
Рез толщиной 0,17мм
Всем привет!
Электроэрозия.
Разрез детали
Деталь состоит из двух полудеталей
Сталь 45
Вопрос - ответ в комментах!
Всем привет!
Электроэрозия.
Разрез детали
Деталь состоит из двух полудеталей
Сталь 45
Вопрос - ответ в комментах!
Раньше заваривая чай из пакетика, ты мог заварить его себе, маме, папе, всем родственникам и друзьям, их друзьям и у всех был крепкий.
А что мы видим сейчас? С одного пакетика не получается заварить даже себе!

Привет всем. Я очень давно не делал постов т.к. работы и заказов стало очень много, но оно и к лучшему.
Вашему вниманию участочек ЭЭО(электро эрозионной обработки).
Электроэрозионная обработка — обработка, заключающаяся в изменении формы, размеров, шероховатости и свойств поверхности электропроводной заготовки под действием электрических разрядов, возникающих между заготовкой и электродом-инструментом.
В данном случае электрод - молибденовая проволока через которую проходит ток и дуга возникающая между заготовкой и электродом выжигает свой путь заданный программой/чертежом.
Станки для обработки разных габаритов деталей.
Высоты могут прорезать до 750мм. Режут любой металл.
По порядку слева на право:
Realrez 550 режет каретку - заменил собой вертикально/горизонтально расточной станок растрачивает сразу два отверстия за один проход, точность +-0,005 по уци, но по факту +-0,01 что тоже отлично.
Realrez 350 режет шлицевую муфту соединения двигателя и насоса - заменил/дополнил собой долбежный станок.
Realrez 650 - делает туже работу что и 550. Таких кареток много.
Требуется расточить два по два отверстия с точным межцентром с чем идеально справляется размер после обработки Ф75,01.
Повторяемость 100% т.е. следующий рез даст такую же точность.
П.с. есть небольшой нюанс что проволка сгорает и нужно делать коррекцию, но это уже тонкости.
Всем добра!;)
Сейчас ее ещё можно успеть купить по 700 руб.
успевайте
Ну и потом пните плиз когда за монету будет 10к+
я вам тут же напишу... - а я вам говорииил.
Или как скажут знающие зубофрезеровки.
Всем привет, уважаю и ценю интерес к металлообработке.
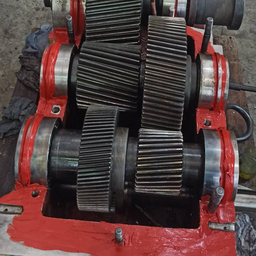
Сегодня(радость, радость) произошел пробный(рабочий) пуск станка 5342 купленный с металлолома и находившийся год в пуско-наладке/ремонте.
Был заменён электрический шкаф на современный, но без ЧПУ. Заменены шестерни, насосы, кабели, двигатели. И вот эта махина в работе, режет вал-шестерню модуль 18, из улучшенной стали 40хн с твердостью ~30 HRC.
В кадр попал работник, как раз с ним можно сравнить габарит этого станка.
П.с. все вращающиеся детали специально без кожухов, т.к. идёт слежение за работой станка. В будущем все опасные, открытые вращающиеся детали будут спрятаны кожухами. К станку кроме работника и меня никого не подпускают. Работник следит за исправной работой, а меня просто не жалко(шутка).
Рубрика вопрос-ответ в комментариях.
Всем добра :)
Приветствую всех и каждого, уважаю и ценю интерес к металлообработке.
Вашему вниманию видео долбления зубьев эпицикла бортового редуктора Vermeer.
По параметрам:
Станок 5б150 разорванный, модернизированный, ход долбяка 300мм.
dp12 pa20° сталь 20х2н4а, нормализованная в заготовке.
Так же на видео заснял принцип работы долбежного станка. Видно что в момент врезания долбяк двигается на деталь, в момент возврата отводится от детали чтобы не "скользить" по металлу и ее тупить кромку инструмента.
Поскольку мы изготавливаем целиком планетарный редуктор мы используем для проверки естественно измерительный инструмент, но так же используем уже готовое водило с установленными сателлитами для проверки зазора зубчатого зацепления.

Таких редукторов производим от 20 до 60 в зависимости от потребностей заказчиков.
Вопрос - ответ в комментариях ;)
Всем добра!
На видео процесс эрозии, ток выставили побольше чтобы видеть яркую искру и сам процесс чтобы можно было хоть немножко понять не посвященному человеку.
Это видео откровенный колхоз/гараж, но я хочу чтобы вы его видели. Это связка шестерня - вал-шестерня.
Запресовано на азот, наш пресс в 100 тонн не смог выдавить ни с каким нагревом. Принято решение распилить и высверлить. Вот на видео процесс распила.
Сразу отвечу на вопрос "почему не пилой", а потому что твердость валшестерни 58-62 по Роквеллу пила просто не возьмёт.
Как всегда работы капитально много, изобретаем и придумываем разные способы ремонта чтобы его выполнить. Ведь заказчика мало интересует процесс, ему нужен результат. А результат мы стараемся держать на высоте.
Уважаю подписчиков, люблю хейтеров ;)
Отвечаю на вопросы в комментах.
Всем привет ;)
Электро-эрозионные станки.
могут вырезать любой контур детали на сквозь.
У нас их пока что 2 шт. В скором времени приедет третий с углом наклона рабочей головы на 45°.
Нарезание шлицев модуль 5 30°.
Сложная была задача из-за габарита детали, и в каждом пазу стояли держатели ножей. Все были сняты до нарезки и установлены обратно после. Заказчик остался доволен.
Расточка потайных отверстий для болтов. Неординарная задача т.к. расположение находится не с "удобной" стороны.
Точение посадки галтовочного барабана. Почти в притирку к станине, были срезаны шпильки крепления крышки, затем приварены обратно.
Спасибо всем кто смотрит, уважаю подписчиков.
Постов постараюсь делать больше о ремонте промышленного оборудования, но работы очень много время почти все уходит чтобы делать, а не созерцать.
До новых постов ;)