Директору автоваза кататся на ладе по скоростной трассе, с обилием поворотов , Директора уаз отправить в путешествие на 5000км на этой самой буханке , владельцу лифтового завода принимать лифты, производителю амуниции напяливать свои изделия и проверить надежность, весь состав руководителей авиазавода отправить в первый полет на новом лайнере, тогда может и будут получатся качественные вещи.
Получается несправедливо, всю эту продукцию должны тестировать потребители на себе.
В 90-е годы XX века нередко можно было увидеть подразделения, укомплектованные одновременно шлемами СШ-68 и СШ-60 (на фото справа)
Автор - научный редактор журнала «КАЛАШНИКОВ» Юрий Пономарёв
В результате проведённых испытаний шлема СШ-С было установлено, что: — за счёт формы корпуса при стрельбе в тактическом положении опытные шлемы СШ-С превосходят по пулестойкости шлемы СШ-60 в первой зоне в среднем на 16,3 м/с (4,7%), во второй зоне — на 13,1 м/с (3,4%).
При этом наибольшее превосходство формы корпуса шлемов СШ-С по пулестойкости наблюдается на лобовой стороне. В 3-й зоне и при стрельбе по нормали шлемы опытной формы (СШ-С) по пулестойкости несколько уступают шлемам формы (СШ-60) или равноценны им.
Следовательно, лучшая пулестойкость опытных шлемов в тактическом положении объясняется большими углами наклона поверхностей шлема в первой и второй зонах; — за счёт материала шлемы, изготовленные из опытной стали К-1, по пулестойкости превосходят шлемы, изготовленные из штатной стали И-1, при стрельбе в тактическом положении для различных сторон и зон в среднем на 8,7-23,8 м/с (2,5-6,2%), а при стрельбе по нормали и по куполу соответственно на 10,9-15,3 м/с (3,1-4,2%).
Клеймение корпуса выполнялось ударным способом у СШ-60 на внутреннюю сторону тыльной части наносились размер (рост) и номер плавки металла
Преимущество опытной стали К-1 перед сталью И-1 больше сказывается на шлемах СШ-С, чем на шлемах СШ-60; — в целом шлемы СШ-С (с опытной формой корпуса из опытной стали К-1) по пулестойкости превосходят штатные шлемы СШ-60 при отстреле в тактическом положении в различных зонах в среднем на 18,0-25,0 м/с (4,6-7,4%), а при отстреле по нормали и куполу соответственно на 5,8 и 19,6 м/с (1,6 и 5,5%). — шлемы, изготовленные из штатной стали И-1, имеют большую величину деформации при непробитиях пулей, чем шлемы, изготовленные из стали К-1(при одинаковых скоростях пуль).
Заключение отчёта гласило: «Опытный шлем СШ-С, изготовленный из стали К-1, как система в целом, при обстреле различных зон под разными углами, имеет преимущество по пулестойкости перед штатным шлемом СШ-60 на 1,6-7,4%».
На нижней стороне козырька СШ-60 могли располагаться клейма пулевой пробы партии шлемов и повторной термообработки
Впоследствии результаты этих работ были подтверждены стрельбами на реальные дальности по уже получившим официальное название СШ-68 шлемам серийного производства. При этом были получены дальности 50% непробития (при попаданиях только в зачётные зоны) 650-700 м против 700-750 м у СШ-60. А дальности непробития шлемов 860-910 м и 930-980 м соответственно.
По техническим условиям на изготовление СШ-60 шлем не должен пробиваться лёгкой пулей при скорости полёта 305-315 м/с, что соответствует нормализованной дальности 928-983 м. Следует пояснить, что зачётные зоны располагаются в наиболее критичных местах проекции купола и при попадании в другие места дальности непробития могут значительно уменьшиться.
У СШ-68 клейма расположены на нижней части козырька
В октябре 1968 г. техком УВС рассмотрел представленные результаты испытаний. Несмотря на то, что поставленная цель повысить пулестойкость опытного шлема на 10% так и не была достигнута, результаты работ были признаны удовлетворительными. Согласно календарному плану работ оставался последний этап — подготовка серийного производства и проверка готовности предприятия—изготовителя («ЗКО») к нему, на что ушло практически два года.
В это время на «ЗКО» было проведено несколько сравнительных испытаний предсерийных СШ-68 с СШ-60.
Окраска советских стальных шлемов производилась в тёмно-зелёный цвет «зелёная олива» без нормирования по оттенкам. На фото для примера показаны два СШ-60 изготовленные «ЗКО» в 1967 году
В 1972 г. на основании заключения межведомственной комиссии о готовности технической документации и производственной базы «ЗКО» к серийному производству шлемов СШ-68 техкомом УВС принято решение о его серийном производстве, которое началось во второй половине 1973 г.
Шлему СШ-68 была уготована долгая и богатая событиями жизнь. Вот уже 50 лет он состоит на снабжении армии. Пройдя с ней московские парады, войны и локальные конфликты, СШ-68 стал последним классическим (именно последним, а не «крайним») отечественным стальным шлемом, принятым на снабжение армии. Солдату XXI века потребовалась более серьёзная защита.
Эволюция пряжки подбородочного ремешка СШ-68 в сторону упрощения
За всё время производства СШ-68 видоизменялся только материал подбородочного ремешка (кожа была заменена брезентом) и конструкция пряжки в целях удешевления. Удивителен тот факт, что в интересах Министерства обороны не было даже попытки использования Y-образных подбородочных ремешков с четырёхточечным креплением (позаимствованным тоже у М-56) обеспечивающих более точное и прочное позиционирование шлема на голове, которым комплектовались СШ-40 и СШ-60 в 60-е годы. Такие работы проводились только для Внутренних войск МВД РФ.
Стальной шлем СШ-68 модернизировался по заказу МВД РФ и оснащался более удобной поддтулейкой. На фото бойцы ОДОН в таких шлемах. Обратите внимание на бронежилеты не армейского образца и автоматы АК74М (6П34). После принятия на вооружение основная часть произведённых АК74М была поставлена во Внутренние войска МВД РФ, а не в Российскую армию
СШ-68, как и его предшественник СШ-60 изготавливался в трёх размерах (ростах): I соответствует размеру головы до 55, II — 56-58 и III — 59 и более. Вес шлемов при этом составлял от 1,1 до 1,3 кг соответственно.
Кроме клеймения ударным методом на внутренней поверхности тыльной части должна наноситься маркировка мастичными штампами: прямоугольной формы с указанием условного размера (роста), предприятия изготовителя и года изготовления; круглой формы — порядкового номера партии с начала года, клеймо ОТК и представительства заказчика.
СШ-68 упаковывались в деревянные ящики по 30 шт. в основном в размерной пропорции: I рост — 12 шт., II — 16 шт., III — 2 шт. (встречается и 15 — 13 — 2, и 15 — 14 — 1).
В 1992 г. «ЗКО» прекратил производство СШ-68, изготовив за почти 20 лет около 10 000 000 шт. Точную цифру можно будет узнать только после рассекречивания документов Гособоронзаказа за эти годы.
Несмотря на неудовлетворительные (по современным меркам) защитные свойства, стальных шлемов СШ-60 и СШ-68, их наличие в боевых подразделениях совершенно легитимно. По мере насыщения армии композитными бронешлемами, они заменяли своего предшественника — СШ-40, который согласно Инструкции по категорированию средств индивидуальной бронезащиты дожидался «ополченцев» на складах армии.
Мобилизованные в зоне СВО с автоматами АК-12М в шлемах «Колпак 20». Это стальные купола от изготовленных более 50 лет назад шлемов СШ-40 или СШ-60, изнутри усиленные многослойной композицией из сверхвысокомолекулярного полиэтилена. Неузнаваемыми старые шлемы делают чехлы с мягкой подкладкой
Однако, в 2022 году оказалось, что современных СИБ для экипировки мобилизуемых на СВО катастрофически не хватает. И вот, мы снова видим российских воинов в СШ-68, которые выглядят довольно странно с «юдашкинской» формой...
Мобилизованные в 2022 году в редких шлемах 6Б14, представляющих собой СШ-68 с впрессованным подбоем из 15 слоёв арамидной ткани. Инструктор в современном шлеме 6Б47
Так уж повелось, что солдатская молва (причём, как правило, по обеим сторонам линии фронта) присваивает уважительные прозвища только самым выдающимся образцам вооружения, военной техники и снаряжения. И СШ-68 в этом отношении не остался без внимания.
За характерную форму купола шлема СШ-68 иностранцы называли советских солдат «яйцеголовыми»
Наш противник за характерную форму окрестил СШ-68 названиями Cone Head или Egg Head (коническая или яйцеобразная голова).
Ну а отечественные прозвища более приземлены: выходцы из Группы советских войск в Германии называли каску (СШ-68) «гэдэркой», но более известна она как «афганка» по месту первого боевого крещения.
