

Коллекция Turbo
8 постов
8 постов
3 поста
6 постов

2 поста

Восьмая часть восстановленных сканов, номера 330 - 380
Карусели по 5 изображений.
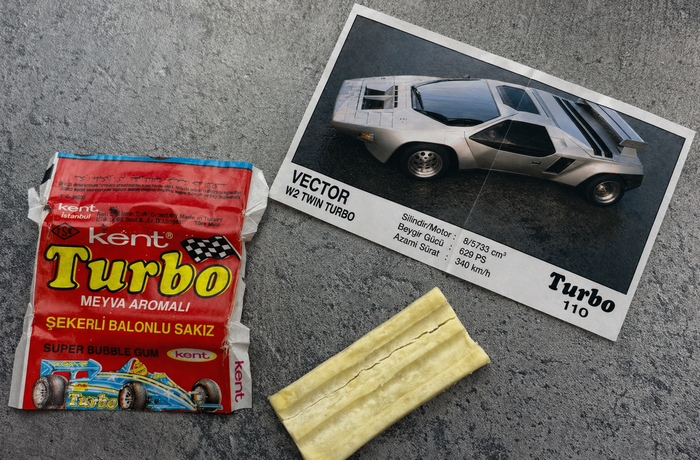
Очередное продолжение еженедельного сериала, ретушь и восстановление сканов в HD, в рамках хобби проекта по вёрстке коллекционной книги.
Мало-помалу пересобираю исходники оригинальных вкладышей 5х8 см в формат постеров, опираясь на труд тех людей, кто разыскал исходные журнальные фотографии, с которых турецкий производитель жвачки передирал эту коллекцию.
Первая часть (1986-1987), номера 1-50
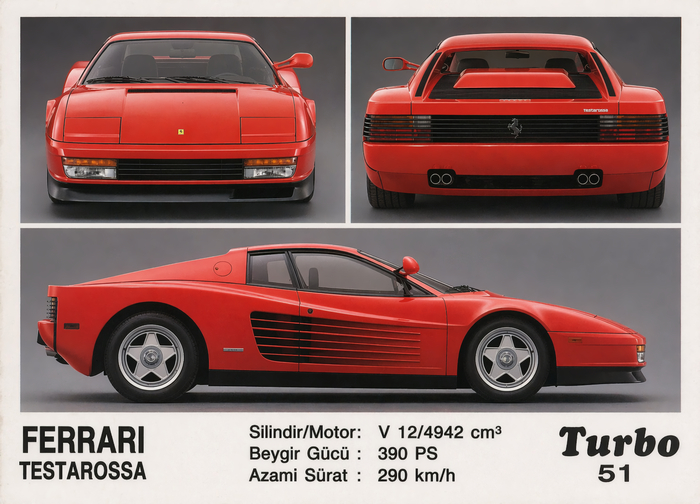
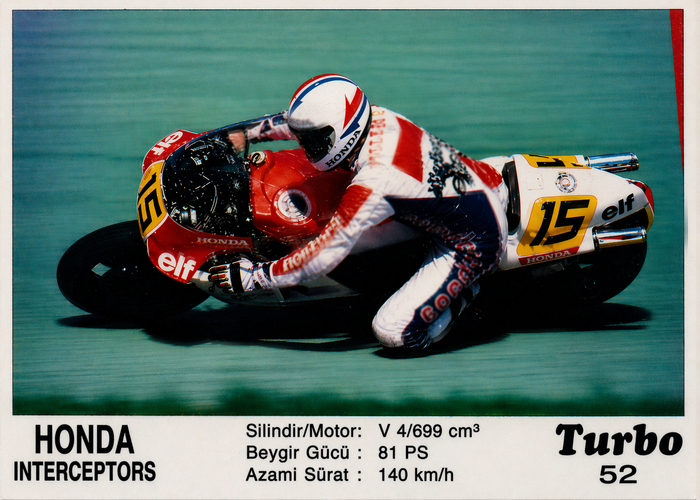
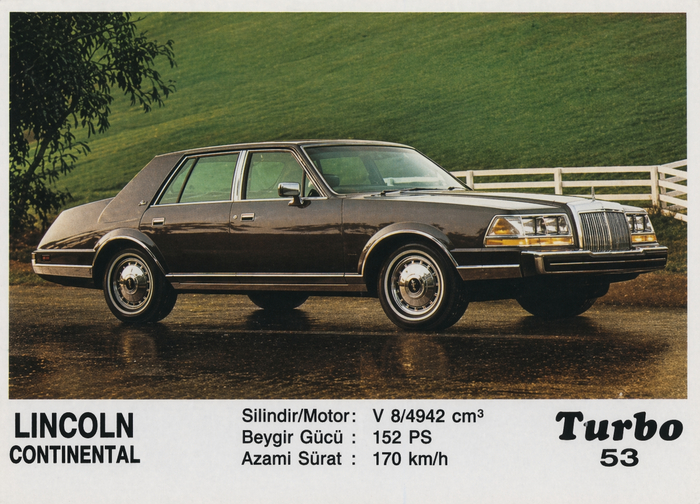
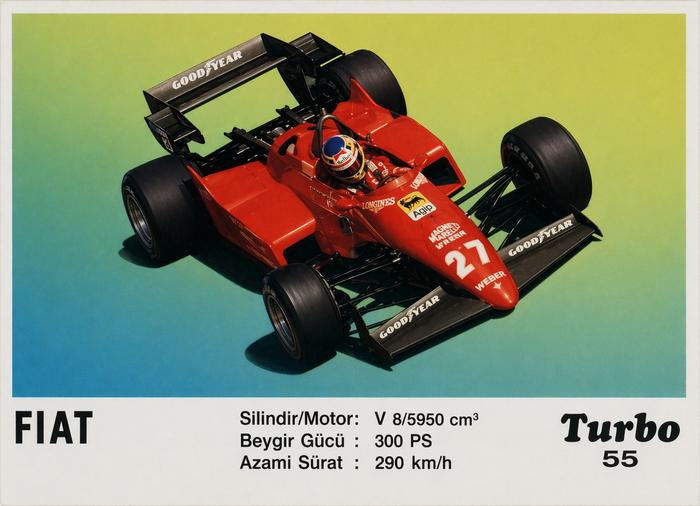
Вторая часть (1987-1989), номера 51-100
Третья часть (1989—1990), номера 101 - 150
Четвёртая часть (1991—1992), номера 151 - 200
Пятая часть (1992—1993), номера 200 - 250
Шестая часть (1993—1994), номера 251 - 290
Седьмая часть (1994—1995), номера 301 - 330
.
Сохранены все оригинальные ошибки в названиях, опечатки, взятые от балды характеристики и косяки в цветовой гамме.
С момента публикации оригинальных фотографий в журналах прошло около 40 лет, но пока доступны исходники, существует возможность перерисовать в лучшем разрешении (чем большинство выложенных в сети) сканов и фотографий.


























В дополнение к восстановлению вкладышей, я выложил коллекцию постеров, посвящённых ранней эпохе автомобилестроения. К сожалению алгоритмы Пикабу утопили этот пост, но так как мне важны не плюсы а возможность поделиться интересным контентом, оставляю ссылку.
Это (на мой взгляд) выдающаяся подборка из 60+ олдтаймеров по настоящему достойна печати и украшения интерьера.
Сканы выложены в 8к. (8747 x 6862)
.
Я очень признателен всем откливнувшимся за фотографии коллекции в хорошем разрешении, аргументированную критику, и монетки, благодаря которым каждая новая часть этой серии на 120 минут увеличивает количество показов. Несмотря на то, что смысл этой серии постов не в плюсах, деньгах или признании, а в "пришивании подворотничка к воротничку", возможность поделиться чувством ностальгии - вполне неплохое применение для этих "морковок"
.
Остаток, не уместившмйся в лимит на 50 картинок, как всегда, в закреплённом комментарии.
.

Седьмая часть восстановленных сканов, номера 301-330
Карусели по 5 изображений.
Очередное продолжение серии, ретушь и восстановление сканов в HD, в рамках хобби проекта по вёрстке коллекционной книги.
Мало-помалу пересобираю исходники оригинальных вкладышей 5х8 см в формат постеров, опираясь на труд тех людей, кто разыскал исходные журнальные фотографии, с которых турецкий производитель жвачки передирал эту коллекцию.
Первая часть (1986-1987), номера 1-50
Вторая часть (1987-1989), номера 51-100
Третья часть (1989—1990), номера 101 - 150
Четвёртая часть (1991—1992), номера 151 - 200
Пятая часть (1992—1993), номера 200 - 250
Шестая часть (1993—1994), номера 251 - 290
Седьмая часть (1993—1994), номера 301 - 330
.
Сохранены все оригинальные ошибки в названиях, опечатки, взятые от балды характеристики и косяки в цветовой гамме.
С момента публикации оригинальных фотографий в журналах прошло около 40 лет, но пока доступны исходники, существует возможность перерисовать в лучшем разрешении (чем большинство выложенных в сети) сканов и фотографий.




