Увидел вчера пост от человека, который 3д графикой мается. И вздумалось мне показать свою работу. Во-первых, появилось интересное, что можно показать. Во-вторых, почему бы и нет? Ну а работаю я 3д дизайнером ювелирки. Так сказать, воплощаю желания клиентов в реальность.
Итак, один из моих заказов. Клиент купил вот такой "Морозный Кварц":
Но еще и с обсыпкой из мелких бриллиантиков. Что сразу лишает меня возможности сделать такую же ажурную паутинку. На глаз, в изделии использована проволока 0.3-0.5мм, а даже самый мелкий бриллиантик имеет диаметр 0.8мм. Плюс - его нельзя просто приклеить куда вздумается. Необходимо обеспечить посадку и закрепку. В общем, повторить стиль один в один, не представляется возможным, но будем стараться.
Работа начинается с наброска. На этом этапе, я не пытаюсь создать шедевр художественного искусства, а просто обозначаю основные формы будущей модели. Рисую ручкой, в тетрадке, пока кушаю, смотрю кинчик, валяюсь на диване и т. д. Получается, обычно, что-то такое:
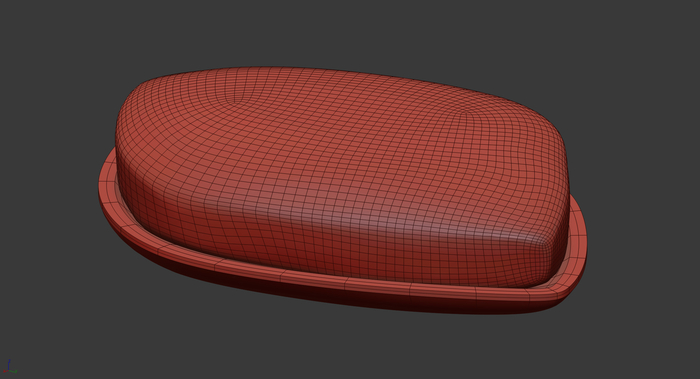
Так как камень совсем не идеально-ровный, а оправа должна прилегать плотно, потребовалось его 3д сканирование. Под присланную мне модель, я сразу сделал подложку. Нижняя часть камня не очень ровная, с щербинками, поэтому необходимо было прикрыть некрасивое и в то же время, сделать посадку крепкой, чтобы Кварц не болтался, после закрепки.
Кстати, несмотря на то, что это не Корунд или Берилл, а обычный Кварц, цены на такие камни начинаются от полутора тысяч долларов и стремятся в бесконечность.
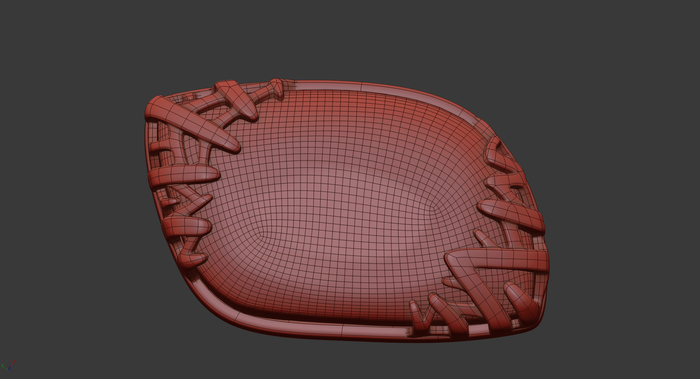
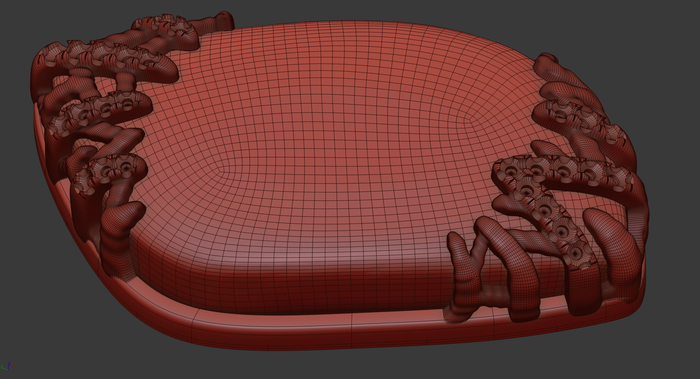
Тем временем, я набросал модель будущей конструкции. И насверлил отверстий, под будущую бриллиантовую обсыпку.
