
Резьба PG 13,5
Приветствую. кто нибудь сталкивался с резьбой PG13.5 (наружняя) , я так понимаю это коническая резьба с углом профиля 80 градусов , кто нибудь знает ее можно сделать
Циклом g76?
Приветствую. кто нибудь сталкивался с резьбой PG13.5 (наружняя) , я так понимаю это коническая резьба с углом профиля 80 градусов , кто нибудь знает ее можно сделать
Циклом g76?
Продолжаю бороться со старой биглией , меняли (горе мастера) контршпиндель , и видимо не так углом его поставили
делаю деталь , и паз не находится на оси с отверстиями сделанными в основном шпинделе , я уже проводил манипуляцию с синхронизацией шпинделей и командой М40 , но не помогает , искать нужный угол поворота вплоть до градуса ,я думаю не получится , может кто сталкивался с такой бесоебиной, в программе на противошпиндель стоит g28C0 и G0C0 , но он далеко не на оси встает с отверстием , станок биглия с 32 фануком
Объясните работу в g19 на токарно- фрезерном , 🙏освоил g17 в целом все понятно , по g19 я так понимаю работает Y Z , по сути на деталь смотрю сбоку , вот чтоб сделать паз например шириной 10 фрезой 5 к примеру , с g112 я делаю проход , потом прописываю подъём по Y и снова делаю проход , а если паз с вращением по оси С ,как его делать , не пойму
Буду очень признателен за пояснение и помощь в разборе этого вопроса 🙏