Восстановление 305 номера заняло неприлично большое количество времени, в оригинальном вкладыше из-за пересвета огромная часть детализации была изначально утеряна.



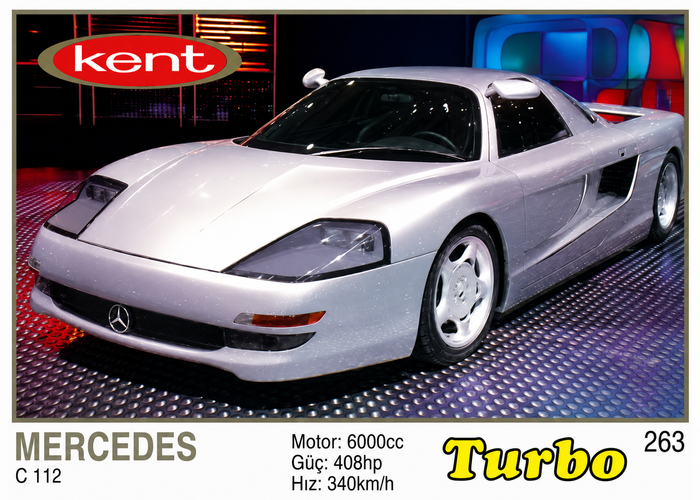
В 306 номере я позволил себе немного отойти от оригинала, и поместить С-112 Мерседес в чуть другом ракурсе, ввиду того, что исходная журнальная фотография не сохранилась, в отличие от других фотографий этого сета.
Номер же 309 - в результате обработки пошёл на компромисс, т.к. оригинальные снимки родом из начала 80-х, и к 1992 году автомобиль отправился на свалку, история не сохранила журнальных фотографий приемлемого качества.
Многочасовое восстановление проводилось через обученную ERSGAN модель, с ручным восстановлением фоновой карты с заднего плана. В результате накопленные артефакты, при сохранении попиксельного соответствия фотографии вкладыша потребовалось нейтрализовать путём добавления растрового зерна.




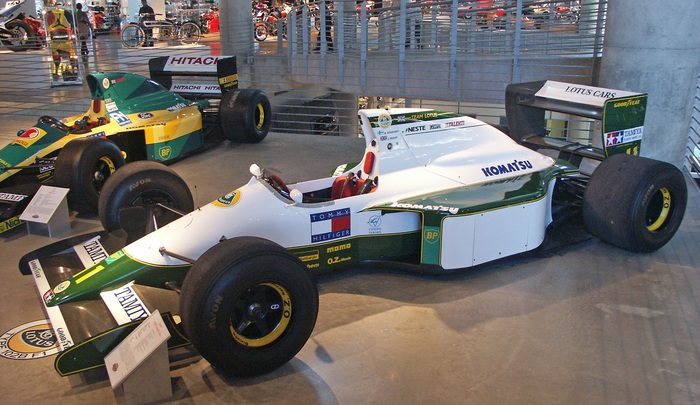
Номер 315 представляет собой особый интерес, если в других формульных вкладышах я ограничивался восстановлением исторической справедливости, в виде восстановления логотипов спонсоров, (стёртых антитабачной цензурой), то Лотус, Мики Хаккинена, из сезона 1991 года, при внимательном рассмотрении, содержит на борту одну интересную наклейку:












Номер 328, с Кенвортовским грузовиком примечателен тем, что именно в этой раскраске до сих пор изредка можно найти в продаже масштабную модель от REVELL. 1/25 7528 KENWORTH T 600, Nr. 7528
.
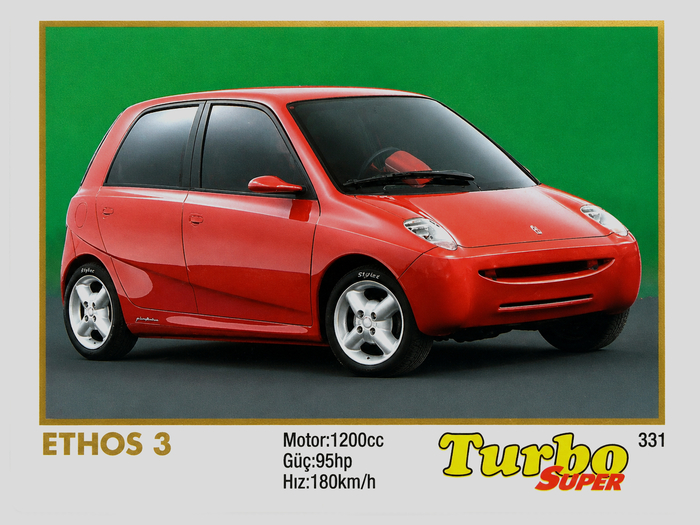
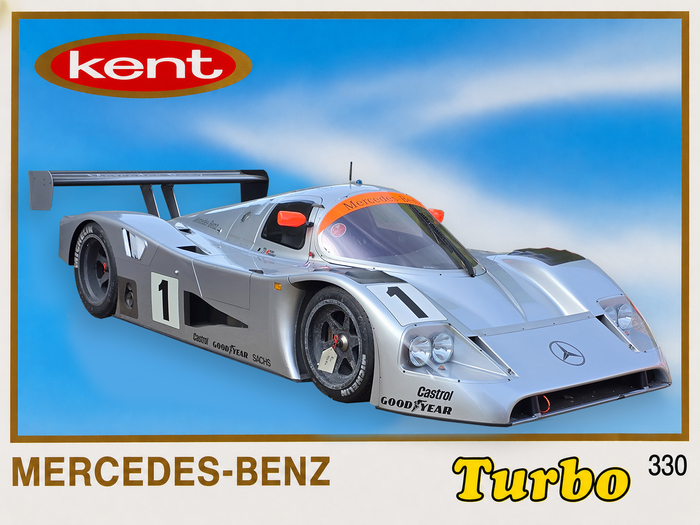
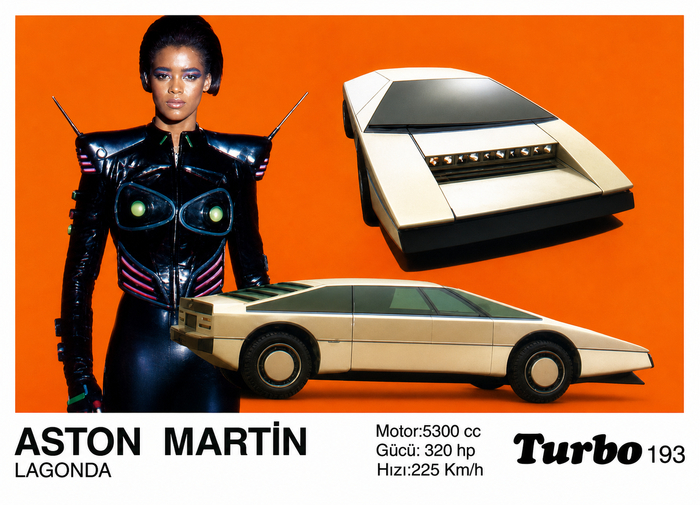
330, завершающий серию Silver, тоже был изменён в угоду аутентичности.
Та же модель, тот же год, но чуть другой ракурс и большая детализация.
.
В этом выпуске вместо 50 традиционных вкладышей, я ограничилсся завершением серии Silver, т.к. много времени уходит на исправление косяков прошлых выпусков. Впереди ожидает большое обновление с исправленными архивами и начало серии Turbo Super. (номера 331-540, с 1994 по 1999 год)
.
Я очень признателен всем откливнувшимся за фотографии коллекции в хорошем разрешении, аргументированную критику, и монетки, благодаря которым каждая новая часть этой серии на 120 минут увеличивает количество показов. Несмотря на то, что смысл этой серии постов не в плюсах, деньгах или признании, а в "пришивании подворотничка к воротничку", возможность поделиться чувством ностальгии - вполне неплохое применение для этих "морковок"
.

Шестая часть восстановленных сканов, номера 251-290
Карусели по 5 изображений.
Очередное продолжение серии, ретушь и восстановление сканов в HD, в рамках хобби проекта по вёрстке коллекционной книги.
Мало-помалу пересобираю исходники оригинальных вкладышей 5х8 см в формат постеров, опираясь на труд тех людей, кто разыскал исходные журнальные фотографии, с которых турецкий производитель жвачки передирал эту коллекцию.
Первая часть (1986-1987), номера 1-50
Вторая часть (1987-1989), номера 51-100
Третья часть (1989—1990), номера 101 - 150
Четвёртая часть (1991—1992), номера 151 - 200
Пятая часть (1992—1993), номера 200 - 250.
.
Сохранены все оригинальные ошибки в названиях, опечатки, взятые от балды характеристики и косяки в цветовой гамме.
С момента публикации оригинальных фотографий в журналах прошло около 40 лет, но пока доступны исходники, существует возможность перерисовать в лучшем разрешении (чем большинство выложенных в сети) сканов и фотографий.



