Уважаемые Пикабутяне, нужна ваша помощь информацией. Вопрос в следующем - никак не могу найти контору или частника, который сможет на основе стандартного вала ГРМ изготовить с нужными мне фазами и подъёмом. Проблема в тот, что мотор старый. Даже очень старый - БМВ m10b18, так что с серийными тюначками напряг - их нет в РФ (если только у кого-то в дальних закромах по семи замками и дракон на входе охраняет), а из Европы по цене под кило вечно зелёных убитых енотов и с непонятными сроками доставки как-то вот вообще не улыбается.
Поиск по сети выдает только конторы, которые восстанавливают в стандарт. А если и даёт конторы, которые обещают изготовить любой вал ГРМ на заказ, то от них приходит отказ (та же ОКБ Динамика просто ответила в почте "Нет, не можем", хотя у них в номенклатуре есть чуть более молодой мотор m40.) Посему, прошу помочь, может у кого есть контакты, либо личный опыт обращения к такой организации/специалисту.
Это ключевое оборудование для формирования ж/д колес, где создается гребень («реборда») и круг катания, непосредственно контактирующий с рельсом.
Задача: Восстановить критически изношенное посадочное место (⌀960 мм) под нижний эджерный вал с выработкой до 5 мм.
Решение: Применили наш мобильный расточной комплекс. Работы велись с ювелирной точностью: ✅ Наплавка изношенной поверхности. ✅ Чистовая обработка с допусками до 0.1 мм. ✅ Контроль лазерным трекером Leica.
Почти для любого вида промышленности необходима обработка металлических изделий для придания им нужной формы. От этого зависит прочность и долговечность готовой конструкции. Особая сложность заключается в деталях сосложной геометрической формой, тонкими стенками или маленькими размерами, как, например, элементы авиационных двигателей и лопастей, медицинские имплантаты и хирургические инструменты. Чтобы не повредить такие изделия, требуется точная и аккуратная работа. В этом случае применяют технологию проволочной электроэрозионной обработки: лишний материал удаляется с поверхности серией электрических ударов тока, которые подаются с тонкой проволоки. Ученые Пермского Политеха исследовали точность этого метода и нашли способ повысить ее эффективность вдвое.
Фото: onlyyounqj, freepik
Исследование опубликовано в журнале «Russian Engineering Research», № 7, т. 44, 2024. Исследование получило финансирование Российского научного фонда (грант 23-79-01224).
Отремонтировать поврежденные металлические детали помогает порошковая лазерная наплавка – это процесс, при котором на поверхность детали наносится порошок металла, который затем расплавляется лазером. Так создается покрытие с высокой прочностью и износостойкостью.
Но после наплавки с детали необходимо убрать неровности на поверхности и получить нужную форму. Для этого используют проволочную электроэрозионную обработку. Ее преимущество по сравнению с другими методами в том, что она не создает механического давления на заготовку и позволяет работать со сложными, тонкими и хрупкими деталями – шестерни, резцы, элементы двигателей, хирургические инструменты и имплантаты. Это также требует обработки высокой степени точности.
Ученые Пермского Политеха проверили эффективность проволочной электроэрозионной обработки и смоделировали обработку деталей газотурбинного двигателя. Образцы изготавливались из титанового сплава и стали, на них методом наплавки дополнительно нанесены порошки титана и меди.
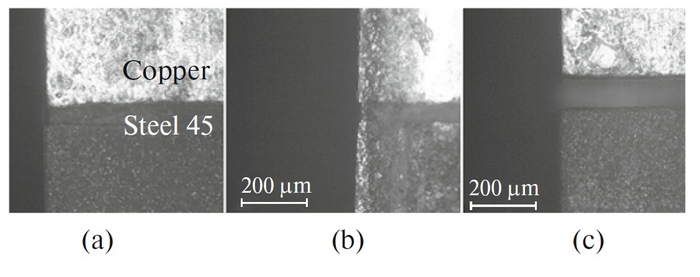
Результаты экспериментальной электроэрозионной обработки проволокой: (a) без учета рекомендаций; (b) с двумя проходами проволоки; (c) с коррекцией угла резания проволоки
– Выяснилось, что на месте стыка металлов образуется погрешность – неровная «ступенька». Ее размер зависел от того, насколько сильно различаются физические свойства взаимодействующих металлов. Например, между сплавом и порошком из титана «ступенька» составляла 0,02 м, а у соединения стали и меди, более разнородного по свойствам, – 0,06 м. Такой дефект может испортить готовое изделие, – объясняет Тимур Абляз, директор Высшей школы авиационного двигателестроения ПНИПУ, кандидат технических наук.
