3D модель ответной части АКБ makita bl18
Нет ли у кого нибудь модели ответной части (той, что на самом инструменте) в .step или ещё чем нибудь редактируемом? В интернетах .stl, а это пиздец когда в сапр заряжаешь
Нет ли у кого нибудь модели ответной части (той, что на самом инструменте) в .step или ещё чем нибудь редактируемом? В интернетах .stl, а это пиздец когда в сапр заряжаешь
Предыдущая часть здесь:
Продолжение поста «3D принтер дома, это инструмент»
Начало тут:
Часть третья. Завершение.
В процессе использования принтера я начал замечать, что после печати правая сторона стола оказывается на несколько миллиметров ниже левой. Если принт был достаточно крупным по оси Z, то разница становилась ещё более заметной.
Сначала я подумал, что у левого двигателя сбиты параметры. При начальной проверке типа "сделать несколько полных оборотов с нанесённой маркером точкой" всё было нормально. Максимальный ток на одном двигателе в документации был указан около 1А. В заводских настройках ток на все двигатели был установлен в районе 800 мА, т.е. меньше максимума, но гораздо выше уровня, достаточного для нормальной работы.
В итоге я просто выполнил хоуминг, выровнял стол и дал команду опустить его на отметку 400мм.
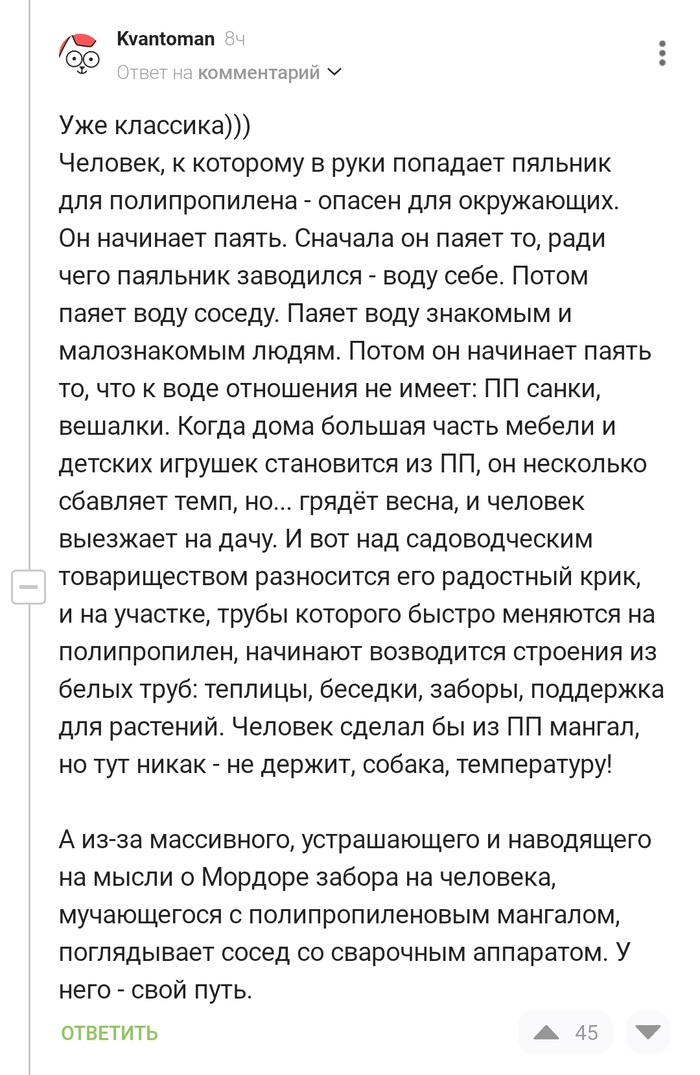
И тут я увидел как левый винт на определённой высоте просто не крутится!!!
Оказалось, что винты имеют некоторую кривизну (вот это открытие для винтов T8 длиною 470мм), но дело оказалось не только в этом. Оказалось, что муфта, крепившая левый двигатель к винту, была просто не плотно закручена! Т.е. когда искривлённый участок винта проходил через резьбу, создавалось сопротивление движению больше, чем на других участках винта и он на время застревал и не вращался. Муфта не заставляла его это делать, т.к. неплотно держала винт.
Плотно закрутив муфту, я начал снижать ток двигателей до значения, пока они не перестанут вращаться. И тут оказалось, что первым перестал крутиться правый двигатель.
Напомню, что Ender-5 Plus - это принтер с так называемым Dual-Z, т.е. два двигателя оси Z сидят на одном управляющем проводе параллельно. А это значит, что 800 мА - это суммарный ток, который течёт через 2 двигателя, т.е. примерно по 400 мА через один двигатель. Как выяснилось, два одинаковых двигателя, управляющих двумя соседними винтами оси Z, имеют разное сопротивление обмоток двигателя. Левый имел сопротивление ниже и текущий через него ток имел более высокое значение. Исправлялось это либо установкой высоких значений тока обмоток (как и сделал производитель), либо добавлением сопротивления в пары проводов левого двигателя. Я оставил как есть, найдя минимальное значение тока, при котором оба двигателя работали стабильно.
При опускании стола вниз биения винтов становились очень заметными. Когда стол находился на нулевой отметке в начале процесса печати биения были незаметны глазу, но они влияли на появление повторяющегося по оси Z паттерна - ringing.
Нижняя часть винтов была жёстко закреплена на двигателях, а верхняя, которая и оказывала основное влияние на процесс печати, контролировалась только гайкой, через которую проходил винт у крепления стола.
Ситуация должна была быть развёрнута на 180 градусов! Я нашёл модель для фиксации на верхних перекладинах винтов оси Z. Однако после печати и установки фиксаторов оказалось, что оригинальные винты 470мм еле-еле достают до подшипника фиксатора. Пришлось сделать 2 ремикса, опустив в первом подшипник на 2мм вниз:
https://www.printables.com/model/798425-ender-5-plus-z-screw...

Новый фиксатор винта оси Z
а на втором - на 5мм:
Вторая версия нужна при использовании на печатном столе оригинального боросиликатного стекла, FR4 или другого толстого материала.
Но одного фиксатора недостаточно, чтобы погасить биения винта в его верхней части. Для уменьшения биений был нужен механизм Олдхема или по-другому кулачково-дисковая муфта:

Механизм Олдхема
Но это только верхняя часть. Внизу стандартную муфту пришлось заменить на гибкую алюминиевую с внутренними диаметрами 5х8:

Гибкая соединительная муфта
В оригинальной версии, при надавливании сверху на винт оси Z, он просто на несколько миллиметров уходил вниз, утапливая ось двигателя внутрь. Чтобы убрать этот люфт между муфтой и двигателем был добавлен упорный подшипник F12-21M:

12x21x5
В результате получилось это:
Механизм Олдхема с фиксатором оси Z

Гибкая муфта на упорном подшипнике
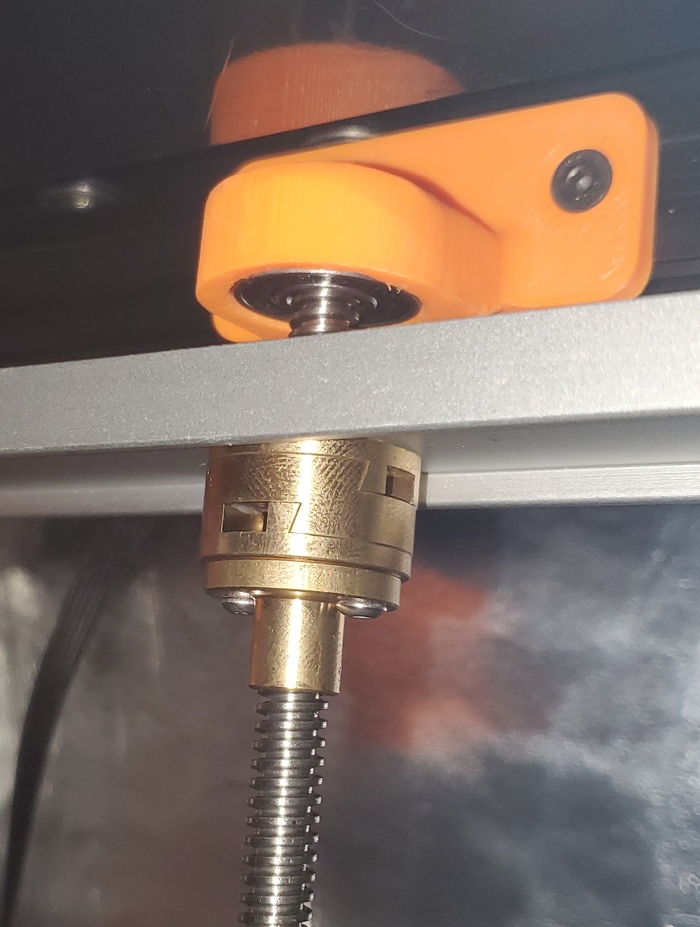
Народ в интернете ещё очень любит ставить в качестве апгрэйда anti-backlash, т.е. безлюфтовые гайки:
Anti-backlash nut
Это имеет смысл для винтов с крутой резьбой и значением steps/mm 400 и ниже как у Ender-3. Ender-5 Plus имеет винт со значением steps/mm 800. Чтобы больше об этом не думать, я заказал винты T8 с резьбой 1600 steps/mm и длиной 480мм.
На этом со столом всё.
Теперь пора вернуться к проблеме, на которой заканчивалась первая честь этого повествования - застревание прутка на выходе экструдера.
Прямой и очевидный путь решения этой проблемы - установка Direct Drive (DD) экструдера непосредственно на хотэнд. Был выбран простой, но надёжный RNC Nano Coated Gear DDB Extruder V2.1:

DDB Extruder V2.1
Главная загвоздка для меня в была в том, что этот экструдер существовал только в "праворульной" версии, т.е. при правильной установке открывался справа. Справа на хотэнде как раз располагаются все провода. Но это только первая часть дела. Дальше нужен был мотор для экструдера. Идея использовать оригинальный мотор Creality для системы Bowden Tube отпала сразу из-за его большого веса, который теперь пришлось бы возить на печатающей головке. Был найден схожий почти по всем параметрам, но весящий всего 140 граммов, мотор Nema 17 Stepper Motor 17HS08-1004S:

17HS08-1004S
Оригинальный мотор отправился в коробку вместе с большей частью предыдущего экструдера.
Я распечатал адаптер под праворульный DD экструдер и установил всю новую систему на хотэнд.
Пробная печать показала, что теперь застревание прутка случалось реже, но оно не исчезло полностью. Теперь, спустя какое-то время после застревания прутка, происходил отрыв трубки от входа в экструдер. Если этот момент пропускался, то по возвращению к принтеру можно было обнаружить спагетти-пружину из прутка внутри!
Из плюсов я сразу отметил, что retraction прутка из хотэнда при его перемещении уменьшился в разы, что, возможно, также повлияло на частоту застревания. Также значение K-фактора для Linear Advance уменьшилось на порядок. Буквально! Кроме того почти исчез stringing при печати PETG.
Тут я должен упомянуть, что в этом принтере инженеры Creality применили "гениальное" дизайнерское решение для расположения экструдера, сенсора прутка и бобины с прутком в задней части рамы, так что в определённый момент стол проходит в паре сантиметров от всего этого хозяйства. Когда стол при печати опускался примерно на 20 см вниз, то менять бобину с прутком на новую становилось затруднительно, а когда он опускался на 25 см - уже практически невозможно! Намучившись со сменой прутка при печати первой версии моего проекта, я решил радикально пересмотреть дизайн расположения бобины и всего остального механизма подачи прутка. Я перенёс экструдер с двигателем, сенсор прутка и держатель бобины в переднюю часть принтера. Теперь я мог менять заканчивающийся пруток в любой момент. За это пришлось заплатить удлинением трубки на несколько сантиметров и общая её длина перевалила за 70см.
Даже после всех манипуляций пруток всё равно иногда застревал в новой системе с DD экструдером. Отчасти от того, что мощность нового двигателя была меньше, чем у оригинального - плата за малый вес.
Подумав об аналогиях с трубопроводами и линиями связи я понял, что нужно ставить "усилитель" на другом конце трубы. Я приобрёл максимально облегчённую версию Cloned Btech DDG Extruder, но на этот раз "левостороннюю". Дальше нужно было установить на раму "праворульный" экструдер с оригинальным мощным двигателем на входе в трубку. Этот экструдер должен был выполнять основную работу по подаче прутка через трубку, а второй маломощный облегчённый экструдер просто проталкивал бы пруток дальше в хотэнд на другом конце трубки.
И тут мне впервые за всё время этой истории по-настоящему повезло - сопротивления обмоток двигателя Creality и Nema 17 оказались почти идентичными! Мне предстояло только замастырить аналог Dual-Z для выхода экструдера - Dual-E0. Я собрал простой разветвитель выхода для E0, включил двигатели и дал команду на подачу прутка вперёд. Экструдер на двигателе Creality подал пруток вперёд, а на Nema 17 - назад...
Параллельно включенные двигатели работали в одну сторону, но из-за того, что один экструдер был праворульным, а второй леворульным, направления были противоположными. Покопавшись в документации, я сделал переполюсовку первой пары проводов, идущих к Nema 17 и повторил попытку. В этот раз всё работало согласованно. Я ласково назвал эту конструкцию "Тяни-Толкай":
Для тех, кто захочет использовать DDB Extruder у себя, я сразу предупрежу - при закрытии экструдера после зарядки прутка, делайте не более 3-4 оборотов винта. Если сильно закрутить винт, то экструдер быстро начнёт царапать пруток и проскальзывать!
Так как теперь у нас 2 двигателя на одном выходе, то вместо тока 450мА, на выходе E0 нужно установить ток 900мА.
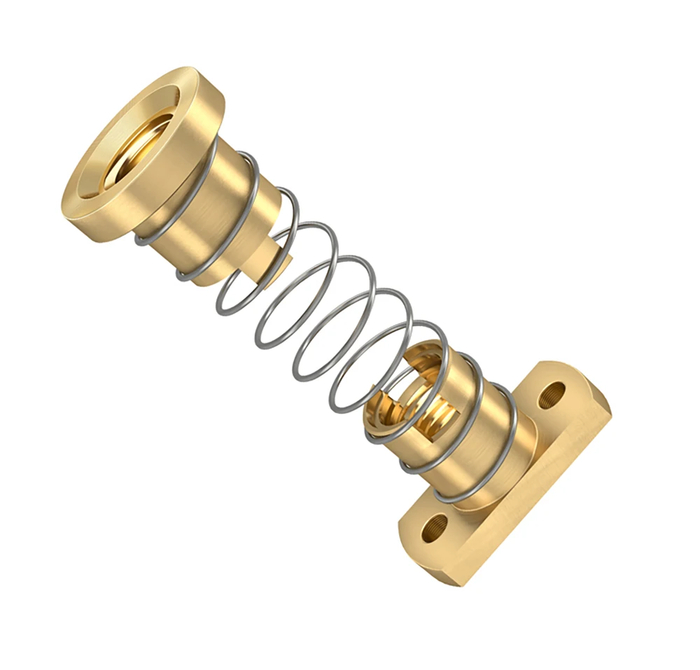
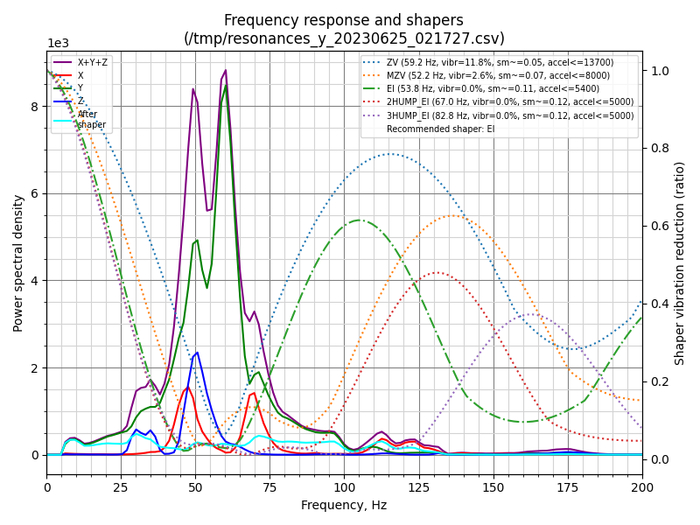
Ну и конечно же после всех внесённых в конструкцию принтера изменений нужно снова провести замеры для Input Shaping'а:
Результаты замеров после внесения изменений:
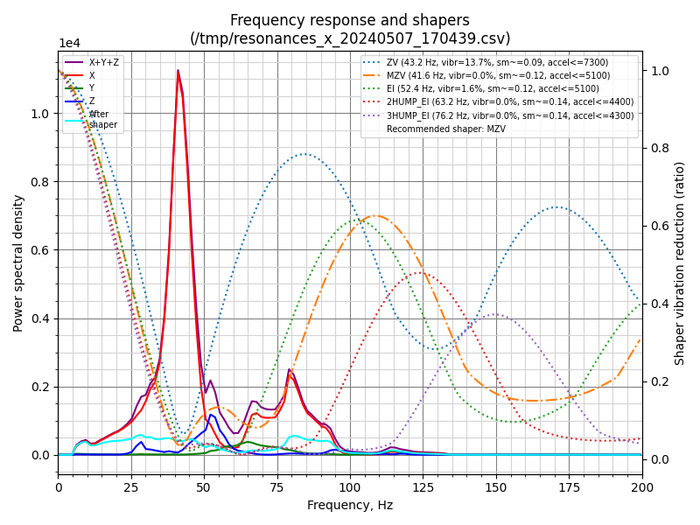
Значения резонансных частот для разных алгоритмов по оси X
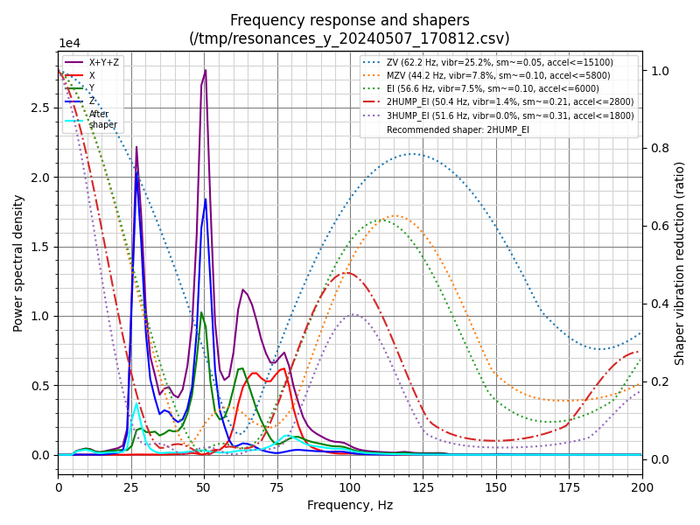
Значения резонансных частот для разных алгоритмов по оси Y
Желающие могут сравнить новые значения со значениями из предыдущей части.
Как это всё в итоге печатает:
Всем спасибо за внимание! Надеюсь Вы узнали для себя что-то новое и, возможно, полезное.
Часть вторая. Апгрэйд.
Завершив установку Hero Me Gen7 на оригинальный хотэнд спустя некоторое время использования принтера в таком новом виде я столкнулся с парой новых проблем:
При использовании для печати всего стола вентиляторы, охлаждающие филамент, работали только когда печать происходила в правом дальнем квадрате стола. Как только хотэнд перемещался за середину стола в левый передний квадрат, то вентиляторы выключались.
Иногда печать вообще запарывалась из-за ошибки термистора.
Вторая проблема уже была критичной, т.к. печать просто не работала.
После извлечения и внимательного изучения хотэнда выяснилось, что один из проводов термистора просто переломился пополам внутри толстого прозрачного нейлонового изолятора в том месте, где провод регулярно изгибался при перемещении хотэнда. В какой-то момент контакт просто размыкался. Произойти это могло через 5 минут после начала печати или спустя 3 часа. Печать завершалась с ошибкой температуры.
При близком изучении провода, идущего на 2 вентилятора охлаждения филамента выяснилась точно такая же история. Провода изгибались при движении хотэнда и спустя какое-то время просто ломались.
Стоковый хотэнд у Creality Ender-5 Plus минималистичен и может разогреться до температуры 240°C. При максимальной температуре стола 110°C это покрывает печать стандартными филаментами типа PLA/PLA+, PETG, ABS, ASA и их CF версиями с углеродными волокнами.
К этому моменту я искал подходящий филамент для печати моего проекта и дошёл до экспериментов с ePA от eSUN, который печатался в диапазоне 230-260°C. Печатался он так себе, не смотря на то, что перед этим 12 часов сушился в сушилке из которой и печатался.
Вкупе с невозможностью добавить информацию о новых смещениях CRTouch сенсора и печатающей головки в стандартное firmware принтера без отката к более старому коду на плате и на тачскрине это привело к решению заменить плату/экран и хотэнд вместе.
После изучения альтернатив и просмотра обзоров на разные платы выбор пал на BIGTREETECH SKR MINI E3 V3.0:

32 Bit Control Board for Ender 3/Ender 3 Pro/Ender 5/Ender 5 plus/CR-10
И совместимый с ним дисплей BIGTREETECH TFT35 V3.0.1:

Display - Two Working Modes
Решающим стал формфактор платы, которая просто устанавливалась в корпус на место родной 8-битной Creality, и интегрированные TMC2209 драйвера для всех управляющих двигателями выходов. Другой вариант был BIGTREETECH SKR V1.4 Turbo Control Board, которая получалась дороже из-за приобретаемых отдельно TMC2209 драйверов и для установки в корпус принтера требовалось напечатать адаптер + каким-то образом сделать выносы для microSD карты и USB-B:
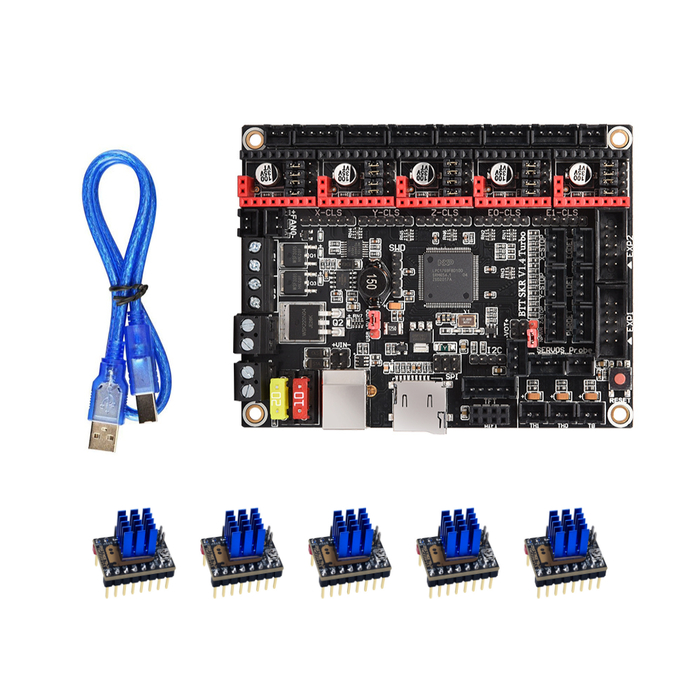
SKR V1.4 Turbo
После того, как я посмотрел видео на канале Kersey Fabrications, где он выпиливает новые отверстия в корпусе для того, чтобы вывести USB и microSD с этой платы наружу - этот вариант отпал 🤔
Единственным полезным преимуществом SKR V1.4 Turbo перед SKR MINI E3 V3.0, как я потом понял, является наличие пятого независимого выхода E1, который в случае принтера с двумя винтами, управляющими осью Z, к которым относится и мой Ender-5 Plus, можно использовать как второй управляющий выход, на который можно посадить один из управляющих винтами двигателей и управлять ими независимо друг от друга.
Это разблокирует в Marlin команду G34 - Auto Z alignment, которую можно добавить в последовательность действий перед началом печати, для быстрой проверки выравненности стола.
SKR MINI E3 V3.0 имеет 4 независимых выхода. 2 управляющих Z на самом деле просто спаренные выходы одного драйвера и не дают возможности управлять двигателями независимо. Оглядываясь назад, я бы предпочёл иметь независимый выход для второго Z двигателя и команду G34 под рукой.
Оригинальная плата от Creality имела необжатые силовые провода, закрученные под винты как есть:
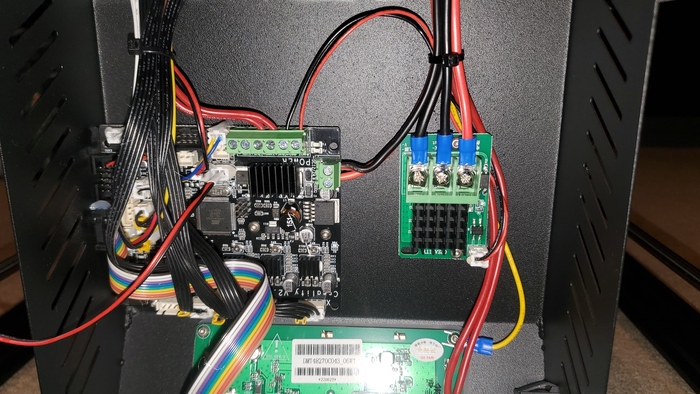
Нет времени объяснять - бери многожильные провода и закручивай под винты
Пришлось немного доработать для новой платы:
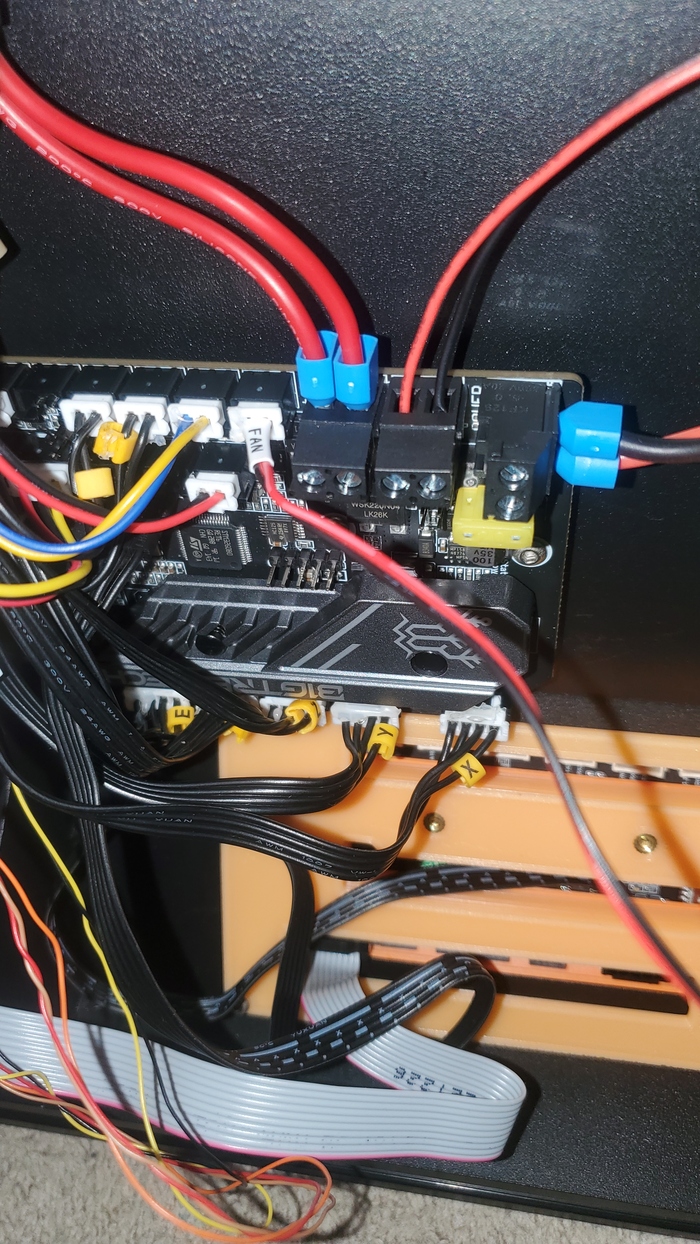
Хотфикс - обжать контакты силовых проводов. Крепление экрана пока ещё на 2-х винтах.
Больше всего пришлось повозиться с подключением 5 проводов от CRTouch:
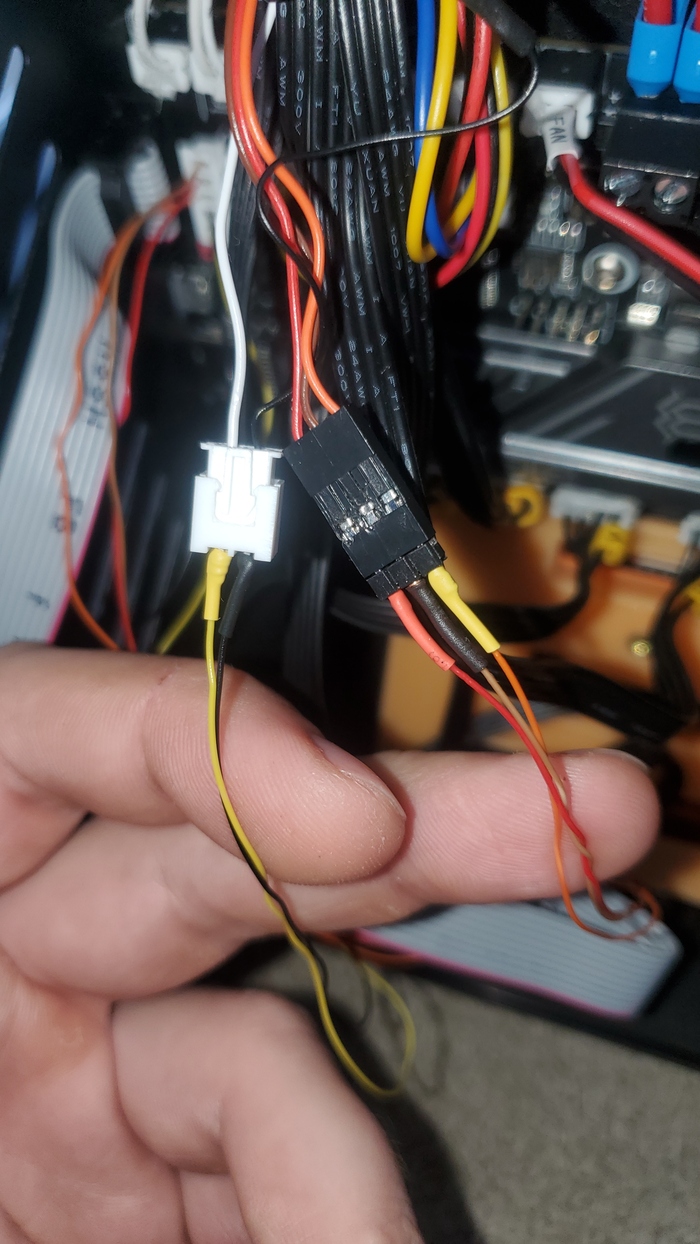
Изначальный вариант подключения CRTouch. В последствии разъём с черным и белым проводом будет включен напрямую в Z-stop на плате.
После нескольких экспериментов я заремиксил оригинальный кожух для экрана от Kersey Fabrications, сделав крепление на 4 винта, вместо 2-х в оригинале:
https://www.printables.com/model/799680-ender-5-plus-cr-10s-...