Классическая серия вкладышей на этом закончилась.
Полная серия - номера 261-330 (1993-94)






















В дополнение к восстановлению вкладышей, я выложил коллекцию постеров, посвящённых ранней эпохе автомобилестроения. К сожалению алгоритмы Пикабу утопили этот пост, но так как мне важны не плюсы а возможность поделиться интересным контентом, оставляю ссылку.
Это (на мой взгляд) выдающаяся подборка из 60+ олдтаймеров по настоящему достойна печати и украшения интерьера.
Сканы выложены в 8к. (8747 x 6862)
.
.
Эта неделя выдалась тяжёлой, на традиционные 50 вкладышей просто не хватило времени. Выложу остаток чуть позже, в закреплённом комментарии.
Я буду очень признателен за фотографии вашей коллекции в хорошем разрешении, т.к. имеющиеся у меня исходники родом ещё из 90-х, и восстановление из формата 300х500рх превращается в долгую и мучительную задачу.
Буду также рад и благодарен за монетки, если кому-то не нужны, через Пикабуст они помогают на 120 минут увеличить количество показов. Несмотря на то, что смысл этой серии постов не в плюсах, деньгах или признании, а в "пришивании подворотничка к воротничку", возможность поделиться чувством ностальгии - вполне неплохое применение для этих "морковок"
.
Пятая часть восстановленных сканов, номера 200 - 250.
Карусели по 5 изображений.
Очередное продолжение серии, ретушь и восстановление сканов в HD, в рамках хобби проекта по вёрстке коллекционной книги.
Мало-помалу пересобираю исходники оригинальных вкладышей 5х8 см в формат постеров, опираясь на труд тех людей, кто разыскал исходные журнальные фотографии, с которых турецкий производитель жвачки передирал эту коллекцию.
Первая часть (1986-1987), номера 1-50
Вторая часть (1987-1989), номера 51-100
Третья часть (1989—1990), номера 101 - 150
Четвёртая часть (1991—1992), номера 151 - 200
.
Сохранены все оригинальные ошибки в названиях, опечатки, взятые от балды характеристики и косяки в цветовой гамме.
С момента публикации оригинальных фотографий в журналах прошло около 40 лет, но пока доступны исходники, существует возможность перерисовать в лучшем разрешении (чем большинство выложенных в сети) сканов и фотографий.
































Остаток в закреплённом комментарии.
.

В дополнение к восстановлению вкладышей, я выложил коллекцию постеров, посвящённых ранней эпохе автомобилестроения. К сожалению алгоритмы Пикабу утопили этот пост, но так как мне важны не плюсы а возможность поделиться интересным контентом, оставляю ссылку.
Это (на мой взгляд) выдающаяся подборка из 60+ олдтаймеров по настоящему достойна печати и украшения интерьера.
Сканы выложены в 8к. (8747 x 6862)
.
.
P.s. Обещанная подборка, разбитая по архивам временно сдвинулась в сроках из-за острой необходимости закрыть гештальт с прохождением Need for Speed Underground 2, на что 22 года назад, в студенческие годы не выдалось возможности.
Прошу понять и простить.


Четвёртая часть восстановленных сканов, номера 151 - 200.
Карусели по 5 изображений.
Очередное продолжение серии, ретушь и восстановление сканов в HD, в рамках хобби проекта по вёрстке коллекционной книги.
Мало-помалу пересобираю исходники оригинальных вкладышей 5х8 см в формат постеров, опираясь на труд тех людей, кто разыскал исходные журнальные фотографии, с которых турецкий производитель жвачки передирал эту коллекцию.
Первая часть (1986-1987), номера 1-50
Вторая часть (1987-1989), номера 51-100
Третья часть (1989—1990), номера 101 - 150
.
Сохранены все оригинальные ошибки в названиях, опечатки, взятые от балды характеристики и косяки в цветовой гамме.
С момента публикации оригинальных фотографий в журналах прошло около 40 лет, но пока доступны исходники, существует возможность перерисовать в лучшем разрешении (чем большинство выложенных в сети) сканов и фотографий.
























Остаток в закреплённом комментарии.
.

В дополнение к восстановлению вкладышей, я выложил коллекцию постеров, посвящённых ранней эпохе автомобилестроения. К сожалению алгоритмы Пикабу утопили этот пост, но так как мне важны не плюсы а возможность поделиться интересным контентом, оставляю ссылку.
Это (на мой взгляд) выдающаяся подборка из 60+ олдтаймеров по настоящему достойна печати и украшения интерьера.
Сканы выложены в 8к. (8747 x 6862)
.
Из крупных обновлений в коллекции:
Начал процесс подгонки растущей коллекции в формат 4к постеров. Т.к. апскейл без потерь и "замыливания" невозможен, в большой формат перегоняется через сознательное ухудшение картинки, путём добавления типографского растра. С практической стороны, этот шаг визуально приближает стилизацию под исходники, и позволяет избавиться от искуственности и избыточного глянца.
Образец растра со смещением на 30 градусов по каналам CMYK
.
Третья часть восстановленных сканов, номера 101 - 150.
Карусели по 5 изображений.
Очередное продолжение серии, ретушь и восстановление сканов в HD, в рамках хобби проекта по вёрстке коллекционной книги.
Мало-помалу пересобираю исходники оригинальных вкладышей 5х8 см в формат постеров, опираясь на труд тех людей, кто разыскал исходные журнальные фотографии, с которых турецкий производитель жвачки передирал эту коллекцию.
.
Первая часть (1986-1987), номера 1-50
Вторая часть (1987-1989), номера 51-100
Сохранены все оригинальные ошибки в названиях, опечатки, взятые от балды характеристики и косяки в цветовой гамме.
С момента публикации оригинальных фотографий в журналах прошло около 40 лет, но пока доступны исходники, существует возможность перерисовать в лучшем разрешении (чем большинство выложенных в сети) сканов и фотографий.
















В дополнение к восстановлению вкладышей, я выложил коллекцию постеров, посвящённых ранней эпохе автомобилестроения. К сожалению алгоритмы Пикабу утопили этот пост, но так как мне важны не плюсы а возможность поделиться интересным контентом, оставляю ссылку.
Это (на мой взгляд) выдающаяся подборка из 60+ олдтаймеров по настоящему достойна печати и украшения интерьера.
Сканы выложены в 8к. (8747 x 6862)

С первой частью восстановленной коллекции вкладышей Turbo можно ознакомиться здесь. (Номера 1-50)
Часть 2, номера 51-100 (1987-1989 гг.)
.

