

3д ювелирочка
5 постов
5 постов
Все кто печатают (и заказывают печать) часто озадачиваются вопросом - как не прогадать (не продешевить и не переплатить). Иногда расчет нужен быстрый, но относительно точный. Сколько обойдется печать если печатать самому. А если отдать на сторону? А почему так дорого- смола стоит 2000 за кг, солдатик маленький - а просят 1000 рублей, за что. А еще понимать - если печатают дешево, то на чем экономят. А если печатаешь сам - как бы не сделать себе в убыток. Что то забыл посчитать - и хорошо расходы вернешь.
К чему я.
Выложили мы в бесплатный паблик калькулятор, доступный всем, с блек джеком и ... ну сами знаете. Постарались учесть свой опыт работы, и сделать его таким швейцарским ножом.
В общем - RESIN CALC 2.0. Веб приложение, доступное онлайн и работающее в браузере.
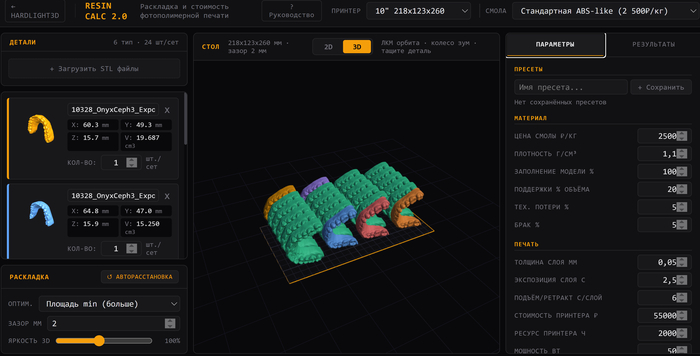
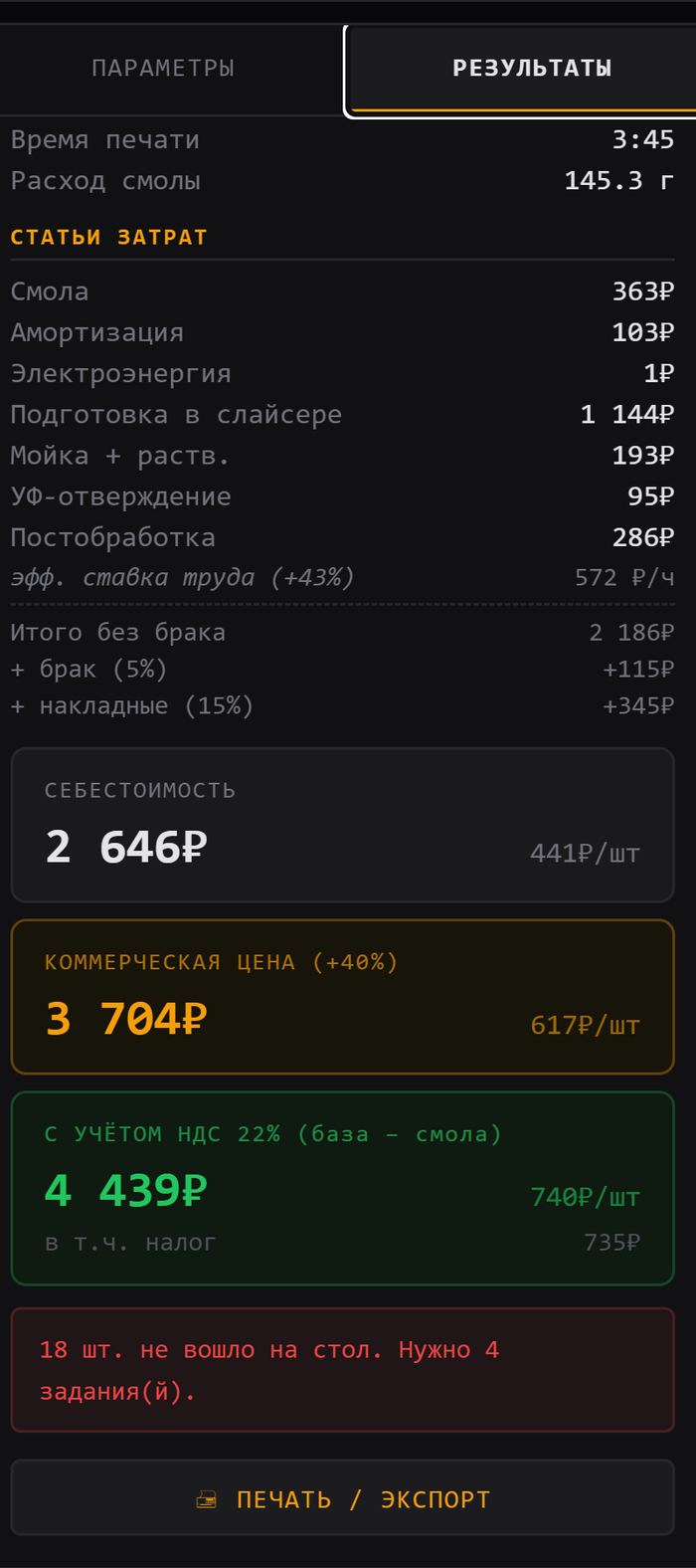
рабочий экран
Просто расскажу что в него напихали
- загрузка, просчет габаритов, обьема, 3D просмотр STL моделек
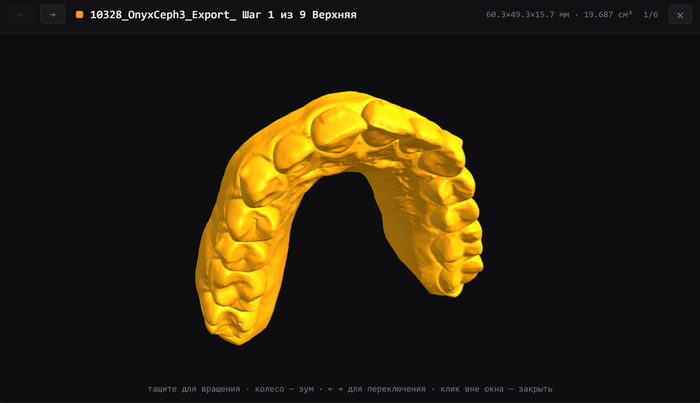
моделек может быть много, каждая может быть в нескольких экземплярах. Каждую можно рассмотреть - покрутить побробно

