1-компонентных лаков, как невысокая механическая и химическая стойкость, может быть усилено в значительной степени с помощью так называемых кросс-линкеров (не увеличивают степень полимеризации) и отвердителей.
Я с детства знаю об эластичности
Водоразбавимые ЛКМ для наружного применения выделяются в особу группу, обладающую специфическими свойствами. Главные из них: Высокая эластичность (лучшие материалы могут растягиваться на 200%), морозостойкость, стойкость к солнечному свету, наличие в составе специальных поглотителей УФ излучения и фунгицидных добавок (против грибков и бактерий), способность пропускать испарения наружу (паропроницаемость). Воднодисперсионные материалы могут хорошо взаимодействовать не со всеми типами ЛКМ на другой химической основе. Водные лаки обычно плохо ложатся поверх ПУ и нитроцеллюлозных грунтов. Важное исключение из этого правила специальные ПУ грунты изоляторы, иногда наносимые первым слоем под водные ЛКМ для исключения разбухания волокон и т. д. А на водные материалы (грунты) не рекомендуется наносить ПЭ материалы.
к ознакомлению
На видео представлен процесс нанесения колерованной, водной лазури "реммерс" на элементы уличного фасада загородного дома. Изделия выполнены из термобука, чтобы минимизировать температурные изменения и напряжения в древесине. Если приглядеться, то видно, как после нанесения первого слоя лазури, поднимается ворс, наполняется водой и выделяется фактура древесины, чтобы получить гладкое покрытие нужно наносить более двух слоев с промежуточной шлифовкой.
Телеграм, ВКонтакте, Дзен, Макс — площадок становится все больше, а вот внимание аудитории по-прежнему ограничено. Что делать? Продвигать!
На Пикабу можно рекламировать свои каналы прямо в лентах сайта. Находите новую аудиторию и получайте живые переходы без сложных рекламных кабинетов.
Подойдет для:
авторских и экспертных блогов
бизнеса
медиа и новостных каналов
мемных и развлекательных сообществ
Запускается просто: добавляете ссылку, пишете заголовок и краткое описание и выбираете географию для показов. А дальше о вашем канале узнают тысячи пользователей Пикабу!
В прошлом посте мы говорили о ПУ в этом поговорим о ПЭ лакокрасочных материалах:
Обычно полиэфирные лакокрасочные материалы состоят из трёх компонентов: основы, катализатора и ускорителя. При их смешивании происходит сложная химическая реакция, в результате которой образуется стабильная, прочная лакокрасочная плёнка. Химия ПЭ материалов определяет многие их эксплуатационные характеристики, поэтому давайте ознакомимся с ней.
ПЭ материалы обычно поставляются в виде раствора смол с невысоким молекулярным весом (до 3000) в мономере (стирол), который не испаряется при сушке, а участвует в реакции сополимеризации. Это приводит к двум технологическим особенностям ПЭ материалов: высокий сухой остаток, достигающий 95-97%, и ограниченный срок годности — один год. В рабочую смесь перед использованием добавляют небольшое количество (около 2%) катализатора и ускорителя. В результате сополимеризации полиэфира с мономером образуется разветвлённый пространственный полимер. Полезно знать, что добавление одного ускорителя (обычно фиолетового цвета) мало изменяет жизнеспособность смеси, позволяя ей сохраняться много дней. Добавление одного катализатора сокращает жизнеспособность до десятка часов. Рабочая смесь с «быстрыми» катализатором и ускорителем имеет жизнеспособность 10-40 минут, а с «медленными» катализатором и ускорителем — несколько часов.
Бывают ПЭ материалы содержащие в составе небольшое количество (0.1-0.3%) парафинов, которые всплывают на поверхность и образуют плёнку, препятствующую доступу кислорода, что способствует полимеризации. Дело в том, что в присутствии кислорода свободные радикалы, на которые распадается инициатор, реагируют в основном с ним, не вызывая реакции сополимеризации. Введённые же в состав парафины всплывают, образуют на поверхности плёнку, препятствующую доступу кислорода, и затем только происходит полимеризация лакокрасочного материала. Парафиновый слой удаляется шлифованием (Р600) или полировкой, что является обязательным этапом технологии применения этих материалов. Достоинство парафиносодержащих материалов в болеет высокой прозрачности, однако наличие парафинов осложняет процесс применения и уменьшает адгезию к древесине.
ПЭ материалы разбавляются очень быстрыми разбавителями на основе ацетона, большая часть которого испаряется при нанесении, что делает нанесённый слой достаточно вязким и не дающим подтёков (но эт не точно!). Оставшаяся часть ацетона испаряется за 10-15 минут. После шлифовки через несколько часов усадка покрытия очень мала.
Технологическими особенностями ПЭ материалов являются большая рекомендуемая толщина мокрого слоя (200-250 г/м²) и слабая зависимость длительности сушки от толщины наносимого слоя. Большая толщина мокрого слоя и высокий сухой остаток позволяют получить за одно нанесение очень толстую лакокрасочную плёнку. Толщина плёнки ПЭ лака примерно в 2-2.5 раза превышает толщину плёнки полиуретанового лака при том же наносимом количестве (100 г/м²), а при количестве 200-250 г/м² — до 4-5 раз больше. Усадка ПЭ ЛКМ значительно меньше, чем у полиуретановых аналогов. Эти особенности, наряду с хорошей физико-химической стойкостью, определяют преимущества работы с полиэфирными ЛКМ, особенно для глянцевых отделок. Толстые, жёсткие, идеально ровные и гладкие основания под зеркально глянцевые отделки (блестят, как у кота ...) — это то, что наилучшим образом обеспечивают ПЭ материалы.
ОСОБЕННО ВАЖНО! При приготовлении смеси необходимо проявлять осторожность. Нельзя смешивать катализатор и ускоритель в одной ёмкости, так как они вступают в бурную реакцию с выделением тепла, что опасно для всех вокруг.
Несмотря на низкое испарение разбавителей, ПЭ материалы обладают более резким и неприятным запахом, чем полиуретановые материалы. Для повышения технологичности ПЭ материалов разработаны «медленные» катализаторы и ускорители, которые увеличивают жизнеспособность до нескольких часов, хотя и время сушки материала с такими добавками также увеличивается. Чтобы обойти трудности, связанные с коротким временем жизни смеси, иногда используют специальные двухкомпонентные насосы, смешивающие материалы непосредственно перед нанесением, или распылительные пистолеты со смешением компонентов в факеле.