Солдаты ограниченного контингента Совестких войск в Афганистане в шлемах СШ-68
В середине 60-х годов, ещё до отработки СШ-68, для шлемов СШ-60 и СШ-40 был введён подбородочный ремешок с четырёхточечным креплением.
Обратите внимание — радист экипирован шлемом с четырёхточечным подвесом, не мешающим использованию наушников, тогда как на голове командира взвода шлем с двухточечным ремнём. Кстати, у старлея шомпол от АК74 отсутствует
Автор - научный редактор журнала «КАЛАШНИКОВ» Юрий Пономарёв
К сожалению, на сегодняшний день не удалось отыскать документацию по испытаниям и производству подбородочного ремешка с четырёхточечным креплением, но шлемов СШ-60 в такой модификации было выпущено очень много.
Два варианта подбородочных ремешков шлема СШ-60: с креплением в двух точках (слева) и в четырёх
Они успешно эксплуатировались во всех родах войск всех округов и групп войск, обеспечивая чёткое позиционирование на голове при всех видах работ.
Но полностью покрыть потребности армии не удалось, поэтому офицеры из частей, не получивших такие шлемы, зачастую приобретали их в других с помощью «жидкой» валюты.
Конструкция переднего и заднего кронштейнов подбородочника в сборке с Т-образными пружинами и отдельно (передний кронштейн идентичен штатному, приклёпанному к сфере, есть даже отверстие под заклёпку)
Подтверждением достаточной распространённости данной модели шлема являются и пропагандистские фотоплакаты Советской армии того времени, на которых и бойцы, и офицеры «щеголяют» в СШ-60 с четырёхточечным креплением подбородочника.
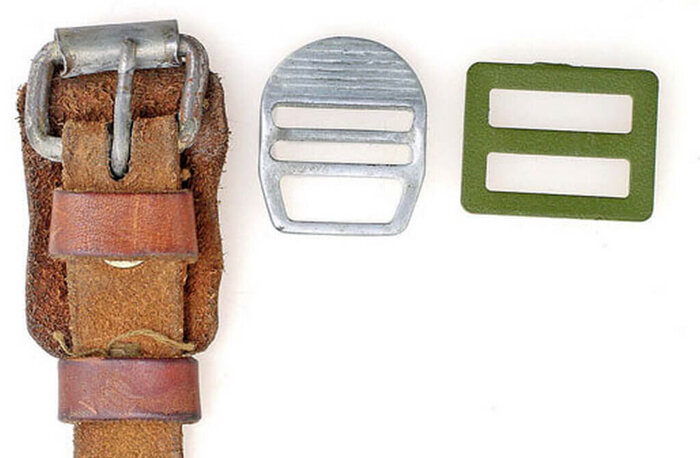
На фото слева крепление лепестка подшлемника к Т-образной пружине шлема СШ-60 (вид с внутренней стороны). Защита от узлов крепления (подбой) ГДР сделана из мягкой лайковой кожи, отечественная — из такой же, как и все ремешки. ГДР-овская пряжка крепится к подбою с помощью прорезной пятки, отечественная — прошивкой х/б нитью (в центре). На фото справа видно, что у ГДР-овского аналога крепление пряжки и подбородочника со связующими ремешками осуществлено с помощью пятиугольных колец, у отечественных — D-образными.. Свободный конец ремешка у ГДР-овской пряжки фиксируется металлической петлёй прямоугольной формы, у отечественной — кожаным тренчиком
Кроме этого отмечено до 30% шлемов с четырёхточечным подбородочником в выборках шлемов со складов военных округов для проведения испытаний по пробивному действию пуль.
Боец Советской армии в шлеме СШ-40 с четырёхточечным креплением подбородочного ремня. Солдат армии ГДР в шлеме М54
При этом шлемы были как новые, производства ЗКО, так и ремонтные после замены подшлемника и перекраски (ЗКО и армейских арсеналов. При этом мастичный штамп производителя ремонта буквы «Р» — ремонтный, не содержит. Как правило, отсутствует и штамп военной приёмки ЗКО — только ОТК).
Военнослужащие армий СССР и ГДР знакомятся с особенностями штатных шлемов друг друга (СШ-40 и М54)
Подбородчник никаких производственных клейм и штампов не имеет. Однако материал и исполнение (несмотря на практически одинаковую с ГДР-овским аналогом конструкцию) явно указывают на отечественное происхождение. Сборка ремонтных шлемов подчас чрезвычайно небрежная, что указывает на низкую квалификацию рабочих и отсутствие контроля военной приёмки.
Солдаты многонациональной Советской армии в шлемах СШ-40 с четырёхточечным ремнём и СШ-68
История создания отечественных средств индивидуальной бронезащиты для армии.
В первой части статьи мы насколько возможно полно для журнального варианта осветили историю создания единственного штатного серийно выпускавшегося в годы Великой Отечественной войны индивидуального защитного средства бойца Красной армии — стального нагрудника образца 1942 г. СН-42. Теперь мы расскажем о его совершенствовании и об альтернативном варианте «нательной брони», выпускавшейся серийно, но так и не ставшей штатным защитным средством.
Фото сапёра в СН-42 со сварным соединением наплечника
Автор - научный редактор журнала «КАЛАШНИКОВ» Юрий Пономарёв
Как уже было упомянуто в первой части статьи, в войска Ленинградского фронта было поставлено 1000 шт. нагрудников СН-42, но в специфических условиях боевых действий активной обороны и попытках деблокады города на сильно пересечённой, насыщенной водными преградами лесисто-болотистой местности они пришлись как-то «не ко двору».
Вместе с тем, защитное средство было жизненно необходимо. Несколько удивителен тот факт, что инициатором создания альтернативного нагрудника стало не пехотное командование, а разведывательный отдел штаба Ленфронта. Инициатива разведотдела была поддержана секретарём Ленгоркома ВКП(б) по оборонной промышленности М. В. Басовым, возложившим выполнение заказа на Государственный машиностроительный ордена Трудового Красного Знамени завод № 7 им. Фрунзе (ныне «Арсенал»). Посильную помощь в разработке оказали и оставшиеся в блокадном городе специалисты НИИ-13.
Основными тактико-техническими требованиями стали — приемлемая масса и лучшая (по сравнению с СН-42) маневренность, а также защита от пуль германских и отечественных (которых на вооружении противника было едва ли не больше, чем собственных) пистолетов-пулемётов с дистанции 25 и более метров. Причём особо отмечалось, что защита от пуль MP-38/40 должна быть обеспечена при стрельбе патронами как с пулями со свинцовым, так и со стальным сердечниками.
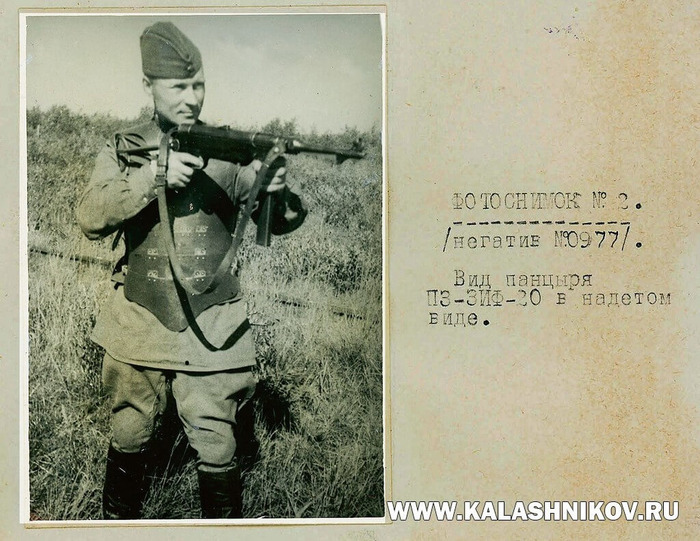
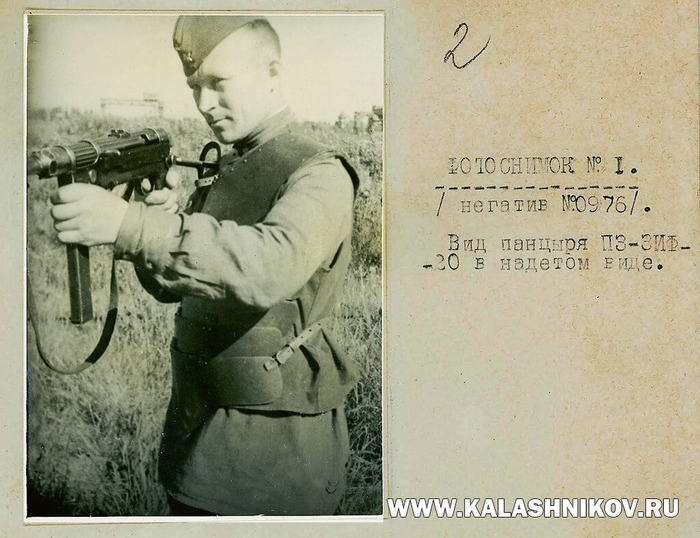
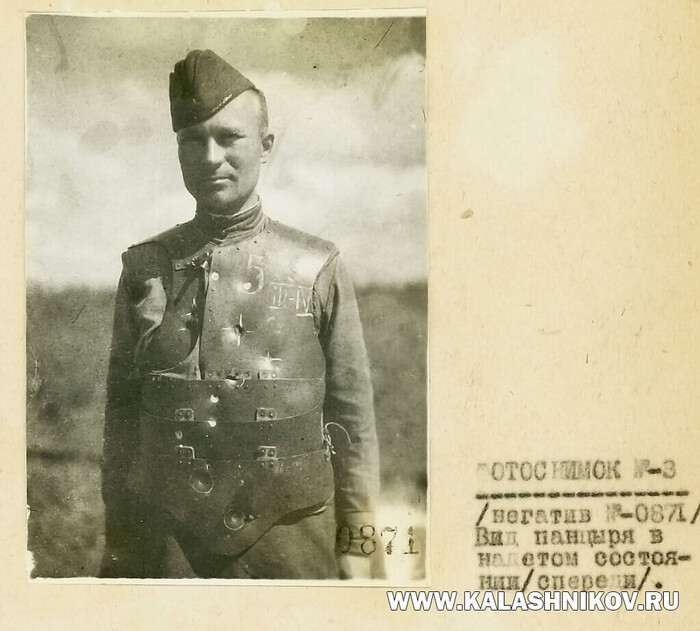
Капитан Солнцев А. А. в ПЗ-ЗИФ-20 с немцким 9-мм пистолетом-пулемётом МР-38
В отличие от «большой земли», в блокадном городе прекрасно разбирались во всём арсенале противника. В тыловых заказывающих и испытательных органах на тот момент немногие специалисты-оружейники догадывались о существовании Pist. Part. 08 m.e. (с мягким стальным сердечником и отнюдь не бронебойным, но всё-таки обладающим достаточно высоким пробивным действием). И тому есть объяснение — трофейное оружие (несмотря на строжайшие приказы о его сдаче в тыловые органы) активно эксплуатировалось в действующей армии и попадало на исследование в специализированные организации со значительным запозданием и в далеко не лучшем техническом состоянии. А уж с боеприпасами иногда дело обстояло ещё хуже, для исследований оружия зачастую по единичным образцам патрона приходилось воспроизводить собственные аналоги.
