Здравствуйте . Хотел собрать трёхколёсный велосипед . Мосты "ИЖ Фермер" и "Чемпион" не понравились , долго искал альтернативу на AliExpress - нет (ну как нет , есть , но только всё на 100% как и у наших) , потом нашёл в Бразилии - не доставляют , следом нашёлся в США - 1500 долларов (и это только мост) . Когда уже разочаровался и начал думать что покататься не получится (инвалид , с двухколёсного падаю) увидел ЧУДО - AVERS 6 Disk от velomastera , поначалу очковал - 40 тыщщщщ за мост при пенсии в 15 тыщщщщ , многовато , но желание выйти из 4 стен победило . Ну как победило , оказалось их уже не производят . Но зато увидел что есть мост арт. 407 от Владимира Штракина . Но увы он уже несколько лет не заходил на форум . А собственно в чём проблема , я пишу вот это сообщение токарям на Авито : "
Здравствуйте .
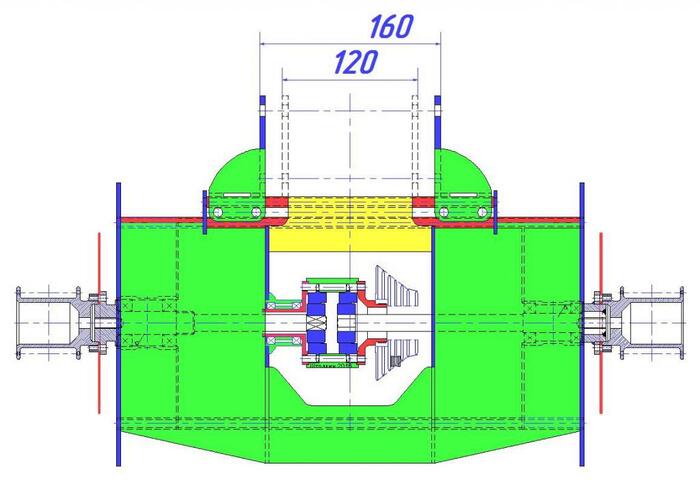
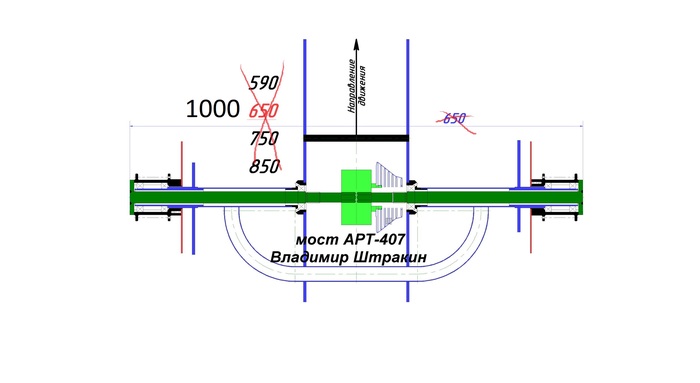
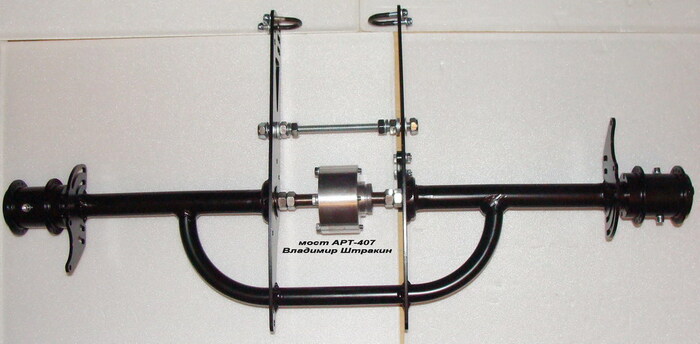
Возможно ли изготовить задний мост для трёхколёсного велосипеда с псевдодифференциалом (обгонной муфтой) по информации из данной темы на форуме (арт. 407) Владимира Штракина :
(ссылка удалена)*
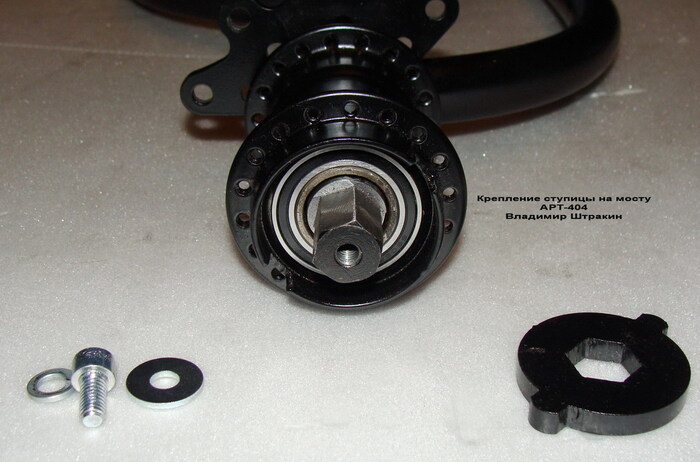
ступицы - (ссылка удалена)*
Также в теме есть обсуждение, почему обгонная муфта предпочтительнее дифференциала : (ссылка удалена)*
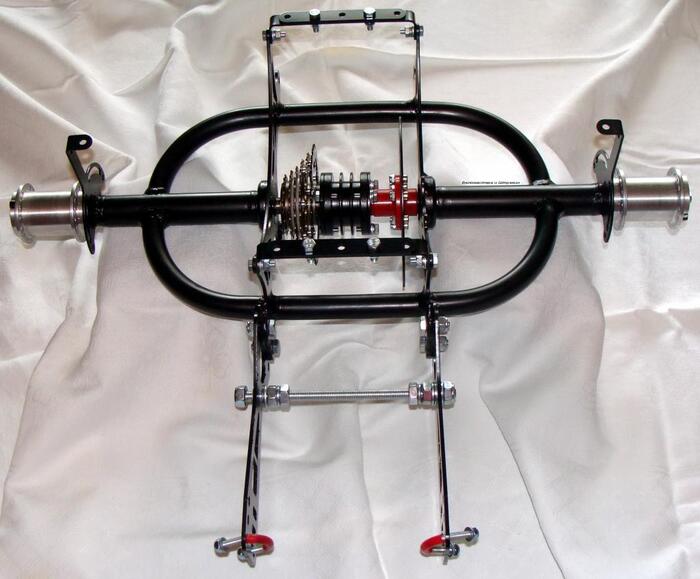
Кроме того, имеется видео этого изделия под другим названием — «AVERS 6 Disk» :
(ссылка удалена)*
Чертежей как таковых нет , имеются только изображения. Изделие требуется не для продажи , а для личного использования , поэтому точное соответствие представленным в интернете образцам не требуется (за исключением ширины — 1 метр) .
Приблизительный алгоритм работы (на мой незнающий взгляд) :
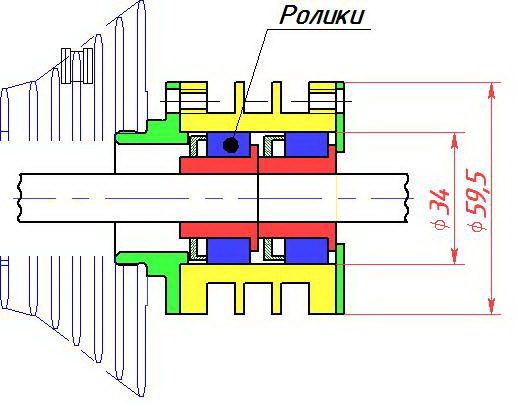
1) выбрать хорошие промышленные подшипники ;
2) проточить/подобрать две оси, совместимые с внутренней обоймой подшипника, и на обоих концах фрезеровать квадраты (для подсоединения к ступице и обгонной муфте) ;