Заголовок не кликбейтный:
Я решил поделиться сканами своей коллекции, т.к. эти старые немецкие изображения в рунете ранее действительно никем не публиковались.
Серия «Oldtimer» — это культовая коллекция высококачественных репродукций, которая выпускалась в Германии в 1960-х и 1970-х годах. Постеры выдавались на заправках Aral в качестве бонуса: один лист за заправку 20 литров топлива.
Большинство работ серии выполнил иллюстратор Эдуард Кюн (Edouard Kühn).
Альбом №1 (Модели 1885–1930 гг.): Ранняя классика и зарождение автомобилестроения.
Альбом №2 (Модели 1931–1939 гг.): Роскошные авто предвоенной эпохи.
Серия «Automobile aus dem Motorsport»: Включала 32 мотива легендарных гоночных болидов, таких как Daimler W196 или Irving-Napier «Golden Arrow».
Иллюстрации для этой коллекции создал художник Вальтер Готшке (Walter Gotschke) — один из самых известных автомобильных художников Германии, прославившийся своими работами для Mercedes-Benz
Моя коллекция далеко не полная, но я решил поделиться тем что имеется в наличии, остканировав в 8к при 600dpi разрешении (8774 x6905), что подойдёт даже для типографской печати.
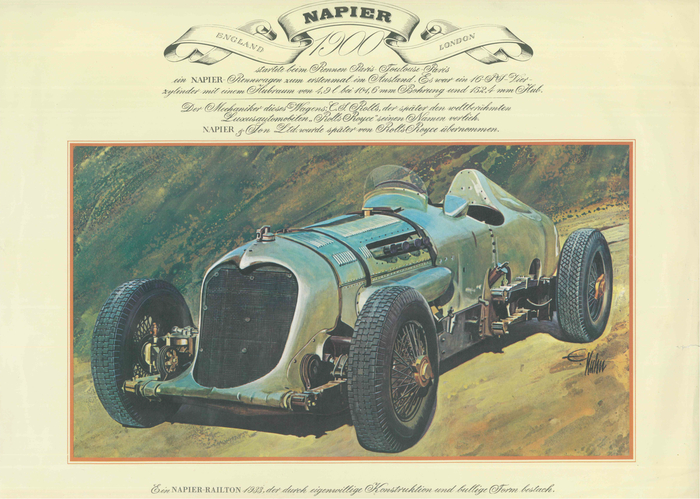
— Силовая установка — авиационный двигатель Napier Lion.
Napier-Railton (1933)
Конфигурация: W12 (три блока по 4 цилиндра), объём: 24 литра. Мощность: ≈ 500–580 л.с. Коробка: механическая, 3-ступенчатая, Максимальная скорость: ~ 270 км/ч
.
— Ранний пример инженерной философии: “Результат определяется не пиковой мощностью, а удельной эффективностью всей системы: мощность на единицу массы при минимальных потерях”
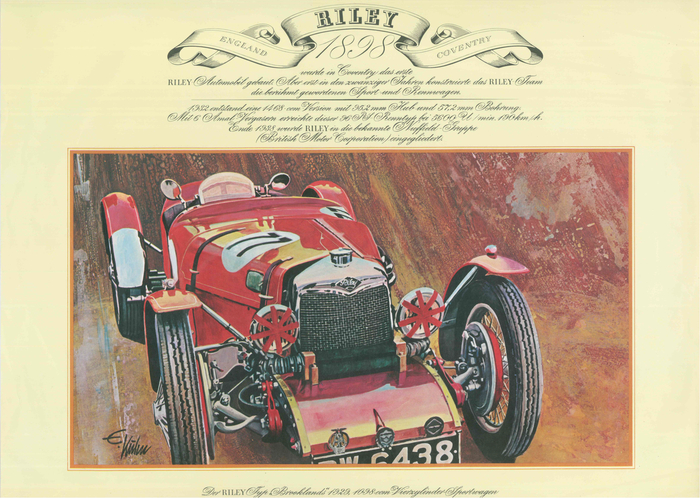
Riley Nine “Brooklands” (1929),
Объём: 1098 см³. С шестью карбюраторами Amal этот гоночный двигатель мощностью всего в 90 коней, развивал 190 км/ч при 5600 об/мин.
.

