Формую Шепарда
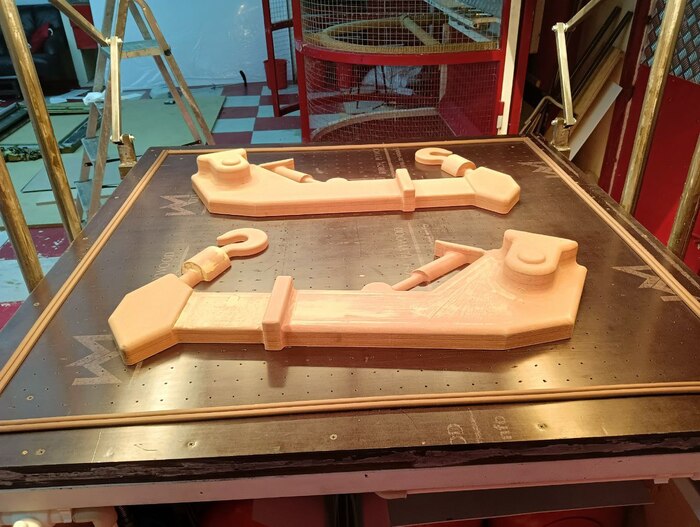
Слепил барельеф в ZBrush, далее отфрезеровал негатив и с него снимал слепок на вакуумном формовщике. Получились вот такие барельефы
Слепил барельеф в ZBrush, далее отфрезеровал негатив и с него снимал слепок на вакуумном формовщике. Получились вот такие барельефы
Друзья попросили сделать им в бар уменьшенный советский забор ПО-2 из гипса
Сегодня сделаем ещё штук 10 форм и отдадим на литье, посмотрим что получится
После сезона самостоятельного обучения и катания на винд сапе, матерые райдеры уверили меня, что надувная доска от лукавого ! И я решил организовть маленькую в верфь в кваритре, пока в ней шел ремонт. Опыта изготовления досок не было, информации и знаний ноль)) Но вызов брошен!))Интернет в помощь. В этой статье я буду описывать уже вторую модель своей самоделки, но уже с учетом опыта и исправления ошибок, год спустя. С прошлой модели остались чертежи снятые с JP Australia супер спорт , подтянул под свои размеры 2400 х 800. Поехали!

Был куплен фасадный пенопласт 1000х1000х100 мм плотностью 16 кг/куб. Склеив клей пеной получил болванку под размер доски.

Предыдущую доску делал из экструдированного пенопласта технониколя с большей плотность это было ошибкой.
Профиль доски с чертежа перенес на лист мдф и вырезал 2 шаблона, которые прикрутил с двух сторон к пенопластовой болванки

Далее , изготовил лук из нихромовой проволки и пп трубы 25мм .

Подключив к сварочному аппарату, горячей титевой, вырезал по шаблону профиль доски. И потом лобзиком выпилил контур

Далее пошла более тонкая работа. Решил делать сложную форму дна . двойной конкейв с V образными скосами


Для придания жесткости доски применяют сендвич технологию.Это разделение слоев ламината ( в моем случае стеклоткань) между пвх высокой плотности,получается типо балки( легкая но жесткая. Посему предстояло обернуть мою болванку сендвич-скорлупой.Заказал 5 мм пвх плотность 70 кг /куб на дно и 3 мм на палубу( Конструкционный ПВХ пенопласт Airex). Первым слоем уложил на дно стекло 160 гр/метр, пропитал смолой из расчета веса ткани 1/1 . на дно доски примерно ушло 2 м2 ткани, следоватльно 360 гр смолы. далее слой 5мм пвх. А что бы это все равномерно приклеилось необходима вакуумная формовка. Пригодился компрессор от холодильника, пленка для вакуумного мешка, трубки, манометр, гермошнур.


этот гребень по очень важная деталь. при вакумной формовки мягкий пенопласт может сжать и изменится профиль доски. По этому , из куска дсп был сделан контр профиль, он сохранит форму во время вакуумации.
Еще оченьважный нюанс. смола твердеет около 6 часов. Я использовал специально более жидкую смолу с долгим временем полимеризации, и на это время вакуум должен быть стабильным.Добиться полной гермитичности на таких площадях у меня не получилось, постоянно где стравливало, найти микро утечку нереально,да и работа холодильного компресора постоянной быть не может(он выключается от перегрева) В итоге, приспособил китайское реле времени. Засек время стравливания и выставил нужные настройки для включения и выключения. Получилось где -то, что компрессор включался 1 раз в 10 минут по 10 секунд работы .
Ламинат на дно был приклеен , на следущий день я разобрал мешок и сделал контрольное взвешивание

