0 просмотренных постов скрыто




Токарка против Фрезеровки: Почему я написал два разных математических ядра для оценки металлообработки
Код и Металл
Я самозанятый — токарь и инди-разработчик. Сочетание редкое, но в 2026 году необходимое. Пока мои коллеги спорят на форумах, сколько брать за "проточку вала", я решил переложить этот спор на язык математики.
В видео выше я показал, как работает мое приложение на практике.
А здесь, в тексте, я расскажу, почему он так считает. Вскрою логику расчетов, которая спрятана за кнопкой "Посчитать".
Потому что токарка и фрезеровка — это две разные вселенные, и мерить их одним аршином (или одной ставкой часа) — будет ошибкой.
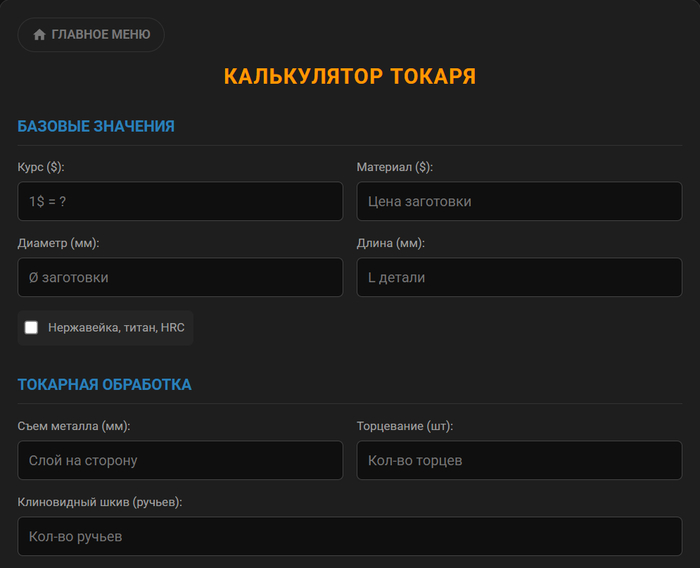
1. Токарный модуль: Почему "Час работы" здесь не совсем правильно?
Частенько в комментариях пишут: "Ставь ставку часа и умножай на время".
В токарке это путь в никуда.
Токарная работа — это набор стандартных примитивов. Проточка, резьба, конус, фаска. Опытный токарь делает фаску за 5 секунд, новичок за 40. Должна ли цена отличаться в 8 раз? Нет. Рынок платит за деталь, а не за то сколько вы с ней провозились.
Поэтому в коде моего токарного модуля (который многие из вас уже видели) НЕТ ставки часа как основы расчета.
Там работает коэффициент сложности, цена за операцию.
Я проанализировал тысячи заказов и собрал в формулу, где каждая операция имеет свой "вес":
Поверхностная закалка или титан? Вводим множитель x2.0 к базе.
Коническая резьба? Это не просто "нарезать М24х3", это дополнительная настройка. Коэффициент сразу подлетает.
Длинный тонкий вал? Риск вибраций. Алгоритм видит соотношение длины к диаметру и сам накидывает наценку.
В итоге: Токарный модуль считает ценность изделия, а не время изготовления. Он защищает мастера от демпинга на сложных, но быстрых операциях. И защищает заказчика от оплаты вашей медлительности на простых.
2. Фрезерный модуль: Время — деньги (буквально)
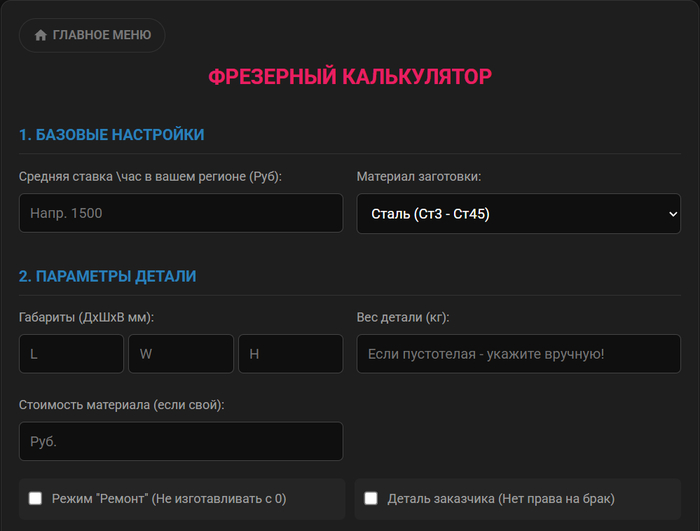
С фрезеровкой (новинка в версии 3.0) история противоположная.
Здесь балом правит подготовка и базирование.
Можно "пыльнуть" плоскость за 3 минуты. Но чтобы выставить сложную ГБЦ или кривой корпус в 0, уходит минут 30-40.
Если считать "по операции" (как в токарке) — вы уйдете в минус.
Поэтому фрезерный модуль работает на базе технологического времени + нормо-час.
В видео я показываю, как это работает на примере той же ГБЦ. Но вот что важно понимать, читая статью:
Ставку задаете ВЫ. Приложение не диктует вам "работай за 500р". Оно спрашивает: "Сколько стоит твой час?". В видео я ставлю 2000р для примера (средняя по РФ). Хотите 5000р? Ставьте. Математика останется той же, изменится только Итого.
Заломыши и Ремонт. Это "черная дыра" времени. В коде я зашил усредненное время на высверливание болта + риск повреждения резьбы. Это не фантазия, это статистика сервисов.
Важный момент для скептиков.
Цифры, которые выдает калькулятор по умолчанию — это не "цены Сергея Акулова". Они строятся не на мом личном опыте.
Это результат парсинга и анализа рынка. Я собрал данные с:
Онлайн-калькуляторов крупных заводов.
Прайс-листов частных мастерских с их персональных сайтов.
Форумных баталий на Chipmaker и других профильных площадках.
Я усреднил эти данные, отсек крайности (демпинг гаражников и оверпрайс оборонки) и зашил этот рыночный ориентир в алгоритм.
Калькулятор — это компас. Он показывает, где "Север" (рыночная цена). А идти туда или отклониться — решать вам.
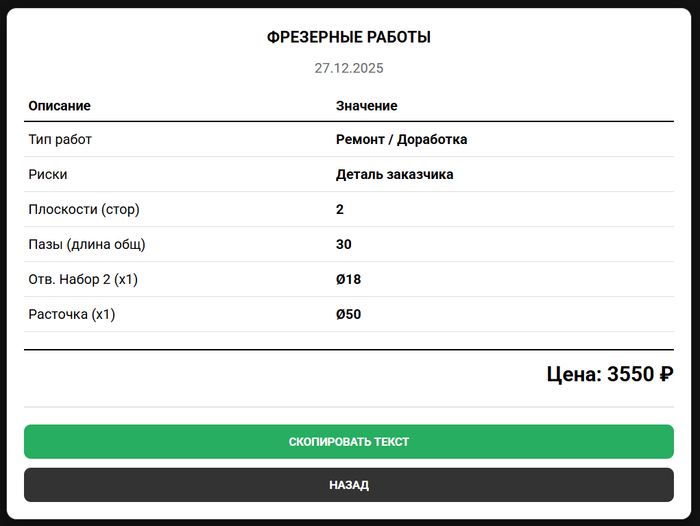
Главная функция: Аргументация (Чек)
Мы все умеем работать руками, но плохо умеем продавать.