— прозвище “Laubfrosch” (“лягушонок”) получил из-за ярко-зелёного цвета первых серий.
Opel 4 PS “Laubfrosch” (1923)
Рядный 4-цилиндровый двигатель ~1.0 л, около 12 л.с.; задний привод, 3-ступенчатая МКПП; максимальная скорость ~60 км/ч. Лёгкий массовый кабриолет, один из первых доступных автомобилей Германии.
.
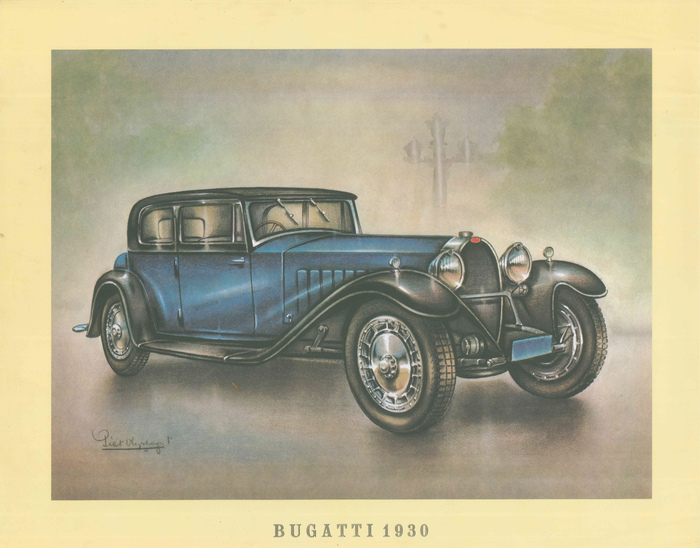
— назывался “Petite Royale”, потому что был «уменьшенной» версией гигантского Type 41, но всё равно оставался чрезмерно роскошным.
Bugatti Type 46 (1930)
Рядный 8-цилиндровый двигатель ~5.4 л, около 140 л.с.; задний привод, 3-ступенчатая МКПП; максимальная скорость ~150 км/ч.
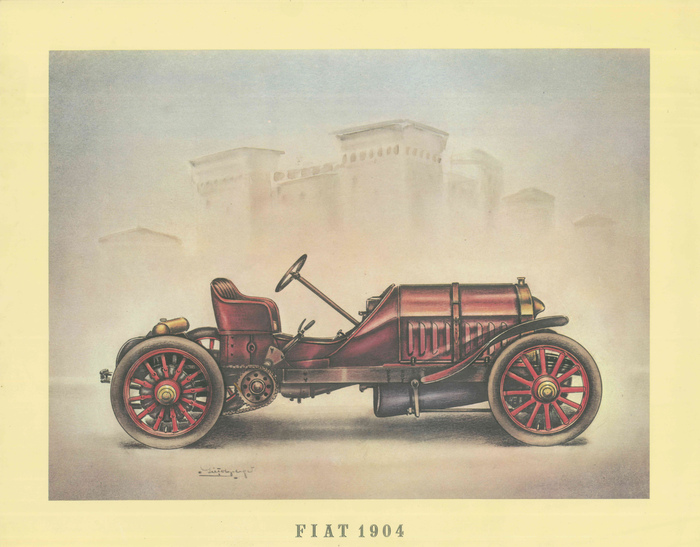
— один из первых автомобилей, на которых FIAT начал активно участвовать и побеждать в гонках.
FIAT 24 HP (1904)
Рядный 4-цилиндровый двигатель ~6.4 л, около 24 л.с.; цепной привод, 4-ступенчатая МКПП; максимальная скорость ~75 км/ч.
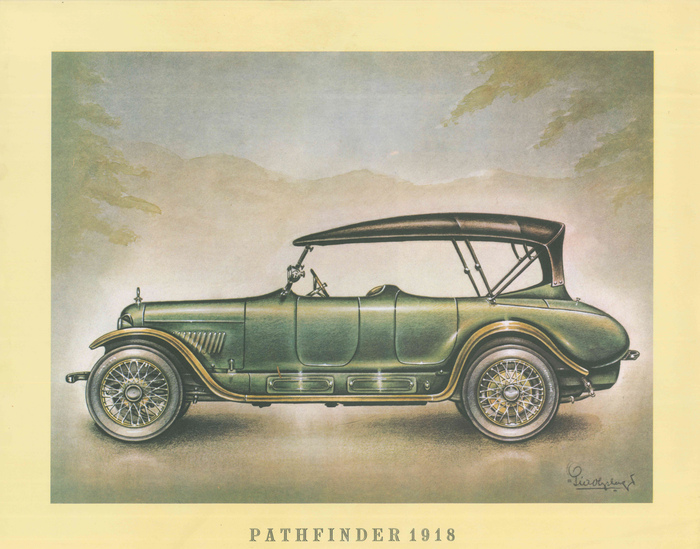
— рекламировался как «тихий как электрический», что для того времени было серьёзным инженерным достижением.
Pathfinder Series 18 (1918)
Рядный 6-цилиндровый двигатель ~4.9 л, около 45–50 л.с.; задний привод, 3-ступенчатая МКПП; максимальная скорость ~110 км/ч.
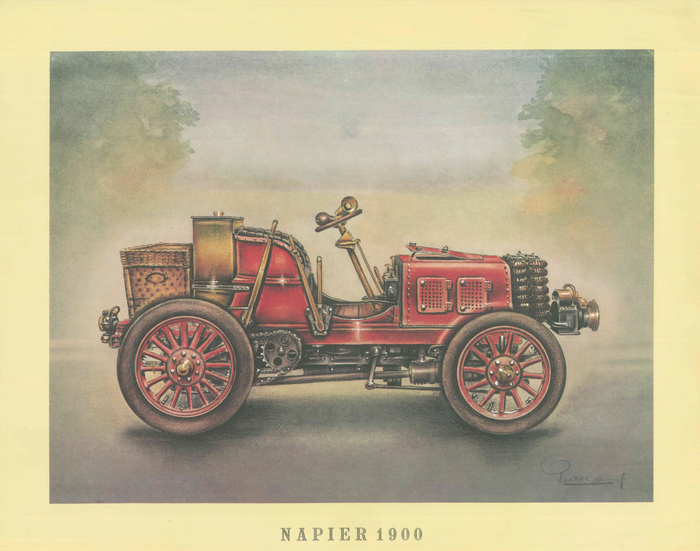
— Napier одним из первых в Британии сделал ставку на высокую мощность и участвовал в ранних автогонках.
Napier 12 HP (1900)
Рядный 2-цилиндровый двигатель ~1.6–2.0 л, около 12 л.с.; цепной привод, 3-ступенчатая трансмиссия; максимальная скорость ~70 км/ч.
.
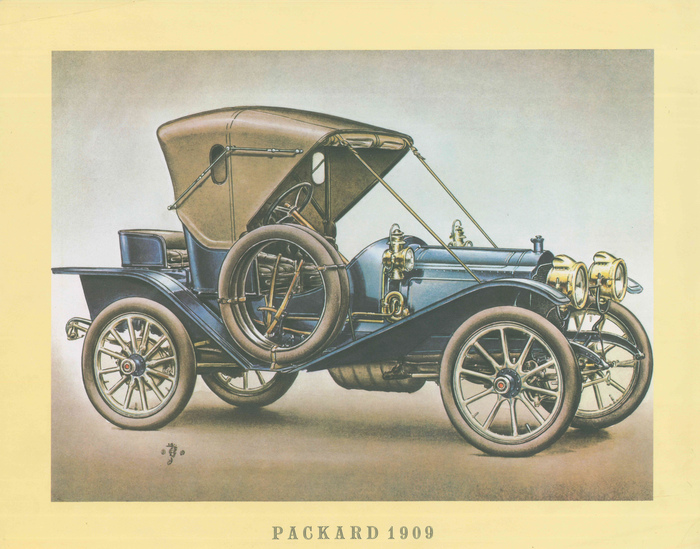
— Packard продвигал слоган “Ask the Man Who Owns One”, ставший культовым в автоиндустрии.
Packard Model 18 (1909)
Рядный 4-цилиндровый двигатель ~5.3 л, около 30–35 л.с.; задний привод, 3-ступенчатая МКПП; максимальная скорость ~80 км/ч.
.
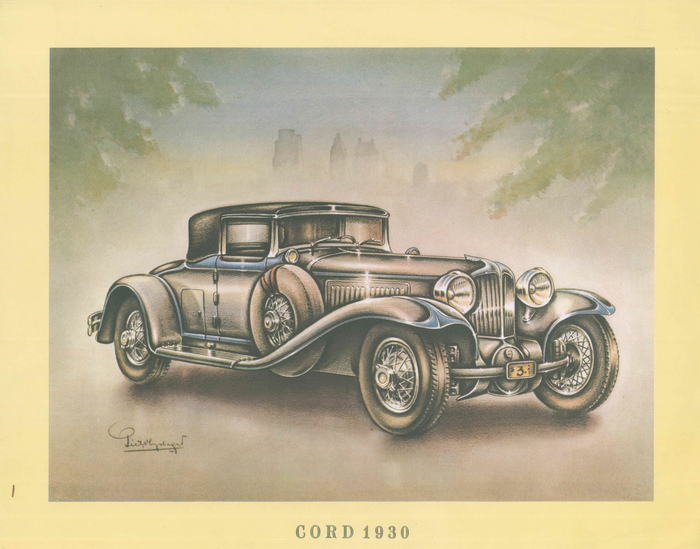
— один из первых серийных переднеприводных автомобилей, опередивший своё время.
Cord L-29 (1930)
Рядный 8-цилиндровый двигатель ~4.9 л, около 125 л.с.; передний привод, 3-ступенчатая МКПП; максимальная скорость ~130 км/ч.
.
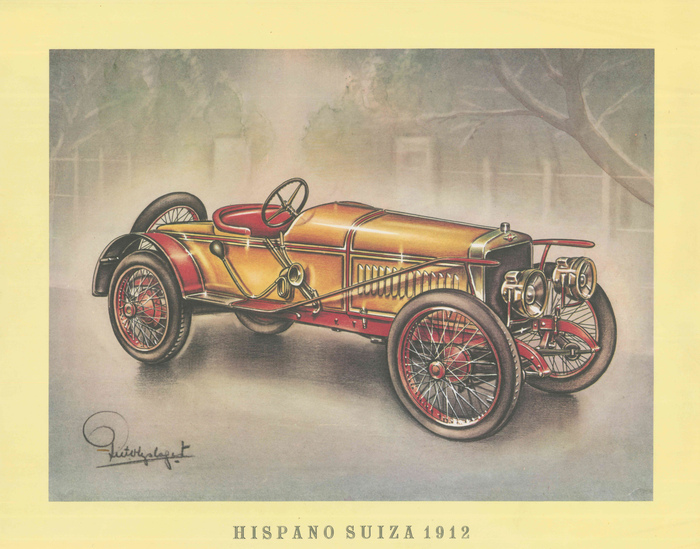
— назван в честь испанского короля, который сам был поклонником марки и гонял на этих машинах.
Hispano-Suiza Alfonso XIII (1912)
Рядный 4-цилиндровый двигатель ~3.6–3.8 л, около 60 л.с.; задний привод, 4-ступенчатая МКПП; максимальная скорость ~120 км/ч. Один из предшественников европейских спорткаров.
.
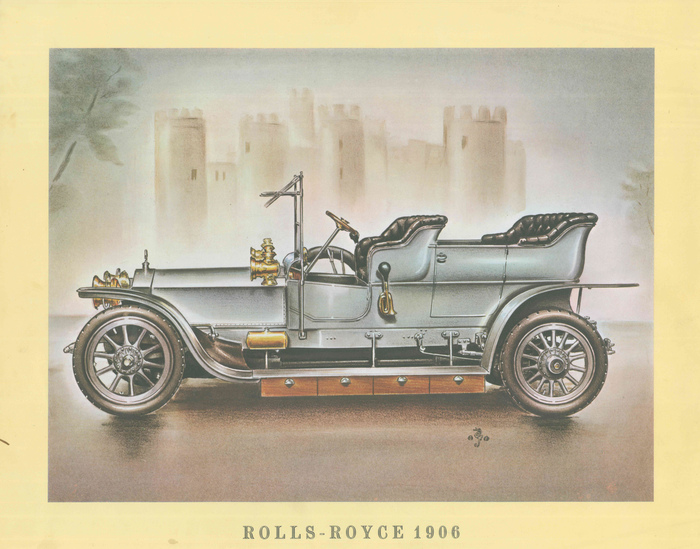
— получил репутацию «лучшего автомобиля в мире» после сверхдальних пробегов без поломок.
Rolls-Royce 40/50 HP “Silver Ghost” (1906)
Рядный 6-цилиндровый двигатель ~7.0 л, около 48 л.с.; задний привод, 4-ступенчатая МКПП; максимальная скорость ~100 км/ч.
.
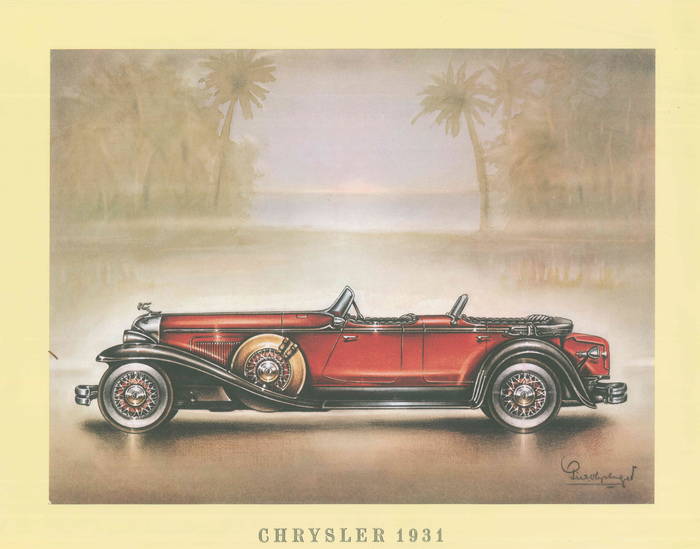
— Одним из первых начал оснащаться гидравлическими тормозами, когда большинство конкурентов ещё использовали механические.
Chrysler CG Imperial (1931)
Рядный 8-цилиндровый двигатель ~6.3 л, около 125–135 л.с.; задний привод, 3-ступенчатая МКПП; максимальная скорость ~140 км/ч.
.
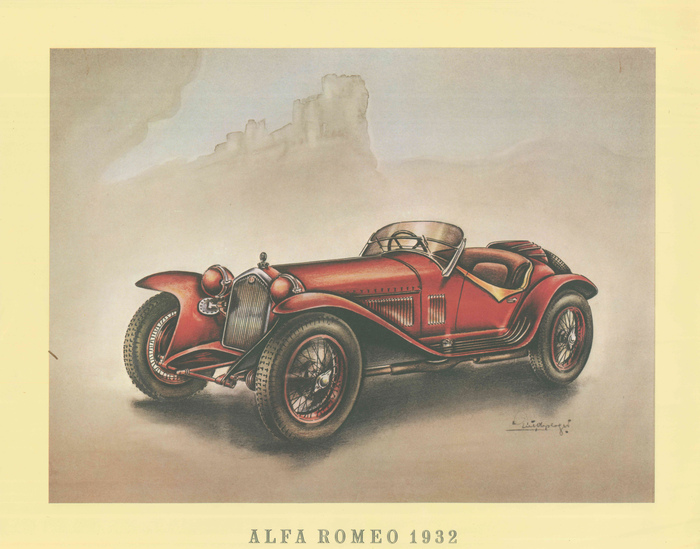
— многократный победитель Le Mans, что закрепило за ним статус легенды автоспорта.
Alfa Romeo 8C 2300 (1932)
Рядный 8-цилиндровый двигатель ~2.3 л с компрессором, около 140–165 л.с.; задний привод, 4-ступенчатая МКПП; максимальная скорость ~180 км/ч.
.
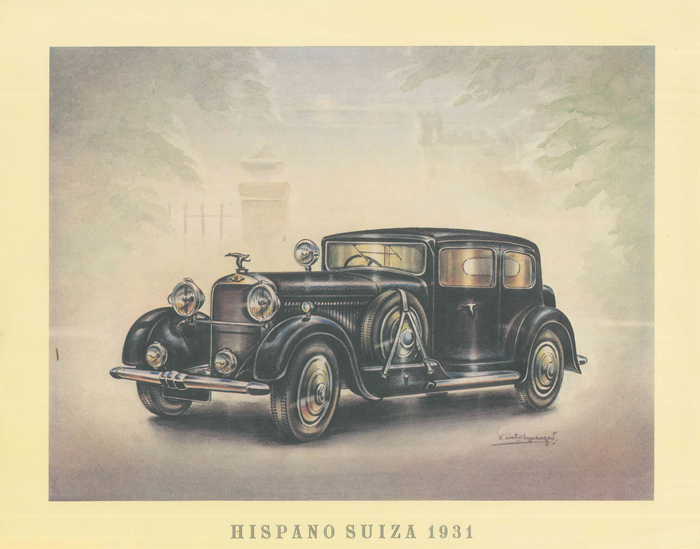
— использовал авиационные технологии, включая усиленные тормоза, спец. конструкции.
Hispano-Suiza H6B (1931)
Рядный 6-цилиндровый двигатель ~6.6 л, около 135–160 л.с.; задний привод, 3–4-ступенчатая МКПП; максимальная скорость ~140 км/ч.
.
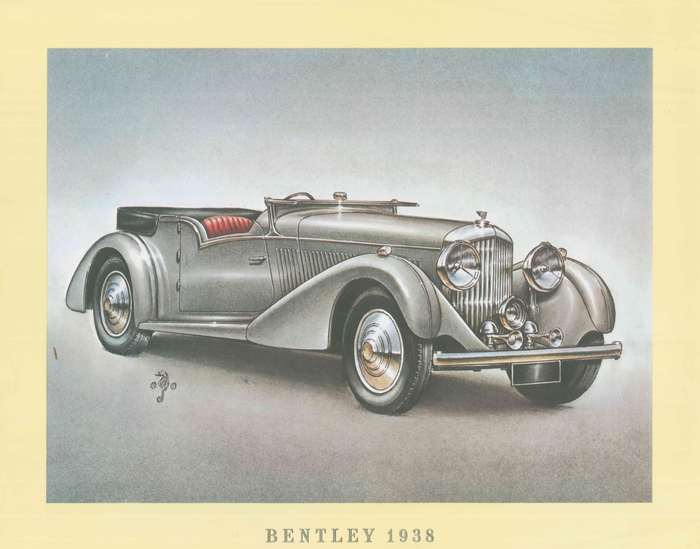
— создавался как более надёжная альтернатива проблемному 4-литровому предшественнику.
Bentley 4¼ Litre (1938)
Рядный 6-цилиндровый двигатель ~4.25 л, около 125 л.с.; задний привод, 4-ступенчатая МКПП; максимальная скорость ~145 км/ч.
.
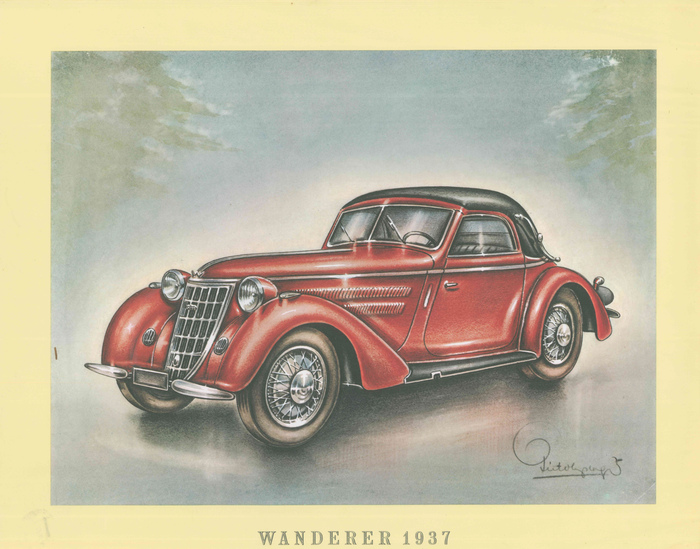
— компрессор включался вручную, давая кратковременный прирост мощности по требованию.
Wanderer W25K (1937)
Рядный 6-цилиндровый двигатель ~2.0 л с компрессором, около 85 л.с.; задний привод, 4-ступенчатая МКПП; максимальная скорость ~145 км/ч.
.