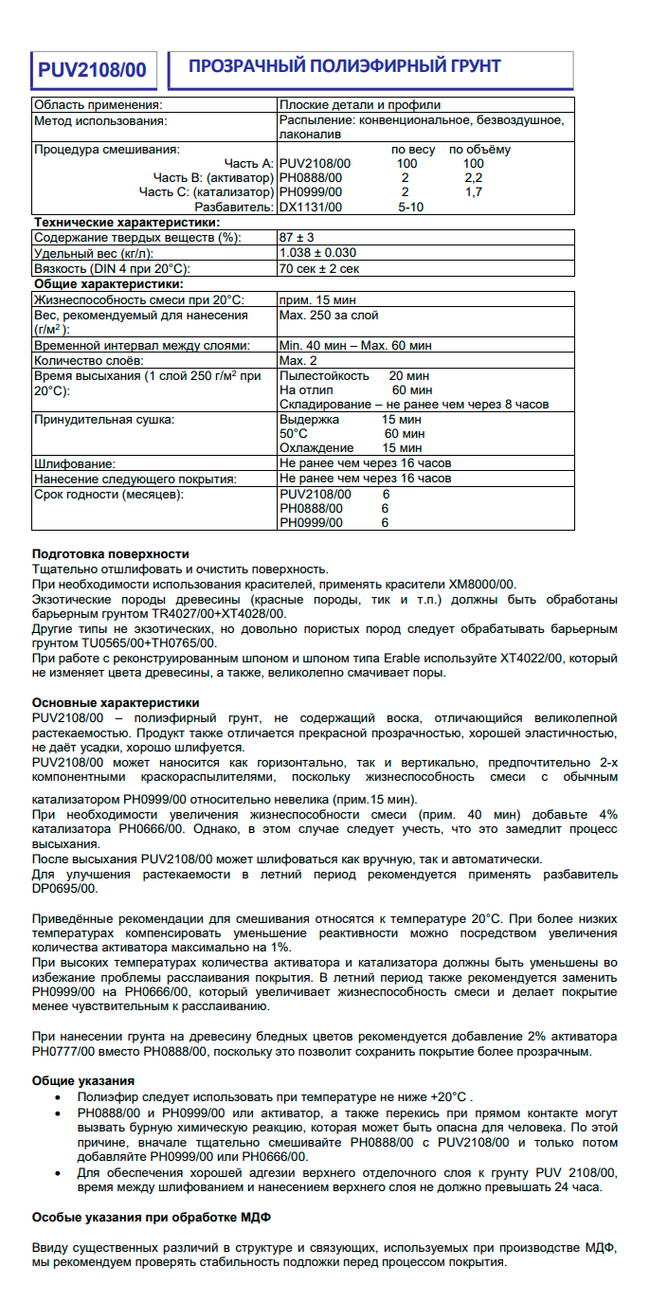
Пример Технической карты
Обычная процедура смешивания ПЭ ЛКМ для разового использования такова:
Отмерить 100 весовых частей базового продукта, добавить 2 весовые части ускорителя (фиолетовый), 20 весовых частей разбавителя и перемешать. Добавить 2 весовые части катализатора и снова перемешать. Жизнеспособность рабочей смеси — 10-40 минут.
Для работы в течение рабочей смены (для увеличения живучести смеси) эту процедуру модифицируют, используя то обстоятельство, что частичные (раздельные) смеси обладают значительно большей жизнеспособностью:
Полезный совет:
На подготовительном участке готовят 2 равных объёма частичных смесей А и Б:
Смесь А: 100 весовых частей базового продукта, 4 весовые части ускорителя и 20 весовых частей разбавителя. Жизнеспособность смеси А — несколько дней.
Смесь Б: 100 весовых частей базового продукта, 4 весовые части катализатора и 20 весовых частей разбавителя. Жизнеспособность смеси Б до 12 часов.
А уже на окрасочном участке смеси А и Б перед использованием смешиваются в мерной ёмкости в объёмных пропорциях 1:1 в количестве, соответствующем расходу в течение срока жизнеспособности рабочей смеси (10-40 минут в зависимости от вида ЛКМ).
Плёнки ПЭ материалов выдерживают колебания температур от -40°C до 60°C, но имеют невысокую атмосферостойкость. ПЭ материалы плохо отверждаются на смолистой хвойной древесине, палисандре и некоторых других маслянистых породах древесины. Большая толщина грунтов может привести к их отделению от основания при нагрузках, что особенно неприятно при прозрачной отделке (обратите внимание на старую, чехословацкую мебель) . Однако отделка, содержащая ПЭ грунт и финишный полиуретановый материал, оказывается ударостойкой. Разработаны разные добавки, повышающие эластичность полиэфирных ЛКМ.
Эти материалы применяются в основном в качестве грунтов (прозрачные и белые) для получения высокоглянцевой отделки с перекрытием лаками. Иногда используют также глянцевые финишные ПЭ лаки для создания толстого высокоглянцевого покрытия («рояльного»).
картинка с поста @CATaPULTAs в тему (рояль, кот, все как нужно)
ПЭ материалы могут достаточно хорошо колероваться: обычные колеровочные пасты могут добавляться в количестве до 8% в прозрачные ПЭ материалы, что обеспечивает значительную глубину тона с учётом большой толщины слоя. Химически активные компоненты ПЭ грунтов могут менять цвет некоторых морилок, поэтому между морилкой и прозрачным ПЭ грунтом иногда приходится добавлять промежуточный полиуретановый грунт. Не рекомендуется также наносить ПЭ материалы на водоразбавимые ЛКМ.
Технология нанесения:
Наносить ПЭ материалы можно кистью, валиком или распылением.
Рекомендуемая толщина мокрого слоя составляет 200-250 г/м² (учитываем для приготовления объема смеси).
При нанесении следует избегать подтёков и неравномерностей (не всегда получается, но это важно только на лаках, грунты все равно шлифуются)
Сушка и отверждение:
Время сушки зависит от состава смеси и условий окружающей среды.
Для ускорения процесса отверждения можно использовать сушильные камеры или инфракрасные лампы.
Шлифовка и полировка:
После полного отверждения покрытия его можно шлифовать и полировать для достижения идеальной гладкости и глянца. (Чем дольше лежат - тем сложнее шлифовать.)
Финишное покрытие:
В зависимости от требований к конечному изделию, можно наносить дополнительные слои ПЭ материалов или использовать другие финишные покрытия, такие как полиуретановые и акриловые лаки.
Заключение:
Полиэфирные лакокрасочные материалы обладают рядом уникальных свойств, которые делают их незаменимыми для создания высокоглянцевых и долговечных покрытий. Однако их использование требует строгого соблюдения технологии и внимательного подхода к каждому этапу работ.
Разведение и нанесение белого, полиэфирного грунта👇
Сегодня будет идти речь про основные или часто используемые (кому как удобнее) типы материалов в профессиональной мебельной покраске. Производителей таких материалов огромное множество, не будем разбирать кто круче, а кто нет. Бог им судья). С какими производителями работать - выбирать нам самим, но для того чтобы дать точную оценку, придется их покупать и пробовать(.