С этих позиций заводу № 7 руководство Ленфронта облегчило выполнение задачи, предоставив оружие для экспериментальных отстрелов и патроны всех требуемых номенклатур. К марту 1943 г. специалисты завода № 7 не только успели разработать свой вариант «нательной брони» (из-за различий в конструкции с СН-42 получивший название «панцирная защита»), но и с помощью разведотдела штаба и аппарата командующего артиллерией Ленфронта провести войсковую «обкатку» на передовой первых шести партий (600 шт.) «панцирей», «панцеров», «панцыров» (так их именовали в отчётных документах). Эта весьма важная работа плотно курировалась Ленгоркомом ВКП(б), который и санкционировал валовое производство защиты по образцу и данным отстрелов без утверждения чертежей и технических условий.
Конструктивно панцирная защита завода имени Фрунзе (сокращённое наименование ПЗ-ЗИФ-20; порядковый номер по номенклатору продукции предприятия 20) состояла из пяти профилированных стальных щитков-панелей, прикреплённых с помощью заклёпок и ремней к брезентовой куртке-безрукавке. Первоначально предусматривалась носка в зимнее время под шинелью, в летнее — под гимнастёркой. Изготовление всех пяти щитков производилось холодной штамповкой, после чего производилась их термообработка и пескоструйная очистка. Перед сборкой щитки проверялись на правильность геометрических форм и при необходимости подвергались рихтовке (кстати, рихтовка щитков допускалась и при подгонке панциря по фигуре бойца). Каждая деталь проходила процедуру проверки твёрдости на требования ТУ — HRc 45-53. Перед сборкой щитки с обоих сторон окрашивались краской защитной марки 4БО по ТУ № 137 Наркомата Химической промышленности.
Куртка шилась из брезентовой парусины или в дальнейшем из бязи (из-за дефицита брезента) машинным способом в две нитки. Число стежков на 50 мм примерно 10. Спинка могла изготавливаться из двух кусков ткани. Соединение деталей между собой и присоединение к куртке производилось стальными, алюминиевыми или медными 3-мм заклёпками с предохранением кожи или ткани шайбами 3,2×10×0,7 со стороны высаживаемой головки.
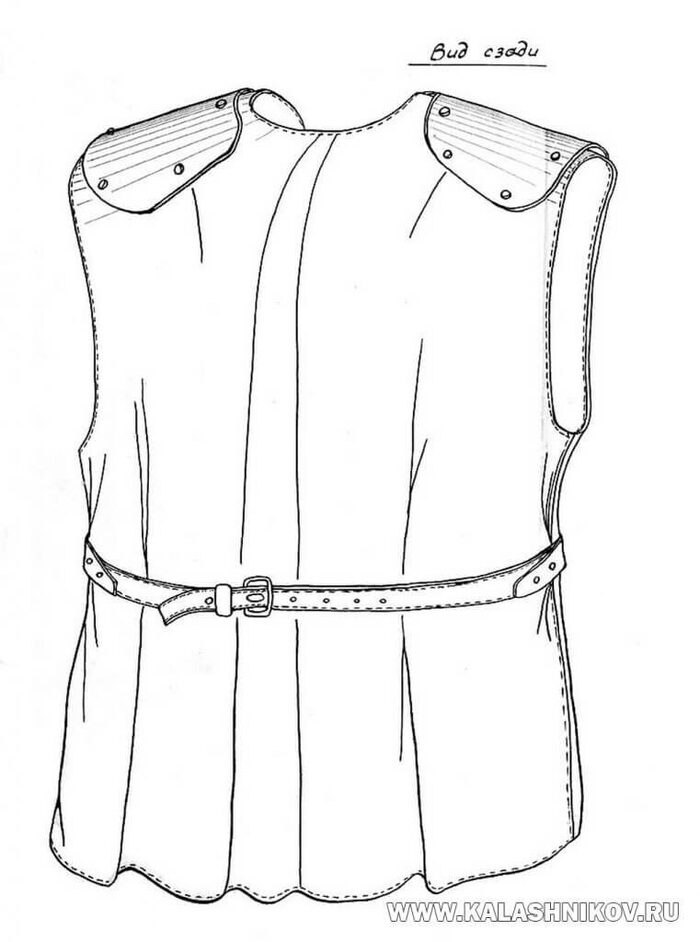
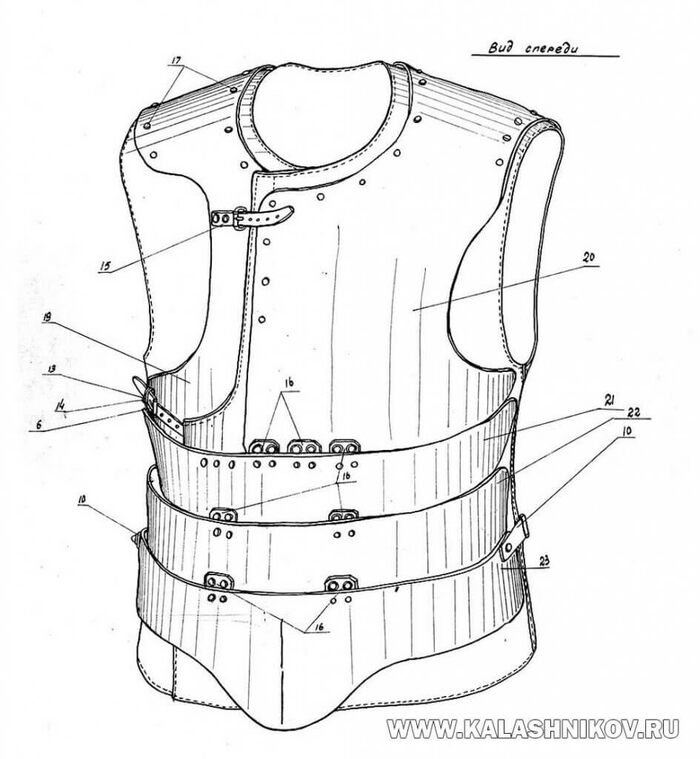
Чертёж ПЗ-ЗИФ-20. Вид спереди и сзади
После сборки щитки снаружи вторично покрывались слоем краски (пряжки, ремни и головки заклёпок расположенных на коже не закрашивались). После окраски поверхности деталей должны были иметь ровный матовый цвет (в требованиях особо отмечалось, что нанесение поверх краски лака недопустимо).