— стал началом серии T-type, которая позже покорила американский рынок.
MG TA Midget (1937)
Рядный 4-цилиндровый двигатель ~1.3 л, около 50 л.с.; задний привод, 4-ступенчатая МКПП; максимальная скорость ~125 км/ч.
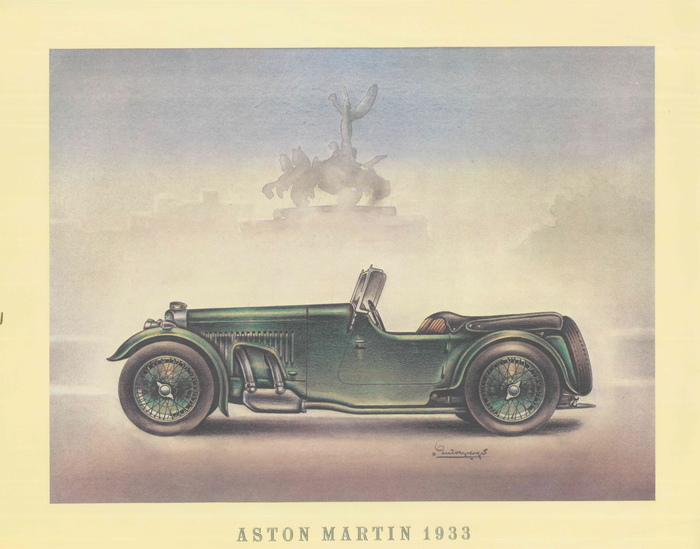
— Компания постоянно балансировала на грани банкротства, но выживала благодаря энтузиастам.
Aston Martin Le Mans (1933)
Рядный 4-цилиндровый двигатель ~1.5 л, около 70 л.с.; задний привод, 4-ступенчатая МКПП; максимальная скорость ~130 км/ч.
.
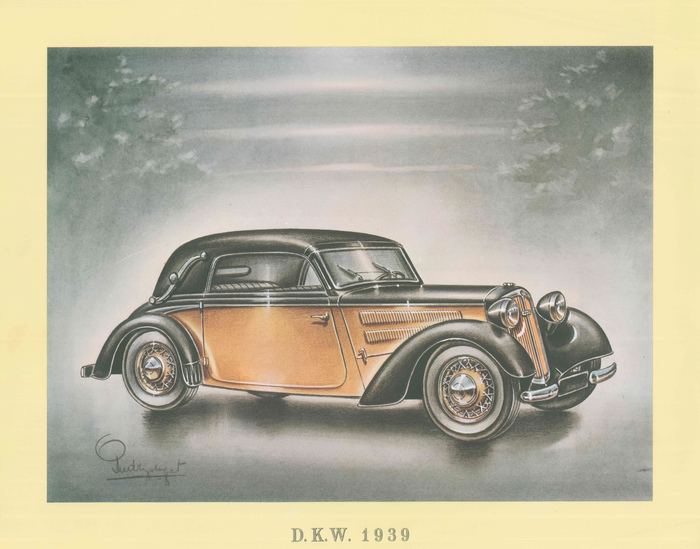
— входил в Auto Union вместе с Audi и Horch — прообраз современного VAG.
DKW F8 Meisterklasse (1939)
2-цилиндровый двухтактный двигатель ~0.7 л, около 20 л.с.; передний привод, 3-ступенчатая МКПП; максимальная скорость ~85 км/ч.
.
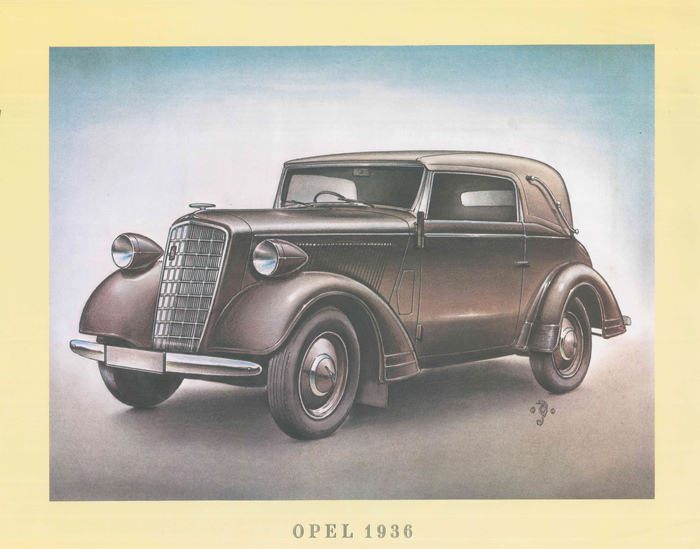
— Первый массовый немецкий автомобиль с полностью стальным несущим кузовом (монокок).
Opel Olympia (1936)
Рядный 4-цилиндровый двигатель ~1.3 л, около 24 л.с.; задний привод, 3-ступенчатая МКПП; максимальная скорость ~95 км/ч.
.
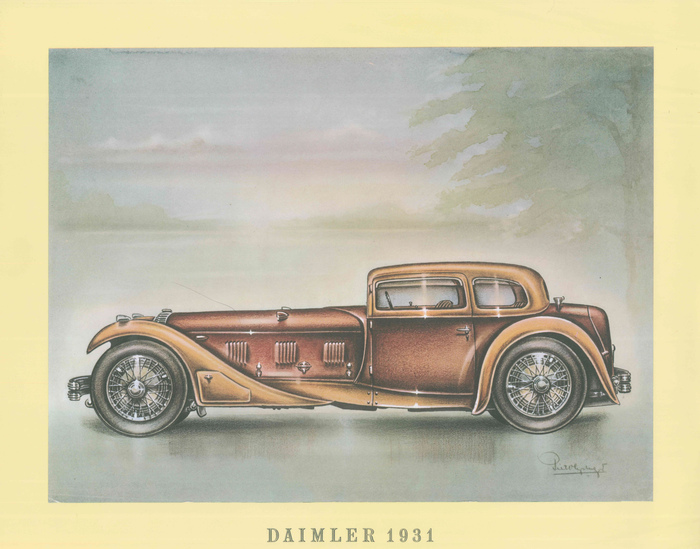
— Один из немногих серийных V12 того времени, отличался исключительной плавностью работы. Поставщик Королевского Двора Великобритании
Daimler Double-Six (1931)
V12 двигатель ~7.1 л, около 150 л.с.; задний привод, 4-ступенчатая МКПП; максимальная скорость ~145 км/ч.
.
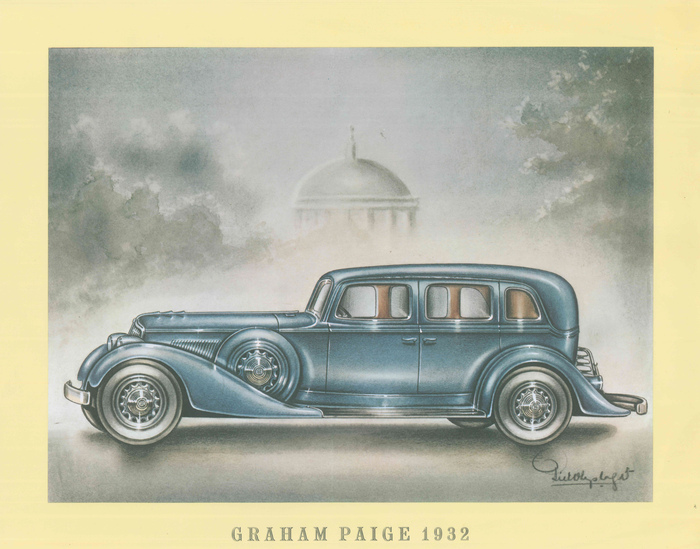
— активно продвигал компрессоры как способ увеличить мощность без роста объёма.
Graham-Paige Blue Streak (1932)
Рядный 6-цилиндровый двигатель ~3.5 л, около 90 л.с.; задний привод, 3-ступенчатая МКПП; максимальная скорость ~130 км/ч.
.