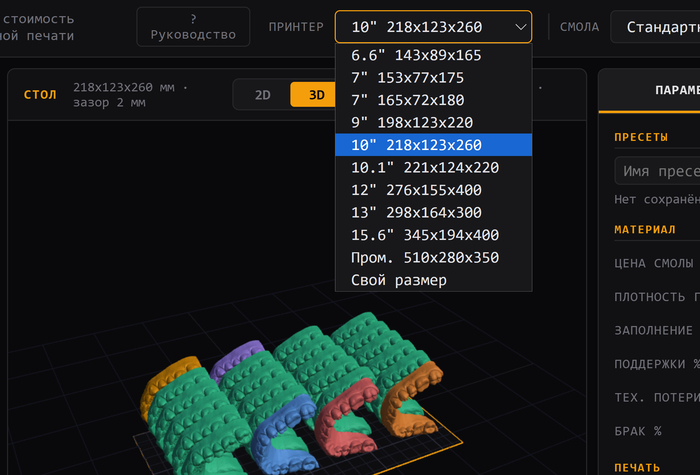
можно выбрать типовой размер принтера - меняется область печати, сетка на столе равна 1 см
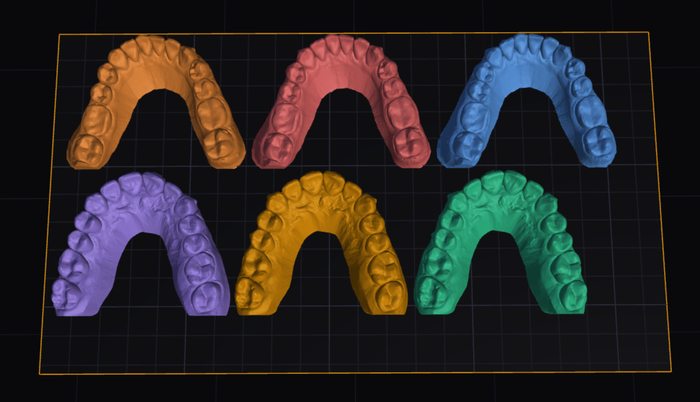
Созданный сет моделек раскладывается по столу. Раскладываются модельки исходя из габаритов по принципу куба. Сколько влезет. Раскладка отображается в 2D и 3D виде. Модельки даже можно потаскать подвигать по столу, причем учитываются границы стола и соседние детали.
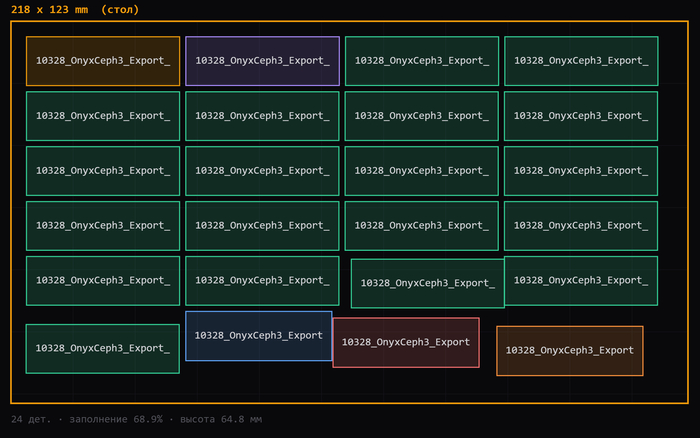
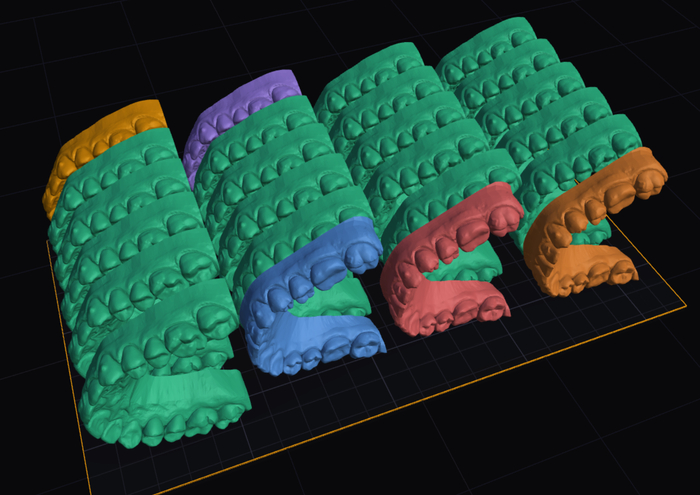
Автораскладку можно выбрать по минимальной высоте моделей (самая быстрая печать, но мало вмещается на столе) и по минимальной площади на столе (самая долгая печать, но стол можно заставить плотненько)
Разместили модельки в зависимости от размера принтера и предпочтений - дальше расчеты.
В зависимости от раскладки на столе считается высота печати (нужна для расчета количества слоев) и обьем смолы. Выбирается толщина слоя (с дискретностью 0.1мм), заполнение моделей (если полые), процент поддержек, неизбежные потери полимера (смыли с детали, что то пролили), брак в % от напечатанного. для оценки времени печати - время экспозиции, время подьем-ретракт . Для оценки амортизации - стоимость и ресурс принтера. Для оценки человеко-затрат - время на подготовку моделей, мойку, засветку, постобработку. Учитывается ставка заработной платы, накладные расходы, налоги на зарплату и ндс, коммерческая наценка на себестоимость. Выбирается смола из неких округленный вариантов - или ставится своя цена на полимер - и вуаля. Получаем стоимость всех работ с учетом напечатанного обьема.