В процессе работы, мне постоянно нужно держать в голове размеры, минимальные толщины, как модель будет обрабатываться ювелиром и как будут закрепляться камешки. Я то могу хоть весь Собор Парижской Богоматери смоделировать на площади в пару миллиметров. Но 3д принтер такое не осилит напечатать, а ювелир, шлифовальной машинкой счешет пол-собора за один проход.
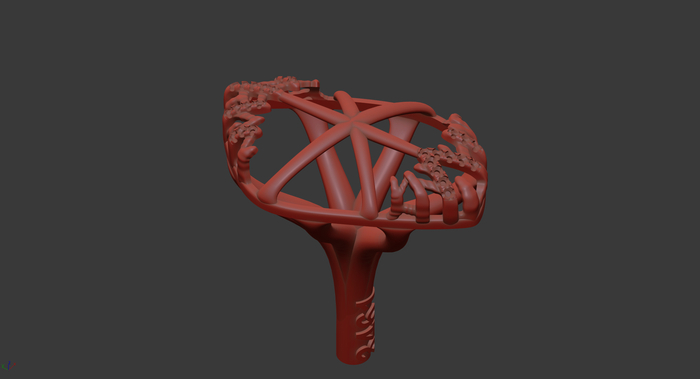
В общем, вжух-вжух и клиенту на согласование отправляется примерно такой прирендер:
Морозный Кварц в оправе из белого Золота, с бриллиантовыми вставками.
Петельку я сделал такой же, какая и на референсной пикче, но человек захотел что-то покрасивее и тоже с бриллиантами. И глухую подложку попросили слегка "продырявить. Ну, как говорится, любой каприз за ваши деньги:
Вышло неплохо. Мне нравится что получилось и клиент остался доволен. Модель согласована и начинается подготовка к печати. Сначала я разделяю модель на составные части, а потом добавляю к каждой из них "питатели".
Модель отправляется в ювелирную мастерскую. Там ее печатают на специальном 3д принтере, который умеет работать с такими миниатюрными моделям. Модель печатается послойно. Толщина каждого слоя, если я не ошибаюсь, 0.02мм. После чего заливается гипсом и нагревается. При нагреве, гипсовая "опока" застывает, а пластик выходит через "питатели". В получившуюся полость заливают раскаленный метал.
К сожалению, у меня нет фоточек процесса из мастерской, но черновой материал, после отливки, выглядит примерно вот так:
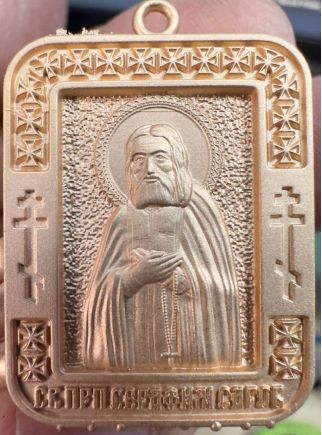
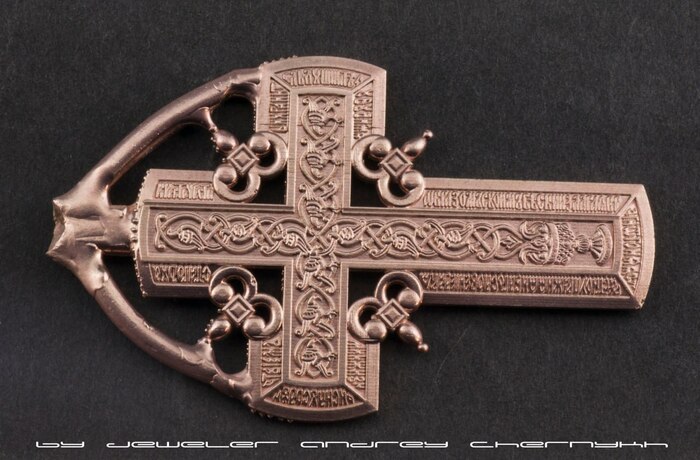
Дальше в работу вступает ювелир и творит чудо, в результате которого получается вот это:
Делимся практическим опытом работы с ювелирным выжигаемым материалом "JEWELRY WAX". Если Вам чужда ювелирная тема (от 3Д печати до литья) - заметка не для Вас. Итак. Мы предлагаем линейку из 4 вариантов выжигаемого ювелирного фотополимера HARDLIGHT JEWELRY WAX, отличающихся цветом: сиреневый, зелёный, красный, чёрный.