контроль веса на каждом этапе очень важен.
Далее предстояло занятся формой палубы. в архикаде нарисовал спуски бортов и спомощью вспомогательных линий перенес на болванку

Для мест, где будут крепиться закладные под мачту и плавник, сделал усиления из плотного но легкого пвх. Терка для штукатурки , скленная в несколько слоев, пригодилась в смый раз.
Далее пыльная работа по отсечению всего лишнего))

Форма доски готова и теперь необходимо покрыть палубу сендвич-скорлупой . Для этого использовал 3мм пвх .Это самая сложная часть работы . Форма палубы имеет очнь много криволинейных плоскостей, а на нее ужно натянуть плотный плоский лист пвх.Та еще задачка. для этого использовал строительный фен и сегментирование бортов. Грел феном, загибал края, фиксировал булавками.

По центру доски вкрученны саморезы для удержания симетрии при формовки пвх
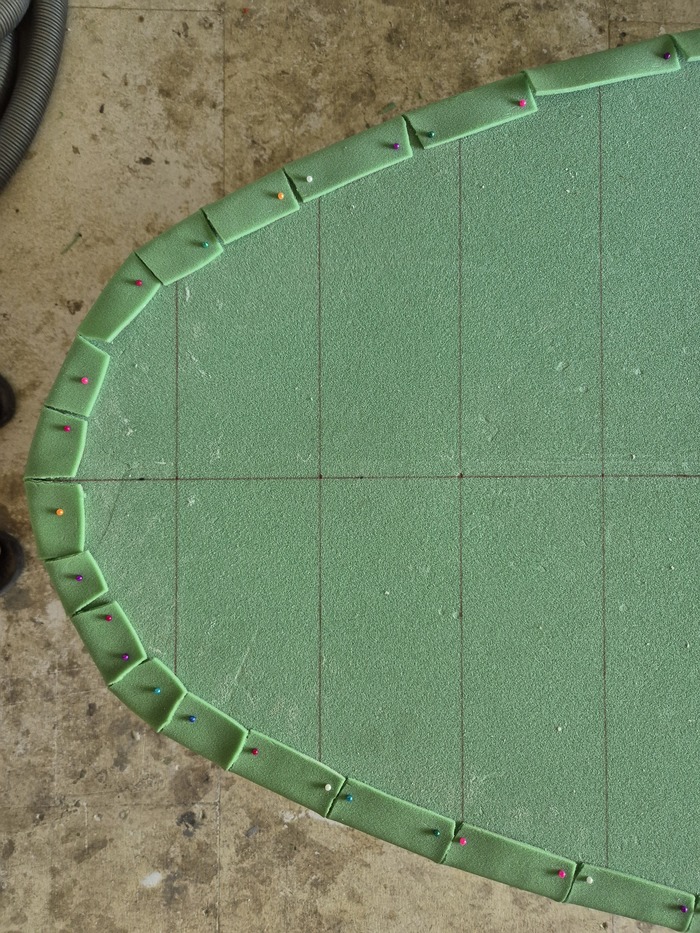

С феном нужно быть очень аккуратно! при разогреве пвх листа нужно не заплавить пенопласт.
Далее, по тойже схеме, что и с дном нужно уложить ламинат стеклоткани .Для усиления места ,где будет стоять райдер решино уложить 0,6 мм сосновый шпон и дополнительный слой стеклоткани.

Подготовленным пвх накрываю палубу,переворачиваю доску, устанавливаю контр профиль для контроля формы и в мешок.

На этот раз вакуум должен быть сильнее чтоб все хорошенько притянулось
На сделущий день разборотвка

видно как проявился шпон, а это всего 0,6 мм. значит приклеилось все хорошо.
привожу кромку борта к финальному виду

взвешиваем

все идет по плану)
самая сложная часть закончена. ураа!! можно чуток расслабиться и сделать пару плавников из листа стеклотекстолита