Можно сделать свой пресет - например режим школьника. По нулям все расходы кроме полимера, электричество из розетки, принтер подарили, впереди вечная жизнь - что считать сколько вмени на удаление поддержек ушло
Можно для себя - убрав налоги коммерцию зарплату
Можно с точки зрения печатника - профи. Причем заданные параметры можно у себя сохранить как пресеты - и выбирать при следующем расчете
И наконец получить заветную ИТОГО
Фух, вроде все. Какие то бантики забыл упомянуть, но в целом - что это, и для чего - сказал.
Старались для сообщества.
Будут пожелания замечания - пишите.
Насколько это точный расчет - примерный. Но в 10-15% отклонений попадает от реальности
Не украдут ли ваши stl - неа. Они открываются и обрабатываются на компьютере пользователя, в браузере, на сервере только раскладка - просчеты, и от моделек передаются только их габариты в виде кубика
Насколько глючно - на небольших обьемах не глючно, а вообще глюки и тормоза зависят от компьютера на котором открывается. 3-4 десятка STL по 200-300 гб скорее всего не вытянет. Это таки калькулятор.
Ограничения и условности исходят из того же - это калькулятор, а не слайсер.
А че так дорого - дешево считает - все параметры открыты, вводите цифры по своему интересу - и получаете на что рассчитывали.
И, чуть не забыл. Ссылка на это чудо - https://tools.hardlight3d.com/tools/print-cost2/
Нам будет приятно, если кому то будет полезно.
Делимся практическим опытом работы с ювелирным выжигаемым материалом "JEWELRY WAX". Если Вам чужда ювелирная тема (от 3Д печати до литья) - заметка не для Вас.
Итак.
Мы предлагаем линейку из 4 вариантов выжигаемого ювелирного фотополимера HARDLIGHT JEWELRY WAX, отличающихся цветом: сиреневый, зелёный, красный, чёрный.