В общем, положительные результаты заводских и войсковых проб первых валовых партий защиты дали основание разведотделу штаба Ленфронта 21.04. 1943 г. выдать срочное внеочередное задание Ленинградскому научно-исследовательскому артиллерийскому полигону (АНИОП) на испытания ПЗ-ЗИФ-20. Завод № 7 смог передать на испытания панцири апрельской и майской партий №№ 6 и 7 (по два экземпляра с изготовленными из стали 25Н3 защитными пластинами твёрдостью HRc 46-50) только по готовности майской партии 13.05.1943 г. с указанием отступлений от проекта чертежа — материал куртки брезент заменён бязью, а ремни вместо пришивки поставлены на шток-кнопки. Акт отбора образцов для испытаний (впрочем, как и все последующие) был составлен комиссионно главным инженером В. М. Герстом, главным конструктором Н. П. Антоновым, начальником ОТК П. В. Егоровым и начальником цеха № 16 Н. В. Фелицыным.
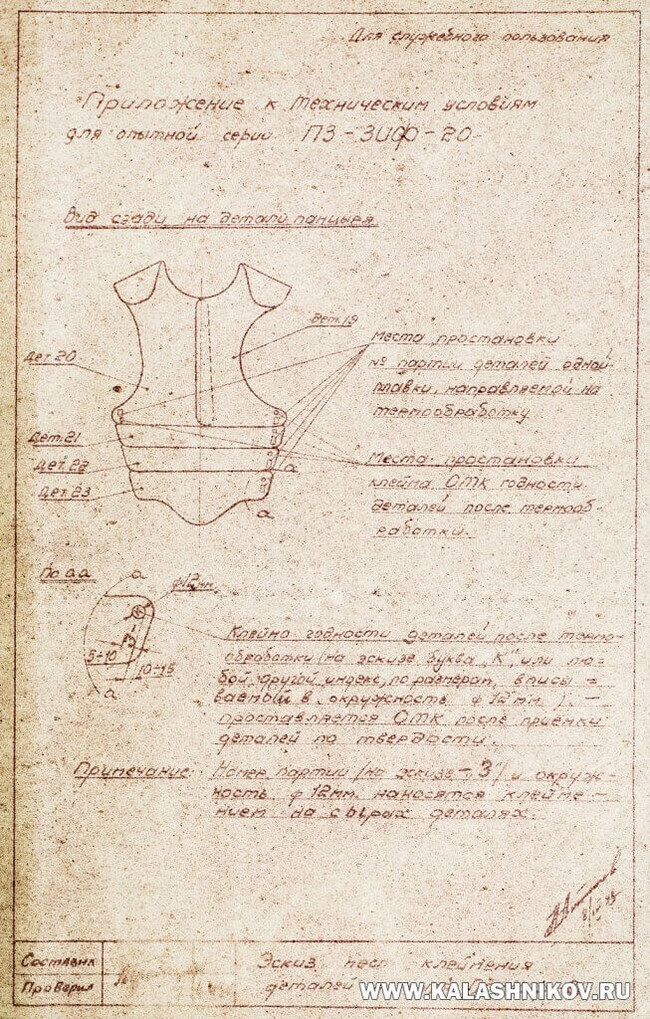
Схема клеймения ПЗ-ЗИФ-20 с комментариями
Уже в процессе испытаний 25.05.1943 г. дополнительно были поданы ещё по одному панцирю от обеих партий с припиской — просим дать соображения о желательности утолщения щитков с обоснованием рекомендуемой толщины как при марке стали 25Н3, так и при специальных щитовых марках. Испытания панцирей на полигоне были проведены период с 18.05 по 29 05.1943 г. при этом проверялась не только пулестойкость от огня пистолетов-пулемётов, но и удобство носки. Основным руководителем этих и всех последующих испытаний ПЗ-ЗИФ-20 стал инженер-испытатель 2 отдела полигона капитан Солнцев Александр Андреевич (участвовавший не только в испытаниях, но и в отработке чертежей и ТУ). Стрельбы производились по панцирю, надетому на брезентовый мешок плотно набитый обрезками войлока одиночным огнём и очередями.
Результаты испытаний показали следующее — стальной панцирь обеспечивает защиту (при попаданиях по нормали) от обстрела: из 9-мм пистолета-пулемёта МР-38 пулей со свинцовым сердечником с дистанции свыше 20 м, пулей со стальным сердечником свыше 115 м; из 7,62-мм пистолета-пулемёта ППД штатной пулей со свинцовым сердечником свыше 75 м. При этом отмечены случаи пробития панциря (на более близких дистанциях), но не пробития брезентового мешка за ним (или незначительное внедрение остатков пули в войлок). Это позволило сделать вывод о том, что даже при пробитии панциря тяжесть травмы должна быть незначительной. Маневренные качества были оценены как вполне удовлетворительные, «хотя при этом, разумеется, степень утомления выше, чем при прочих равных условиях без панциря». Особо было отмечено получение при испытаниях большого числа случаев рикошетирования пуль от отлогих частей щитков панциря (в значительной мере предохраняет от поражений боковых частей туловища), что при отсутствии защиты неизбежно привело бы к тяжёлым ранениям. Кроме этого было отмечено, что увеличение толщины панцирной защиты нежелательно из-за неизбежного увеличения веса. А вот снабдить панцирь подкладкой из войлока или иного лёгкого и достаточно прочного материала для амортизации от ударов пуль и предохранения от поражений осколками пуль было признано целесообразным.
ПЗ-ЗИФ-20 из коллекции ВИМАИВиВС. Фото Михаила Дегтярёва
На этом история испытаний не закончилась. Командующий Ленинградским фронтом генерал-лейтенант Л. А. Говоров принял решение о необходимости запуска ПЗ-ЗИФ-20 в массовое производство, однако посчитал его защитные свойства недостаточными. В соответствии с указаниями КомЛенфронта завод № 7 изготовил и 11.06.1943 г. представил на полигон два экземпляра модернизированного варианта панциря с толщиной щитков 2,5–2,6 мм вместо 1,8 мм, в связи с чем вес увеличился до 4,8–5 кг вместо 3,8 кг (в остальном они были изготовлены в соответствии с тем же проектом чертежа). Уже 18 июня результаты испытаний были доложены лично Говорову и командующему артиллерией Ленфронта генерал-лейтенанту Г. Ф. Одинцову.
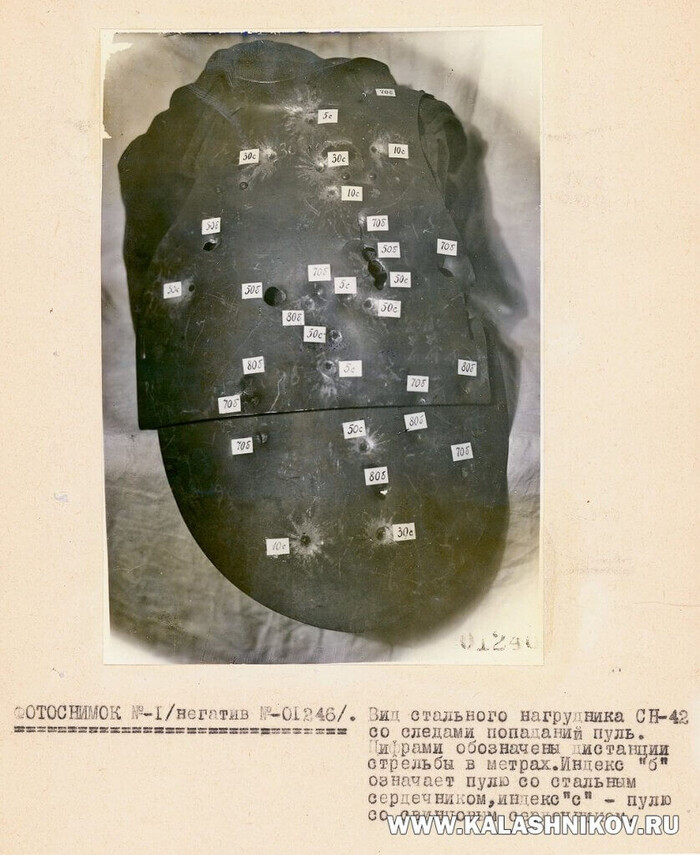
Вид стального нагрудника СН-42 со следами попаданий пуль. Цифрами обозначены дистанции стрельбы в метрах. Индекс «б» означает пулю со стальным сердечником, индекс «с»— пулю со свинцовым сердечником
Защитные свойства панциря существенно улучшились — 9-мм пули со стальным сердечником гарантированно не пробивали защиту уже с 25 м и более (на дистанциях 10–20 м образуются вмятины с более или менее значительными трещинами), а со свинцовым — с 5 м и более. ППД не пробивал панцирь с 15 м и более (на 10 м отмечены вмятины с трещинами). Дистанция защиты от огня оружия винтовочного калибра (7,92-мм лёгкая пуля) была оценена в 900–1100 м. Маневренные качества были признаны удовлетворительными — «...быстрой ходьбе, бегу и переползаниям панцирь не препятствует. Значительной разницы в степени утомляемости не замечено». Объяснено это было равномерным распределением массы панциря по телу бойца.