Когда вы называете цену "3000 рублей", клиент слышит: "Я хочу с тебя содрать три куска".
Когда вы нажимаете кнопку "Сформировать отчет" и отправляете скриншот, клиент видит:
Материал: Нержавейка (сложно).
Базирование: 45 минут.
Расточка: Ф50 мм.
Риск брака: Включен.
Вопросы отпадают. Вы перестаете быть барыгой и шабашником и становитесь профессионалом с прозрачным ценообразованием.
Я не учу вас точить и (Боже упаси) не пытаюсь диктовать вам цены за вашу работу. Я даю инструмент, который убирает из работы "цену с потолка" и дает возможность аргументировать вашу цену клиенту.
Видео показывает интерфейс.
Эта статья объясняет, почему внутри "под капотом" всё честно.
Если вы краснеете, называя цену, или вообще пока не ориентируетесь в стоимости работ — попробуйте посчитать их через алгоритм и легко аргументируйте клиенту.
Ссылку на проект здесь оставить не могу (правила площадки).
Кому интересно — ссылка на официальную страницу проекта есть у меня в шапке профиля.
UPD:
Сегодня доделал вин-версию. Теперь можно установить на Android и на пк Windows
Показать полностью
3
Гонка со своим станком: кто кого переживет?
Закон роста и ловушка возраста
Любое производство — это живой организм. А любой живой организм стремится к росту.
Когда ты покупаешь первый станок, ты уже планируешь второй. Когда ставишь второй — в голове уже схема, куда поставить фрезер, где разместить ЧПУ и как расширить цех. Это нормальная логика развития.
Я построил свою мастерскую с нуля. Я вложил в нее годы жизни и все свободные деньги. Сейчас я — полновластный хозяин своей маленькой «металлической империи». Я ни от кого не завишу, я автономен и самодостаточен.
Но я прекрасно понимаю: останавливаться нельзя. Нужно расширять парк, менять изношенное на точное, советское на современное.
Вот только в 20 лет этот рост видится прозрачным и досягаемым. А в моем возрасте, глядя на вещи трезво, понимаешь: развитие мастерской для самозанятого — это уравнение, которое не имеет решения в текущей системе.
Амортизация, которую некому оплатить
Мои станки кормят меня и мою семью. Но железо не вечно. У любого станка есть ресурс: изнашиваются направляющие, появляются люфты, падает точность.
Рано или поздно встает вопрос: нужен капитальный ремонт или замена на станок классом выше.
И вот здесь я, как самозанятый, упираюсь в бетонную стену. Финансового плеча у меня нет.
Госпрограммы? Их нет. Все гранты на модернизацию производства требуют открытия ИП, найма сотрудников, кучи отчетности. Система не видит во мне производственную единицу, она видит во мне только плательщика НПД.
Кредиты? Для банков самозанятый токарь в возрасте — это «рискованный актив». Кредиты на развитие бизнеса мне недоступны, а потребкредиты под нынешние проценты — это петля на шее.
В итоге, все бремя обновления парка ложится только на мои плечи. И это бремя превращается в прыжок без страховки.
Смертельный номер: «Продать, чтобы купить»
Единственный доступный мне алгоритм обновления основного станка выглядит так: Продать старый + Добавить накопления = Купить новый.
На бумаге всё гладко. В реальности это риск потерять всё, поставив на кон единственный источник дохода:
Риск 1: Остановка сердца.
Токарный станок — сердце мастерской. Чтобы купить новый, мне нужно сначала продать старый (денег на покупку второго станка «в параллель» у самозанятого просто нет, такие суммы копятся годами).
Как только старый станок выезжает за ворота — пульс мастерской останавливается. Доход падает до нуля.
Риск 2: Потеря клиентов.
Пока я ищу, покупаю, везу и налаживаю новый станок — проходит время. Неделя, две, месяц.
Заказчик (особенно фермер в сезон или предприятие) ждать не будет. Ему нужно еще «вчера».
«Извини, Сергей, мы к другому поехали».
Я теряю базу, которую нарабатывал годами, просто пытаясь стать лучше для этих же клиентов.
Риск 3: Финансовый капкан.
Хорошо, отложим на межсезонье. Допустим, я отработал сезон и продал станок. Деньги на руках. И тут случается форс-мажор:
Продавец нового станка передумал или поднял цену в последний момент.
При осмотре «нового» станка выясняется, что это металлолом, требующий вложений еще на полгода работы.
Случается скачок цен или житейская проблема, требующая денег.
Итог: Я остаюсь без станка (инструмента заработка), без денег (они ушли на решение проблем или обесценились) и без клиентов.
Для молодого парня это — опыт. Упал, набил шишки, сделал мудрые выводы и двинулся дальше. Для человека в возрасте — это конец. Это банкротство «империи».
Стареем вместе
Осознавая эти риски, я делаю выбор сильного человека, а не мечтателя.
Я отказываюсь играть в рулетку с судьбой ради призрачного расширения.
Я остаюсь один на один со своими станками. Мы — команда. Но мы — стареющая команда.
Я довел их до ума, я знаю каждый их винтик. Они работают честно, но их ресурс, как и мой биологический ресурс, конечен.
Словами не передать магию процесса, когда резец врезается в металл. Поэтому я просто оставлю это здесь — 5 минут чистой эстетики токарного дела, ради которой я этим и занимаюсь.
Мы с моими станками вступили в своеобразную гонку: кто из нас выработает свой ресурс первым?
Сломается мой токарный? Или сдам я?
В этой гонке нет трагедии. Это честный взгляд на экономику самозанятого ремесленника в условиях отсутствия реальной поддержки.
Я буду стоять у штурвалов, пока мои руки держат штангель, а шпиндель вращается без биений. Я построил свою крепость, я в ней главный, и я буду поддерживать её жизнь до последнего оборота патрона.
Показать полностью
1

Сервисный ад литых покрышек электросамокатов: как простое приспособление экономит нервы и деньги
Литые покрышки на электросамокатах придумали явно люди, которые сами их никогда не меняли.
Если ты хоть раз пытался надеть такую резину на мотор-колесо электросамокатов, ты знаешь этот квест:
греть, тянуть, мазать мылом, снова греть, материться, ломать монтажки, царапать обод и тп.
У меня это было не один раз и не на одном самокате. В какой-то момент стало очевидно: либо я продолжаю страдать, либо делаю инструмент, который будет решать задачу быстро и предсказуемо.
В чём вообще проблема с литой резиной
Литая покрышка полностью резиновая и внутренний диаметр покрышки специально меньше, что бы покрышка натянулась и села на обод с натяжением и крепко сидела. Из-за этого приходится прикладывать гораздо больше усилий что бы натянуть ее.
Идея: пусть усилие делает станок, а не руки
Задача была простая: сделать приспособление, которое:
работает без нагрева покрышки,
даёт контролируемое усилие, без рывков и перекосов,
надёжно центрирует колесо.
В итоге конструкция получилась компактной, рабочей и простой в использовании.