— считался вершиной немецкого довоенного автомобильного люкса.
Horch 853 (1937)
Рядный 8-цилиндровый двигатель ~5.0 л, около 100–120 л.с.; задний привод, 4-ступенчатая МКПП; максимальная скорость ~135 км/ч.
.
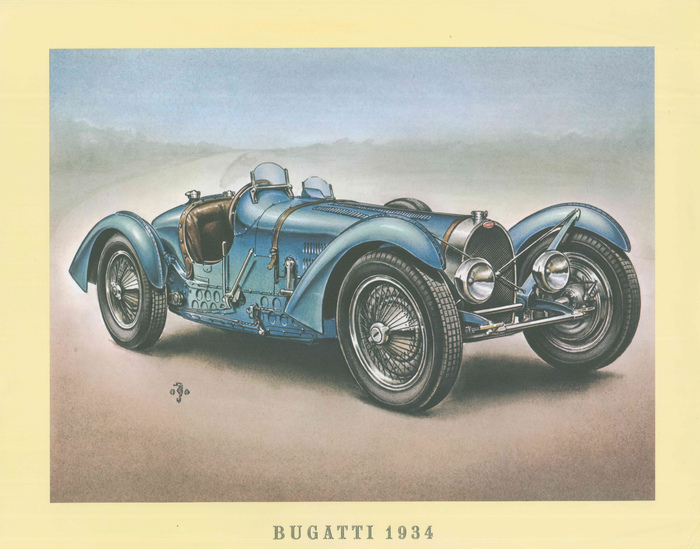
— один из первых автомобилей с уникальными литыми колёсами из магниевого сплава
Bugatti Type 59 (1934)
Рядный 8-цилиндровый двигатель ~3.3 л с компрессором, около 250 л.с.; задний привод, 4-ступенчатая МКПП; максимальная скорость ~250 км/ч.
.
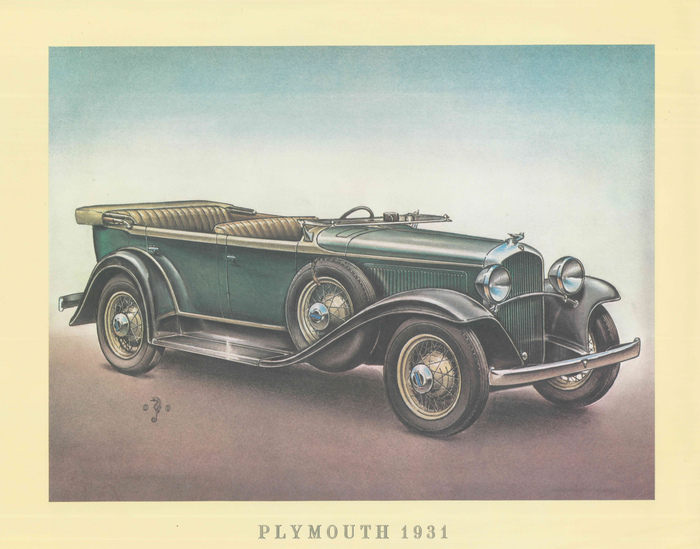
— Один из самых доступных автомобилей своего времени, помог Plymouth пережить Великую депрессию за счёт надёжности и цены.
Plymouth Model PA (1931)
Рядный 4-цилиндровый двигатель ~3.2 л, около 48 л.с.; задний привод, 3-ступенчатая МКПП; максимальная скорость ~100 км/ч.
.
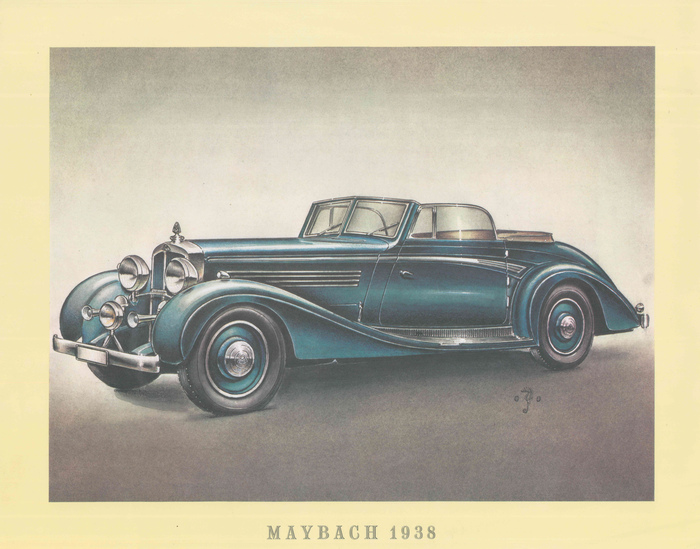
— Оснащался передовой полуавтоматической трансмиссией Maybach Variorex, редкость для 1930-х.
Maybach SW38 (1938)
Рядный 6-цилиндровый двигатель ~3.8 л, около 140 л.с.; задний привод, 4-ступенчатая МКПП; максимальная скорость ~140 км/ч.
.