фотополимер HARDLIGHT JEWELRY WAX
Фотополимер разработан и выпускается совместно с китайской компанией JAMGHE, производителя профессиональных полимеров для ювелиров, в частности - EWIC 3000 или HIGH WAX.
Все варианты JEWELRY WAX отличаются только особенностями при печати (росте) моделей, и одинаковы в постобработке и литье.
Все они показывают качественный стабильный рост, отличные результаты литья при соблюдении техпроцесса и рекомендаций.
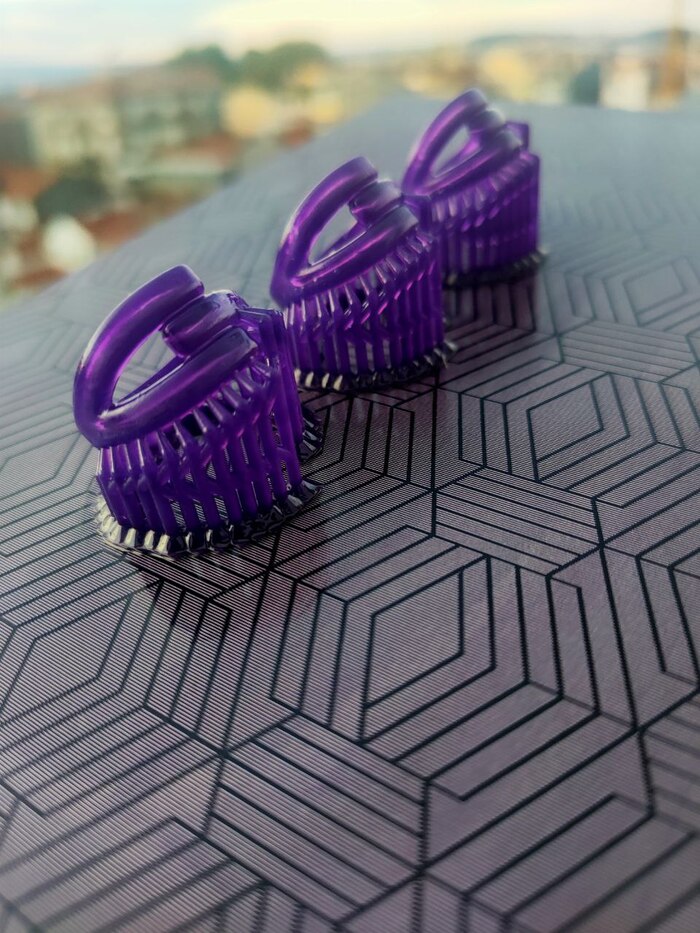
Сиреневый JEWELRY WAX
Сиреневый - для гладких моделей, это самый «сглаживаемый» полимер. Он немного мылит детализацию, но позволяет получать гладкие поверхности с минимальными следами пиксельного муара от послойного роста.