Помним, что ЛКМ горючие, работаем с ними в проветриваемом помещении в средствах индивидуальной защиты!!!
Погнали!
Полиуретановые материалы
ПОГРУЖАЕМСЯ
Полиуретаны - большая группа полимеров, содержащих в основной цепи макромолекулы уретановой группы. Основным компонентом полиуретановых смол — являются, как правило полиолы, синтезируемые на основе веществ, традиционно используемых для алкидных ЛКМ, что делает цену ПУ материалов относительно невысокой. Полиолы — это олигомеры, состоящие из крупных молекул имеющих порядка нескольких десятков активных участков. Вторым компонентом полиуретанов являются отвердители на основе диизоцианатов, которые состоят из небольших молекул с двумя активными участками. При образовании плёнки активные участки диизоцианатов связываются с активными участками полиолов, образуя уретановую связь. Одна молекула полиола может быть связана диизоцианатами с множеством других молекул полиола, создавая разветвлённую трёхмерную сетчатую структуру ПУ ЛКМ. Такие плёнки устойчивы к окислителям, бензину, минеральным и органическим маслам, воде и кислотам.
Паропроницаемость ПУ покрытий значительно ниже, чем у нитроцеллюлозных.
Возьми мою сильную руку
Полиуретановые (ПУ) лакокрасочные материалы в основном используются для отделки деревянных изделий внутри помещений. Однако есть исключения, например, самогрунтующаяся эмаль FL M308 (реннер), которая применяется для создания «эффекта пластика» на оконных рамах из сосны. Не реклама)
Компоненты рабочей смеси смешиваются в определённых пропорциях (обычно 2 части смол + 1 часть отвердителя) непосредственно перед использованием, так как время жизни ПУ материалов невелико: 3-6 часов. Соотношение основы и отвердителя в рабочей смеси получается, таким, что количество связей между молекулами получается равным 60...90% максимально возможного. Отклонения количества отвердителя в пределах ±10% не приводят к значительным изменениям свойств покрытия. Уменьшение количества отвердителя удлиняет сушку, делая плёнку более эластичной и с лучшей адгезией, но меньшей стойкостью. Увеличение количества отвердителя ведёт к противоположным эффектам. Отвердители ПУ ЛКМ реагируют с водой с выделением углекислого газа (возможно, в виде пузырей). Технология окраски должна предусматривать эту особенность. Растворители ПУ материалов представляют собой смеси жидкостей с низкой температурой кипения, примеси спиртов и воды в них недопустимы. И основа, и отвердители могут быть различных типов, что позволяет получать лакированные плёнки с разнообразными свойствами.
цветов множество
Для ПУ материалов разработана система колеровочных паст, которые могут добавляться в лаки до 30% без ухудшения эксплуатационных свойств. Гибкость и технологичность системы {ПУ база + отвердитель} позволили создать самую широкую номенклатуру ЛКМ, подходящих практически для любых условий применения. Хотя ПУ материалы не демонстрируют рекордных результатов по каждому отдельному параметру, они представляют собой наилучший компромисс по совокупности технических параметров, технологичности и стоимости для широкого круга процессов лаковой отделки. Таким образом, полиуретановые материалы стали основными в мебельной отрасли: разнообразные грунты, лаки с различной степенью блеска, высокой механической стойкостью, эмали с любой глубиной цвета и точностью — всё это есть в арсенале ПУ материалов и широко используется. ПУ материалы могут иметь высокий сухой остаток до 70%. Используя разнообразие полиуретановых материалов, можно получить отделки практически любого типа: от простой однослойной до эксклюзивной. В отечественной технической литературе декоративные свойства ПУ покрытий принято обозначать термином «шелковистость». ПУ материалы хорошо взаимодействуют с другими типами ЛКМ, хотя есть некоторые ограничения. Например, ПУ лак можно наносить на НЦ грунт только после тщательной сушки и при невысокой температуре. Водоразбавимые материалы не рекомендуется наносить поверх большинства ПУ материалов из-за недостаточной адгезии, хотя есть исключения.
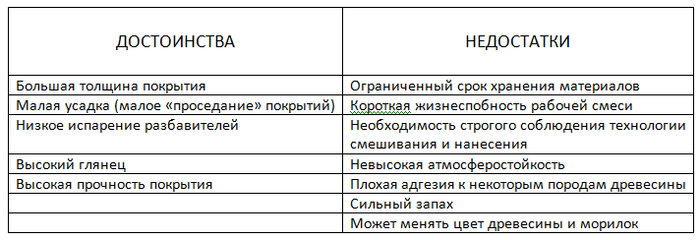
Достоинства:
Высокая химико-физическая стойкость (к воде, пару, спирту, ударам, температурам до 120°С)
Высокий сухой остаток (обычно около 50% для прозрачных ЛКМ)
Высокая укрывистость и насыщенные цвета эмалей
Хорошее взаимодействие со слоями ЛКМ на другой химической основе
Надёжное сцепление с различными поверхностями
Быстрая сушка (грунты за 1-2 часа, лаки - за 2-4 часа)
Долговечность покрытий (10-15 лет службы)
Хорошая прозрачность, «шелковистость», светостойкость и гладкость
Недостатки:
Требуется внимание при смешивании компонентов
Требуется внимание при хранении отвердителей (боятся влаги)
Ограниченная жизнеспособность состава
Склонность светлых отделок к пожелтению со временем
Значительная усадка
На сегодня достаточно.
Следующий пост будет про полиэфирные материалы. Спасибо за внимание, всем пока!
Вот мы и подобрались к ЕЩЁ более подробному описанию ЛКМ для покраски мебели (не обессудьте, но мне кажется это важно!), продолжу более детально описывать группы и разновидности материалов. Их характеристики я описал в предыдущей статье, теперь погружаемся еще глубже, в более профессиональное понимание способов работы и сферы их применения, а так же финансового обоснования их использования.
Все органоразбавимые ЛКМ огнеопасны, крайне ОГНЕОПАСНЫ! не следует подсвечивать в канистру зажигалкой, чтобы глянуть остатки, а то останутся останки), да и сигары курить рядом не стоит, как бы не хотелось. Используем средства индивидуальной защиты, работаем в проветриваемых помещениях, соблюдаем технику пожарной безопасности. Берегите себя!
В этой и последующих статьях мы вкратце рассмотрим особенности и отличия друг от друга ЛКМ различной химической природы, чтобы выбор конкретных материалов был обоснован. Вначале проведём краткую предварительную систематизацию.