фотополимер HARDLIGHT JEWELRY WAX
Фотополимер разработан и выпускается совместно с китайской компанией JAMGHE, производителя профессиональных полимеров для ювелиров, в частности - EWIC 3000 или HIGH WAX.
Все варианты JEWELRY WAX отличаются только особенностями при печати (росте) моделей, и одинаковы в постобработке и литье.
Все они показывают качественный стабильный рост, отличные результаты литья при соблюдении техпроцесса и рекомендаций.

Сиреневый JEWELRY WAX
Сиреневый - для гладких моделей, это самый «сглаживаемый» полимер. Он немного мылит детализацию, но позволяет получать гладкие поверхности с минимальными следами пиксельного муара от послойного роста.

Зеленый JEWELRY WAX
Зелёный - это оригинальный EWIC 3000 или HIGH WAX, реализуемый под брендом HARDLIGHT. Для тех, кто привык к оригиналу, знает все его тонкости и нюансы, не хочет ничего менять, но нужна стабильность поставок и более лояльная цена. Полимер с высокой детализацией, хорошим сглаживанием моделей.

Красный JEWELRY WAX
Красный - альтернатива зелёному. С нашей точки зрения - обладает улучшенной детализацией, но требует настроек, отличных от привычного некоторым зелёного. По отзывам одного из ювелиров : «Красный полимер, как красное французское в бокале, обладает изысканным и привлекательным внешним видом. Его насыщенный красный оттенок напоминает о роскошных винных сортах, которые так ценятся во французской культуре. Этот полимер выглядит стильно и элегантно, как будто он создан для того, чтобы привлечь внимание и вызвать восхищение. Его глубокий цвет и блеск могут напомнить о роскоши и изыске, характерных для изысканных вин». Полимер с высокой детализацией, хорошим сглаживанием моделей.