Зеленый JEWELRY WAX
Зелёный - это оригинальный EWIC 3000 или HIGH WAX, реализуемый под брендом HARDLIGHT. Для тех, кто привык к оригиналу, знает все его тонкости и нюансы, не хочет ничего менять, но нужна стабильность поставок и более лояльная цена. Полимер с высокой детализацией, хорошим сглаживанием моделей.
Красный JEWELRY WAX
Красный - альтернатива зелёному. С нашей точки зрения - обладает улучшенной детализацией, но требует настроек, отличных от привычного некоторым зелёного. По отзывам одного из ювелиров : «Красный полимер, как красное французское в бокале, обладает изысканным и привлекательным внешним видом. Его насыщенный красный оттенок напоминает о роскошных винных сортах, которые так ценятся во французской культуре. Этот полимер выглядит стильно и элегантно, как будто он создан для того, чтобы привлечь внимание и вызвать восхищение. Его глубокий цвет и блеск могут напомнить о роскоши и изыске, характерных для изысканных вин». Полимер с высокой детализацией, хорошим сглаживанием моделей.
Чёрный JEWELRY WAX
Чёрный JEWELRY WAX
Чёрный - для контрастных (высокая детализация, шрифты, мелкие элементы, жёсткие требования к геометрии углов). Он стоит особняком от других полимеров в линейке. Экспозиция печати слоя примерно вдвое выше чем остальных (сиреневого зелёного красного). Он создан для роста слоями от 10 до 50 микрон, печатать слоем 100 микрон им невозможно. Чёрный - это исключительные требования к точности калибровки принтера, качеству и состоянию плёнки ванны и поверхности стола. Чёрный не прилипнет к столу, и все останется на плёнке если что то не так с предыдущими пунктами. Нам иногда говорят «чёрный никуда не годится, мы ставили экспозицию низа 200 секунд и ничего не прилипло. А другие полимеры (зелёный синий прозрачный розовый и тд) все печатают». Это - проблема не полимера, а принтера. И эти особенности компенсируются высочайшей детализацией моделей, невысоким влиянием ошибок экспозиции на результат.
Частично решить эту проблему позволяет микс сиреневый - чёрный в соотношении 20(..50)/80(..50) сиреневый / чёрный. при этом детализация повысится, а требования к экспозиции и принтеру понизятся. Это опыт практикующих ювелиров, но правильную пропорцию каждый сам подбирает под свои потребности, если таковые имеются.
Параметры печати
Настроек "взять и печатать" для конкретного принтера мы не предоставляем. У нас их просто нет.
Наша политика в данном вопросе - дать клиентам хороший материал и методику, как определять режимы работы с ним.
Есть разработанный специально для ювелиров тест - он печатается 10-15 минут, весит 1-2 грамма, то есть затрат по времени и материалу минимум. Тест содержит специализированные элементы ювелирных моделей (барельефы, мосты, крапана и тд), отражает все возможности принтера, полимера и настроек печати.
Эти базовые настройки, можно взять за стартовый ориентир:
Базовые настройки для полимера
Экспозиция слоёв основания - 15-20 сек.
Для чёрного - слои основания 60-120 сек, экспозиция 4 сек.
Печатается тест, оценивается результат, вносятся коррективы в режимы печати, на выходе - идеальные настройки
- под именно этот полимер, никого не спрашивая (иногда в пабликах дают такие таблички с настройками, что больше на вредительство похоже)
- настройки именно для Вашего принтера, принтеры даже в серии - все немного разные
- Вы можете корректировать настройки в зависимости от печатаемых моделей (ажурные и массивные модели обычно печатаются по разному на разных режимах)
Постобработка - мойка в грязном, затем чистом спирте, сушка. Классический способ постобработки - засветка в ультрафиолете 385-405нм в глицерине или пропиленгликоле (это исключает доступ кислорода к поверхности модели при засветке, отвод тепла и отсутствие деформаций от локальных нагревов) в течение часа, снова мойка и сушка.
Примерно половина клиентов не использует этот метод засветки, и считают что он ничего не даёт, другие - видят разницу. Альтернатива - засветка в ультрафиолете 385-405нм на воздухе 5-15 мин. Рекомендуется дать отлежаться модели перед установкой на ёлку 6-12 часов, но и это по мнению специалистов не 100% оправдано.