Большинство современных жидких ЛКМ можно разделить на 2 части по способу отверждения: сушкой (испарением разбавителей и растворителей) или фотоинициированными реакциями (УФ материалы). Хотя следует отметить, что все систематические границы здесь условны, в частности, многие УФ материалы в той или иной мере подсушиваются. Оставшуюся группу материалов с сушкой МОЖНО разделить на материалы с органическими разбавителями и водоразбавимые. Граница между ними не технологическая, а, скорее, по типу применения. В некоторых случаях водоразбавимые и органорастворимые материалы применяются в одной системе отделки. Сегодня из группы органоразбавимых ЛКМ с сушкой мы выделим группы материалов современных и материалов, в той или иной степени устаревших, поговорим о них.
Существует ряд типов ЛКМ, используемых традиционно, но чьё время, однако, уходит и применение в области мебельного производства падает. Это ЛКМ на алкидной основе, ЛКМ кислотного отверждения и нитроцеллюлозные ЛКМ.
Алкидные ЛКМ никогда не занимали значительного места в арсенале материалов для мебельной промышленности. Они изначально заменили масляные краски в строительстве, представляя собой их аналоги на основе искусственных жирных кислот. Состоят алкидные краски из сочетания спиртов с ортофталевой кислотой. Эти материалы характеризуются высокой климатической стойкостью. Однако, в отделке мебели они имеют свои недостатки: невысокие декоративные качества, пониженная износостойкость и длительное время сушки.
Ну такое(
Кислотноотверждаемые материалы:
Иван Васильевич вникает в профессию
В противоположность алкидным, кислотно-отверждаемые лакокрасочные материалы широко применялись в мебельной отделке. Эти материалы состоят из двух компонентов: один — это раствор плёнкообразователя, другой — кислотный отвердитель. Серийные кислотно-отверждаемые лакокрасочные материалы обладают хорошим сухим остатком и долговечностью рабочих смесей, иногда более суток. Они также относительно недороги и могут образовывать покрытия с высокой твёрдостью, и стойкостью к химическим, водным и световым воздействиям, хотя по гладкости уступают полиуретановым покрытиям. Несмотря на их преимущества, использование кислотно-отверждаемых материалов в мебельной промышленности снижается из-за вредных выделений формальдегида. Плёнкообразование кислотоотверждаемых ЛКМ происходит в ходе реакций поликонденсации, особенностью которых является выделение молекулы некоторого побочного вещества при каждом акте присоединения мономера (олигомера). В данном случае побочным веществом является формальдегид. Известны случаи возврата мебели, отделанной кислотными ЛКМ, из-за вреда здоровью покупателя.
Тоже не фонтан
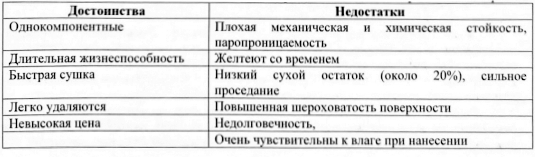
Нитроцеллюлозные ЛКМ:
Давай до свидания!
НЦ использующиеся с 1920-х годов, заменили шеллачные лаки (отделочный лак из природной смолы на водно-спиртовой основе - старая школа в отделке древесины). Основа НЦ лаков - коллоксилин, иначе динитроцеллюлоза. Тринитроцеллюлоза - это пироксилин, основа бездымного пороха. После окончания 1 мировой войны запасы пироксилина были переработаны в коллоксилин, с этого началось широкое применение НЦ лаков. Хотя сейчас они устарели, нитроцеллюлозные материалы всё ещё широко используются в мебельной отделке благодаря своей быстрой сушке и экономичности. Их получают путём растворения коллоксилина в специальных растворителях с добавлением пластификаторов и других смол. Эти материалы являются однокомпонентными, за исключением разбавителя, который не всегда используется (Общее замечание по поводу разбавителя, касающееся всех ЛКМ: разбавитель не принято считать среди компонентов, т.к. это, скорее, особенность технологии использования материала - его добавление не всегда является необходимым. Например, при нанесении вальцами разбавитель может не добавляться.). Приятной особенностью нитро-материалов является быстрая сушка: до шлифовки они сохнут около 30-40 минут. Сушка нитро-материалов происходит исключительно за счёт испарения растворителей, что делает их плохо стойкими к химическим воздействиям (следы на столешницах от стаканов с алкоголем тому пример). Из-за высокой молекулярной массы нитроцеллюлоза требует большого количества растворителя, что приводит к малому сухому остатку. Часто для достижения достаточной толщины покрытия требуется наносить материалы в несколько слоёв (до 10 и более). Нитроцеллюлозные материалы недолговечны: через 1,5-2 года эксплуатации изделия, покрытые ими, теряют свои декоративные свойства. Причинами этого являются высокая усадка, повышенная шероховатость, микропористость покрытия и склонность к растрескиванию из-за низкой эластичности и больших усадочных напряжений при сушке. Их используют как в чистом виде, так и модифицированные другими смолами, причём второй вариант более распространён. Также существуют комбинированные нитро-полиуретановые материалы, в названии которых слово «нитро» может быть опущено. Отличительной чертой таких материалов является пониженный процент добавления отвердителя (около 20% и менее). Эти комбинированные материалы объединяют в себе как достоинства, так и некоторые недостатки нитро- и полиуретановых покрытий: быстрая сушка, повышенная твёрдость, но при этом низкий сухой остаток, невысокая прозрачность, большая шероховатость, низкая эластичность и ограниченная жизнеспособность.
+ -
В настоящее время в современном отделочном процессе широкое применение нитро-материалов оптимально только в одном из типов ЛКМ - морилках на растворителях, где их недостатки практически не проявляются. Особенности взаимодействия нитро-материалов с ЛКМ другой химической основы заключаются в следующем. Полиуретановые материалы, нанесённые на нитро-грунты могут приводить к разбуханию последних при недостаточной их сушке, что может проявиться в виде складок или белёсости. Водоразбавимые материалы при нанесении поверх нитро-материалов могут иметь недостаточную адгезию.
Как видите преимуществ не так много).
В следующей статье рассмотрим более современные материалы (акрил, полиуретаны, полиэфиры, УФ)
За сим откланиваюсь! Всем МИР!!!
P.S. Присоединяйтесь в ТГ, там мои работы и всякое другое
Всем привет! Обычно, при покупке материалов, к ним прилагается техническая документация (спецификация) в которой указаны параметры, определяющие свойства этого материала. Разберем их подробно.
Основные параметры ЛКМ
Начнем по порядку:
Вязкость - это способность жидкости сопротивляться растеканию. Измеряется с помощью специальных конических чашек с отверстием, использующие капиллярный метод измерения вязкости (вискозиметры, ВЗ-4, DIN-4). зачерпнув материал и измерив время до его полного вытекания. Вещь очень нужная если хотите стать профи.