— Один из первых автомобилей с полностью синхронизированной коробкой передач
Oldsmobile Series F-32 (1932)
Рядный 6-цилиндровый двигатель ~3.5 л, около 65 л.с.; задний привод, 3-ступенчатая МКПП; максимальная скорость ~110 км/ч.
.

— Один из первых массовых автомобилей с доступным V8, сделавший мощность дешёвой и популярной.
Ford Model 40 (1934)
V8 двигатель ~3.6 л (Flathead), около 85 л.с.; задний привод, 3-ступенчатая МКПП; максимальная скорость ~120 км/ч.
.
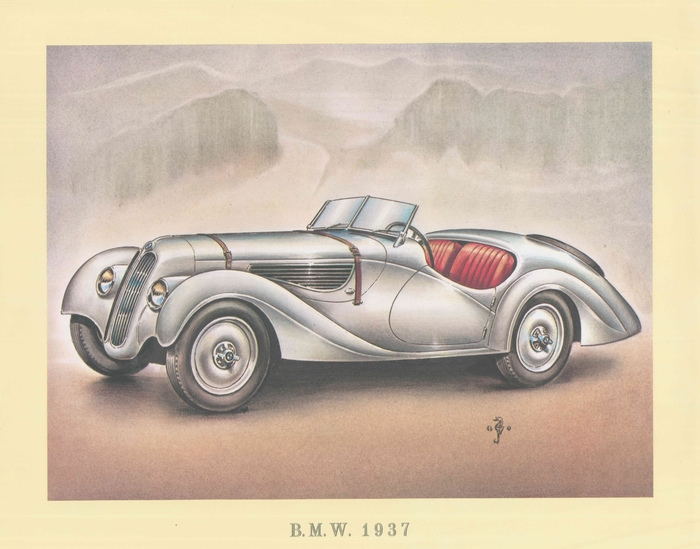
— До автомобилей компания производила авиационные двигатели и мотоциклы.
BMW 328 (1937)
Рядный 6-цилиндровый двигатель ~2.0 л, около 80 л.с.; задний привод, 4-ступенчатая МКПП; максимальная скорость ~155 км/ч.
.
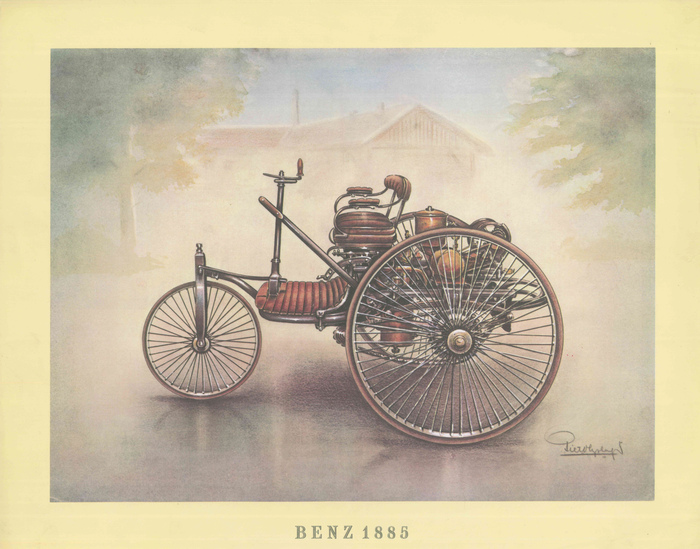
— Первая в мире поездка на автомобиле была совершена женой изобретателя — Бертой Бенц.
Benz Patent-Motorwagen (1885)
Первый в истории автомобиль с бензиновым двигателем: одноцилиндровый мотор мощностью ~0,75 л.с., максимальная скорость около 16 км/ч — фактически отправная точка всей автомобильной индустрии.
.
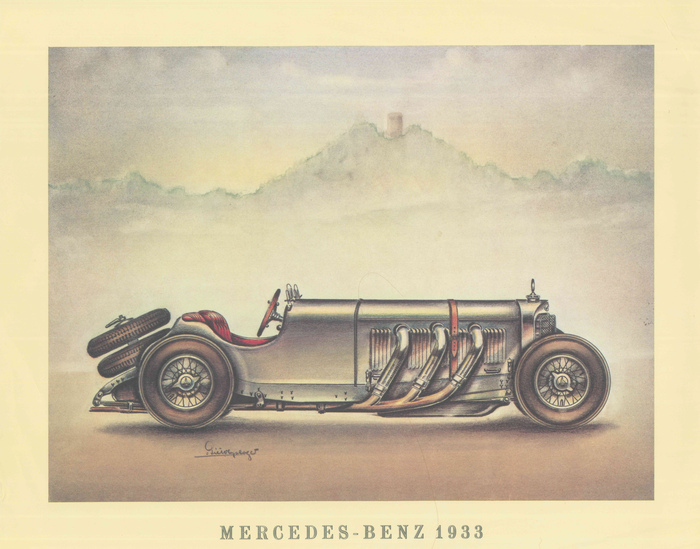
— Один из самых доминирующих гоночных автомобилей своего времени
Mercedes-Benz SSKL (1933)
Двигатель: рядный 6-цилиндровый (с компрессором) Объём: ~7,1 л. Мощность: ~200–300 л.с.
Задний привод, 4-ступенчатая механическая КПП. Макс. скорость: до 190–200 км/ч
.
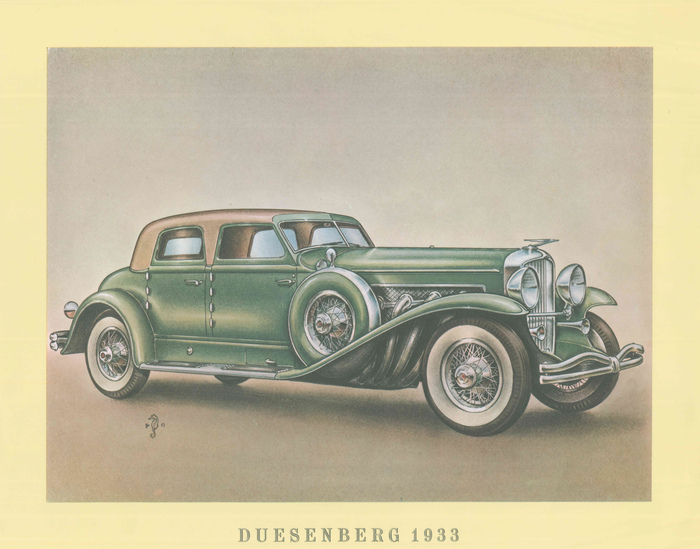
— Любимая машина голливудских звёзд и миллионеров эпохи Великой депрессии. "Великий Гэтсби".
Duesenberg Model J (1933)
Рядный 8-цилиндровый (DOHC) двигатель, объёмом: 6,9л. Мощность: до 320 л.с. с компрессором; задний привод, 3-ступенчатая механическая КПП. Макс. скорость: до ~210 км/ч у версии SJ
.
По запросу Aral kunstdrucke можно найти недостающие в этой коллекции постеры, они всё ещё встречаются на немецком Ebay. К сожалению, сканов в хорошем разрешении в интернете немного.
Мне эта коллекция досталась во время охоты на антикварную литературу, которую выбрасывали с вещами после смерти старого офицера Вермахта, вместе с горой писем, похоронок, документов и фотографий с Восточного Фронта.
.
Добро пожаловать в ветку с закреплённым комментарием, куда мало-помалу добавляется остаток коллекции. (+ 28 автомобилей из этой серии)

Вторая часть восстановленных сканов, номера 51 - 100.
Карусели по 5 изображений.
Ретушь и восстановление сканов в HD, в рамках хобби проекта по вёрстке коллекционной книги.
Потихоньку пересобираю исходники оригинальных вкладышей 5х8 см в формат постеров, опираясь на труд тех людей, кто разыскал исходные журнальные фотографии, с которых турецкий производитель жвачки передирал эту коллекцию.
.
Сохранены все оригинальные ошибки в названиях, опечатки, характеристики взятые от балды и цветовая гамма.
С момента публикации оригинальных фотографий в журналах прошло больше 40 лет, но пока доступны исходники, есть возможность перерисовать в лучшем разрешении (чем большинство выложенных в сети) сканов и фотографий.















.
С первой частью восстановленной коллекции можно ознакомиться здесь. (Номера 1-50)
.