Чёрный JEWELRY WAX

Чёрный JEWELRY WAX
Чёрный - для контрастных (высокая детализация, шрифты, мелкие элементы, жёсткие требования к геометрии углов). Он стоит особняком от других полимеров в линейке. Экспозиция печати слоя примерно вдвое выше чем остальных (сиреневого зелёного красного). Он создан для роста слоями от 10 до 50 микрон, печатать слоем 100 микрон им невозможно. Чёрный - это исключительные требования к точности калибровки принтера, качеству и состоянию плёнки ванны и поверхности стола. Чёрный не прилипнет к столу, и все останется на плёнке если что то не так с предыдущими пунктами. Нам иногда говорят «чёрный никуда не годится, мы ставили экспозицию низа 200 секунд и ничего не прилипло. А другие полимеры (зелёный синий прозрачный розовый и тд) все печатают». Это - проблема не полимера, а принтера. И эти особенности компенсируются высочайшей детализацией моделей, невысоким влиянием ошибок экспозиции на результат.
Частично решить эту проблему позволяет микс сиреневый - чёрный в соотношении 20(..50)/80(..50) сиреневый / чёрный. при этом детализация повысится, а требования к экспозиции и принтеру понизятся. Это опыт практикующих ювелиров, но правильную пропорцию каждый сам подбирает под свои потребности, если таковые имеются.
Параметры печати
Настроек "взять и печатать" для конкретного принтера мы не предоставляем. У нас их просто нет.
Наша политика в данном вопросе - дать клиентам хороший материал и методику, как определять режимы работы с ним.
Есть разработанный специально для ювелиров тест - он печатается 10-15 минут, весит 1-2 грамма, то есть затрат по времени и материалу минимум. Тест содержит специализированные элементы ювелирных моделей (барельефы, мосты, крапана и тд), отражает все возможности принтера, полимера и настроек печати.
Эти базовые настройки, можно взять за стартовый ориентир:

Базовые настройки для полимера
Экспозиция слоёв основания - 15-20 сек.
Для чёрного - слои основания 60-120 сек, экспозиция 4 сек.
Печатается тест, оценивается результат, вносятся коррективы в режимы печати, на выходе - идеальные настройки
- под именно этот полимер, никого не спрашивая (иногда в пабликах дают такие таблички с настройками, что больше на вредительство похоже)
- настройки именно для Вашего принтера, принтеры даже в серии - все немного разные
- Вы можете корректировать настройки в зависимости от печатаемых моделей (ажурные и массивные модели обычно печатаются по разному на разных режимах)
Описание теста - тут :
Новая усовершенствованная версия теста - тут:
Рекомендации по постобработке
Постобработка - мойка в грязном, затем чистом спирте, сушка.
Классический способ постобработки - засветка в ультрафиолете 385-405нм в глицерине или пропиленгликоле (это исключает доступ кислорода к поверхности модели при засветке, отвод тепла и отсутствие деформаций от локальных нагревов) в течение часа, снова мойка и сушка.
Примерно половина клиентов не использует этот метод засветки, и считают что он ничего не даёт, другие - видят разницу. Альтернатива - засветка в ультрафиолете 385-405нм на воздухе 5-15 мин.
Рекомендуется дать отлежаться модели перед установкой на ёлку 6-12 часов, но и это по мнению специалистов не 100% оправдано.
Массивные модели лучше печатать полыми, заполнять перед установкой на ёлку обычным воском чтобы не было деформаций при вакуумировании.
Некоторые литейщики рекомендуют использование пенокерамических фильтров на ёлке, это повышает качество литья.