3) проточить/подобрать бесшовные трубы согласно внешнему диаметру в качестве внешнего корпуса для осей ;
4) проточить в цилиндре две обгонные муфты для левого и правого колеса + снаружи нарезать резьбу для велозвёзд ;
5) на корпус приварить крепление для тормозных суппортов ;
6) проточить ступицы согласно внешнему диаметру подшипников ;
7) нарезать посадочное место на ступице для тормозного диска .
если ссылки на форум не открываются загрузил картинки механизма и страницы с форума на облака :
Всё вроде боль-мень логично , но >1000 неотвеченных сообщений намекают что где-то подвох . Помогите правильно сформировать сообщение для токарей , что бы они от меня не нос воротили .
(ссылка удалена)* - не знаю как тут относятся к сторонним ресурсам , от греха подальше не стал тревожить модераторов .
Всем ку! 3 года назад запилил себе фрезерный модуль из фанеры.
Это единственный самодельный станок в мастерской, и за всё время использования практически не подвергся никаким доработкам.
Для удобной настройки плоскости столов циркулярки и фрезера верхняя часть отделена от тумбы. Т.е. сначала на направляющие крепится стол, а снизу отдельно "заезжает" тумба, которая имеет регулируемые по высоте ноги. Тем самым я могу без проблем настроить плоскость столов, а потом подогнать отдельно по высоте тумбу таким образом, чтобы она плотно прилегала к столу, и неровности пола не будут при этом помехой.
Стол, это бутерброд из трёх листов фанеры: два листа 15 мм и один лист 8 мм. Упор и стол облицованы шпоном дуба. Корпус выполнен из фанеры 12 мм.
Стол фиксируется на раму из дуба. Этот дуб был когда-то частью подоконника в возрасте порядка 30 лет, из которого я делал барную стойку. Обрезки мне как раз пригодились для создания рамы. Она для жесткости собрана в пол дерева и проклеена.
Для использования различной оснастки врезал алюминиевые направляющие под Т-треки: 19х12 мм в параллельный упор (для болтов М8), и 30х12 мм в стол, для направляющей каретки или транспортира.
