

Смена инструмента
Реализация смены инструмента роботом Fanuc
Реализация смены инструмента роботом Fanuc
Немного ЧПУ юмора.
Для тех кто не в теме.
Решил проверить заденет ли при смене инструмента стойку с датчиком или нет, но что-то пошло не так...
Добрый день.
Может кто знает или у кого есть на производстве станки типа Trevisan с управляемы плансуппортом? Хотелось бы китайские или любые другие аналоги.
Давно хотел делать небольшие мануалы по работе, память не бесконечна и шпаргалки часто выручают. Да и в лиге ЧПУ был пост с вопросом как раз по этой теме. Вот и решил совместить все. Надеюсь это будет интересно и полезно.
При обработки деталей часто приходится пользоваться инструментом с большими габаритами - это дисковые и торцевые фрезы, большие расточки или угловые головки. Зачастую в инструментальном магазине все очень компактно.
Напрашивается логичный ответ, так давайте увеличим расстояние между ячейками, но в этом случае увеличивается габарит магазина, вес станка, занимаемая площадь и цена. Для большинства задач используется инструмент небольших диаметров, поэтому нет необходимости увеличивать весь магазин. Производители пошли по другому пути, они указывают максимальный габарит инструмента когда все ячейки заняты и когда соседние свободны.
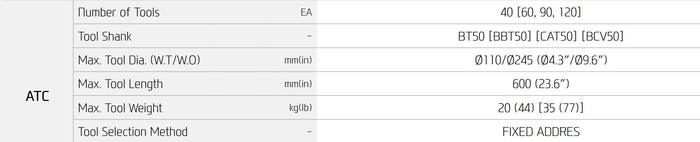
Так вот, для разных станков эти значения могут немного отличаться.
В моем случае получается при занятых соседних ячейках я могу поставить инструмент до 110 мм, а при свободных до 245мм в диаметре.
Вот например такую расточную, но в данном случае обточную, систему. Наружный диаметр 235мм.