левый был сделан из склейки 2х листов по 6 мм. Правый из 3х, цетральнгого листа 10 мм и по 2 мм с обеих сторон
Продолжение во 2ой части.
Видео будет интересно для начинающих литейщиков и возможно для опытных мастеров
Для каждой формочки моделировал и печатал на 3д принтерах кожух. Такая технология понравилась больше обычной сборки кубиков из ПВХ.
В этом посте показали заливку силикона в опалубку Силиконовые формы
Этот пост о первых шагах в освоение литья пластика Освоили литьё пластика
Удачного литья, без пузырей)
После того как выложил пост про 10 одинаковых статуэток напечатанных на 3д принтере, в комментариях начали настаивать, что нам нужно освоить литьё, чем мы и занялись.
Почитав в интернете про эту технологию поняли что нужно купить оборудование - вакуумную камеру и насос. На авито в нашем городе такое не продавалось в тот момент, нашли на озоне камера 9 литров + насос на 17.000 рублей

Опыт с литьевым пластиком у нас был ранее, но очень печальный, мы купили 10 литров, отлили один магнитик, у нас он получился мы обрадовались, убрали в ящик пластик, через пару месяцев решили продолжить литьё, а пластик уже испортился, оказывается после вскрытия его нужно как можно скорее израсходовать, иначе он наберёт влаги и кристаллизуется, тем более у нас в Сочи с нашим влажным климатом.
Наш выбор пал на пластик Caspol One со временем жизни 5 минут 16000 рублей за 10 кг, по комментариям поняли что этого будет достаточно, что бы успеть сделать всех операции - смешать, залить, вакуумировать и как уже позже мы узнали дать давление.
Силикон выбрали самый мягкий с твёрдостью 10 по шору 9000 рублей за 10 кг, так как нам нужно лить в закрытые формы и хотим что бы силикон выворачивался, что бы достать деталь.
И так, приступим к задаче, у нас заказали несколько статуэток Гарруса и Тали из игры Mass Effect. До этого мы уже их делали об этом можно подробнее прочесть в этом посту Статуэтки Mass Effect
В момент приёма заказа мы хотели делать уже по отработанной схеме - печать-обработка-покраска, но в момент печати решили переиграть, от чего прилично сдвинулся срок изготовления, заказчикам объяснили, что за ожидание они получать статуэтки лучшего качества, которые будут не такими хрупкими и + за ожидание от нас подарки, вроде все поняли и ждут, за что им отдельная благодарность!
Напечатали все детали статуэток, в общей сложности деталей больше 60-ти. Печатали на принтере Elegoo Saturn 2 8K, хоть печать получилась хорошей, всё равно каждую деталь отдельно мы дорабатывали в ручную, ниже на фото после обработки, до грунтовки



Так как у нас есть ФД 3д принтеры, почти все опалубки для заливки силикона решили делать на 3д принтере
Смоделировали опалубку для бедра Гарруса с зазором 4 мм, этот зазор заполнили силиконом. С одной из сторон сделали вертикальный бортик с выпуклым зигзагом, по которому далее будем делать разрез силиконовой формы.
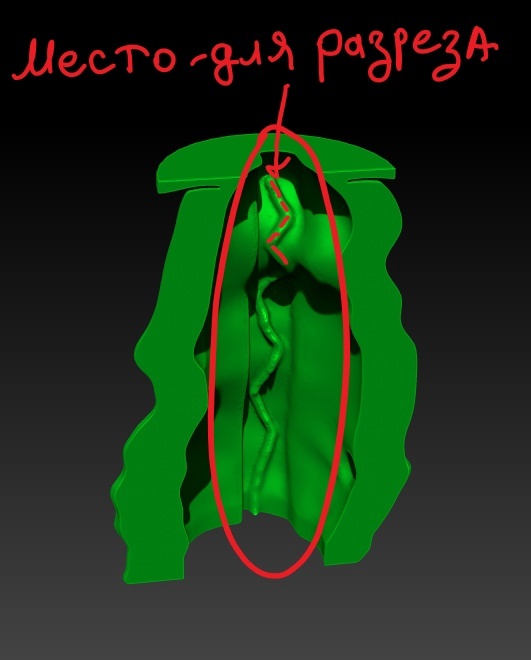
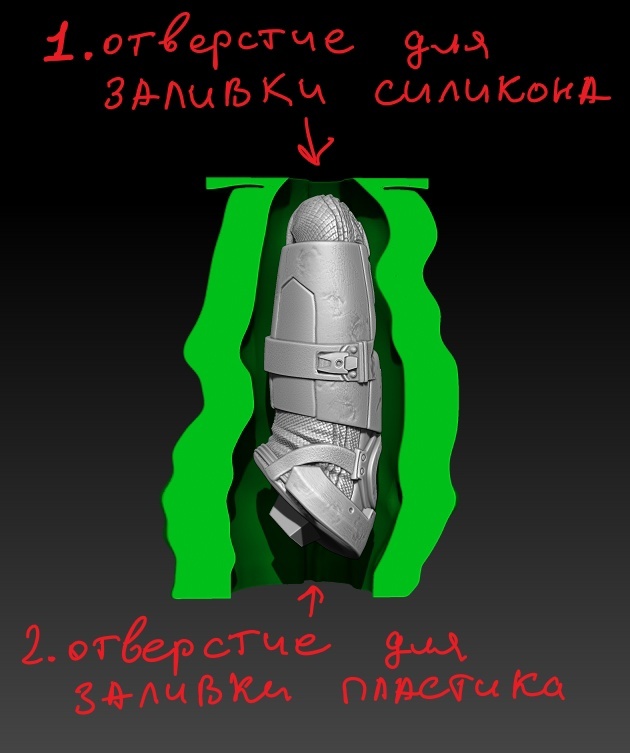
В опалубке два отверстия, в первое мы залили силикон, после того как силикон схватился, разобрали опалубку, сделали разрез по зигзагу, примерно на 1\4 от общей высоты, вывернули форму на изнанку, это легко получилось благодаря тонкой стенке и извлекли мастер модель.
Далее вложили силикон обратно в опалубку, зажали с двух сторон металлическими прищепками и залили во второе отверстие пластик.