Новый тачскрин с выбором режима его работы

Режим тачскрина
Забегая вперёд скажу, что в режиме тачскрина экран, как оказалось, имеет ряд глюков и при длительной печати может наглухо зависнуть или вообще перезагрузить принтер посреди печати. Но для меня свистоперделки и не были особо важны - я просто использую режим Marlin:

Режим Marlin
Дальше занялся новым хотэндом. Выбор пал на Trianglelab TCHC TR6 Hotend Ceramic Heat Core. Вариант со стандартным соплом V6:
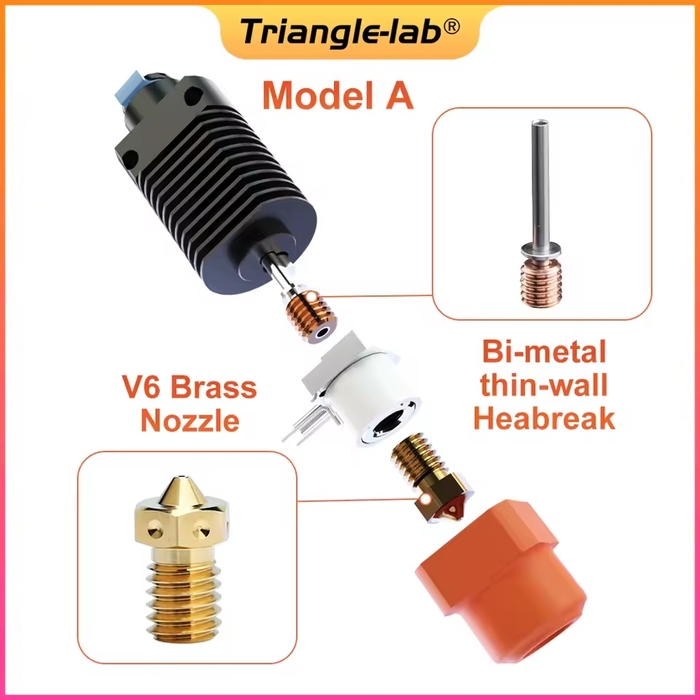
Trianglelab TCHC TR6
Хотэнд имеет круговой керамический нагреватель и встроенный термистор. Максимальная температура нагрева - 285°C, что позволяет работать и с ePA и даже с нейлоном! 285°C максимум потому, что силиконовый носок начинает плавиться при 290°C...
Однако выяснилось, что даже в последнюю версию Hero Me Gen7.4 не влезает радиатор нового хотэнда. Пришлось и тут немного заремиксить, чтобы верхнее ребро нормально вошло:

Опять мелкие правки
После монтажа хотэнда и платы нужно было переходить к внесению всей новой информации в код Marlin для компиляции и установки нового актуального firmware. На тот момент последней версией Marlin была 2.1.2.1.
Первое, что я сделал - увеличил в прошивке размер стола до 360х360мм. Реальный стол всё равно был порядка 380х380мм и при ровном расположении поверхности для печати на нём это не создавало никаких проблем, зато позволяло упростить жизнь в слайсере, иногда жаловавшимся, что деталь вылезает за пределы.
Дальше я смог наконец-то добавить правильные смещения для печатающей головки и сенсора.
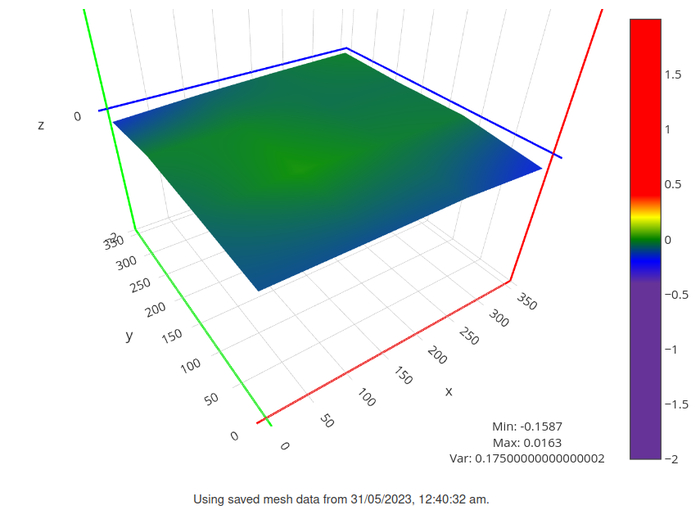
Следующим шагом стало изменение количества точек сканирования поверхности стола с 4х4 до 7х7. Теперь карта стола стала выглядеть примерно так:
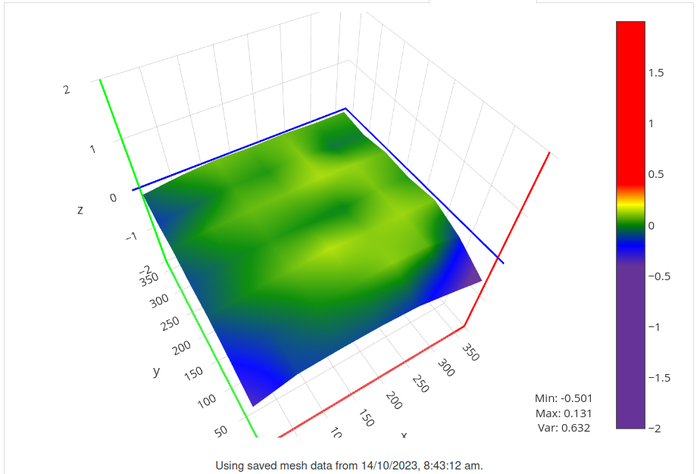
Сканирование 7х7 точек
Также основной вентилятор теперь не был всегда включен с момента включения принтера, а включался только после превышения хотэндом температуры в 50°C.
Пришлось ещё повозиться с подключением CRTouch на контакт Z-stop на плате, но довольно быстро с помощью Visual Studio Code я смог скомпилировать новую прошивку для Marlin!