Как выглядит процесс установки
Теперь монтаж литой резины превращается не в шоу, а в последовательную процедуру.
Ставим, накручиваем конус на колесо, и закручиваем до упора.
Надеваем литую покрышку на конус. Сверху надеваем ведерко в направляющие конуса.
Плавно затягиваем узел с подшипником, покрышка начинает равномерно «сползать» на обод.
Контролируем посадку по кругу и дотягиваем до финального положения.
Без нагрева, без прыжков по колесу, без двух людей, которых «подержи тут, а я сейчас дёрну».
С какими колёсами это работает
На данный момент приспособление рассчитано именно под 8" литые покрышки и обода популярных моделей:
Xiaomi M365,
AOVO 365,
MiniRobot,
Halten Lite
и прочие самокаты с похожей конструкцией колёс.
Отдельно учтены задние не мотор-колёса Xiaomi и аналогов: для них в комплекте идёт переходная латунная резьба, чтобы конус фиксировалось строго по центру.
Также конструкция позволяет ставить и некоторые 10" покрышки, если у них такой же тип обода, но основной акцент всё равно на массовые 8-дюймовые решения.
Показать полностью
1
Когда моя милая Россия начнет станки с чпу производить? Хватит заниматься уничтожением себя
Ответ прост - Силы нет У Страны! Бляди - Занимайтесь укреплением Страны, а не себя. Выродились вы выблядки - Кара ждет вас! Земная, а потом небесная.

Лазерная гравировка новый уровень
Лазерный станок для гравировки камня, железа или дерева
В 21 веке обработать почти любой материал стало легче вместе с лазером!
Купить любой станок можно так же как и в России так и напрямую у поставщика


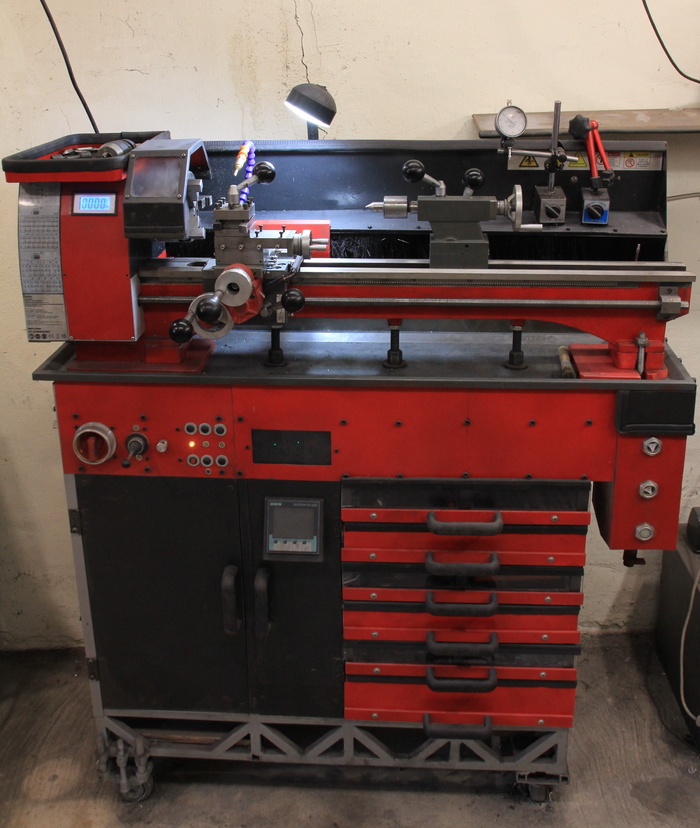
Доделка китайского токарного, Часть 6, Итоги двухлетних мытарств
Это долгий и унылый цикл рассказов о переделке китайского недоразумения в некое подобие работоспособного инструмента.
Часть 1, покупка: Дендрофекальное, или доделка китайского токарного, Часть 1
Часть 2, начало работы: Доделка китайского токарного, Часть 2
Часть 3, электроника: Доделка китайского токарного, Часть 3
Часть 4, механика: Доделка китайского токарного, Часть 4
Часть 5, финишная прямая: Доделка китайского токарного, Часть 5, Финал
Дисклеймер: Своё мнение никому не навязываю, ничего не рекламирую, зарабатываю на кусок хлеба сам, донаты не прошу, услуги и подписки не предлагаю, спасибо.
Забегая вперёд: "стоит ли овчинка выделки?"
На мой взгляд, нет, не стоит.
Итак, поехали.

Изначально, токарный покупался под определённые задачи: он должен иметь межцентровое расстояние не менее 600мм, проходное отверстие шпинделя не менее 30мм, и при этом быть относительно компактным и недорогим. По сути, это взаимоисключающие параграфы.
Вынимание из бюджета семьи с тремя детьми даже 1000 евро - это сложная задача, даже учитывая, что по паритету покупательской способности эта сумма эквивалентна 10 блокам сигарет, или 78 часам работы с минимально возможным уровнем оплаты труда.
Вариантов под мои задачи и бюджет особо не было, поэтому купил китайца, примерно зная чего ожидать, и вдохновившись оптимизмом по отношению к этому станку тысяч людей, от блогеров-миллионников до кулибиных с чипмейкера.
К счастью, после покупки этого металлома, удалось вернуть практически всю его стоимость, и было принято решение, не вкладывая в него деньги, попытаться довести до работоспособного состояния, исключительно методом "из говна и палок". Потому что другого подхода эта модель не заслуживает.
На что ушло 2 года работы, о чём подробно я рассказал в прошлых частях этого выпуска.
Пост-фактум, можно проанализировать, на каком фундаменте стоит популярность wm-210 и его дегенеративных братьев.
Вера в хорошее, оптимизм и крайне невысокие ожидания. Зачастую покупателю не нужно от токарного никаких изысков. Точит, и ладно.
а если умер максим то и х%й с ним.
Банальная техническая малограмотность. Ну откуда, спрашивается, условному Васе знать замороченные ГОСты времён царя Гороха, допуски, квалитеты, сопромат и ньюансы работы металлорежущих станков. Не потому что условный Вася - дурак, а потому что это крайне узкая специализация, а информация под ногами не валяется. Да и особо не требуется в жизни.
.
Не видели лучшего. Как бы грубо не звучало, многие привыкли "жрать дерьмо и не жаловаться" И узнать, что можно и нужно по другому просто неоткуда. В условиях советской и постсоветской действительности, наверное, 98% людей привыкли к тому, что их окружает. И когда получают станок, который может отрезать и попадать в пару соток - для них это уже значительное радостное событие. Особенно на фоне прекрасного технического наследия великой державы.
.
Стокгольмский синдром. Или его вариации. Когда человек долго копит, и наконец получает долгожданного китайца, то даже убедившись в том, что это макет инструмента, очень сложно признаться самому себе, что получил откровенное дерьмо. Начинаются доделки и исправления, в меру сил, средств и технической грамотности. В интернете ему встречаются такие же жертвы изнасилования, которые уже убедили себя и готовы убеждать окружающих, что изнасилования не было. А через какое-то время, срабатывают защитные механизмы психики, и китаец превращается в нормальный инструмент.