1/3
фото с А3 инжиниринг (дорого-богато) и простой вариант
Обычная величина вязкости рабочей смеси для нанесения распылением воздушными пистолетами находится в области 15...30 сек. для чашки с диаметром выпускного отверстия 4 мм. Вязкость рабочих смесей снижают добавлением разбавителя. В таблице ниже приведены для примера измеренные значения вязкости (сек. В3-4) для одной из эмалей в зависимости от количества добавленного разбавителя. В покрасочном процессе от величины вязкости зависит очень многое. Вязкость является одним из определяющих параметров для нанесения ЛКМ и для качества получаемого покрытия. Например, максимальная толщина жидкого слоя, не образующего подтёков, обычно растёт с ростом вязкости для данного материала. С понижением температуры вязкость падает (например при снижении температуры окружающей среды с 21 до 15 градусов - увеличивает вязкость на 15%, материал становится гуще, однако при нанесении на вертикальные поверхности теряет тиксотропность (сильнее срывется и образует подтеки), так как выход разбавителей с понижением температуры становится медленней, все взаимосвязанно. Многообразие разбавителей, которое мы ещё подробно рассмотрим ниже, даёт возможность компенсировать нежелательное влияние температуры на процессы сушки.
Таблица вязкости
Блеск - это измеряемая величина, означающая долю зеркально отраженного света в общем отражённом от поверхности световом потоке, обычно при угле падения 60°. Блеск окрашенной поверхности зависит и от её структуры, например, при открытопористой отделке блеск может быть меньше, чем при закрытых порах с тем же лаком. В спецификациях указывается блеск на гладкой поверхности. Блеск задаётся для финишных покрытий: лаков и эмалей. Современные финишные материалы подразделяются на 2 технологически различающихся типа в зависимости от блеска: матовые (блеск менее 90%) и глянцевые (блеск более 95%). Для матовых лаков и эмалей обычно существует несколько вариантов изготовления с различным блеском. Блеск может регулироваться с помощью специальных матирующих добавок в ЛКМ. При работе с матовыми материалами их следует тщательно перемешивать, чтобы поднять матирующие агенты со дна, если этого не делать блеск одной партии материала, нанесенного на разные изделия, будет различаться.
Сухой остаток - (содержание нелетучих веществ) определяет твёрдую часть лакокрасочного материала, которая остаётся на поверхности после того, как летучие составляющие (растворители, разбавители и т.п.) испаряются. Сухой остаток обычно выражается как процентное соотношении содержащихся в ЛКМ нелетучих веществ ко всему ЛКМ. Этот показатель определяется производителем в лаборатории. Чем выше сухой остаток, тем более экономичным является данный материал. Особенно важно высокое значение этого параметра у основных грунтов наполнителей. Следует однако различать сухой остаток в виде смол от сухого остатка в виде твёрдых частиц-наполнителей. Добавление большого количества частиц-наполнителей может быть необходимо для некоторых грунтов-порозаполнителей. Однако, как правило, устойчивость плёнки к внешним воздействиям, паропроницаемость ухудшаются с добавлением количества частиц, превышающего некоторую предельную концентрацию. Например, в белые грунты и базовые эмали, содержащие уже белые пигменты, можно добавлять гораздо меньшее количество красящих пигментов, чем в прозрачные Если лакокрасочный материал имеет сухой остаток 50%, это означает, что 1 кг данного продукта содержит 500 грамм нелетучих веществ. Рассчитаем, например, процентное содержание сухого остатка рабочей смеси для лака:
- лака 1000 г. , с сухим остатком 49%, (т. е., 490 г. остатка);
- отвердителя 50%, т.е. 500 г. с сухим остатком 24% (т.е., 120 г. остатка);
- Растворителя 25%, т.е., 250 г.
Итого 1750 г. смеси с 610 г. сухого остатка, что даёт 35% сухого остатка в смеси.
При нанесении такого материла рекомендуемым слоем 100 г/м², получаем покрытие толщиной примерно 28 микрон.
100 микрон умножим на 0.35 разделенного на 1.2. Появление делителя 1.2 связано с тем, что плотность вещества сухого остатка больше плотности жидкого слоя.
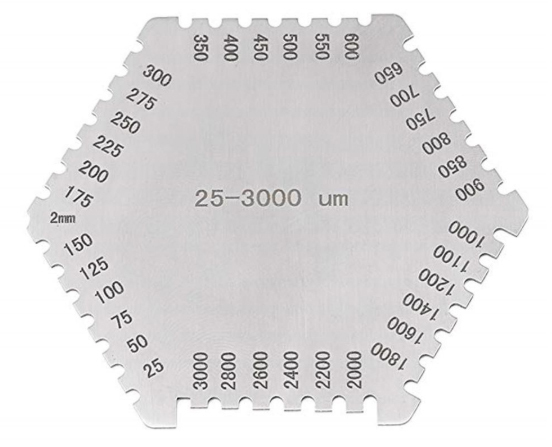
Вес жидкого слоя - этот параметр указывает количество жидкого лакокрасочного материала в граммах на квадратный метр, которое необходимо нанести на окрашиваемую поверхность для получения качественного покрытия. Существуют линейки для измерения толщины жидкого слоя, «гребёнки Россмана».
гребенка Россмана
Способ измерения: вдавить гребёнку для измерения толщины мокрого слоя в покрытие перпендикулярно поверхности и прижать до основания, подождать несколько секунд. Извлечь гребёнку из покрытия и осмотреть её. Толщина мокрого слоя находится в диапазоне между максимальным значением «мокрого зубца» и минимальным значением «сухого» зубца гребёнки. Поскольку удельный вес прозрачных ЛКМ близок к 1 г/см³, численное выражение толщины слоя в микронах и веса жидкого слоя в г/м² практически одинаковое, толщине жидкого слоя 100 мкм примерно соответствует вес жидкого слоя 100 г/м². Для расчёта требуемого количества готовой смеси вес жидкого слоя необходимо разделить на коэффициент переноса окрасочного оборудования, учитывающий, какое количество материала теряется при нанесении. Например, рассчитаем общее количество материала, если рекомендуемый для нанесения вес составляет 100 грамм на квадратный метр, материал будет наноситься двумя слоями, а коэффициент переноса покрасочного оборудования равен 50%. Общее количество ЛКМ, которое необходимо нанести на 1 м² поверхности: 100 х 2 = 200 г/м² на эффективность оборудования (= 0,5) и получаем общее количество лакокрасочного материала: 200 / 0,5 = 400 г/м².