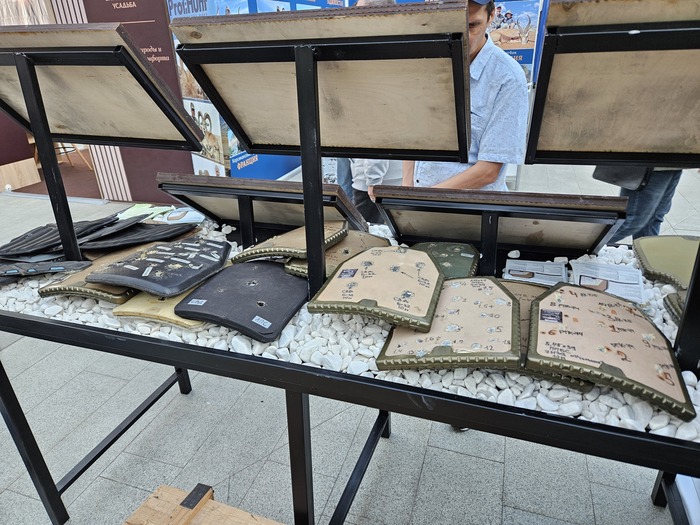
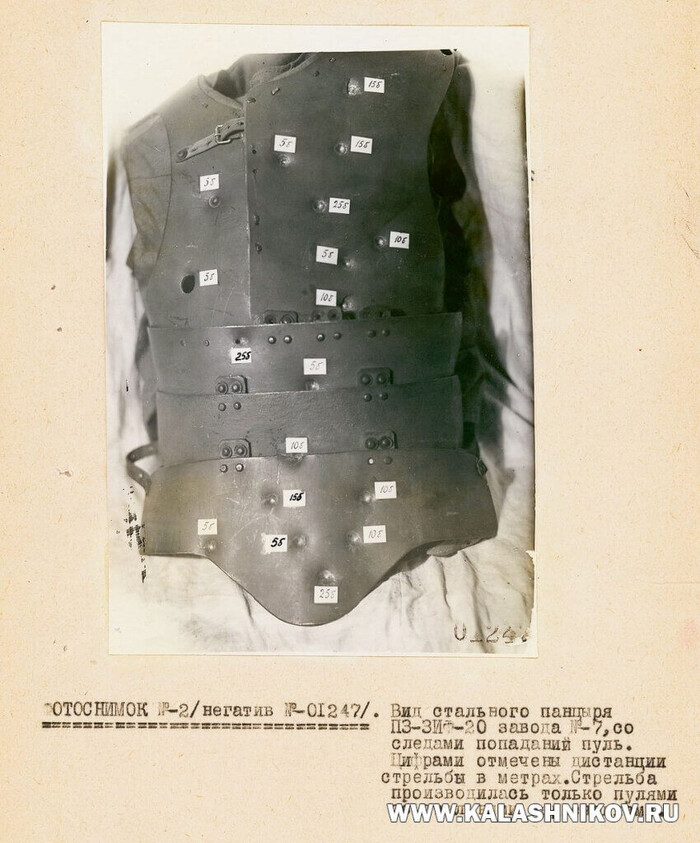
Вид стального панцыря ПЗ-ЗИФ-20 завода № 7, со следами попаданий пуль. Цифрами отмечены дистанции стрельбы в метрах. Стрельба производилась только пулями со стальными сердечниками
На основании полученных результатов АНИОПом и заводом № 7 были разработаны проекты чертежей и технических условий на изготовление и приёмку панцирной защиты ПЗ-ЗИФ-20, при этом с учётом имеющегося на заводе сортамента тонколистовой стали колебания в толщине панелей были допущены в пределах 2,2–2,6 мм при максимальном весе панциря 5 кг.
Казалось бы, что ещё, результаты отличные и можно разворачивать массовое производство (малосерийное продолжалось), ан нет. На дворе был уже не 1941 г., и даже не 1942 г., когда ради повышения боевых возможностей армии вполне допускались местнические решения о производстве вооружения, боеприпасов и т. д. К 1943 г. производство предметов снабжения армии допускалось только по утверждённой Главным заказывающим управлением документации. И тут возникла проблема в лице Главного артиллерийского управления Красной Армии, почему-то не воспринимавшего идею создания альтернативного защитного средства бойца несмотря на регулярно получаемые положительные результаты испытаний и всемерную поддержку перспективной разработки и командованием Ленфронта, и Ленгоркомом ВКП(б). По этому поводу примечательна записка зам. председателя арткома ГАУ КА: «СН-42 вполне защищает грудь и брюшную полость бойца от пуль пистолетов-пулемётов на всех дистанциях. Кроме того, СН-42 достаточно проверен в боевых условиях, имеет хорошую оценку ряда войсковых частей и в августе 1942 г. поставлен на валовое производство. Вследствие этого нет необходимости увеличивать толщину нагрудника до 2,6 мм и тем увеличивать его вес, как это сделано в панцире ПЗ-ЗИФ-20». Что тут сказать, нормальный ответ нормального чиновника, сидящего в уютном московском кабинете.
Чтобы убедить несговорчивое руководство в преимуществах нового защитного средства, командующий артиллерией Ленфронта организовал сравнительные испытания СН-42 (в документах названного почему-то «московским нагрудником», хотя в отчёте указан производитель «ЛМЗ» — судя по мастичному трафарету) и ПЗ-ЗИФ-20. По этому поводу примечательна его записка Уполномоченному ГАУ КА по г. Ленинграду начальнику АНИОП генерал-майору И. Н. Оглоблину от 9 сентября 1943 г. — «В связи с тем, что ГАУ КА разрешает размещать заказы на панцири только по техдокументации ГАУ КА, прошу разобрать вопрос об изготовлении панцирей по нашей документации заводом № 7. Окончательно испытать как наши, так и московские, и весь материал с Вашим заключением выслать мне». Генерал Оглоблин оказался ближе к нуждам Ленфронта, чем чиновники арткома, отклонившие предложение поприсутствовать на испытаниях (оно и понятно, кому по собственной воле охота ехать в командировку в голодный город, к тому же пересекая два раза блокадное кольцо с явным риском для жизни).
Вид с обратной стороны на конструкцию «классического» СН-42. Фото Михаила Дегтярёва
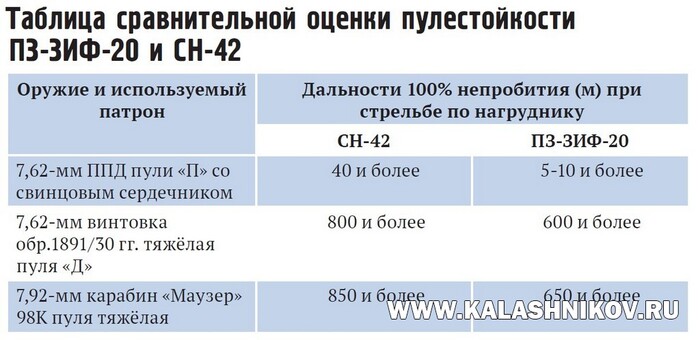
Сравнительные испытания СН-42 (толщина панелей 2,1 мм) и ПЗ-ЗИФ-20 (толщина панелей 2,6 мм) прошли на ленинградском полигоне 11 сентября 1943 г. Нагрудники СН-42 были получены из числа невостребованных войсками с артсклада № 75 (г. Ленинград). 13 сентября АНИОП представил зам. командующему артиллерией Ленфронта генерал-майору инт. сл. Голубеву развёрнутую справку со всей историей испытаний ПЗ-ЗИФ-20 и результатами его сравнения с СН-42. Причём, полученные обескураживающие результаты (по сути уличающие ГАУ КА в некоторой бесконтрольности) позволили не только «выбить» лимиты на материалы, но и финансирование затрат на производство панцирной защиты. Сравнительные результаты пулестойкости приведены в таблице.
Использование СН-42 в качестве щита для защиты отдельных частей тела. Фото Михаила Дегтярёва
Выводы по этим результатам гласили — «... содержащиеся в заключении 5-го отдела Арткома ГАУ за № 828999с от 17.07.43 г. сведения о том, что нагрудник СН-42 защищает от винтовочных пуль с дистанции 300 м, являются или преувеличенными, или поставленные нагрудники СН-42 изготовлены из материала, не отвечающего требованиям ТУ». По маневренным свойствам было дано специальное разъяснение — «... несмотря на повышенный вес, возможность навешивания панциря на оба плеча обеспечивает равномерное распределение нагрузки на корпус, в результате чего по своим эксплуатационным качествам панцирь практически не уступает нагруднику, в котором нагрузка сосредоточена на одном левом плече». В этой же справке также отмечалось, что завод № 7 практически готов к выпуску панцирной защиты малого и большого размеров (№ 1 и № 3).