Для этого мы оставляем соседние ячейки свободными, что бы в инструментальном магазине поместить подобное. И нам важно, что бы эти ячейки были пустыми и рука сменщика инструмента не могла подойти к ним.
В моей практике было, что наладчик поставил торцевые фрезы диаметром 160 мм во 2ю и 4ю ячейку, не заблокировав ячейки 1, 3 и 5. Поэтому при вызове T1, рука сменщик зацепила и вытащила инструмент из Второй ячейки и он упал на пол инструментального магазина обломав щуп Renishaw.
Вот сейчас интересная информация закончилась и будет полезная.
Я расскажу как настроить на вертикальном фрезерном станке с произвольным расположением инструмента и на горизонтальном - с фиксированными позициями. В первом случае будет Fanuc i series (нулевой), во втором Fanuc Series 31i model B.
Вертикальный станок
System - PMC Maintenance - Data. Вы увидите следующее окно
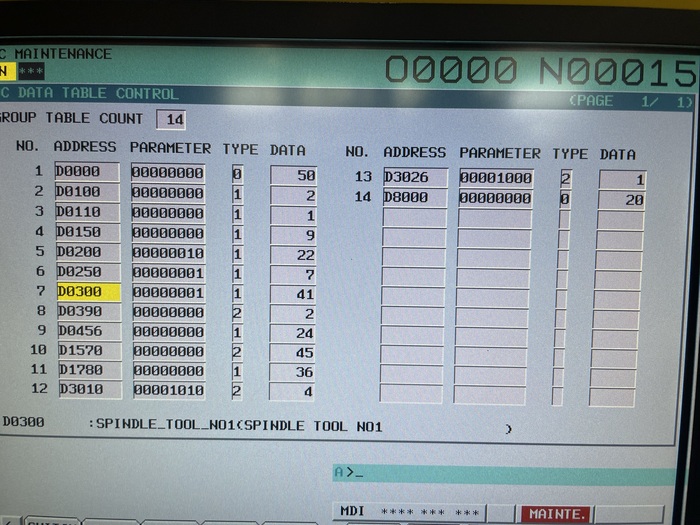
Нам нужны D0300. Наводим курсор и нажимаем (OPRT) - ZOOM
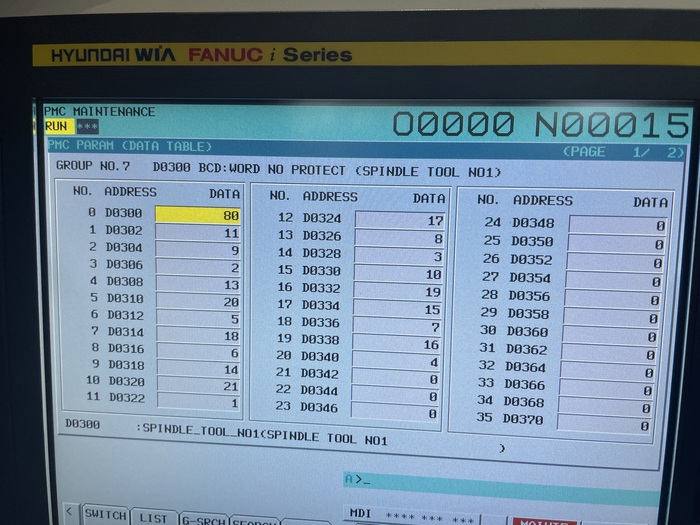
Где NO там номера ячеек в инструментальном магазине, а в Дате номера инструментов.
Например в ячейке 1 стоит Т11, в ячейке 2 - Т9....
Теперь выбираем в какую ячейку хотим поместить инструмент большого диаметра и прописываем там инструмент начиная с 80 и выше.
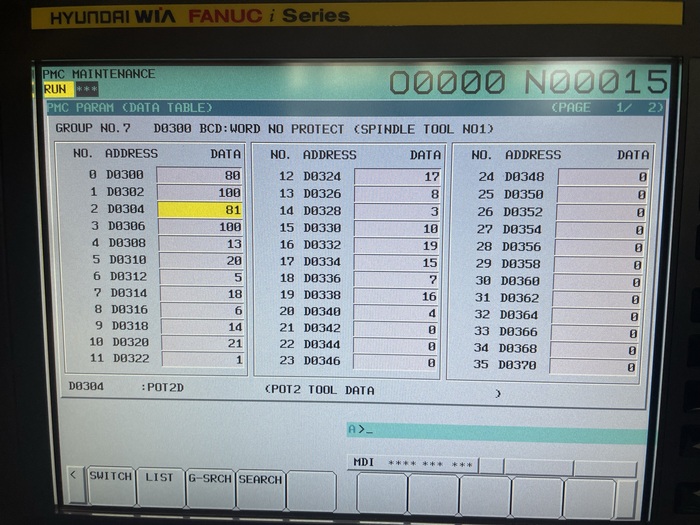
В ячейку 2 D0302 мы прописали 81 и видим, что значения в 1й и 3й ячейках автоматически поменялись на 100. Тем самым станок поймет, что эти ячейки заблокированы и не позволит взять инструмент от туда. Что бы выйти обратно нажимаем LIST