Авторитет. Население самой читающей в мире страны с лучшим на планете образованием парадоксально и бессознательно доверяет авторитетам. И всегда находится группа мразей, которые этим пользуются. Когда-то результатом было заряжание воды перед телевизором, вклады в МММ, и постулаты, вроде "америка всему виной", "царь хороший, бояре плохие", накрепко зашитые в картину мира. В сегодняшних реалиях, ложь, пи%дёж и пропаганда мягенько и незаметно проникают отовсюду, отравляя аналитическое мышление вялотекущим перитонитом информационного мусора.
На этом фоне, когда человек, мечтающий о токарном, натыкается на видео условного "лёхи технаря", который аргументированно, сложными словами описывает простые вещи, формируются искажённые ожидания, основанные на авторитетном мнении.
.
Отложенная жизнь или продолжение детства. Всем известно, что мальчики примерно до 60 годиков не хотят отказываться от своих хотелок. А годикам к 30, когда появляется финансовая возможность, и закрыты базовые потребности, что-то малопонятное глубоко внутри начинает свербить. Эта штука называется мечта.
В добавок к ней, с возрастом происходит инфляция счастья, и для достижения того же уровня радости, которую когда-то давно приносила покупка мамой цветных карандашей, теперь нужно что-то глобально изменить в своей жизни.
Или реализовать то, о чём мечтал лет 20.
У кого-то это заканчивается покупкой Harley-Davidson, а кто-то натыкается на недорогой токарный станок, и ХОЧУ часто перекрывает здравый смысл.
.
Реклама и звериный оскал капитализма. Оптовый экспортёр, прикормленный от завода-изготовителя готов продать wm-210 за цену, начинающуюся от пары сотен долларов, до 400, за старшую модель в топовой комплектации, при условии крупной партии. В этом можно легко убедиться на алибабе. При этом не стоит разводить мифологию, что за такие деньги продают отбраковку производства.
Я брал версию для Евросоюза, под раскрученым брендом и доработками, оказавшуюся полным дерьмом, в то время как новая каретка суппорта, за треть рыночной цены от нонейм бренда оказалась лучшего качества.
Ничего личного, просто бизнес, больше партия - меньше цена.
В конце цепочки перекупов, откатов, налогов, пошлин, и минимум 200% навара, просто представьте размер затрат на рекламу этого говна, если станок, закупленный за 300 долларов, достаётся покупателю за цену, доходящую до 2000.
За такие бабки, вложенные в раскрутку, не стоит удивляться полифоническому вою хвалебных дифирамбов, за которым и не услышишь отличающегося от методички мнения, по причинам, обозначенным выше.
Итоги.
По результатом доработки станок влёгкую и стабильно попадает "в сотку", без натуги, со сливной стружкой отрезает 430 нержавейку, и метчиком нарезает резьбу до м16.

При малой подаче способен фрезеровать детали в небольших габаритах, даже без радикальной переделки поперечки и покупки чугунной вертикальной оси.




Стал ли он в итоге превосходной и универсальной машиной? Разумеется нет. Несмотря на итоговые показатели жёсткости, мощности и точности, Schaublin-ом ему не стать никогда.
Даже когда установлю оптические линейки с УЦИ, NEMA34 мотор продольной подачи, координатный сервопривод оси шпинделя, и переведу управление на недорогой старенький Sinumerik.
Можно исключительно с помощью дерьма и палок довести китайца до уровня станка? да.
Стоит ли его покупать, чтобы впоследствии вынуждено проходить через это? нет.
P.S.
Краткое мнение насчёт "электронных гитар от олега" на базе ардуинки или перевода китайца на linuxcnc
Думайте своей головой, изучайте материальную часть, не верьте блогерам и не занимайтесь х%йнёй.
Спасибо за внимание.
Показать полностью
16
Доделка китайского токарного, Часть 5, Финал

Осторожно, опять унылый бессвязный текст, видео и фотографии. Завершение мазохистской серии.
Часть 1, покупка: Дендрофекальное, или доделка китайского токарного, Часть 1
Часть 2, начало работы: Доделка китайского токарного, Часть 2
Часть 3, электроника: Доделка китайского токарного, Часть 3
Часть 4, механика: Доделка китайского токарного, Часть 4
Дисклеймер: Своё мнение никому не навязываю, ничего не рекламирую, зарабатываю на кусок хлеба сам, донаты не прошу, услуги и подписки не предлагаю, спасибо.
Оставшиеся проблемы.
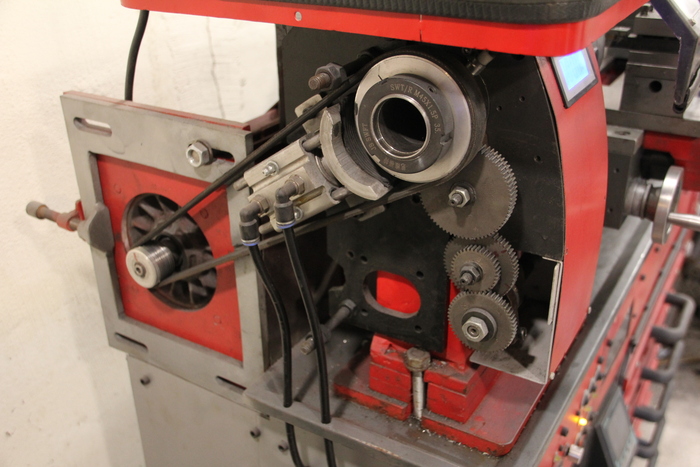
Опора ходового винта.
Если смотреть на ходовой винт, то с первого взгляда всё в порядке. Правая опора имеет пару упорных подшипников с латунными сепараторами, присутствуют тавотницы для смазки, посадка подгоняется и выставляется для уверенного смыкания маточной гайки без выгибания винта.
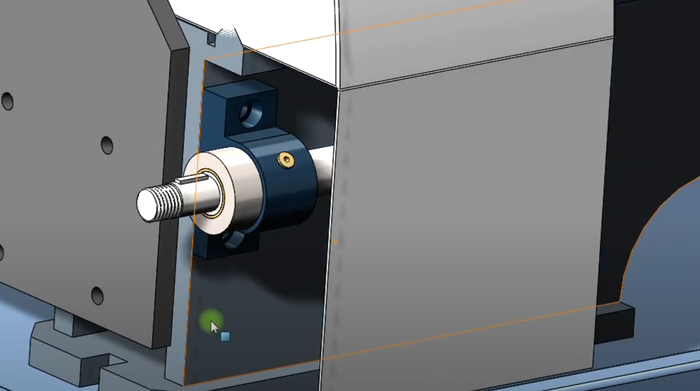
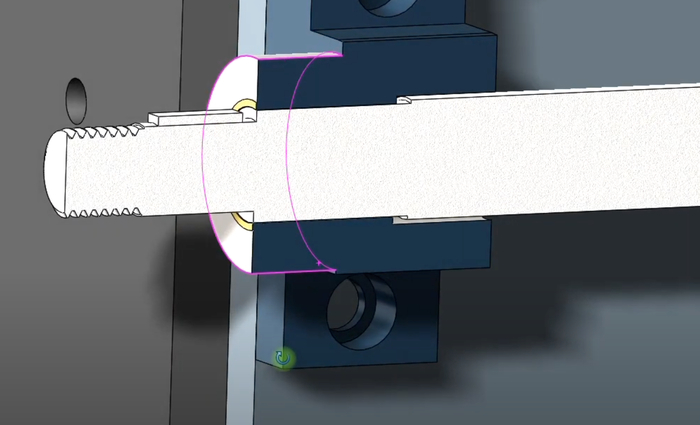
Но здесь кроется очередной сюрприз. левая посадочная опора, куда пользователь не лазит без необходимости, вместо подшипников имеет только разрезную втулку.