Перед заливкой силикона его дегозировали в вакуумной камере, то есть создали в камере вакуум, от чего все пузырьки воздуха вышли из массы и далее аккуратно залили по стеночки и получили идеальный формы без единого пузырька!
В первый раз когда увидели сколько воздуха в силиконе конечно были немного шокированы)
Приступили к заливки пластика и вот тут начинается самое веселье!(
Смешали два компонента А и Б в одинаковых пропорция 1к1, дегазировали, залили в формочку и ещё раз дегазировали, через 20 минут достали из формы, всё в пузырях!!!!(
Попробовали дегазировать каждый компонент по очереди, после смешивания и в форме и тот же результат - пузыри. Выяснили что после смешивания, дегазирование не выгонит все пузыри, а наоборот, когда тревожим пластик внутри формы он выделяет пузырька газа.
Пошли в интернет, углубляясь выяснили, что при литье пластика нужен вакуум только что бы вышел воздух их самой формы и эту пустоту легко мог заполнить пластик, а что бы не было пузырьков нужно подать в камеру давление в 4-5 бар, от чего пузырьки уменьшаться до невидимых и так под давлением нужно держать в течение 30 минут, пока пластик полностью не отвердеет.
Назад дороги уже не было, сроки горят, пластик вскрытый. Покупная камера годится только для вакуумации, а для подачи давления она не годится, решили делать новую.
День с изготовлением камеры и первой тестовой отливки собрал в одно видео
Один интересный момент про изготовление камеры, до этого мы собрали вакуумный термоформовщик Начинаем новое дело с тремя пропановыми баллонами по 50 литров к качестве ресивера и подключив эти баллоны с вакуумом к нашей новой камере, мы выгнали пузырьки из формы за 3-5 секунд, это очень быстро!
Вот результат отливок