Горизонтальный станок
Теперь станок на 31м Фануке и фиксированными ячейками (когда из какой ячейки брал инструмент туда и возвращает).
Тут немного по другому
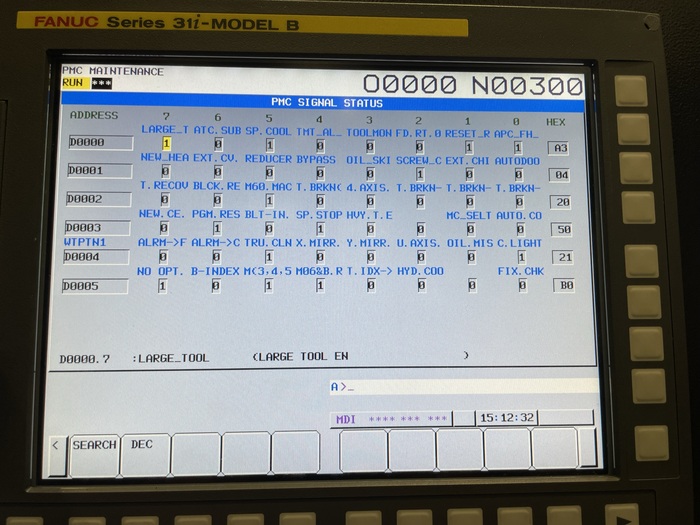
Для начала вам надо прописать 1 в D0000 бит 7.
Теперь так же идем в System - PMC Maintenance - Data.
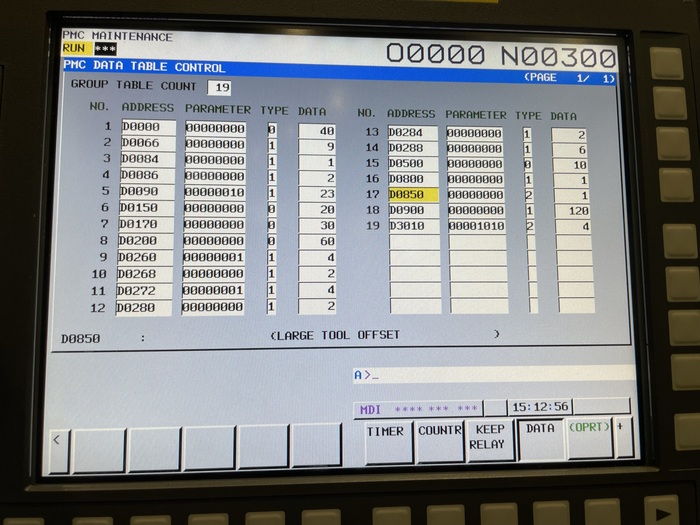
Здесь нам нужны D0850 и D0900
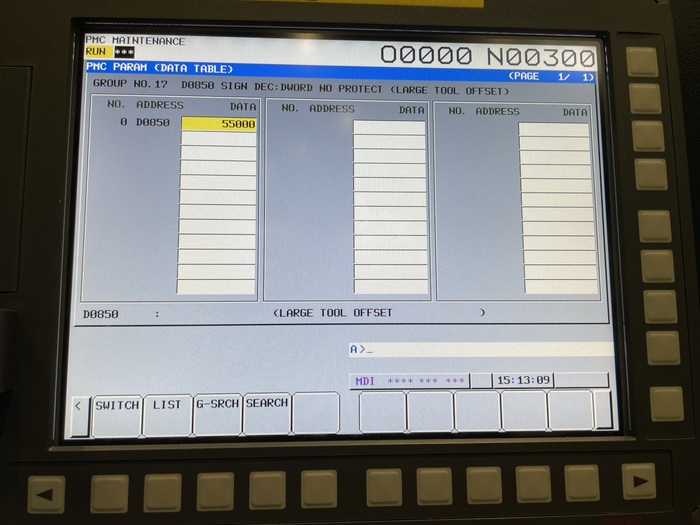
В D0850 (ZOOM) мы прописываем выше какого значения станок будет определять, что инструмент большой.
В моем случае записываем 55000 (радиальное значение в микрометрах)
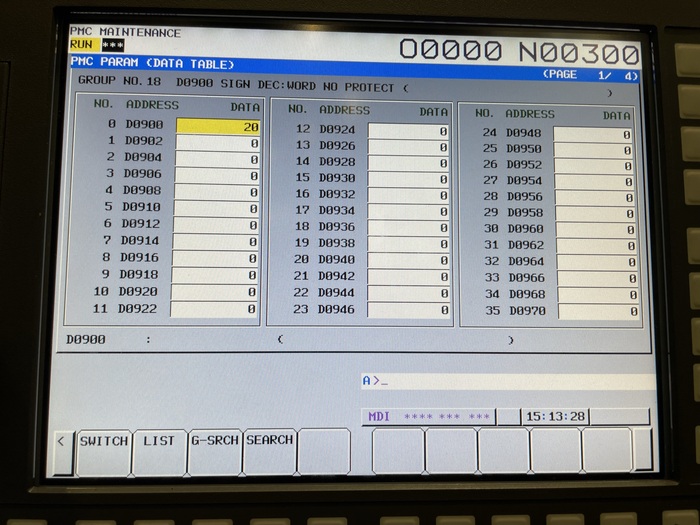
Затем идем в D0900 (ZOOM)
Здесь мы прописываем в каких ячейках будет стоять большой инструмент начиная с D0900, далее в D0902 и т.д. У меня расточка в ячейке 20.
Когда все настроили, прежде чем загружать инструментальный магазин, попробуйте без инструмента, что бы убедиться, что все сделано правильно.
Недавно закончился очередной Дакар, где наши ребята заняли весь подиум. Это супер достижение не только пилотов, но и всех тех кто стоит за этими победами. Вот как я вложил свой вклад в эту копилку.
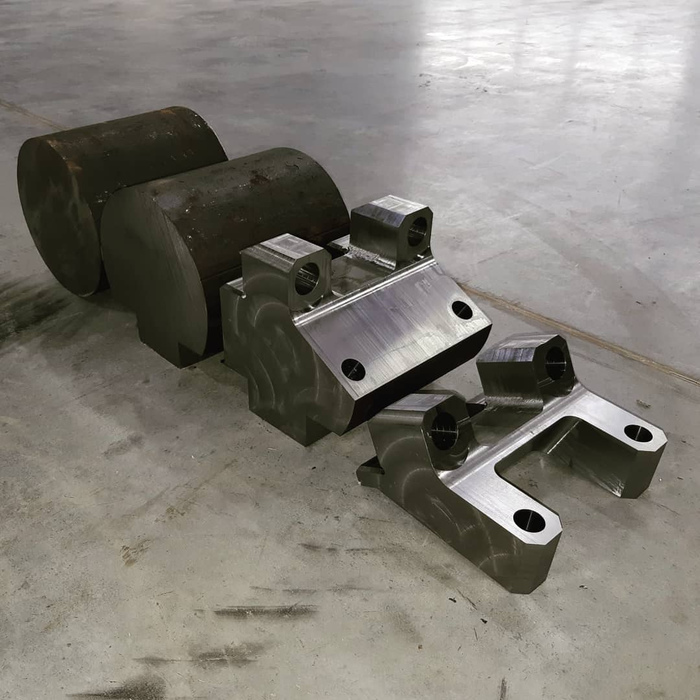
В единичном производстве особо не заморачиваются с заготовками, так как найти кругляк или поковку быстрее и дешевле, чем заказывать литье. Поэтому на входе у нас вот такой кругляк.