Понятно, что это сделано для компенсации линейного расширения.
Вроде окей, обороты маленькие, нагрузки сравнительно небольшие, смазка должна работать.
Вот только облом. дырка под смазку проковыряна в очень хорошем месте, из которого масло ни на опорную поверхность винта, ни на втулку не попадает.

И сама втулочка из твёрдой стали, и ходовой винт не из пластилина, и смазка мимо кассы проходит. Что получается за пару лет интенсивного использования?
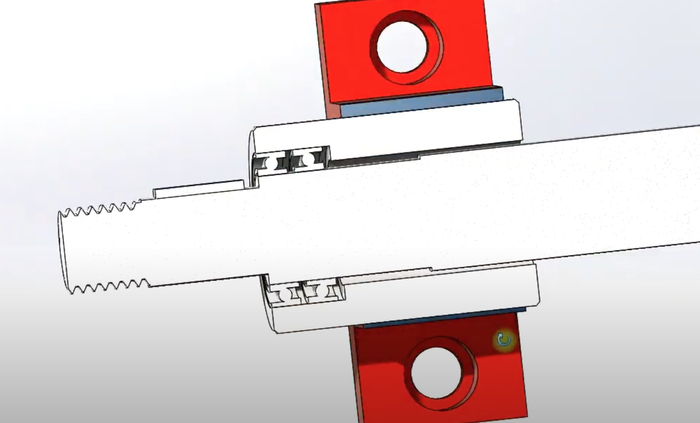
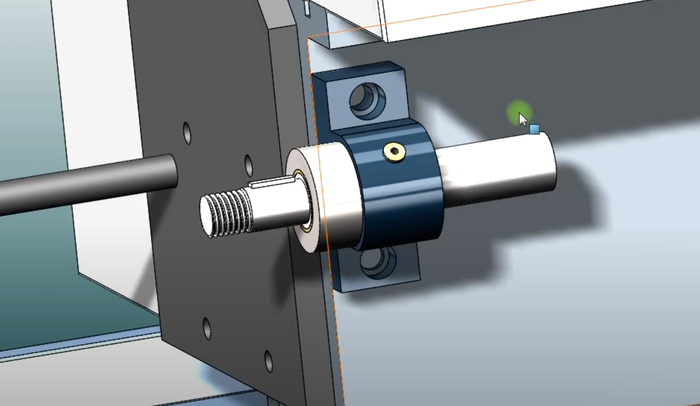
Решение есть, пара "втулочных" подшипников, с наружной обоймой 21мм, внутренней 15 и шириной 4. Опора, через латунную прокладку ставится в независимый четырёхкулачковый патрон, выставляется по индикатору, и протачивается под посадку внатяг H7/s6 на глубину 10 миллиметров. В идеале, между подшипниками ставится дистанционная втулка 2мм, и просверливается новый масляный канал. Это нужно, для сохранения скользящей посадки винта.
Зачем эти заморочки?
Во первых, установка упорных или радиально-упорных подшипников (которые встречаются на некоторых версиях этой модели) - не самая лучшая идея, т.к. желательно сохранить компенсацию линейного расширения ходового винта, маточная гайка проживёт дольше.
Во вторых, лично у меня, за полтора года работы, выработка опорной шейки винта достигла 0,122мм.
В третьих, если зачешутся руки на сервопривод продольной подачи, то желательно не кончать ходовой винт родной втулкой.
Восстановление посадки.
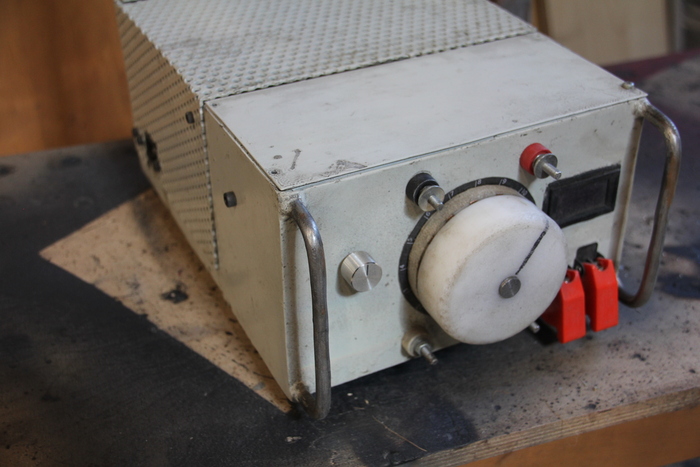

К тому моменту, как я узнал, насколько всё плохо с винтом, уже был слеплен как шашки из грязи стабилизированный источник питания с регулировкой тока, на базе перемотанного трансформатора, и имелось в наличии всё необходимое для гальваники. Покупают вещи только слабаки)
Всё это собиралось, разумеется, не ради токарного, а в целях металлизации штампов, литер и клише, для моего основного хобби - изготовления книг. В идеальных условиях, это занятие требует не онанизма ручного труда, а станочного парка, к чему потихоньку стремлюсь, превозмогая слабоумие и нищету.
Опорную шейку ходового винта нарастил медно-никелевым электролитом, с промежуточной шлифовкой и полировкой, для того чтобы посадка была как слива в жопу скользящая, в ноль.
Никель в составе обеспечивает неплохое сопротивление износу, а медь, в свою очередь, придаёт отличные антифрикционные свойства.
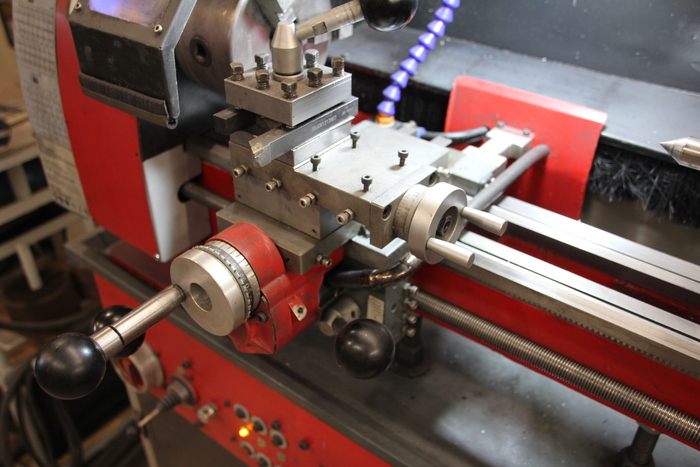
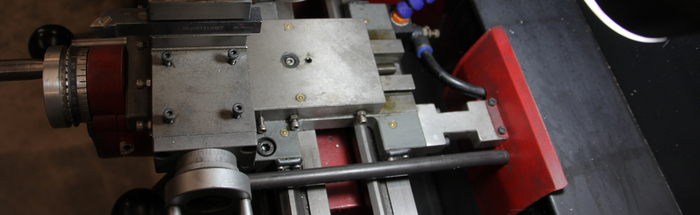
Поперечная подача

Заводская реализация.