Ученые Пермского Политеха разработали рекомендации, которые повышают точность проволочной электроэрозионной обработки. Сначала нужно тщательно выбрать подходящий угол наклона проволоки. Обработку лучше проводить в два захода, причем второй должен быть менее жестким. Точность работы можно прогнозировать с помощью предварительного математического моделирования.
Для проверки своих выводов политехники провели повторное моделирование, а затем поставили эксперимент. Обработали сплав стали и меди в трех вариантах: без учета рекомендаций, с двумя проходами и с коррекцией угла проволоки. И модель, и практика показали, что предложенные методы снижают погрешность обработки в два раза.
Рекомендации ученых Пермского Политеха позволят значительно увеличить точность проволочной электроэрозионной обработки металлических изделий. Это поможет избежать дефектов и неровностей поверхности, а также повысит качество деталей со сложной геометрией – двигателей, пресс-форм, шестерней и имплантов.
В различных отраслях промышленности широко применяются аддитивные технологии или получение изделия по трехмерной модели путем добавления материала, как правило, слой за слоем. Разные виды 3D-печати позволяют создавать детали любой сложности и точности за короткое время. Большое распространение среди аддитивных сварочных методов получила технология проволочной наплавки. Ученые Пермского Политеха совместно коллегами из Уральского федерального университета имени первого Президента России Б. Н. Ельцина усовершенствовали данную технологию, используя металлопорошковую проволоку вместо «обычной» сварочной. Разработанный состав проволоки позволяет наплавлять бездефектные заготовки с повышенной прочностью и пластичностью.
Статья с результатами опубликована в журнале «Металлург», 2024 год. Исследование проводилось при финансовой поддержке Минобрнауки РФ (№ ФСНМ-2021-0011), Российского фонда фундаментальных исследований (проект РФФИ 20-48-596006 р_НОЦ_Пермский край) и Фонда содействия инновациям в рамках программы «Умник» (договор № 17779ГУ/2022).
Для изготовления крупных металлических деталей себя зарекомендовала технология проволочной наплавки. В качестве исходного материала используют металлическую проволоку, а в качестве источника энергии – электрическую дугу. Она расплавляет проволоку по мере того, как роботизированная рука наносит материал слой за слоем в области печати. При этом для формирования объемных изделий применяют преимущественно «обычную» сварочную проволоку, что ограничивает химический состав и свойства получаемых деталей.
Усовершенствовать технологию возможно благодаря применению порошковой проволоки. В ее состав могут входить металлические порошки и ферросплавы. Это обеспечивает более широкую возможность легирования сплава (насыщения различными добавками), а значит разнообразие его свойств и применимость в промышленности.
– Из-за теплофизических особенностей порошковых проволок, а также в зависимости от их типа, состава и выбранного режима наплавки можно на 10-30% повысить производительность процесса по сравнению с проволоками сплошного сечения. Также использование определенных компонентов в составе сердечника проволоки позволяет получить практически любой необходимый химический состав наплавляемого материала, – объясняетГлеб Пермяков, научный сотрудник лаборатории методов создания и проектирования систем «материал-технология-конструкция» ПНИПУ.
Ученые разработали проволоку с порошковым сердечником, содержащим хром, марганец, никель, молибден, медь и азот. Подбор именно таких компонентов позволил улучшить свойства получаемого материала – прочность и пластичность. С помощью такой проволоки отработали технологию 3D-печати, наплавили металлические образцы и провели их комплексное исследование.
– В наплавленном металле отсутствуют дефекты в виде пор, трещин, непроваров или шлаковых включений между слоями. По сравнению с существующими сплошными сварочными проволоками аустенитного класса, разработанный нами состав обладает на 20-30% более высокими прочностными характеристиками, при этом сохраняются высокие показатели пластичности. Предел текучести экспериментального сплава более чем в два раза выше, чем у широко используемой стали 08Х18Н10Т. Во многом именно низкие значения предела текучести, ограничивали применение известных марок аустенитных сталей для тяжелонагруженных конструкций – поделился Алексей Смоленцев, ассистент кафедры технологии сварочного производства УрФУ.