При этих сравнительных испытаниях стрельб из трофейных пистолетов-пулемётов не предусматривалось, т.к. ТУ на серийное производство защитных средств не предполагало использование дефицитных трофейных боеприпасов. В конце концов штаб Ленфронта своим распоряжением от 16 октября 1943 г. (видимо для подкрепления полученных результатов пулестойкости ПЗ) поручил АНИОПу срочно восполнить этот пробел.
Использование СН-42 в качестве стрелкового щита (на грунте нижняя панель выполняет роль сошника). Фото Михаила Дегтярёва
Заключительные сравнительные испытания были проведены (!) 2 октября (видимо устное распоряжение поступило раньше, а на документальное его оформление потребовалось время). И тут чудес не случилось — «... при обстреле из немецкого автомата пулями со стальным сердечником панцирь обладает значительно большей пулестойкостью по сравнению с нагрудником, обеспечивая защиту от поражений с дистанции 15 м и более (для СН-42 80 м и более)».
5 ноября 1943 г. все отчётные материалы по этому вопросу были отправлены Председателю Арткома ГАУ КА генерал-лейтенанту Хохлову и официально был получен «карт бланш» на производство панцирной защиты ПЗ-ЗИФ-20 конструкции завода № 7 для нужд Ленинградского фронта (без принятия на снабжение всей Красной Армии). Выпускалась панцирная защита заводом № 7 вплоть до окончательного снятия блокады Ленинграда и использовалась войсками не только Ленинградского, Карельского и Волховского фронтов, но и (после их упразднения) вплоть до конца ВОВ.
После окончания боевых действий оставшиеся ПЗ-ЗИФ-20 (как и СН-42) были сданы на базы хранения. Последнее упоминание о панцире нашлось в отчётных документах Щуровского испытательного полигона по испытаниям 7,62-мм патронов с пулей ЛПС, проведённым в начале 50-х годов. Доставленные с артбазы нагрудники для определения пробивного действия пуль («сильно отличались по конструкции от СН-42 и имели пять защитных пластин») так и не были идентифицированы. То есть даже не все специалисты знали о существовании ПЗ-ЗИФ.
По оценкам запаса сырья на заводе № 7 (мощность производства была гораздо выше — до 300 шт. в сутки), за всё время производства было выпущено 50–60 тыс. шт. комплектов панцирной защиты.
А что же происходило всё это время с СН-42? Видимо, уже к маю 1943 г. СН-42 приобрёл «классическую» конструкцию — вместо отдельных петель для ремней подвеса нижней секции на верхней (грудной) секции появляется штампованная планка, к которой крепятся не только эти ремни, но и ременная ручка для переноски и проушина по типу дверной для установки на неё нижней секции (имеющей соответственную петлю, приклёпанную к ней двумя заклёпками) при транспортировке, использовании нагрудника в качестве щита для прикрытия отдельных частей тела и стрелкового щита, устанавливаемого на бруствер. Визуально эти нагрудники опознаются по дополнительной заклёпке по центру грудной секции, расположенной между четырьмя горизонтально расположенными заклёпками.
Остатки ПЗ-ЗИФ-20 найденной поисковиками на месте боёв по окончательному снятию блокады Ленинграда. Нагрудник был по-видимому брошен бойцом после захвата вражеского опорного пункта. Боевых повреждений не имеет. Фото Михаила Дегтярёва
В дальнейшем предпринимались попытки снизить довольно существенную трудоёмкость производства нагрудников путём введения в техпроцесс прогрессивного способа крепления деталей — контактной сварки, исключающей операции сверления панелей и клёпки. К панелям приваривались шплинты для крепления подбоя и обтяжки, планка, обе части петли и наплечник. Причём введение сварных соединений деталей происходило постепенно, пока совсем не исчезла операция сверления панелей. Однако к этому времени из органов снабжения армии в массовом порядке пошли рекламации — сварные соединения не выдерживают эксплуатационных нагрузок, что в совокупности с результатами контрольных обстрелов (при попадании пули в зону сварки соединение деталей нарушалось) стало основанием к возврату к старой технологии. В общей массе СН-42 таких нагрудников было выпущено сравнительно мало, и все они растворились в горниле войны.
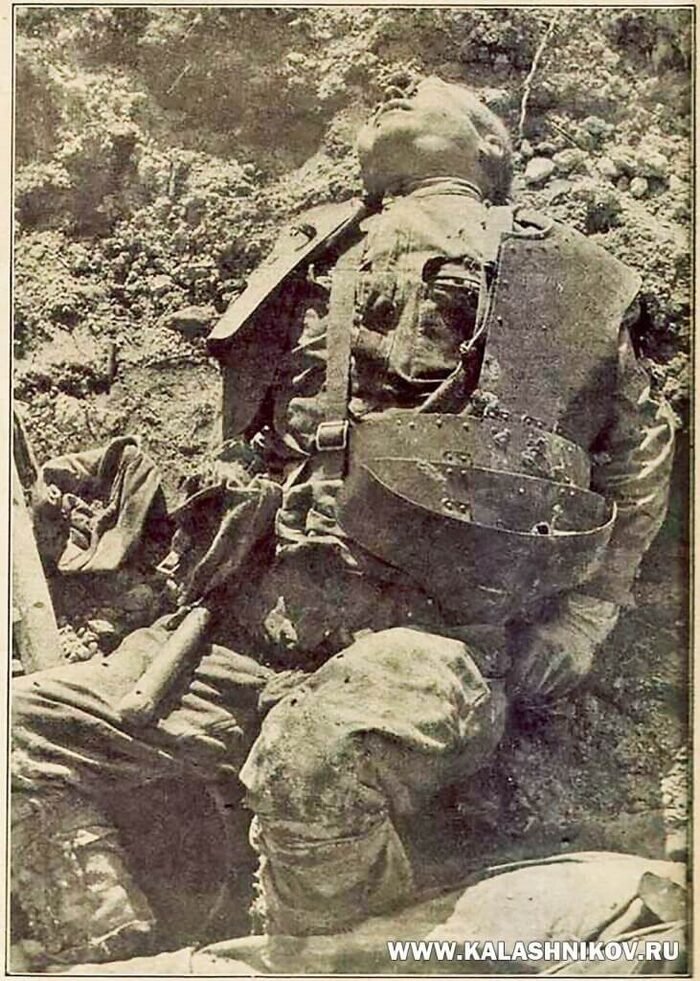
Фотоснимок из немецкой газеты «Берлинер иллюстрирте» 1943 г. Павший боец Красной Армии в ПЗ-ЗИФ-20 расстёгнутой, видимо, для изъятия документов
С середины 1944 г. была предпринята попытка модернизации СН-42 в целях повышения его пулестойкости и маневренных качеств. Пулестойкость была повышена увеличением толщины панелей до 2,6 мм (как у ПЗ-ЗИФ), а маневренные качества — трёхсекционной конструкцией такой же вертикальной компоновки. Изготовление опытных образцов и их предварительные испытания затянулись и к концу ВОВ они не поспели. В 1946 г. модернизированный СН-42 получил новое сокращённое наименование — СН-46 (не надо путать с принятием на снабжение, он так и остался в статусе опытного).
СН-46 (вид спереди)
А в 1947 г. его доработка была признана нецелесообразной из-за сменившихся тактических требований (пистолеты-пулемёты постепенно сходили со «сцены», уступая место новым более мощным «промежуточным» патронам), всё тех же пресловутых низких маневренных качеств и отсутствия защиты спины. На этом «эра» стальных нагрудников закончилась, наступало время бронежилетов. А СН-42 так и остался единственным штатным нагрудником Красной Армии, стоявшим на «запасном пути» ещё долгие годы.
История создания армейских стальных шлемов советского периода (в просторечии касок), несмотря на немногочисленность моделей (для пересчёта достаточно пальцев одной руки) и не столь большую отдалённость этих событий во времени, сплошь изобилует белыми пятнами, вызывая массу вопросов, ответы на которые, возможно, уже безвозвратно утеряны. Мы попытаемся исправить эту ситуацию.
Автор - научный редактор журнала «КАЛАШНИКОВ» Юрий Пономарёв
История создания стального шлема обр. 1968 г. (СШ-68) хоть и отдалена от современности всего несколькими десятилетиями, также описана далеко не полностью. Истоки самой идеи создания нового шлема таятся в начале 60-х годов прошлого века.
В советский период вопросу унификации вооружения и боеприпасов в рамках Варшавского договора уделялось неослабное внимание. С этой целью с периодичностью раз в десять лет организовывались сравнительные испытания стрелкового оружия и патронов изготовления тех стран, в которых они были поставлены на производство. Целью этих испытаний была сравнительная проверка безотказности, ресурса и взаимозаменяемости деталей, единства баллистических характеристик и специального действия пуль.
Во время проведения таких испытаний в 1962-63 гг. при определении пробивного действия пуль стрельбой по стальным шлемам была выявлена лучшая пулестойкость шлема М-56 производства ГДР (по сравнению с недавно принятым и состоящим на снабжении ВС СССР стальным шлемом обр. 1960 г. СШ-60 в среднем на 3-6%).