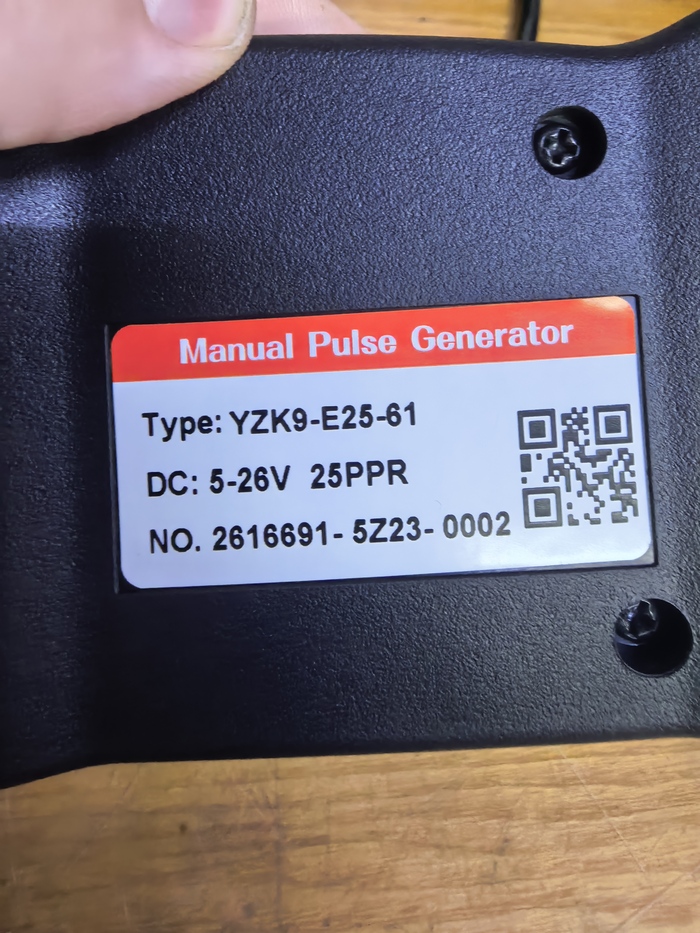
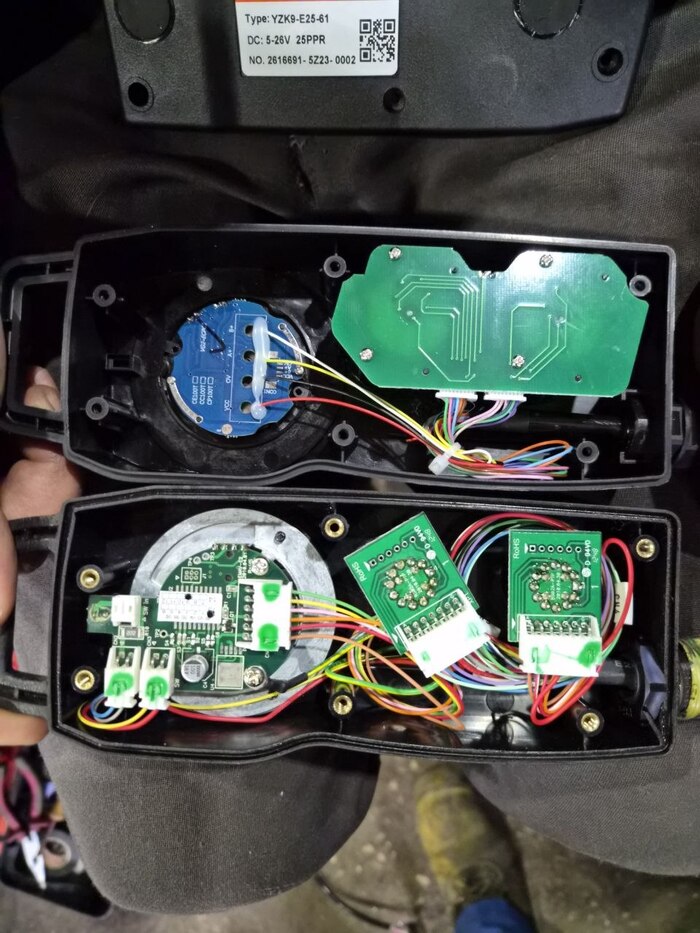
Приветствую! Можно ли заменить одно на другое? Фото прилагается. Купили генератор импульсов, по фото такой же, внутри естественно всë разное, паяли по инструкции которая с ним шла, но пока не проверяли. Может кто сталкивался. Просто не хочется дел натворить.
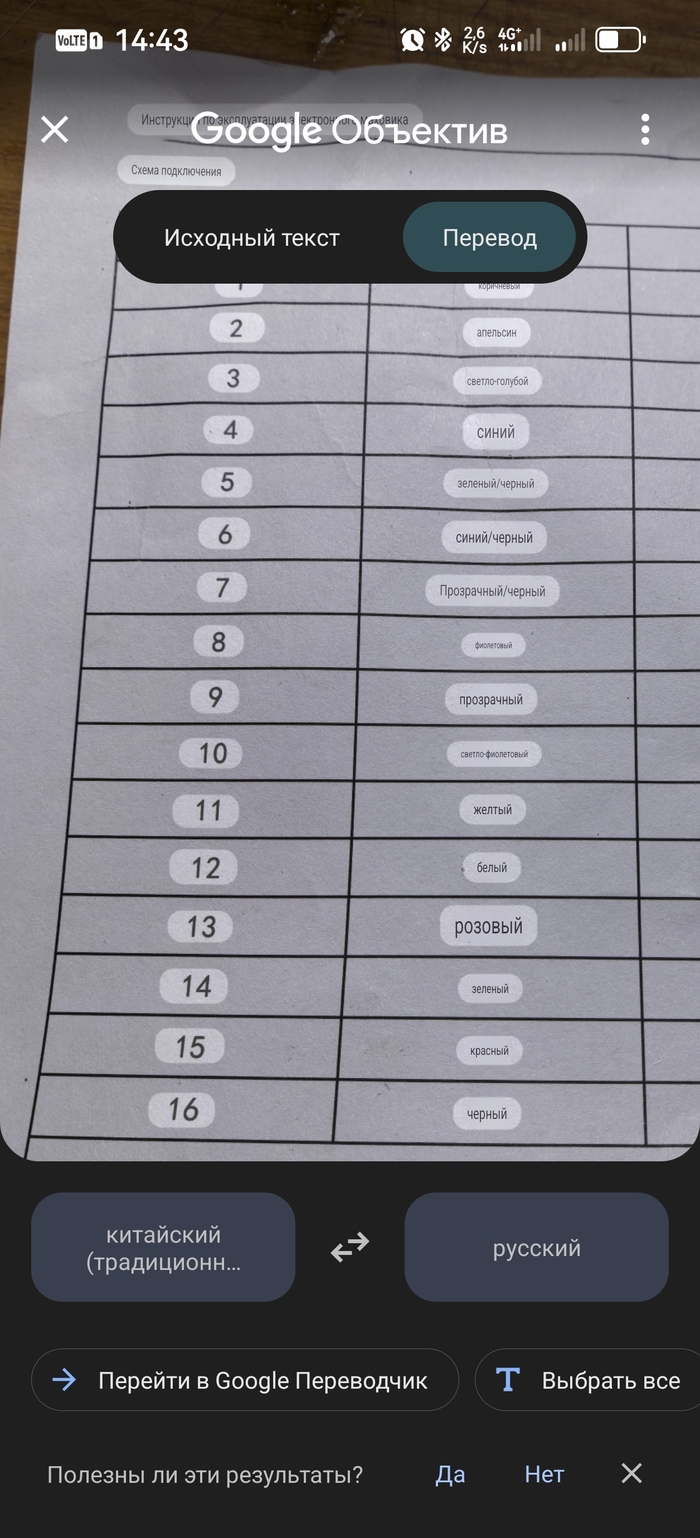
Маркировка нового, маркировки старого к сожалению нет.

Орига внизу

Такой вопрос , есть станок токарно фрезерный на фануке В серии 32 ,
Конкретно На него в спруткаме нет постпроцессора, есть в спруте кинематика другого станка на фануке похожая , я так понимаю , если я захочу сделать программу в спруткаме, он мне УП напишет по траектории нормальной , но g коды некоторые и М коды надо будет править под мой фанук ?
Скажите пожалуйста , я уже 4 год работаю программистом наладчиком токарных ЧПУ станков , на фануке , без шоптурна , жкодами да макросами обработки пишу , сейчас устраиваюсь на новую работу , там нужно будет столкнуться с автоматом продольного точения , спруткамом и фрезеровкой с виртуальной Y осью и С осью, такой вопрос ,сложно ли работать на автомате продольного точения ? Сам принцип я понимаю ,до этого работал на трех станках с вертикальной револьверной бошкой ,по фрезеровке тоже в целом разобрался с помощью интернета , спруткам тоже не трудно было освоить , но вот с продольниками беда , на просторах сети очень мало мануалов и видео по работе с ними .
Кто сталкивался , как оно вообще в работе ?