Исследование показало, что создание бездефектных заготовок с лучшими свойствами возможно благодаря применению в 3D-печати металлопорошковой проволоки. Разработанный состав и отработанная технология позволит изготавливать более прочные изделия для нужд промышленности.
Ищу уже вторую неделю не легированную медную (М1) проволоку диаметром, подходящим для сварочного полуавтомата: 1,2; 1,6; 2 мм итд. Но, как оказалось, купить её нельзя, потому что тебе не нужно 30 кг и потому что ты не юр. лицо.
Мне даже удалось найти тех, кто продаст мне 2 кг, но есть нюанс...
В ракетной технике, космонавтике и авиационной промышленности для изготовления деталей используют мартенситно-стареющие стали – сплавы железа с высокой прочностью. Для упрощения изготовления все чаще применяется аддитивная 3D-печать. Этот способ значительно сокращает отходы и время производства. В процессе послойной наплавки металлы подвергаются сложному термическому воздействию, в результате которого материал может менять свои характеристики, что неблагоприятно скажется на готовом изделии. Ученые Пермского Политеха провели эксперимент и определили, насколько стратегия нанесения слоев в процессе 3D-печати влияет на химический состав и свойства мартенситно-стареющей стали.
Фото: Ian Talmacs, unsplash
Статья опубликована в журнале «Вестник ПНИПУ. Машиностроение, материаловедение», т. 26, № 3, 2024. Исследования выполнены при финансовой поддержке Минобрнауки РФ в рамках проекта «Наука и университеты» и госзадания FSNM-2024-0003.
Мартенситно-стареющие стали обладают большой прочностью и вязкостью, при этом не теряя пластичности. Эти характеристики обеспечивают надежность и долговечность конструкций, что особенно важно в экстремальных условиях эксплуатации авиационной и космической техники.
Аддитивная печать – перспективный инновационный метод производства изделий, когда материал добавляется слой за слоем. Таким способом изготавливают как небольшие, так и крупные детали. Для получения габаритных изделий применяется дуговая наплавка, когда металл добавляется к поверхности изделия с помощью электрической дуги. Преимущества такого метода – высокая скорость (1-10 кг/ч) и относительно недорогое оборудование.
В процессе электродуговой наплавки металлы подвергаются сложному термическому воздействию, которое может оказать значительное влияние на их микроструктуру и механические характеристики. Изделия, которые получали с использованием аддитивных технологий, не должны уступать по прочности изделиям, полученным с помощью традиционных методов, таких как литье, штамповка и ковка.
Исправить ситуацию может изменение метода нанесения слоев. Ученые Пермского Политеха использовали особые способы стратегии наплавки и проверили, насколько отличаются их химические и фазовые составляющие.
– Для изучения структуры и механических характеристик обработанного мартенситно-стареющего сплава стали мы напечатали заготовки в виде плоской стенки размерами 150×80 мм, откуда впоследствии вырезали образцы в продольном и поперечном сечении. Для печати выбран метод СМТ – это процесс, который позволяет производить наплавку металла с минимальным нагревом, – рассказывает Татьяна Ольшанская, профессор кафедры сварочного производства, метрологии и технологии материалов ПНИПУ, доктор технических наук.
1/2
Стенки № 1 и №2, напечатанные на 3D-принтере / Фото: Илья Мосягин, пресс-служба ПНИПУ
– Сравнительный анализ химических составов показал, что стали, которые получили методом СМТ (Cold Metal Transfer — холодный перенос металла) с различной стратегией наплавки, близки по своему химическому составу. Анализ кристаллической структуры также продемонстрировал примерно одинаковое количество структурных фаз в обоих образцах, – поясняет Илья Мосягин, аспирант кафедры сварочного производства, метрологии и технологии материалов ПНИПУ.
Исследование ученых Пермского Политеха подтвердило, что при изменении стратегии наплавки мартенситно-стареющей стали методом СМТ макро- и микроструктура практически не отличаются. Метод СМТ позволяет добиться высокого качества изделий, и ее можно применять на практике в ракетной технике, космонавтике и авиационной промышленности, где критически важны прочность и надежность конструкций.