Завод "Анхуй Вейсс", с которого зловонным потоком идут эти станки, предлагает такой формат изготовления привода поперечной подачи: Винт с левой резьбой, бронзовая (уже прогресс!) разрезная гайка, и посадка в чугунную деталь. Это прекрасно во всём: отсутствие подшипников, смазки, конские люфты, и вишенкой на торте служит пара трения "чугун-алюминий", между маховиком и "опорой винта"
Способы исправления:
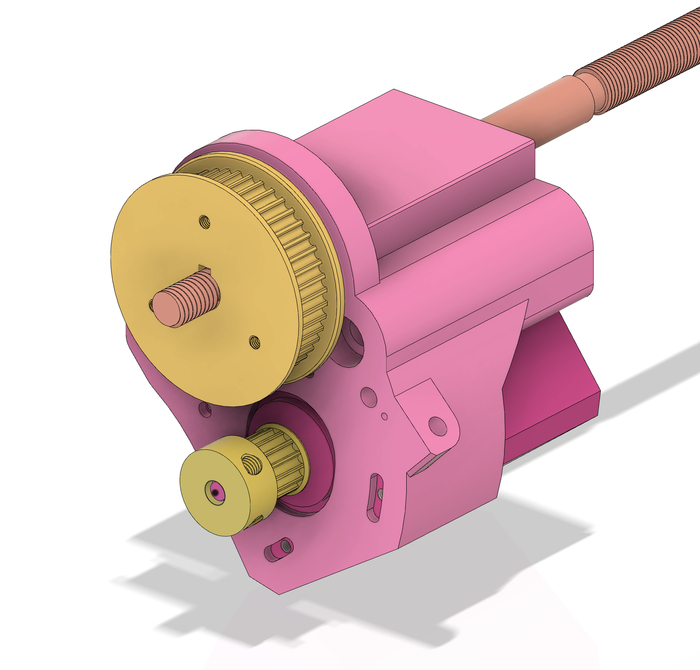
Вариант 1: расточка под пару упорных подшипников. Подходят внутренним диаметром 8 мм, внешним 14 или 16, толщиной 4 или 5. Под один расточить маховичок, под другой опору, мяса там и там достаточно. Плюсы очевидны, минусы - этим закрывается потенциал по модернизации узла.