пенокерамический фильтр на ёлке

пенокерамический фильтр после литья
Выжигание полимерных моделей.
Нужно принять, что полимер - не воск. Воск и полимер выжигаются на разных режимах, используются разные материалы, в противном случае качественный результат не получится с высокой вероятностью. Иногда получаем отзывы «напечаталось отлично, мы отдали лучшим литейщикам, на крупное предприятие, с большим опытом - и результат отвратительный, ваш материал не годится». 99% таких случаев - литейка использует отлаженный под воск техпроцесс, и менять ничего не собирается. Это обьективная реальность, и или литейщик изменит подход под полимер, или этот вариант не годится для работы с полимерными моделями.
Формовка - марка форммассы «Престиж Оптима»
Замес 36 (38) :100. Чем гуще, тем стабильнее результат и выше стойкость к обрушениям, если вязкость не мешает формированию опоки.
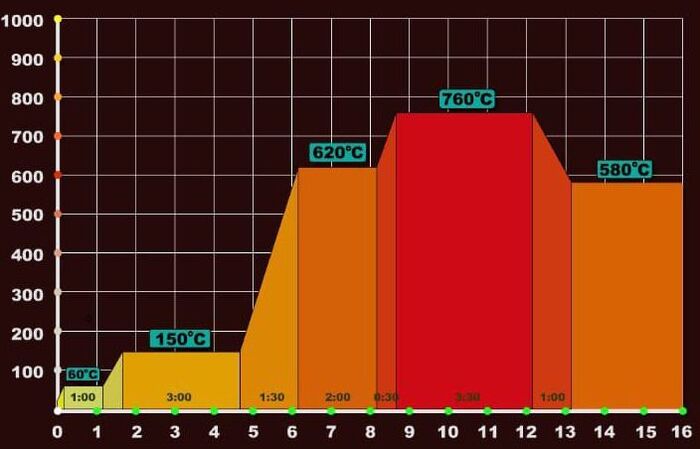
цикл прокалки
Цикл прокалки - (базовый рекомендуемый для стабильного результата, который в дальнейшем литейщики оптимизируют под себя)
- опока ставится в холодную печь
- 1 полка, 60°: 10 мин достижение, 60 мин удержание
- 2 полка, 150°: 30 мин достижение, 180 мин удержание
- 3 полка, 620°: 90 мин достижение, 120 мин удержание
- 4 полка, 760°: 30 мин достижение, 210 мин удержание
- 5 полка (литьё), температура литья лигатуры: Спуск на литьевую не менее 60 мин. Если в результате есть трещины в опоке - спуск увеличить до 120 мин
Это долгий цикл, однако он рассчитан на большинство случаев для достижения стабильного результата даже в случае некоторых ошибок.
Напоследок консолидированные рекомендации от литейщиков:
Для достижения результата в отдельно взятой литейке, придерживайтесь рекомендаций в комплексе и тестируйте свои варианты.
1.Ф.М. Престиж Оптима.
2. Печатать модель пустотелую и заполнять пустоты воском.
3. Поэкспериментировать с диаметром литника. Из-за толстого литника может утягивать метал в столб а тонкий литник приведёт к голоданию,литник застынет быстрее модели и как следствие неравномерная усадка.
4.Смесь ФМ мешать как можно гуще.
5.Можно особо не светить модель, но увеличить полку на 60 градусов до 5ч.
6. Внимательно отнестись к литьевой температуре. Например, некоторые льют бронзу на 650 градусов опоки, это очень много.
Хороший результат в бронзе Бр10 но 350 градусах.
7. Опоку после отливки размывать при полном остывании.
8. Не боятся сделать что-то не так
9.Много лить и анализировать результат, общаться о проблемах с производителем и в профильных сообществах с предоставлением подробной пошаговой информации что делали и что не так.