Хотел написать максимально компактно, пишите кому интересно можем разобрать подробнее каждый этап отдельно, Всем спасибо и Удачи)
Вакуум создается обычным компрессором, патрубок ввинчен вместо воздушного фильтра.
Если песок не сыпать на стол и заготовку, то компрессор будет работать вечно! Кто боится, можно фильтр поставить на всасывающей линии.
Вся фишка в столе из рифленого алюминия. Не нужно сверлить дырки под каждую конкретную пресс форму и разогретый лист не липнет к алюминию.
В таком исполнении можно вакуумировать единичные детали, без необходимости покупать вакуум формовочный станок за бешенных денег.
P.S. Для работы компрессора в качестве вакуумного насоса нужно отвернуть пробку слива конденсата на ресивере.
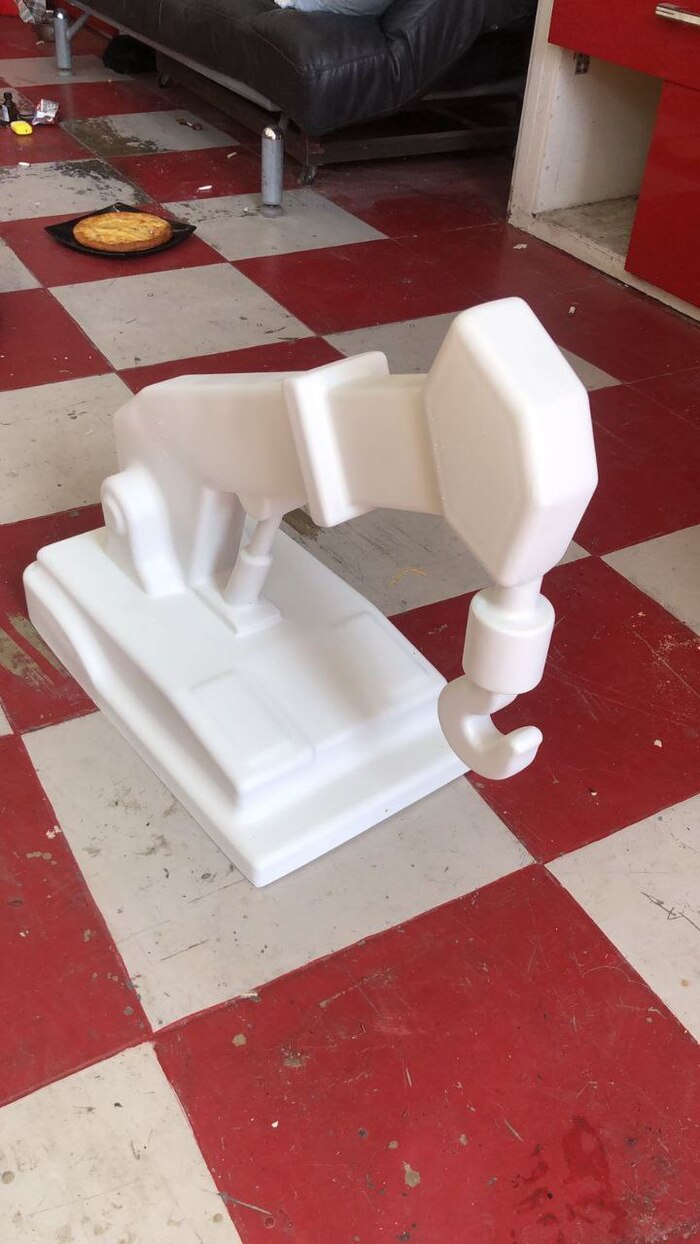
Сделали кран с помощью вакуумной формовки,подойдёт для детской комнаты или же просто как объект декора в вашей квартире.
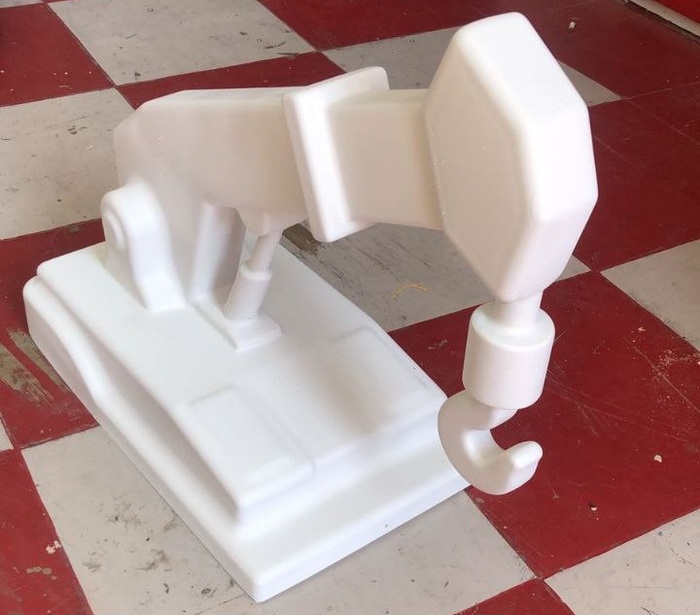
Рамка была 500х500,для того чтобы отформовать кран рабочее поле нужно было метр на метр,добавили лампы,поменяли рамку и у нас всё получилось)
Изначально распилили МДФ по размерам,склеили и отдали на фрезеровку.
После того как отфрезеровали, у нас получились две половинки крана и основание.
Дальше начали формовать,после этого всё вырезали и обрезали.
Немного затруднительно было доставать формы)0)
Две половинки спаяли между собой,после зашкурили и зашпаклевали.

Для прочности залили внутрь двухкомпонентный пенополеуритан.
Скрутили между собой болтами через пластины кран к основанию.


В конце всё обработали и загрунтовали.