Новая прошивка Marlin
В процессе выяснилось, что причиной первых неудачных попыток установки новой прошивки было то, что я использовал microSD карту объёмом 4Gb. Как я прочитал потом на форумах, для плат BTT не рекомендуется использовать microSD карты больше 2Gb. Короче, я купил потом пару карт по 1Gb на AliExpress специально для использования с этим принтером.
После успешной начальной настройки новой прошивки, я, чтоб два раза не вставать, взялся за настройку Linear Advance и добавил свежевычисленный K-фактор.
Имея свободные плату-акселерометр ADXL345 и шину SPI на новой плате с питанием 3V3 я взялся за настройку Input Shaping'а, который в базовом варианте поддерживается в новой версии Marlin.
Но для проведения тестирования и вычисления значений для Input Shaping'а одного Marlin, даже самой последней версии, будет маловато. Для проведения тестирования нужен Klipper. Пришлось достать старый, но 64-битный, ноут Dell и установить на него последний Ubuntu, установить локальный сервер Klipper, сконфигурировать его, скомпилировать прошивку свежего Klipper и установить его на новую плату, подключить ноут по USB к принтеру и запустить тесты резонансов для осей X и Y. Потом обработать собранные результаты и сгенерировать наглядные картинки с данными для конфигурации Klipper и/или Marlin:
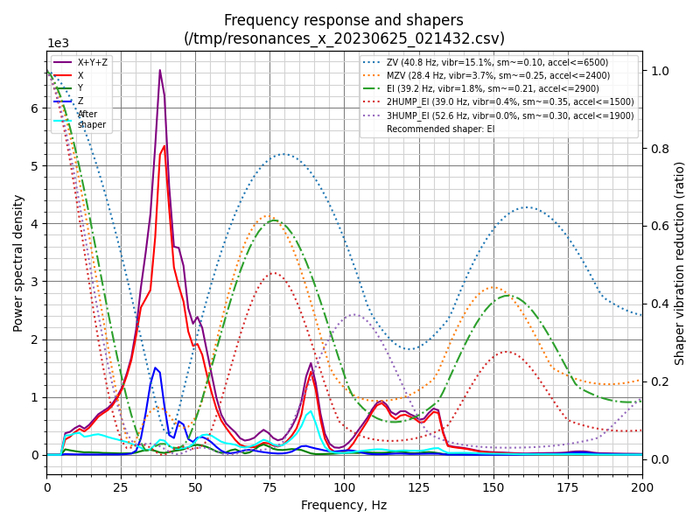
Значения резонансных частот для разных алгоритмов по оси X
Значения резонансных частот для разных алгоритмов по оси Y
Сразу оговорюсь, что Marlin 2.1.x поддерживает только алгоритм ZV, в то время как Klipper поддерживает все 5 алгоритмов.
После внесения информации для алгоритма ZV в Marlin я собрал новую прошивку и установил её на плату.
Продолжение следует.
Продолжение тут:
Продолжение поста «3D принтер дома, это инструмент»
Часть первая. Начало.
У меня возникла необходимость напечатать довольно крупный прототип для моего проекта.
После того как я создал 3D модель прототипа в редакторе я загрузил её на несколько онлайн сервисов 3D печати. После выбора параметров печати я получил цены на неё в диапазоне 800-1000 долларов!!!
Немного дороговато для прототипа, который, скорее всего, придётся ещё переделывать после начального тестирования.
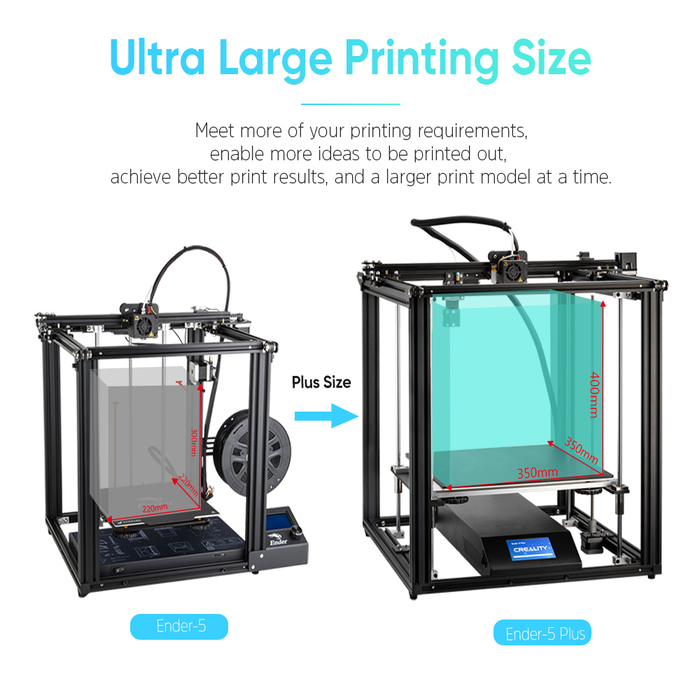
Было решено печатать самому. После изучения предложений на рынке и поиска принтера, который мог бы печатать детали большого объёма, выбор пал на Creality Ender-5 Plus. Главным критерием выбора был объём печати 350х350х400. Скорость второстепенна.
Решение принято!
Найдя ближайшего ко мне дистрибьютора Creality я привез домой увесистую коробку с Creality Ender-5 Plus. Спустя час я собрал принтер!
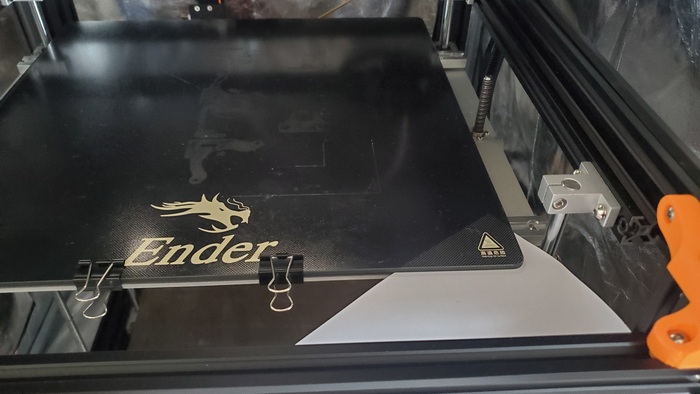
Никаких корабликов 3DBenchy я не печатал и не собирался даже. Первые несколько дней я пытался напечатать тест на боросиликатном стекле, которое шло в комплекте в качестве стола для печати. В разных частях стола первый слой держался по разному.
Я купил эталонный набор для регулирования зазоров и стал выравнивать стол. Спустя какое-то время я впал в уныние - это было невозможно. Стол никак не выравнивался!
Тогда я взял обычную линейку, лист бумаги и стал проверять стол на кривизну. Вот что я выяснил:
По краям обнаружились зазоры
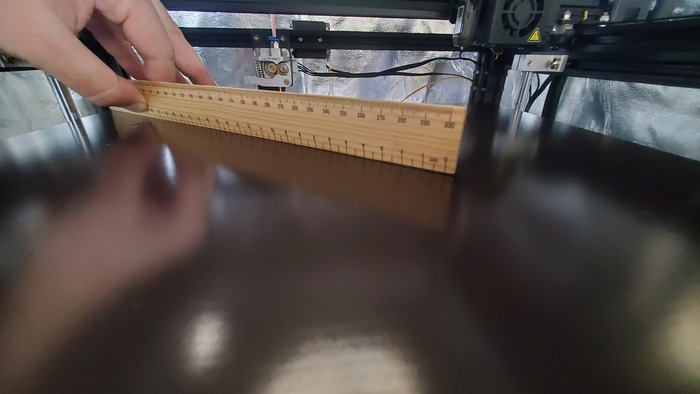
Край заметно загнут вниз!
Кстати на предыдущем фото уже виден первый апргэйд, который я провёл для экструдера - заменил стоковый пластиковый на алюминиевый. Так же видно ещё оригинальную печатающую головку.
После таких разоблачений я решил заменить стеклянный стол на что-то более гибкое, но все же жаростойкое. На AliExpress нашёл продавца, который под заказ резал FR4 (G10) листы и заказал ему стол 370х370мм. Вот результат вместе с горем пополам напечатанным и установленным первым Hero Me Gen7 набором для печатающей головки. Печатал из ABS.
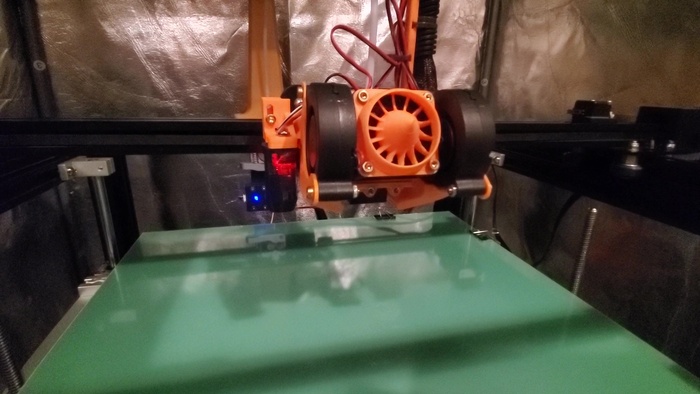
FR4 стол + Hero Me Gen7
Дальше я установил на компьютер OctoPrint, подключил его к принтеру по USB и дело пошло веселее. Я начал использовать плагин Bed Visualizer и реально увидел стол глазами принтера.
По умолчанию Ender 5-Plus использует 4x4 матрицу для "сканирования" стола для печати. Очевидно скорость по умолчанию гораздо важнее точности.
Сканирование оригинального стола из стекла давало следующие результаты:
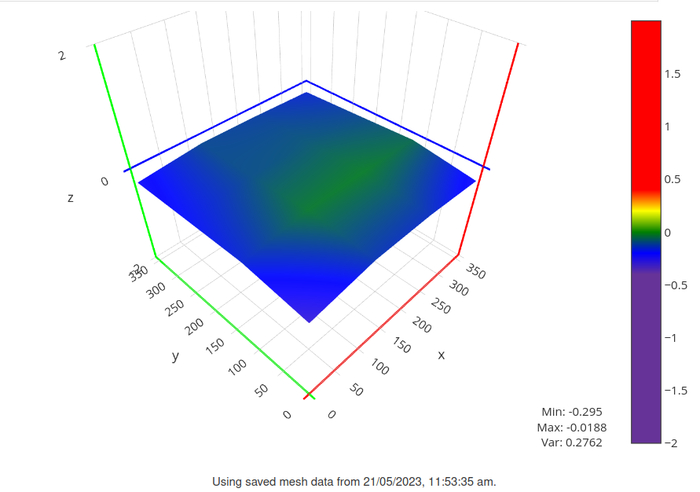
Неплохо
Ваще агонь!
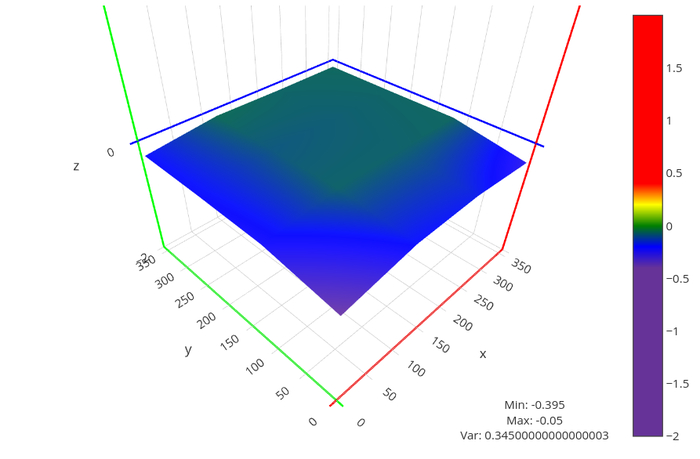
Сканирование стола из FR4 давало следующие результаты:
С этим уже можно работать
На этом видео можно оценить как звучал принтер с оригинальной 8-битной платой:
Печать нового держателя для кабелей 3D принтера. Видна первая версия держателя над экструдером, которая будет заменена новым держателем. Так же видна клипса, которую я напечатал для того, чтобы предотвратить соскакивание бобины с филаментом со шпинделя во время печати.
Печать и установка Hero Me Gen7 вместо оригинального кожуха позволила сделать охлаждающий поток для филамента более равномерным, но более сильным, т.к. теперь используются сразу 2 параллельно подключенных вентилятора, вместо одного. В связи с этим теперь для печати PLA/PLA+ силу полного потока при печати нужно выставлять в настройках не на 100%, а максимум на 47%. Для печати PETG сила охлаждающего потока не 50%, а 22%. Это также позволяет снизить скорость вращения вентиляторов и снизить шум от них при печати.
Так же на видео видно, что для печати я использую стол из пружинной стали. На обратной его стороне - PET стол, который я использую для печати при температуре стола ниже 100°C.
Так же видно, что принтер я расположил в термокамере. Без этого печатать из ABS у вас на этом принтере не получится.
Установка Hero Me Gen7 вместо оригинального кожуха также повлекла за собой смещение непосредственно печатающей головки от рельса осей XY, а также CR Touch сенсора относительно печатающей головки. Эти данные нужно было внести в настройки принтера, но установленное firmware не позволяло этого сделать!
Я откатил назад версию firmware платы на предыдущую, но тут оказалось, что тачскрин - это отдельное устройство и firmware на обоих устройствах должно быть согласовано.
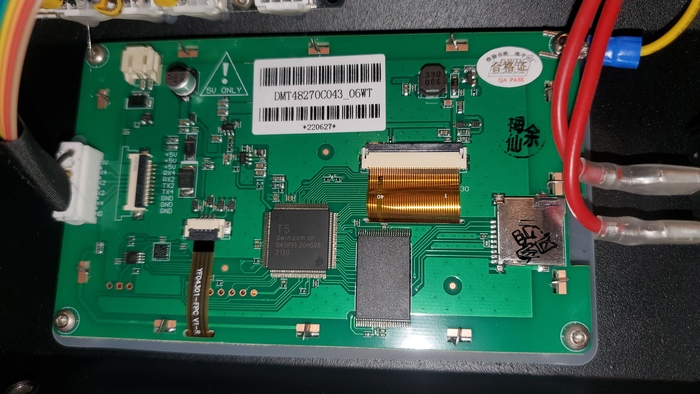
Оригинальный тачскрин сзади. Справа на плате находится microSD разъём для карты для установки firmware
Я не решался перепрошивать ещё и тачскрин и на время перешёл к другой проблеме.
Выяснилось, что при длительной печати, когда напечатано порядка первых пяти сантиметров детали, часто происходит jamming - забивание PTFE трубки, идущей от экструдера к печатающей головке. Засорение трубки происходило на выходе из экструдера. Момент засорения можно было буквально услышать. Шестерёнки экструдера начинали царапать пруток с сухим треском. После этого я обнаружил, что экструдер очень горячий!!!
Оказалось происходило следующее:
1. Стол разогревался до 105-110°C
2. Принтер спокойно печатал первые 5см детали и стол опускался на 5см вниз.
3. Плоскость стола располагалась точно посередине алюминиевого экструдера.
4. Экструдер начинал активно разогреваться от располагающегося рядом стола.
5. Пруток размягчался горячими латунными шестерёнками экструдера и деформировался.
6. Деформированный пруток проталкивался в PTFE трубку, где благополучно застревал.
7. Шестерёнки экструдера начинали царапать застрявший пруток.
Думаю для начала достаточно этого киберпанк-хоррора. Если тема интересна - пишите в комментах и я напишу продолжение 🤗
Ну да, как инструмент он мне и нужен!)