примеры работ от пользователей полимера
Этими материалами успешно пользуются тысячи профессионалов. Получается у них - получится и у Вас.
Ювелирное украшение, созданное с использованием 3Д технологий, приуроченное к историческому событию...
И вот он наступил.
Это неважно, что столько грохота под окнами я не слышал с того момента, как хохлодрон врезался в многоэтажку в раменском районе
Это неважно, что хер кто мне скажет, что 53 года это старость. 18 мне, и больше, назло всем злопыхателям, 53 никогда не будет. Будут врать что 54, но это через пол года.
Это неважно, что доллар по 102. Видали и 140, и 60.
Это неважно, что f16 где то кому то дали. Мне обещали, что мои дети будут голодать, а моя страна развалится.
Это неважно, что санкции. Европа в 2024 сама предложила нам свое сырье, и мало того - привезла через «третьи» страны
Это неважно, что страна совершает ошибки. Когда то окраина сбила израильский самолет, и даже духу не хватило об этом заявить.
Это неважно, что мы так медленно воюем. Кто понял жизнь - тот не спешит. Я потерял друга и племянника. Надеюсь, на их могиле будет написано рождение - ∞. Они заслужили.
Это неважно, что упоротые называют меня фашистом и агрессором. Я то знаю что я освободитель и прогрессор. Просто кастрюля мешает кругозору
Это неважно, что я не упомянул тут 1001 причину, почему Россия не развалилась, мы живы и у нас все хорошо. Просто ценим это, гордимся и развиваемся дальше.
Это корпоративный блог. Но простят меня коллеги. С новым. 2025!!
И получишь результат. Не смог удержаться
Блог корпоративный, но тут накипело - не заводить же новый аккаунт.
О подделках.
Для себя я давно сделал вывод - категорически. Ни под каким видом. Ни за какие деньги нельзя покупать жесткие диски бу, "новые с рук", и в подозрительных местах по "очень привлекательной цене". Цена крайне высока - в один прекрасный момент можно потерять все данные, а если ума лопата - и делаешь правильные бекапы - полдня минимум на восстановление. Для кого то потеря диска - игрушки фоточки видосики - для меня это недели, месяцы, а то и годы труда мозга сотрудников и тд. Разработка, программы, электроника.
Еще к этому правилу отдельно добавлены диски Western Digital - допускаю что просто мне лично с ними не везет, но у меня длииинный список подлянок от этого бренда.
Очень осторожно относился к блокам питания. И тут капнуло от озона.
По стечению обстоятельств пересел с Xiaomi на HUAWEI. Не нравятся мне в последнее время Ми, у жены второй телефон подряд глючил безбожно, а себе решил обновить телефон - пришел новый Ми с неработающей камерой (автофокус не отрабатывает, совсем). ХУАВЕЙ. Нареканий к обоим аппаратам никаких - с поправкой на оболочку, не все пока привычно после почти 10 лет на всяких сяоми. А главное - везде с десяток quick charge зарядок рассовано - по работе, квартирам, ну не таскать же с собой.
С хуавеем они не работают, у них свое - SUPER CHARGE. Вот про покупку и речь.
На озоне после выбора - листания куплена зарядка. В отзывах пишут оригинал, в ответах на вопросы - оригинал.

Вроде похож на оригинал
Получено недели 2 назад. Лежал без дела.
Позавчера наконец открыли, проверили. Зарядка super charge пошла, телефон зарядился. Вчера - зарядка стояла в розетке. Рядом были люди. Вдруг какой то глухой "бам" в районе розетки - и света не стало. Выбило автомат. Зарядку извлекли, автомат включили - зарядку осмотрели. На ней - следы копоти в районе разьема USB. Извлекли комплектный USB кабель - следы копоти и на нем.



Повезло, что электрика в квартире сделана по всем нормам безопасности. Не отключись автомат - даже думать не хочется чем это могло закончится. После инцидента - стали сравнивать с оригинальной зарядкой, шедшей в комплекте к телефону. Сгоревшая - похожа, да не совсем.

Пластик не такой глянцевый. Оригинал серее сгоревшего. Надписи похожие, но шрифты разные. Основная информация вверх ногами нанесена.