Солдаты армии ГДР в шлемах М56
Озаботившись этим обстоятельством, Генеральный штаб МО СССР в 1964 г. выдал указание Техническому комитету управления вещевого снабжения МО об открытии научно-исследовательской работы по исследованию создания нового стального шлема с повышенными на 10% защитными свойствами по сравнению с таковыми у СШ-60.
В 1965 г. техническим комитетом управления вещевого снабжения МО были сформулированы требования к новому шлему и выдано задание на его разработку волгоградскому Государственному ордена Ленина и ордена Трудового Красного Знамени металлургическому заводу «Красный Октябрь» министерства чёрной металлургии («ЗКО», предприятие п/я А-7653).
На снимках хорошо видна разница в форме купола шлемов СШ-60 (СССР) и M-56 (ГДР)
С самого начала работ было ясно, что достижение требуемых защитных характеристик нового шлема только за счёт разработки новой формы купола достичь не удастся. По этой причине к работам был привлечён Ленинградский НИИ-13 (предприятие п/я Р-6762, после 1965 г.
Центральный научно-исследовательский институт материалов — ЦНИИМ) с целью исследования возможности разработки новой броневой стали с улучшенными характеристиками. Кстати, редакция журнала «Калашников» до 2014 года располагалась в ЦНИИМ. На «ЗКО» разработку нового шлема поручили рабочей группе в составе Белькова Д.Г., Светлакова А.А., Воронкова Л.И., Широких П.И., Копылова В.И., Мастерова А.П. и Люсева А.А и к концу 1966 г. окончательный вариант нового шлема был практически готов. Новый шлем сохранил штатный подшлемник и подбородочный ремешок конструкции Д. Г. Белькова от шлема СШ-60.
Неизменным остался и способ их крепления к куполу. Форма купола претерпела значительные изменения. Наклон лобовой части стал практически подобен таковому шлема М-56 Национальной народной армии ГДР. В тыльной части угол наклона поверхности купола к вертикали принят промежуточным, больше чем у СШ-60 (для увеличения пулестойкости и провокации рикошетов), но меньше, чем у М-56 (для улучшения эксплуатационных свойств, уменьшения массы и увеличения площади защиты). Для увеличения жёсткости купола была увеличена отбортовка краёв купола не только по сравнению с М-56, но и с СШ-60.
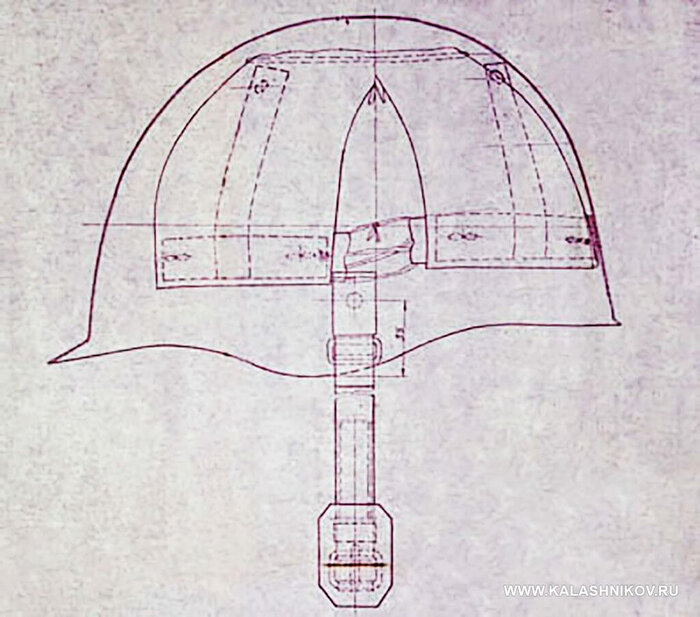
Сборочный чертёж стального шлема СШ-60
За счёт этих мероприятий новый опытный шлем, получивший сокращённое условное наименование СШ-С, стал длиннее штатного СШ-60 примерно на 8 мм и шире примерно на 10 мм (для второго роста), а по сравнению с М-56 на 18 мм короче и на 5 мм уже. Успешно поработало и НИИ-13, создав новую броневую сталь марки 38ХСЗНМФА (условное заводское обозначение К-1), взамен штатной стали марки 36СГНА (условное заводское обозначение И-1).
К февралю 1967 г. была оформлена конструкторская документация на опытный шлем СШ-С: проекты ТУ и чертежей, обработан техпроцесс изготовления купола. Предварительные испытания, проведённые на «3КО» порадовали результатом: «новая форма шлема увеличивает его пулестойкость в среднем на 4-8%, а применение опытной стали марки К-1 — ещё примерно на 5%».
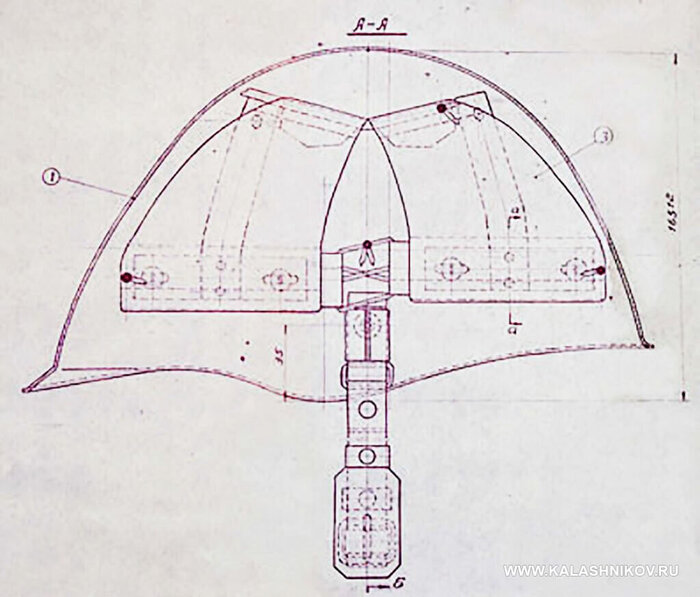
Сборочный чертёж стального шлема СШ-68
Получив отчёт со столь обнадёживающими результатами, технический комитет УВС МО обратился в Главное ракетно-артиллерийское управление с заявкой на проведение полигонных испытаний в специализированной организации. В качестве такой организации был определён ленинградский научно-исследовательский испытательный полигон «Ржевка», отдел испытаний стрелкового оружия и средств ближнего боя я возглавлял до увольнения в запас в 2009 г.
Конструкция подтулейного устройства СШ-60 и СШ-68 одинакова
К сентябрю 1967 г. была отработана и согласована со всеми соискателями ОКР программа испытаний, изготовлены и отправлены в адрес полигона шлемы второго роста: СШ-С (90 шт. из стали К-1 и 90 шт. из стали И-1) и СШ-60 (90 шт. из стали К-1 и 90 шт. из стали И-1). Сталь марки К-1 была плавки № 117433, а И-1-№ 117447.
Испытания шлемов проводились по программе и методике, согласованным и утверждённым в сентябре-октябре 1967 г. начальником УВС МО, главным инженером «ЗКО» и командиром полигона. Перед началом испытаний с целью уточнения методики было проведено техническое совещание, в котором приняли участие член техкома УВС МО Широких П.И., инженер военной приёмки № 2855 при «ЗКО» Копылов В.И., начальник участка «ЗКО» Бельков Д.Г., инженер ЦНИИМ Куликов Е.А. и представители полигона Шерешевский М.С. и Окатов А.Н.
Солдаты Советской Армии в шлемах СШ-68
В результате были приняты конструкция и размеры манекена (болванки), соответствующие размерам и форме головы второго роста и определено «тактическое» положение шлема (как наиболее типичное для боевых действий) с опорой передней части купола козырьком на плоскость.
История и особенности самого массового бронежилета Советской Армии 6Б5
Как известно, самые быстрые темпы развития вооружения наблюдаются во время войны. В это время все людские, промышленные и научные ресурсы любого государства задействуются наиболее полно. Именно тогда и появляются новые виды оружия, разрабатываются прорывные образцы техники и, что достаточно логично, совершенствуются средства защиты. Так, всплеском развития советского «бронежилетостроения» стали события в Афганистане 1979–1989 годов. Вспомним некоторые исторические факты.
Общий вид БЖ инд. 6Б5 и несколько вариантов (из существующих) расцветок чехлов
Автор - Олег Фаустов, Иван Николаев. Материал опубликован в журнале «КАЛАШНИКОВ»
Начнём с того, что в СССР первый армейский бронежилет 6Б1 был разработан в 1954 году специалистами Всесоюзного института авиационных материалов (ВИАМ). В 1957 году он был принят на снабжение Вооружённых Сил. 6Б1 — это самый первый отечественный бронежилет, бронеэлементы которого перекрывали друг друга по типу «рыбьей чешуи», что, в отличие используемых ранее нагрудников и панцирей, позволяло частично сохранить его гибкость.