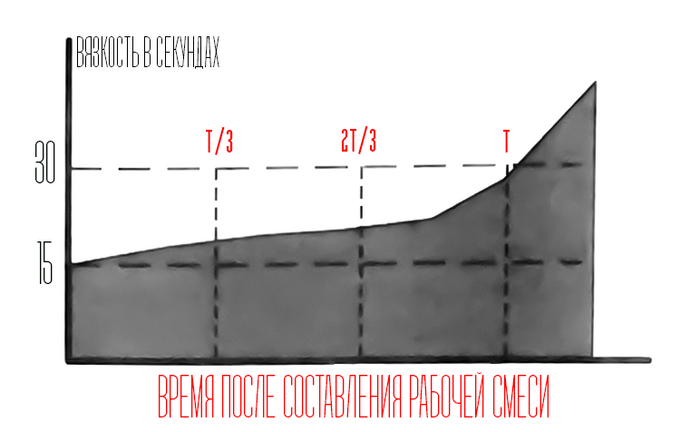
Жизнеспособность - означает время, в течение которого свежеприготовленную смесь ЛКМ можно использовать. По истечению этого времени её качество и вязкость значительно ухудшается. Обычная величина жизнеспособности для двухкомпонентных материалов несколько часов. Встречаются материалы с малой жизнеспособностью порядка 10 минут (полиэфирные материалы), есть материалы и с жизнеспособностью, ограниченной только испарением растворителя это однокомпонентные материалы, не испытывающие химических превращений: нитроцеллюлозные и водоразбавимые.
ЖИЗНЕСПОСОБНОСТЬ
По истечению времени срока жизнеспособности двухкомпонентных материалов вязкость их растёт. На графике изображена характерная зависимость вязкости от времени для двухкомпонентных полиуретановых ЛКМ (Т жизнеспособность). На графике видно, что минимальные изменения вязкости происходят в течение второй трети срока жизнеспособности. Вернуть величину вязкости, установившуюся в последней трети срока жизнеспособности, к уровню, близкому к исходному, можно добавив небольшое количество разбавителя. После окончания срока жизнеспособности ЛКМ становится нестабильным, технологические свойства его, такие как растекаемость, смачиваемость и адгезия ухудшаются. Важно знать, что с повышением температуры жизнеспособность сокращается - до 2 раз при увеличении температуры на 10°С. Используем медленные разбавители.
график
Сушка - некоторые временные параметры задаются для сушки покрытия.
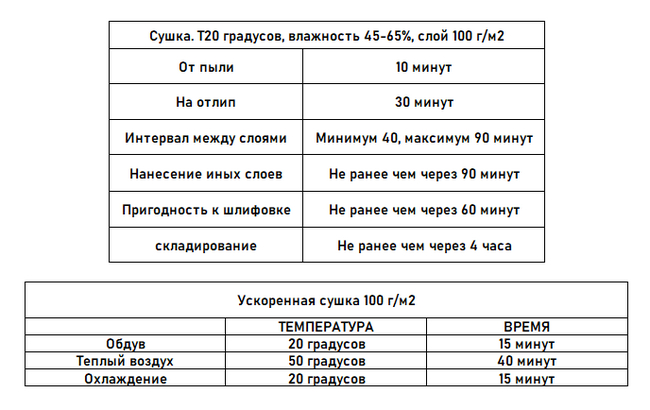
Больше всего таких параметров вводится для грунтов, которых можно наносить в несколько слоёв. Рассмотрим, например, параметры сушки в спецификации конкретного полиуретанового грунта: время сушки от пыли, время сушки на отлип - эти временные параметры мы уже обсуждали, интервал между слоями (для режима мокрый-по-мокрому), время до нанесения других слоёв, время до шлифовки и время до складирования. Время сушки до складирования подразумевает обычно складирование изделий без давления их друг на друга, панели могут складироваться с установкой их на ребро рядом друг с другом через соответствующие прокладки, а не с укладкой их друг на друга. Следует, чётко представлять себе, что время сушки зависит от толщины нанесенного слоя, от температуры и от влажности. В спецификациях эти времена задаются для некоторого фиксированного набора условий: толщины нанесённого слоя 100 г/м², температуры 20°С и т.д..
Параметры сушки ПУ грунта
Срок годности для многих современных материалов практически не ограничен. Однако, полиэфирные материалы имеют обычно срок годности 1 год, некоторые УФ отверждаемые ЛКМ имеют срок годности несколько месяцев.
Тиксотропность - качество ЛКМ, связанное с вязкостью. В покоящейся тиксотропной жидкости за промежуток времени около минуты образуются структуры из слабеньких связей, многократно увеличивающие вязкость, смещения же переводят материал снова в текучее состояние (бытовой пример - кетчуп). Тиксотропный ЛКМ может наноситься на вертикальную поверхность, не образуя подтёков. В первые моменты после нанесения такой материал характеризуется не успевшей вырасти низкой вязкостью.
Существуют также технологические параметры ЛКМ, которые не указываются в спецификациях из-за их сложности измерения, однако они не менее важны для качества покрытия.
Высокая смачивающая способность - означает, что ЛКМ может проникать в узкие щели, пропитывать поры и укрывать узкие выступы микрорельефа, вытесняя при этом возможные следы влаги, загрязнений и т.д.. Смачивающая способность повышается с увеличением количества разбавителя, снижением взаимодействия (когезии) молекул смол. Это свойство особенно важно для грунтов, наносимых первым слоем.
Растекаемость - свойство в некотором отношении противоположное смачиваемости, оно означает способность плёнки ЛКМ образовывать единую гладкую поверхность, для него нужна высокая величина поверхностного натяжения жидкости, и не слишком высокая вязкость. Это свойство особенно важно для лаков, эмалей. Хороший розлив глянцевых лаков имеет обратной стороной частое появление кратеров.
Укрывистость - по российскому ГОСТ характеризуется минимальной толщиной жидкого слоя эмалей и других цветных покрытий, после нанесения которой не заметен контраст чёрно-белой шахматной доски. Обеспечивается применением соответствующих укрывистых пигментов и их концентрации. Наибольшей укрывистостью обладают белый и чёрный пигменты.
Прозрачность - важна для материалов, используемых при прозрачных отделках. Спасибо кэп!
На этом закругляюсь, всем спасибо за внимание! Ждите новой части поговорим о профессиональных материалах.
Всем привет! Вот я и приблизился к объяснению процессов нанесения ЛКМ. Распишу подробнее что это, как и с чем едят (конечно кушать их не нужно это вредно). Постараюсь объяснить максимально подробно (это не быстро) постараюсь сильно не душнить (но это не точно), разобью на несколько статей, так что наберитесь терпения)
Начнем с того, что при работе с ЛКМ (даже если у них водная основа) всегда используем средства индивидуальной защиты, ВСЕГДА! ВСЕГДА! ВСЕГДА!
В СИЗ входит:
Малярный костюм с капюшоном
перчатки нитриловые, а лучше повышенной стойкости к ацетону
Респиратор полумаска, а лучше полнолицевой
Очки
закрытая обувь
Это очень важно! При контакте разбавителя с голой кожей, проникновение веществ в кровоток происходит за считанные секунды (в этом списке и водные материалы). Здоровья нам это не добавляет.