Автор, специально для тебя...
Это муфты для унитаза

А это обводы для труб, даже в разной расцветке.

На кой фиг ты все это печатал и тратил в разы больше- мне не понятно.
Ну а висящий на трубах смеситель- это вообще огонь! И комментировать такое- только портить.
Правильно тебе написали в комментах- СДЕЛАЙ РЕМОНТ И НЕ ПОЗОРЬСЯ!
Всем привет! Покажу свои печатные вещи для дома, для семьи. В комментариях к моим постам про роботов из советских мультфильмов было мнение, что при приобретении 3D-принтера возникает вопрос: "Что на нём печатать?". У меня такого вопроса не никогда не возникало. 3D- принтер и 3D-моделирование - это инструменты, которые могут быть доступны на уровне с отвёрткой или молотком. Итак, поехали!
Заглушки для розеток, руками не достать, особенно маленькими.

Заглушки
Регулируемы опоры для газовой плиты. За основу были взяты заводские, т.к. производитель использует советские ГОСТы, то найти параметры резьбы в справочнике не составило труда.

Ножки плиты
Кронштейны для кухонной вытяжки. Газовая труба не позволяла прикрепить вытяжку вплотную к стене, поэтому изготовил сборные кронштейны, которые позволили выставить вытяжку по уровню, т.к. предусмотрел регулировку по двум осям.

Доработка тумбы. Нужно было поднять тумбу над полом. Деревянные ножки были куплены на маркетплейсе, а чтобы подружить их с тумбой придумал кронштейны, которые спрятаны внутри. Пятая нога по середине - регулируемая.


Дополнительное крепление для сливного шланга посудомоечной машины. Шланг однажды вырвало и вода была полу, но обошлось. Крепёж периодически меняю

Расширение вент решётки, переходник под венттрубу и регулируемая опоры для этой трубы. Отверстие в стене оказалось шире, чем решётка. Решётку купил по ошибке под больший диаметр трубы и пришлось печатать переходник. Опор три штуки, держать примерно 2 м трубы.

Штуцер с резьбой 1/2 вместо насадки для душа. Применяю для прочистки слива в ванной и как маленькую импровизированную бытовую мойку высокого давления, на конце отверстие 4 мм, при полном напоре руку держать уже больно.

Различные мебельные опоры, крючки и полочки.






Конечно же детские игрушки



Добавлю немного на автомобильной тематики, здесь можно бесконечно что-то выдумывать. Органайзер для аптечки и огнетушителя. Крышка горловины топливного бака для автомобилей GM, заливная воронка для масла в Рено



Все модели разработаны и напечатаны мной, какими-то могу поделиться. Изделия работают как минимум год и ничего не сломалось, готов к любой критике, отвечу на вопросы (можно не по теме). Спасибо за внимание!