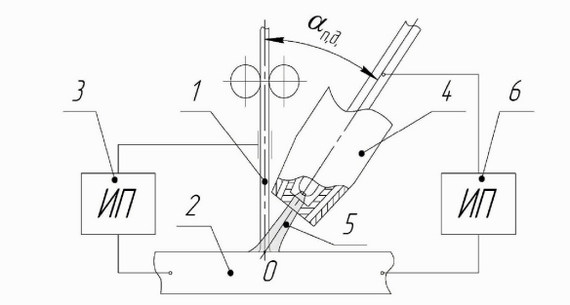
Пояснение к картинке: Схема способа плазменной сварки и наплавки. 1 - присадочная проволока. 2 - изделие. 3 - источник питания проволоки. 4 - плазматрон. 5 - плазменная дуга. 6 - источник питания плазматрона.
Сегодня 3D-печать активно применяется в космической, автомобильной и авиастроительной отраслях. Технология послойной плазменной наплавки позволяет изготавливать металлические изделия с высокой производительностью и качеством при относительно небольших затратах. Плазменная дуга за счет плавления присадочной проволоки формирует слои металла нужной толщины и формы. Существующие способы такой наплавки имеют свои недостатки, которые приводят к внутренним дефектам изделия. Ученые Пермского Политеха разработали новую технологию плазменного выращивания, которая повышает стабильность работы и качество получаемых заготовок. Эффективность аддитивного формирования ответственных металлических изделий в различных отраслях промышленности выходит на новый уровень.
На изобретение получен патент (№2815524). Исследование выполнено в рамках программы стратегического академического лидерства «Приоритет 2030».
Плазмой называется сильно ионизированный газ. Для его получения используется специальное устройство – плазматрон, который формирует высокотемпературный (20000 – 25000 градусов) электродуговой разряд в виде плазменной струи, расплавляющей основной металл и присадочную проволоку. Перемещая плазмотрон по заданной траектории, например, роботом, осуществляют послойную наплавку металлического изделия. Такую технологию можно применять и для восстановления изношенных деталей, и при изготовлении новых деталей с необходимыми свойствами рабочих поверхностей, такими как жаропрочность, износостойкость, коррозионная стойкость.
Существуют разные способы выращивания изделий такой технологией. Они отличаются источниками питания, расположением электрода и плазматрона относительно обрабатываемой поверхности. Но они не всегда позволяют получить качественный результат. Например, при сложной траектории наплавления нарушается геометрия формируемого материала, появляются дефекты. В некоторых случаях нарушается формирование наплавляемых слоев из-за большого теплового воздействия.
Ученые Пермского Политеха разработали способ сварки и наплавки, в котором металлическая проволока подается перпендикулярно к поверхности изделия, а ее нагрев осуществляют за счет протекающего по ней тока и воздействия плазменной дуги, направленной под острым углом к поверхности. Используются два источника питания: для плазматрона и для прохождения тока.
– Наш вариант обеспечивает высокую производительность процесса при минимальном проплавлении и перемешивании металлов. Позволяет использовать электродную проволоку различного диаметра, широко регулировать толщину наплавленного слоя и накладывать швы по сложной траектории, что особенно важно при трехмерной наплавке заготовок любой формы. Также повысилась устойчивость всего процесса, разбрызгивание присадочного металла устранено, – поделился заведующий кафедрой «Сварочное производство, метрология и технология материалов» ПНИПУ, доктор технических наук Юрий Щицын.
Политехники проверили технологию для различных металлов, например, наплавив стенки из алюминиевого сплава толщиной 11 мм. Анализ образцов показал, что металл, полученный разработанным способом, имеет благоприятную структуру и не содержит внутренних дефектов. Сам процесс отличается высокой стабильностью и производительностью.
Разработка ученых ПНИПУ дает возможность создавать высококачественные наплавленные слои различной толщины и металлические заготовки изделий различной конфигурации с высокими эксплуатационными показателями из высоколегированных сплавов и цветных металлов. Способ уже планируется к использованию на машиностроительных предприятиях специального назначения.
Здравствуйте, коллеги! Я работаю в одном из Нижегородских университетов в лаборатории металловедения. В процессе трудовой деятельности возникла необходимость провести лазерную и плазменную наплавку на ряд деталей. Подскажите, пожалуйста, у каких компаний в Нижегородской области, Приволжском федеральном округе, Московский области и ещё где-нибудь недалеко есть возможности это осуществить? PS Владимирский лазерный центр не подходит.