Не пренебрегаем, максимально защищаемся.
1/5
Стартер пак маляра
Плёнкообразование - это база!
Как известно, лакокрасочные материалы (ЛКМ) обладают двумя состояниями: в жидкой форме в банке при доставке и превращаются в твердую пленку на окрашенной поверхности. ЛКМ - это комплексные смеси полимеров, которые после нанесения проходят через различные физико-химические изменения. Независимо от разнообразия состава и свойств ЛКМ, все они проходят ключевую стадию - процесс "плёнкообразования". Именно с его описания следует начать изучение характеристик ЛКМ в мебельной покраске.
Пшик и у тебя пленкообразование
Когда мы наносим лак или краску на поверхность мебели, мы инициируем процесс формирования пленки. Этот процесс начинается с испарения растворителя (или воды в водорастворимых материалах), что оставляет за собой смесь плотно упакованных полимерных цепей или пигментов. Со временем, эти цепи вступают в реакцию с кислородом воздуха или друг с другом (в случае с двухкомпонентными системами), уплотняясь в устойчивую плёнку.
Для понимания, как работают лакокрасочные материалы, следует помнить, что они содержат смолы и растворители, которые обычно состоят из нескольких жидкостей с разной степенью летучести. Разбавитель и отвердитель играют важные роли в рабочей смеси двухкомпонентных лакокрасочных материалов.
Разбавитель в ЛКМ используется для изменения вязкости смеси, что делает ее более легкой для нанесения, с помощью разбавителей мы корректируем такие факторы как температура окружающей среды и растекаемость материала, формируем нужную шагрень или красим в зеркало. Разбавитель — органическое вещество класса сложных эфиров (например: бутиловый эфир уксусной кислоты бутилацетат), органический растворитель содержит жидкости, которые испаряются после нанесения ЛКМ, помогая пленкообразованию. Важно отметить, что летучесть разбавителя может отличаться от летучести растворителя основного ЛКМ, что может влиять на процесс высыхания и образования плёнки. Как только материал наносится, начинается испарение разбавителя, что критически важно для образования пленки: слишком быстрое испарение может привести к неравномерности и пористости, слишком медленное — к загрузке поверхности пылью (почти все глянцевые покрытия долго сохнут, ниже мы поймем почему).
Отвердитель, с другой стороны, способствует химической реакции, которая приводит к отверждению ЛКМ. Он может содержать свои собственные растворители, которые также испаряются после нанесения. Химические процессы, запущенные отвердителем, продолжаются даже после того, как плёнка начинает твердеть, и обычно завершаются через неделю после нанесения. Существуют также ЛКМ, которые отверждаются под действием УФ-излучения в течение нескольких секунд.
Краска под микроскопом ИИ
Формирование пленки.
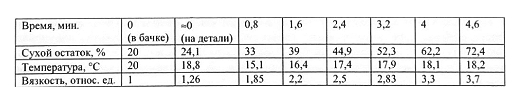
Сразу после нанесения ЛКМ на окрашиваемую деталь начинаются различные процессы. В приведенной ниже таблице содержится экспериментальная зависимость параметров НЦ лака от времени при нанесении распылением.
НЦ лак, также известный как нитролак или нитроцеллюлозный лак, это вид лакокрасочного материала, который является результатом соединения сложных азотных и кислотных эфиров целлюлозы. Этот лак обычно используется для защиты деревянных предметов мебели. НЦ лаки отличаются своей быстрой сушкой и подходят для деревянных и металлических оснований, но химстойкость и толщина слоя (сухой остаток) у них низкие.
Таблица
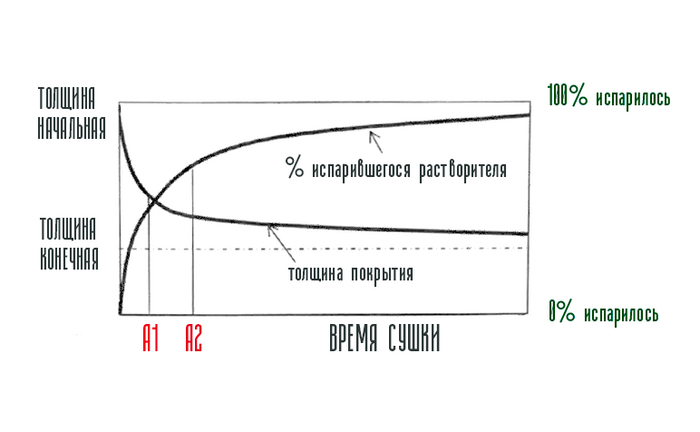
Как видно из таблицы вязкость лака возрастает на четверть уже при переходе из бачка пистолета на окрашиваемую деталь. Затем, за 1,6 минуты, вязкость и сухой остаток увеличиваются примерно в два раза по сравнению с параметрами материала в бачке. В этой таблице также отмечено интересное наблюдение: температура лака снижается примерно на 5°С из-за резкого расширения при распылении и последующего испарения растворителей. На графике ниже представлены обобщенные кривые испарения растворителей и изменения толщины нанесенного слоя лака в процессе сушки. Из графика видно, что в процессе сушки и образования пленки можно выделить три ключевые стадии. На первой стадии - от момента нанесения лака до момента А1, когда начинается сушка от пыли - происходит испарение растворителей из жидкости с открытой поверхности. На этом этапе наблюдается наиболее активное уменьшение количества растворителей и быстрое снижение толщины покрытия, что сопровождается быстрым ростом вязкости лака. В первую очередь испаряются наиболее летучие компоненты, что вызывает очень быстрый рост вязкости.
Рисунок 1. Зависимости количества испарившегося растворителя (справа) и толщины покрытия (слева) от времени сушки толстого слоя лака
После нанесения в приповерхностном слое начинаются процессы отверждения и в момент А1 (график) образуется тонкая поверхностная корка, поэтому этот период и называется длительность сушки от пыли, обычная величина её около 10 минут.
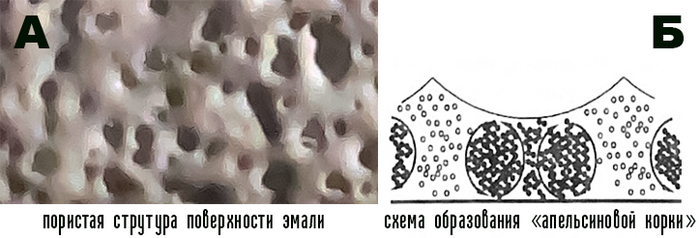
Появление поверхностной корки резко снижает скорость испарения растворителей. Далее корка растёт вглубь и постепенно в гелеобразное состояние переходит весь слой лака. При испарении жидкого материала изнутри объёма, ограниченного сверху коркой, возникают стягивающие силы параллельные поверхности. Поскольку лак сцеплен с древесиной, возникают напряжения, однако, пока слой ещё подвижный, эти напряжения не накапливаются. Стягивание, усадка внутреннего объёма лакового слоя в направлениях параллельных поверхности при наличии сверху подсушенной плёнки приводит к формированию микропористой структуры, тем более пористой, чем меньше конечный объём ЛКМ по отношению к начальному (рис. 2А).