Массивные модели лучше печатать полыми, заполнять перед установкой на ёлку обычным воском чтобы не было деформаций при вакуумировании.
Некоторые литейщики рекомендуют использование пенокерамических фильтров на ёлке, это повышает качество литья.
пенокерамический фильтр на ёлке
пенокерамический фильтр после литья
Выжигание полимерных моделей.
Нужно принять, что полимер - не воск. Воск и полимер выжигаются на разных режимах, используются разные материалы, в противном случае качественный результат не получится с высокой вероятностью. Иногда получаем отзывы «напечаталось отлично, мы отдали лучшим литейщикам, на крупное предприятие, с большим опытом - и результат отвратительный, ваш материал не годится». 99% таких случаев - литейка использует отлаженный под воск техпроцесс, и менять ничего не собирается. Это обьективная реальность, и или литейщик изменит подход под полимер, или этот вариант не годится для работы с полимерными моделями.
Формовка - марка форммассы «Престиж Оптима»
Замес 36 (38) :100. Чем гуще, тем стабильнее результат и выше стойкость к обрушениям, если вязкость не мешает формированию опоки.
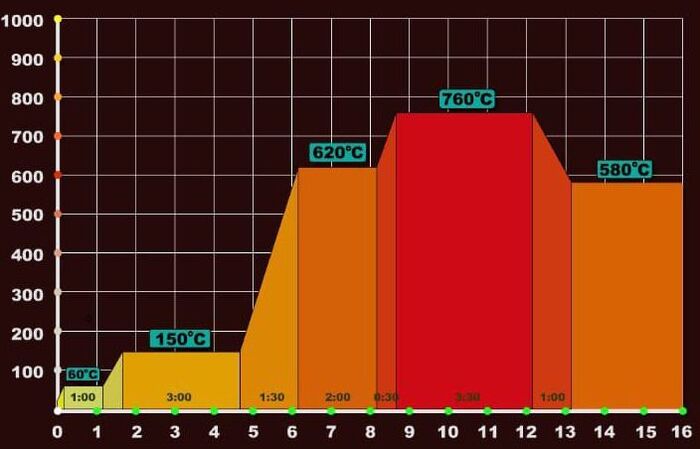
цикл прокалки
Цикл прокалки - (базовый рекомендуемый для стабильного результата, который в дальнейшем литейщики оптимизируют под себя)
- опока ставится в холодную печь
- 1 полка, 60°: 10 мин достижение, 60 мин удержание
- 2 полка, 150°: 30 мин достижение, 180 мин удержание
- 3 полка, 620°: 90 мин достижение, 120 мин удержание
- 4 полка, 760°: 30 мин достижение, 210 мин удержание
- 5 полка (литьё), температура литья лигатуры: Спуск на литьевую не менее 60 мин. Если в результате есть трещины в опоке - спуск увеличить до 120 мин
Это долгий цикл, однако он рассчитан на большинство случаев для достижения стабильного результата даже в случае некоторых ошибок.
Напоследок консолидированные рекомендации от литейщиков:
Для достижения результата в отдельно взятой литейке, придерживайтесь рекомендаций в комплексе и тестируйте свои варианты.
1.Ф.М. Престиж Оптима.
2. Печатать модель пустотелую и заполнять пустоты воском.
3. Поэкспериментировать с диаметром литника. Из-за толстого литника может утягивать метал в столб а тонкий литник приведёт к голоданию,литник застынет быстрее модели и как следствие неравномерная усадка.
4.Смесь ФМ мешать как можно гуще.
5.Можно особо не светить модель, но увеличить полку на 60 градусов до 5ч.
6. Внимательно отнестись к литьевой температуре. Например, некоторые льют бронзу на 650 градусов опоки, это очень много.
Хороший результат в бронзе Бр10 но 350 градусах.
7. Опоку после отливки размывать при полном остывании.