Не вскрывалось, оформлен возврат - а то фото было бы больше.
Я ничего не утверждаю, но очень похоже на подделку. А продавцу - продающему такое - задуматься бы. В случае пожара - может очень дорого обойтись подобная продажа, если экспертиза докажет подделку и некачественный товар, работающий с 220В.
Покопался в тырнете вашем - оказывается все эти быстрые и спец зарядки сейчас - вообще головная боль.
Озон на удивление быстро одобрил возврат. так что кроме моральных переживаний финансовых потерь не особо.
К чему я в качестве вывода. Завел себе новый пункт чего нельзя покупать никогда и на чем экономить - все, что вставляется в розетку 220в. Вывод как бы на поверхности и до того, но тут пересилило. Никакая экономия не стоит
- потерянных денег от сгоревшего за неделю - две девайса. Или геморроя с возвратом его
- в случае пожара или удара током - ну тут без комментариев.
Выговорился. Всем долгих счастливых лет.
Поделимся интересным случаем дефекта.
Периодически при печати на моделях возникают непонятные полосы, при исправной модели, механике. Иногда причина непонятна, но не в этот раз.
После снятия моделей - полоса на всех на одном слое
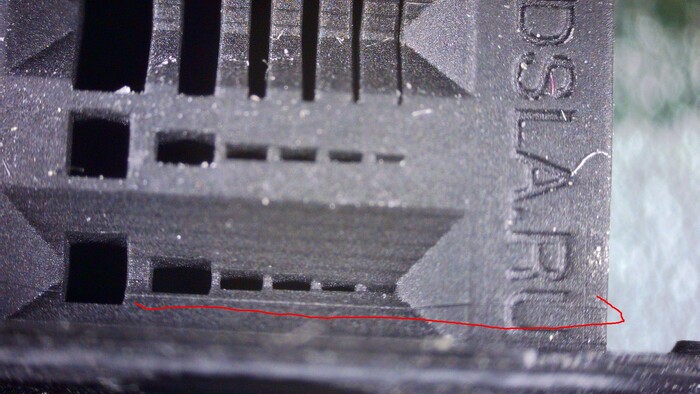
полоса на всех моделях на этом слое
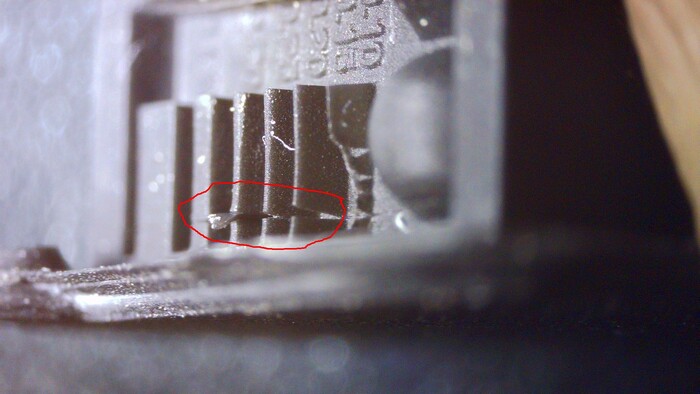
При осмотре - источник дефекта нашелся. Плавающий в ванне остаток предыдущих экспериментов, размер примерно миллиметр на 2 или 3, толщиной 0.2-0.3мм.
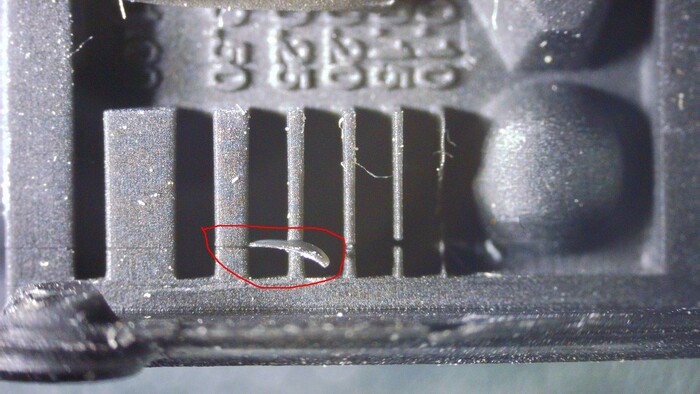
мусор в ванне - причина дефекта

кусок мусора интегрировался в деталь
Притом - печать вообще могла порваться на этом ошметке
эпик фейл
Выводы - полимер нужно периодически фильтровать, даже если уверен что ничего не отвалилось.
Всем - удачных печатей.