Резкая неоднородность распределения компонентов ЛКМ в сохнущем слое приводит к возникновению внутренних потоков (растворители поднимаются вверх, смолы опускаются вниз) которые могут разбить даже первоначально ровно растёкшийся слой на ячейки с чередованием приподнятых и опущенных участков, «апельсиновая корка» (рис. 2Б). Если после испарения быстрых фракций растворителя слой ЛКМ остаётся достаточно текучим, то возникшая ячеистая структура поверхности разглаживается
Именно так работают глянцевые материалы, чтобы поверхность получалась максимально ровной.
1/2
рисунок 2
Полимеризация плёнки также сопровождается уменьшением объёма, стягиванием её вдоль поверхности. Процессы снятия напряжений происходят относительно медленно. Чтобы напряжения не накапливались, сушка не должна происходить быстрее их. Момент А2 (рис. 1) - время сушки наотлип, к этому моменту весь слой теряет подвижность, не проминается пальцем. Дальнейший выход растворителей из набирающей прочность плёнки происходит очень медленно. увеличиваются усадочные напряжения, покрытие может перейти в стеклообразное состояние, хотя в нём ещё длительное время удерживаются остатки растворителей, в основном высоко и среднекипящих. После достижения стеклообразного состояния возможна шлифовка. Усадка продолжается даже после шлифовки. Процесс набора твёрдости может идти около недели и даже больше. Очень часто бывает, что материалам не уделяется должное время на сушку, их быстро шлифуют и покрывают следующим слоем, а потом удивляются, как из гладкой поверхности получилась кожа морщинистой бабки, причем за очень небольшой промежуток времени. Время сушки до складирования, которое указано в техничке к материалу, определяется условно по достижению некоторой твёрдости - на глазок. Продолжительность сушки зависит от толщины слоя ЛКМ, но для различных химических разновидностей материалов по-разному. На всякий случай повторюсь: в толстых слоях ЛКМ появление поверхностной корки мешает испарению разбавителей из нижних слоёв, и продолжительность полного испарения разбавителей возрастает с ростом толщины слоя.
Обычно у полиуретановых материалов срок сушки до последующего шлифования или складирования примерно пропорционален толщине нанесённого жидкого слоя. У полиэфирных материалов с растворителем, участвующем сополимеризации, срок технологической сушки слабо зависит от толщины слоя.
Еще нужно учитывать не совсем очевидную зависимость продолжительности сушки от влажности воздуха: при относительной влажности воздуха около 80% сушка потребует в полтора раза больше времени, чем при влажности 30%. Причина этого заключается в том, что влага из воздуха занимает микроканалы, по которым происходит удаление разбавителей из слоя на завершающих этапах сушки. Имеются способы ускоренной сушки, при повышенной температуре. Повышение температуры в камере сушки на 10°С сокращает время сушки органоразбавимых ЛКМ примерно в 2 раза. Ускоренная сушка обычно включает в себя три этапа: обдув при 20°С 15-20 минут, затем выдержка при повышенной температуре 50-60°С около часа и охлаждение до 20°С тоже около 20 минут (это всяко быстрее 6-8часов при температуре 20°С). Длительность этапа обдува при 20°С обычно близка к параметру А1 времени сушки от пыли (смотри график). Повышение температуры в этот период опасно, т.к. интенсивное испарение большого количества растворителей может привести к пузырению, формированию неровной поверхностной плёнки и еще куче других дефектов. Изделия из некоторых пород древесины нельзя сушить при слишком высокой температуре, например, у хвойных при 45°С начинается разложение смол.
ИК СУШКА
Один из крутых способов сушки является сушка инфракрасным (ИК) излучением, оно хорошо поглощается слоем ЛКМ и подложкой. Как правило используется коротковолновое ИК излучение (NIR - лампы). При этом весь нанесённый слой материала быстро и интенсивно прогревается снизу, от основания, в отличие от обычной сушки с нагревом сверху. Однако, предварительный обдув при 20°С здесь также необходим чтобы не вскипело. Во время сушки происходят разнообразные процессы: физическое сцепление макромолекул и химические реакции полимеризации (происходят без выделения побочных продуктов: полиэфирные, полиуретановые, акриловые ЛКМ) или поликонденсации процесс синтеза полимеров из полифункциональных (чаще всего бифункциональных) соединений, обычно сопровождающийся выделением низкомолекулярных побочных продуктов (который должен удаляться при сушке - например, формальдегид для материалов кислотного отверждения, вода или спирт). Полимеры в плёнке образуются, как правило, из олигомеров (молекула в виде цепочки из небольшого числа одинаковых составных звеньев) веществ с небольшой степенью полимеризации (молекулярная масса до 5000) и мономеров молекул, не объединённых в полимерные структуры. Полимеризация и поликонденсация приводят к уменьшению объёма участвующих веществ, что вносит существенный вклад в процессы усадки. Нитроцеллюлозные и однокомпонентные водоразбавимые материалы образуют плёнку в основном за счёт испарения разбавителей, реакций при этом не происходит, т.е., между молекулами в плёнке образуются не настоящие химические связи, а физические контакты, зацепы. Качество получившегося покрытия в значительной степени зависит от температуры сушки. Повышение температуры приводит к более плотной сшивке молекул поперечными связями и в результате - к повышению твёрдости, влагостойкости и других показателей покрытия. Существует характерная для каждого материала плёнкообразующая температура. Использование материала при температуре ниже этой температуры приводит к критическому ухудшению качества покрытия. Сформированная лакокрасочная плёнка при нормальных температурах находится, как правило, в стеклообразном, твердом состоянии. При повышении температуры плёнка, сформированная из молекул, переходит высокоэластичное состояние (наподобие каучука), а затем уже в вязкотекучее (разжижается). Материалы, обладающие таким свойством, называются термопластичными. У качественных термопластичных плёнкообразователей (НЦ, 1К водные) температура перехода в высокоэластичное состояние должна немного превышать максимальную температуру эксплуатации, а температура перехода в вязкотекучее состояние должна быть как можно выше. Термопластичность характерна также для многих материалов (полиуретаны, полиэфиры, акриловые) как временное состояние при не завершённом процессе полимеризации.
Термопластичность это норма
Процесс полировки покрытий наилучшим образом происходит именно в этом состоянии. Чтобы заблестело нужно погреть)
ФУУХ! На этом пока достаточно
Спасибо всем, кто дочитал! За сим откланиваюсь, до скорых встреч!