Вариант 2: Изготовление нового узла привода поперечки. Здесь кому на что хватит фантазии.
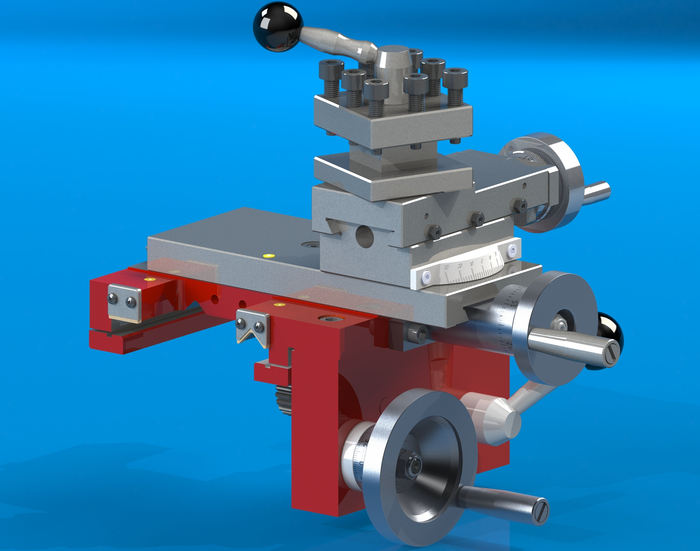
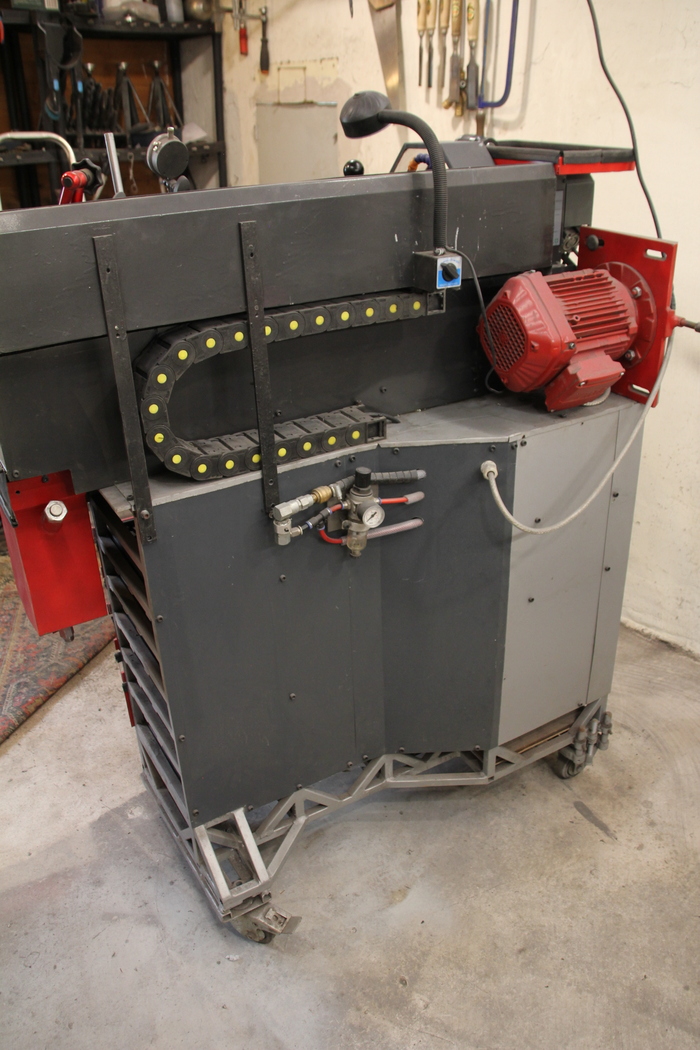
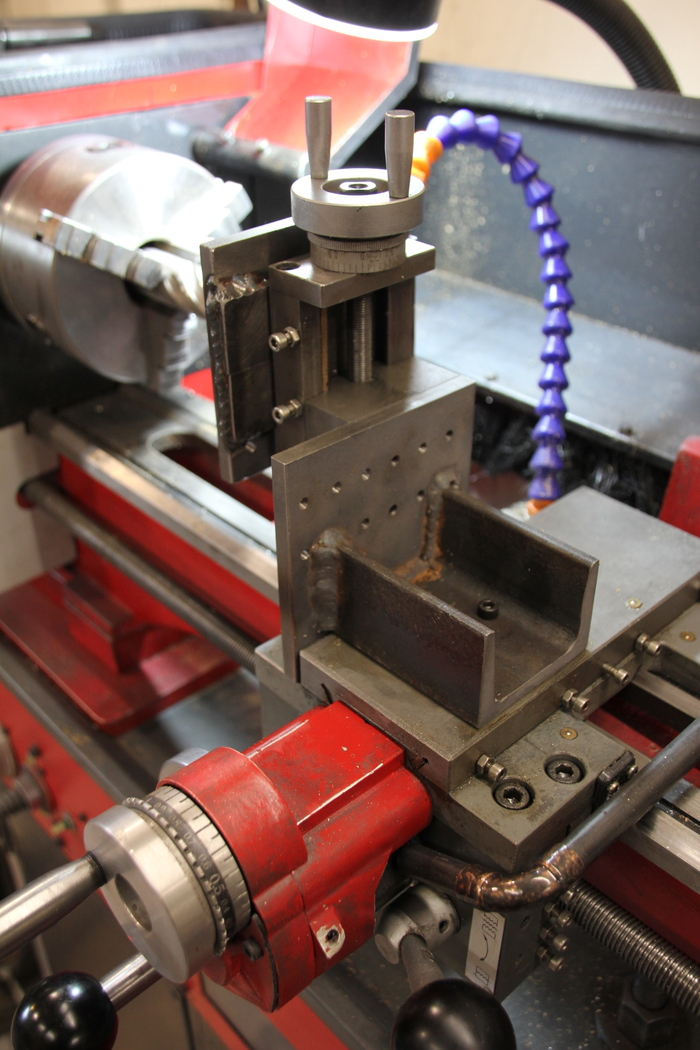
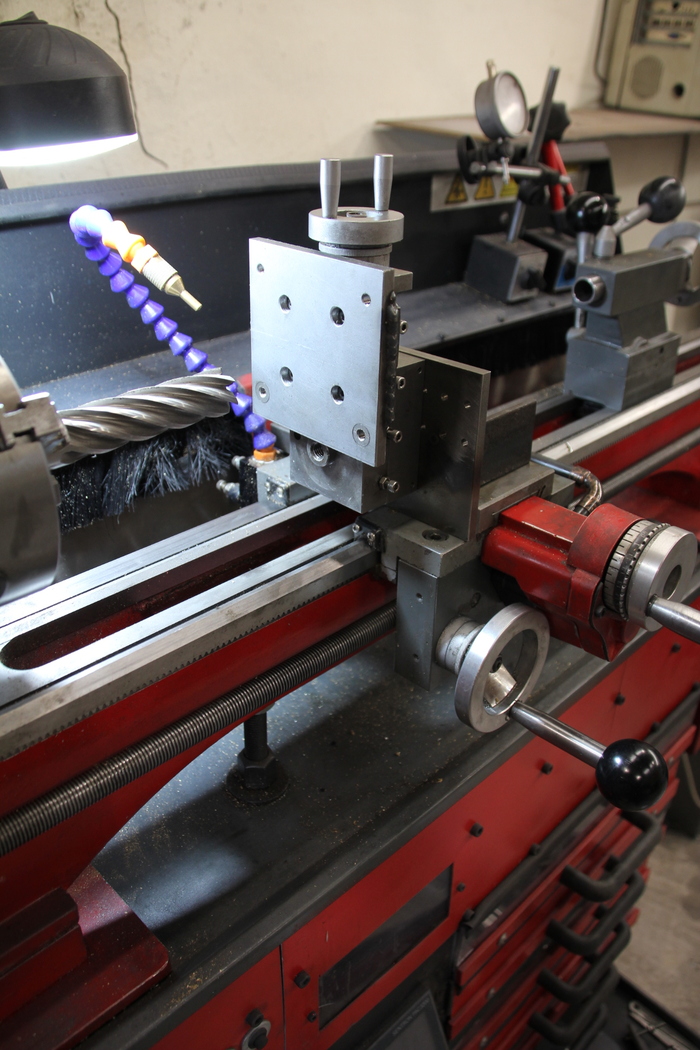
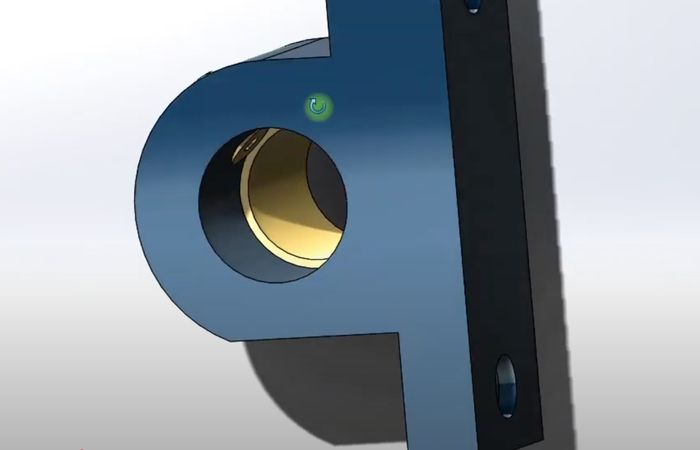
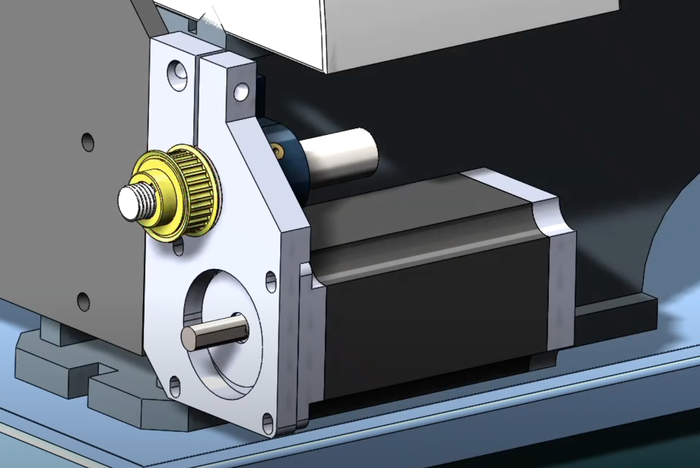
В моём случае, было желание реализовать сервопривод на поперечную подачу, но задняя часть каретки суппорта была уже занята системой подачи СОЖ и узлом прохода через заднюю панель стружкоотбойника, к которому прикреплёна Energieführungskette (извините, я не знаю как по русски эта кабельная гусеница правильно называется)
На thingivers-е попалась готовая моделька под 3д-печать, в которую уже добавлены подшипники.