8. Не боятся сделать что-то не так
9.Много лить и анализировать результат, общаться о проблемах с производителем и в профильных сообществах с предоставлением подробной пошаговой информации что делали и что не так.
1/7
примеры работ от пользователей полимера
Этими материалами успешно пользуются тысячи профессионалов. Получается у них - получится и у Вас.
Хотелось бы перед обсуждением пояснить. Я рассказываю только свой опыт переезда, я могу подкрепить факты историями знакомых которые знаю лично и доверяю им. Истории знакомых-знакомых и из множества чатов использовать считаю не прилично. Отсекаем фантастику господа.
Фото мое. Тачка не моя))) Сделал на работе.
И так как я писал ранее, я не приехал в Португалию по работе или к друзьям. Я приехал в пустоту. У меня была такая возможность, и я решил попробовать. Спустя недели 2-3 после приезда мне предложили работать на строительных объектах. Красить стены, потолки в помещениях по 5 евро в час. На тот момент я не выбирал и сразу согласился. Любопытно что до переезда я зарабатывал в районе 10-15 евро в час если пересчитать по курсу. Поэтому я практически сразу начал искать более хорошие варианты для заработка. Но найти как оказалось очень не просто. То есть работы дохера. Но вся она будет в районе 900-1000 евро в месяц. Я подумал что если и зарабатывать на первое время так мало. То можно хотя бы исключить траты на транспорт до работы и обедать тоже по возможности дома. Я пошел по своему району и через 3 часа я устроился работать автомаляром имея минимальный опыт работы. С зарплатой 850 евро в месяц. Но стоит пояснить что в году 14 зарплат, а не 12 как мы привыкли. Поэтому если раскидать две зарплаты на год. Вычесть с них налоги, в месяц выходило в районе 935 евро. Плюс я по чуть чуть развиваюсь и сам, создаю и печатаю "восковки"(модели ювелирных украшений) для ювелиров.
3д печать колец
Местные ювелиры очень ленивые. Их тяжело расшевелить на заказы у меня, и каждый новый ювелир дается с огромным трудом. Но оно того стоит. Работая на себя в конкретно в этой теме можно зарабатывать 30-50 евро в час. Португальцы с радостью работают в серую так что большие налоги с лихвой компенсируются не обязательностью показывать весь доход.
И так хотелось бы немного подвести итог: Минусов жизни тут очень много. Португалия страна не для работы на португальского дядю. Вы будете чувствовать себя очень хорошо если будете работать на себя, или в айти. А то что в Португалии такие зарплаты, это можно рассматривать и как плюс. Тут многие открывают производства и такой дешевой рабочей силы в этой части Европы вы не найдете. Поэтому в идеале открыть свое производство тут, и продавать на всю европу. И тогда вы будете иметь огромное преимущество на рынке.
Вот такой опыт и мысли. Задавайте еще свои вопросы в комментариях.
К вопросу о расходе полимера в мусорную корзину на примере ювелирных моделей: сколько идет на поддержки, или безвозвратные сопутствующие потери материала.
Выращенные модели с поддержками
Вопрос сопутствующего расхода полимера актуален при расчете стоимости печати, особенно на дорогих полимерах (10-20 тыс руб за кг). Рост фотополимерной модели в 90% случаев не возможен без плота, поддержек, которые удаляются и выкидываются, и при правильном учете это как то лучше оценивать заранее. Для кого то мелочь, ну жизнь в основном и состоит из мелочей, а уж бизнес и подавно. "гладко было на бумаге, да забыли про...".
Оценка расхода - "КПД" материала - достаточно проста. Для удобства учета - фотополимерные материалы продаются вразвес. Взяли 1 кг смолы за 10 000 руб - получили 300гр конечного продукта. Что то осталось в бутылке, что то в ванне, что то пролили, что то смыли при промывке, что то ушло в брак, что то в настройки (тестовые модели), что то в поддержки.