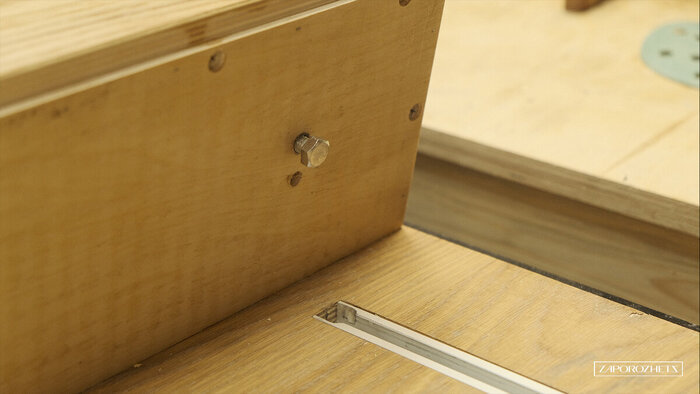
Упор двигается по таким же направляющим 19х12 мм. Думаю из фотографий понятно как это устроено.
Для регулировки ширины подвижных губок сзади есть фрезеровка.
Максимально простая и работоспособная система. Упор снимается и ставится за считанные секунды. Из минусов только то, что нет перпендикулярности относительно разметки на фрезерной пластине. По прошествии 3-х лет скажу, что не очень то эта перпендикулярность и нужна.
Запуск и остановкаосуществляется при помощи магнитного пускателя. Это самый распространённый вариант для станков подобного типа.
здесь хорошо видно раму из дуба
Самое главное его преимущество в том, что если в процессе работы отключается свет, то при его появлении фрезер уже не запустится самопроизвольно. Не нужно контролировать момент с выключением.
Для быстрой удобной остановки соорудил накладку на кнопку СТОП и расположил её на уровне колена, чтобы в случае чего просто пнуть накладку коленом и остановить фрезер.
Ручки ящиков сделал из ясеня. Понадобились две фрезы: галтельная 16 мм и калёвочная R6,4 мм.
Ящиков всего 5 шт. Просто потому что мне так удобно, хотя место позволяло сделать 7 ящиков: 3 шт. в левой вертикальной части, 2 в правой, и 2 средних по размеру ящика вместо одного большого внизу.
Содержимое у всех будет индивидуальным, я лишь хотел показать, что направляющие так же сделал из 12 мм фанеры. Чтобы они лучше скользили смазал из парафиновой свечкой.
Теперь об особенностях. Очень многие делают щёчки параллельного упора сдвижными. Но мало кто предусматривает зазор между ними и столом.
А он просто обязателен. Если на стол попадёт стружка, то обязательно забьётся между заготовкой и параллельным упором. Не точная фрезеровка вам гарантирована.
Зазор позволяет избежать этого, плюс если у вас будет мощная система аспирации, то в момент прижатия заготовки к столу и упору, стружка сама будет удаляться, так как воздух будет двигаться по этому импровизированному каналу.
Вкладыши нулевого зазора.
На фотографии выше первая версия, которую делают практически все. Кто-то из пластика, кто-то из фанеры, у кого-то покупные из металла. Особой разницы нет.
Я хочу показать вам вкладыши, к которым я пришел спустя время. Вот они
Данный вырез помогает удалять стружку из зоны фрезеровки даже тогда, когда вы будете фрезеровать глухие пазы. На фотографии фреза "ласточкин хвост" не просто так. Когда данной фрезой делается паз, то стружке деваться некуда, и она просто сыпется вниз. Да, не спорю, можно было сделать отдельно систему отведения стружки из короба в котором живёт фрезер.
Можно, а зачем? Если вырез во вкладыше на 95% решает проблему сыпящейся вниз стружки.
Параллельный упор живёт внизу, на задней стенке тумбы. Достаю его по необходимости.
патрубок подключения это то немногое, что я в последствии доработал
Сердцем фрезерного стола является, не побоюсь этого слова, легендарная Makita RP 2300 FC.
ля какой!
Единственное чего мне не хватает, так это самоблокирующегося шпинделя, который позволяет менять фрезы не наклоняясь для нажатия кнопки блокировки.
До Макиты у меня был недорогой фрезер Ресанта на 1900 Вт под 12 цангу, и это просто мусор! Это были выброшенные на ветер деньги. Не повторяйте моих ошибок.
Опять же, если у вас нет задач по тяжелым фрезерным работам (таким как фрезеровка филёнчатых конструкций и работа с фрезами более 60 мм в диаметре), то вполне вероятно, что вы обойдётесь более бюджетным фрезером. Но я бы настоятельно рекомендовал вам перед покупкой найти подробнейшую информацию о выбранном вами фрезере, а лучше пример работы именно по тем задачам, которые вы ставите перед ним. Это убережет вас от бесполезной покупки.
Ну и конечно же не стоит забывать про технику безопасности. Толкатель находится всегда под рукой.
Без косячков не обошлось, есть сколы на корпусе, которые сейчас мне режут глаз, хотя когда делал думал что не буду на них обращать внимания.
Надеюсь мой опыт убережёт вас от ошибок в принятии решений. Как-то так!