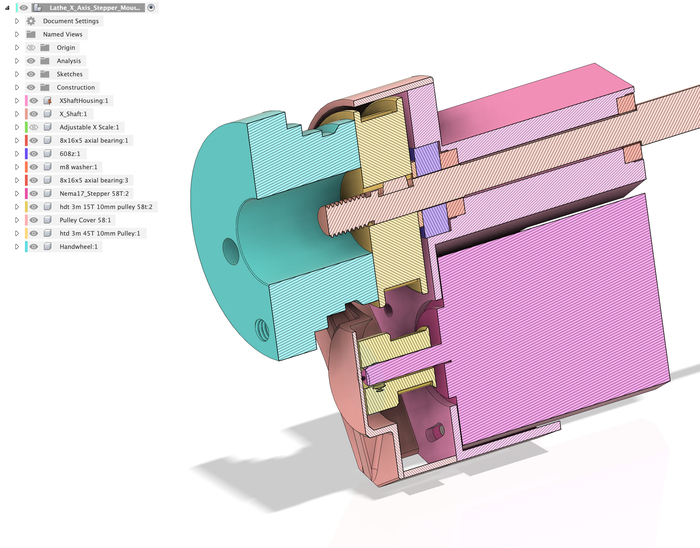
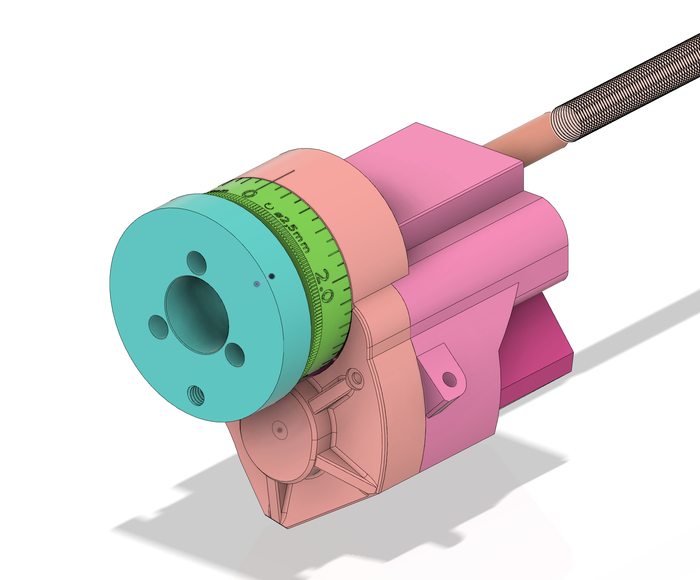
Выглядит компактно, достаточно продуманно и эстетично. из недоработок - только отсутствие масляных каналов. Но это решаемо.
Для этого купил с рук дешёвый фотополимерник, по цене 4 пачек сигарет, ультрафиолетовые светодиоды с длиной волны 395 нанометров, и россыпь преобразователей постоянного тока, для их запитки.


Традиционно, из говна и палок, собрал поворотный столик для отверждения зд печати, Суммарная мощность облучения 60 ватт, отвод тепла от светодиодов через термопасту на самодельный радиатор с активным охлаждением, избыточной площадью теплоотвода около 800 квадратных сантиметров.
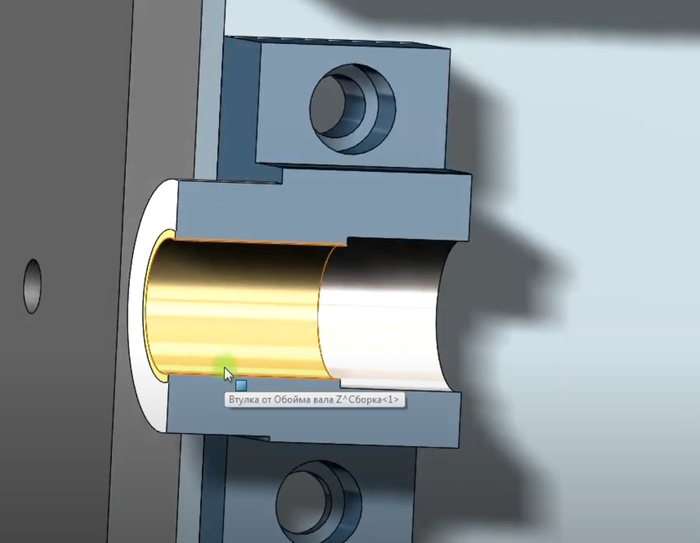
Распечатав, убедился, что даже со 100% заполнением модели, жёсткость узла смехотворная, и вообще никак не подходит для работы. Так как месье знает толк в извращениях, решил повторить в металле.
Отфрезеровать такое на токарном - занятие совершенно противоестественное, и возможно, богопротивное, на любителей точить кубы в кубах, поэтому решил отлить из алюминиево-марганцевого сплава. Оговорюсь, что мероприятие это, мягко говоря, сомнительное, т,к, это не литейный материал. Но опыт в различных перверсиях есть, а это главное.
Увеличил линейные размеры модели на 3%, под последующую усадку литья, повторно распечатал.

Деталь имеет достаточно сложную геометрию, и местами, тонкие стенки, так что отливка даже из силумина, который льётся как вода, становится непростой задачей. АМг сплав - это уже крупный вызов. (или диагноз)
В опалубку из Лего, слой за слоем заливал гипсовый раствор, на основе клея для гипсокартона, дополнительно армированного фиброволокном и с добавкой 8 процентов золы. Для этой задачи было важно именно такое соотношение состава. Разделительные слои промазывал парафиновой смазкой, заодно формируя литники и каналы для выпаров и прибыли.
Итоговая форма состояла из 5 частей, с позиционирующими замками.
Про рафинирование расплава и отливку писать не стану, это слишком специфическая тема, на простыню текста.
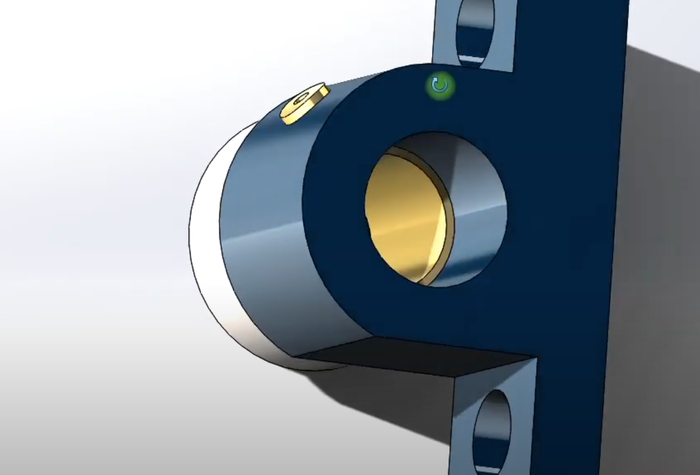
Отливка прекрасно влезает в 125мм четырёхкулачковый патрон, фрезеруется плоскость примыкания и растачиваются посадки подшипников.
В завершение, четырёхминутная анимация процесса, рекомендую Выключить звук.
(на музыку ютуб хочет лицензию, бесплатные библиотеки дрянь, а тот звук что сделал я понравится разве что психопатам)
Рисовал, рендерил и анимировал в SketchUp, потому что как собака, которая всегда возвращается на свою блевотину, с 2006 года так и не нашёл для себя 3д редактора более подходящего.
Эта серия - финальная.
Впоследствии добавлю только 1 запись, подводящую итоги проекта, и обосную свою точку зрения на "электронные гитары", "переделки в ЧПУ" и тому подобную ерунду, которой страдают счастливые владельцы этого недоразумения.
Спасибо.
UPD:
Оглавление:
Часть 1, покупка: Дендрофекальное, или доделка китайского токарного, Часть 1
Часть 2, начало работы: Доделка китайского токарного, Часть 2
Часть 3, электроника: Доделка китайского токарного, Часть 3
Часть 4, механика: Доделка китайского токарного, Часть 4
...Вы находитесь здесь...
Часть 6, постскриптум: Доделка китайского токарного, Часть 6, Итоги двухлетних мытарств
Показать полностью
21
1