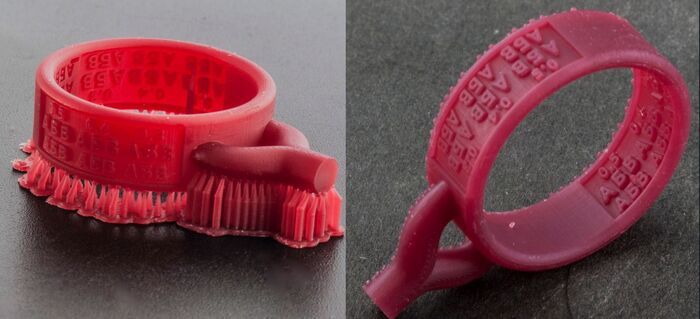
модель с поддержками и без
В результате - цена моделей (чисто по сырью) - 33 руб за 1 гр. Что вышло то вышло, но вот перед печатью надеялись что получится больше, грамм на 800, а тут и полимера не хватило на план, да и как то дороже вышло (33 вместо 12.5). Печатник с опытом, на основе анализа того что ставит на печать, прикидывает некие коэффициенты потерь, даже попадающие в реальность, неплохо бы помнить об этом и новичку.
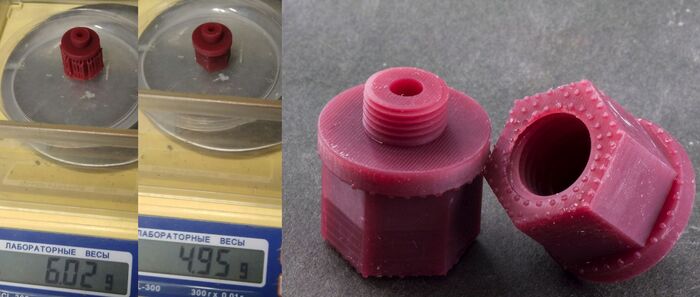
Покажем "КПД" на примере конкретных изделий.
потери 18%
потери 25%
потери 10%
потери 26%
потери 48%
потери 43%
Потери на поддержки - на приведенных выше фото. Еще надо учитывать шлифовку следов от поддержек (до 1%), литники (которые являются полезной частью ювелирной модели под литьё, но по сути тоже сопутствующие потери).
модель с большим процентом литников
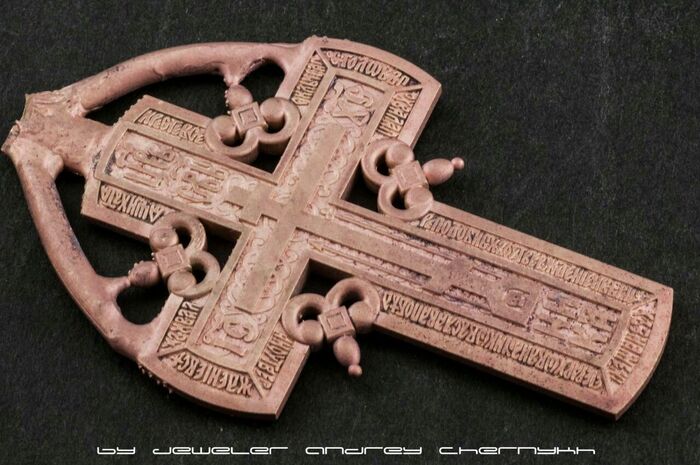
Про модель крест, на которой получилось 10% поддержек всего - не говорит о том, что она выгоднее других в печати. Если посмотреть на то, как она печаталась
крест - самая высокая модель на столе
то можно понять, что это самая высокая модель на столе, и печатается дольше всех, а это ресурс принтера (многие забывают учитывать амортизацию оборудования, вроде как - ну поставил принтер, он там печатает, время личное не отнимает) и расход электричества.
Какие выводы? - для любителя, печатающего периодически и "для себя" - тут скорее важен учет полимера, чтобы хватило на то что задумано напечатать. Для профессионалов - еще и поддержки учитывать (в том числе) при расчете себестоимости, а сколько - показано наглядно.