Подготавливаем базу для обработки

Перезажимаем и начинаем основную обработку.
Вот что получается.

Еще один установ и деталь готова
Вот все этапы.
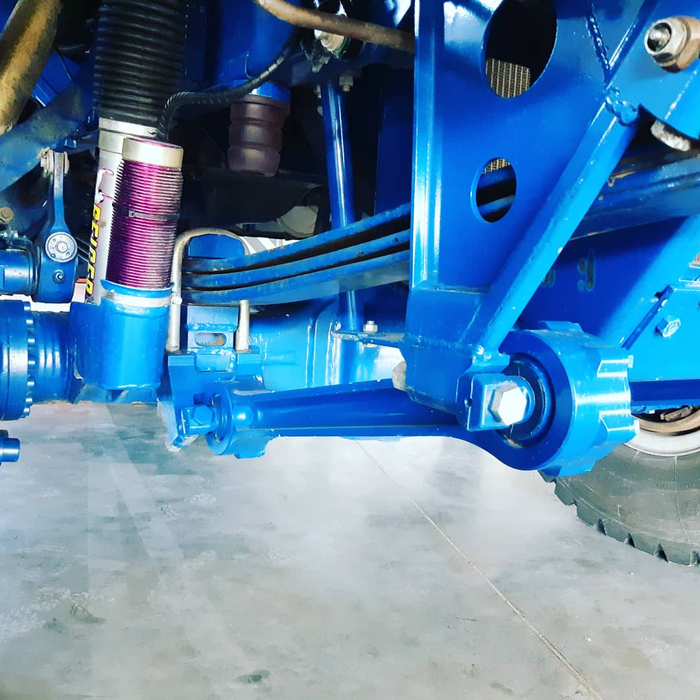
Меня часто спрашивают, знаю ли я куда идут сделанные мной детали... в этот раз я знаю =:)
Вот она на машине.

Чуть дальше
Еще дальше

Совсем далеко

Так что я смело могу сказать, что мои детали не только в космосе летают, но и рассекают по пустыне вместе с чемпионами!

Камаз-мастер! Вперед!
Давно ничего не выкладывал, вот решил попробовать сделать видео с работы по одному из проектов...
День добрый. Планирую погулять в сентябре по вулканам Камчатки и окрестностям и есть вопрос. Можно ли в Петропавловск-Камчатске купить топливо для горелки? Бензин Галоша. Если есть то подскажите где, и за сколько. Буду рад контактам. Спасибо.