По разным данным всего этих бронежилетов было изготовлено от 1,5 до 3 тысяч штук. А потом их производство было решено прекратить, а возобновлять только в случае наступления «особого периода».
В начале войны в Афганистане некоторые подразделения 40-й армии были экипированы именно в эти бронежилеты, выданные с баз и складов. Массовое производство БЖ 6Б1 было решено не организовывать, обосновывая это тем, что он морально устарел и не отвечает современным требованиям.
10 февраля 1980 года в ЦК КПСС состоялось совещание по вопросу оснащения ограниченного контингента советских войск в Афганистане средствами защиты. На это совещание были приглашены военные специалисты, разработчики и производители бронежилетов. С этого момента развитие средств индивидуальной бронезащиты (СИБ) советских военнослужащих началось семимильными шагами.
К работам подключились предприятия и научные организации всего Советского Союза: Всесоюзный научно-исследовательский институт стали, Всесоюзный Научно-исследовательский институт твёрдых сплавов, Институт проблем материаловедения Академии наук Белорусской СССР, Институт сверхтвёрдых материалов Академии Наук Украинской СССР, Белорусский физико-технический институт Академии Наук Белорусской СССР, Светловодский комбинат твёрдых сплавов и тугоплавких материалов, Центральный Научно-исследовательский институт ортопедии и травматологии им. Н. Н. Приорова.
Большой вклад внесли и военные специалисты из ВНИИ-3, в/ч 33491 (знаменитый полигон «Ржевка»), Военно-медицинской академии им. С.М. Кирова, Главного ракетно-артиллерийского управления, Главного военно-медицинского управления, Центрального вещевого управления и др.
Координация всех разработок была возложена на «ВНИИ Стали», который Постановлением ЦК КПСС и СМ СССР № 250–98 от 25.03.1983 г. был определён головной организацией по «Проблеме создания и освоения в производстве средств индивидуальной бронезащиты и специальных бронематериалов для них».
Варианты маркировки БЖ 6Б5. 6Б5–... — наименование модификации; ХХ или Х — кодовое обозначение завода-изготовителя; ХХ или ХХХ — номер партии; ХХ — номер бронежилета в этой партии; ХХ — месяц; ХХ — последние две цифры года изготовления; 1 или 2 — типоразмер БЖ
В результате совместных усилий сначала появились на свет бронежилеты 6Б2, в конструкции которых впервые были применены защитные экраны из арамидной ткани ТСВМ-ДЖ и бронеэлементы из титанового сплава ВТ-14. Затем были разработаны первые «противопульные» бронежилеты (БЖ) серии 6Б3, на внешних чехлах которых впервые были размещены карманы для магазинов к автомату (в самых ранних БЖ серии 6Б3 — 6Б3Т, были карманы под 15-зарядные обоймы), ручных гранат и другого имущества.
В конструкции «тройки», как ласково называли бойцы БЖ 6Б3, применялись бронеэлементы из титанового сплава ВТ-23 толщиной 6,5 мм, которые не пробивались с дальности 10 м из 7,62-мм автоматов Калашникова при использовании патронов с пулями, имеющими стальные нетермоупрочненные сердечники. Однако при попадании пули со свинцовым сердечником при обстреле с малой дальности (до 80 м) из американской винтовки М16А1 часто наблюдалось пробитие такого бронежилета.
В конструкции БЖ серии 6Б4 впервые были использованы керамические бронеэлементы чертежа АДУ 14.20.000 из карбида бора, которые уверенно «держали» высокоскоростные пули с мягким сердечником.
Завершающим штрихом в ряду советских БЖ является серия бронежилетов 6Б5. Эта серия была создана «ВНИИ Стали» в 1985 году после проведения НИР и ОКР (шифр «Улей») по определению стандартизированных типовых СИБ. Эта серия БЖ базировалась на уже разработанных и находящихся в эксплуатации жилетах и включала 19 модификаций, отличающихся уровнем защиты, площадью, назначением. Отличительным признаком этой серии является модульный принцип построения защиты: то есть каждая последующая модель в серии могла быть сформирована из унифицированных защитных узлов. В качестве последних предусматривались модули на основе тканевых структур, титана, керамики и стали.
Спецназ в жилетах серии 6Б3 у Белого дома осенью 1993 г.
Специалисты «ВНИИ Стали» приняли решение учесть все достоинства ранее разработанных БЖ в одном изделии. В творческий коллектив вошли самые опытные сотрудники прославленного института, которые уже успели принять участие в разработках средств индивидуальной бронезащиты (СИБ): Дмитрий Константинович Швайков, Борис Дмитриевич Чухин, Владимир Климентьевич Казакевич, Юрий Юрьевич Лебедев, Надежда Александровна Храмова, Элеонора Николаевна Петрова, Виктор Петрович Яньков, Юрий Иосифович Белкин, Ольга Борисовна Дашевская, Надежда Михайловна Гришина, Александр Паруйрович Матевосьян, Александр Александрович Малкин, Владимир Павлович Толкачев, Юрий Германович Ивлиев. Самое активное участие в разработке БЖ Ж-86 принимали сотрудницы Центрального НИИ Швейной промышленности (ЦНИИШП) Вера Александровна Фукина и Алла Александровна Полегенькая.
Внешний вид бронеэлементов АДУ 14.20.00.000 (карбид бора 13 мм), АДУ 605Т-83 (титан 6,5 мм) и АДУ-605–80 (титан 1,25 мм)
Была разработана конструкция внешних чехлов, которая позволяла в зависимости от решаемых задач и исполнения бронежилета использовать различные бронеэлементы: стальные, титановые, керамические. Приказом Министра Обороны СССР № 217 от 29 сентября 1986 г. унифицированные общевойсковые бронежилеты, разработанные в результате выполнения ОКР шифр «Улей», в девяти модификациях были приняты на снабжение Советской Армии и Военно-Морского Флота.
Российские воеенослужащие в жилетах серии 6Б5 в Чечне.
Интересно не только то, что приказ был подписан первым заместителем Министра Обороны Маршалом Советского Союза С. Ахромеевым, но и то, что обозначение новых БЖ в нём было произведено заводскими индексами — от Ж-86–1, до Ж-86–9 (впоследствии при передаче функции генерального заказчика от ЦВУ к ГРАУ БЖ получили индексы ГРАУ — от 6Б5–11, до 6Б5–19). Кстати, во всё время производства БЖ серии 6Б5 они были нераздельны. Так ТО и ИЭ на всю линейку БЖ в обязательном порядке содержит оба индекса — «…жилет с комбинированной защитой Ж-86-… (изделие 6Б5-…)».
Бронежилет серии 6Б5 представлял собой две секции — грудную (далее ГС) и спинную (далее СС), которые соединялись в области плеч пользователя при помощи текстильных застёжек и плечевых ремней с одношпеньковыми пряжками (по одному на каждом плече), а в области пояса — двумя боковыми частями спинной секции и поясным ремнём с одношпеньковой пряжкой.
При застёгивании и подгонке по комплекции части пояса заводились в разрезы, оборудованные на боках чехла грудной секции (ГС), а затем крепились между собой и к монтажной плате ГС при помощи текстильных застёжек. Для дополнительной фиксации БЖ на теле пользователя поверх боковых частей застёгивался поясной ремень. Стоит отметить, что, как правило, он шёл в комплекте лишь с «тяжёлыми вариантами комплектации» бронежилетов 6Б5–13, 6Б5–14 и 6Б5–15.
С внешней стороны чехла ГС в области плеч пришиты два упорных валика (по одному с каждой стороны), предназначенные для улучшения упора приклада в плечо при прицеливании из образцов стрелкового оружия. Кроме того, на чехле ГС в области пояса пользователя располагались четыре несъёмных накладных кармана (подсумка под магазины). Стоит отметить, что их конструкция позволяла переносить как стандартные 30-местные магазины к автомату (АК, АКМ АК74), так и магазины увеличенной вместимости для ручных пулемётов (РПК, РПК74). Горловина каждого кармана была оборудована клапаном с текстильной застёжкой для исключения выпадения магазинов.
На чехле спинной секции в области плеч пришиты два валика, предназначенных для исключения соскальзывания лямок носимого снаряжения. Также на чехле СС в районе пояса, располагались две шлёвки, предназначенные для фиксации поясного ремня и четыре подсумка под ручные гранаты типа РГД-5 и Ф-1.
Варианты исполнения монтажных плат БЖ 6Б5
В верхней части внешнего чехла каждой секции БЖ пришит защитный воротник, состоящий из трёх секций: две секции пришиты к ГС, а одна — к СС.
Первоначально чехлы БЖ серии 6Б5 изготавливались из капроновой ткани арт. 56007кр зелёного цвета различных оттенков. С 1990 года, чехлы начали изготавливать из хлопчатобумажной саржи арт. 3221, в том числе и в различных камуфлированных расцветках. Маркировались БЖ нанесением клейм с обратной стороны чехлов грудной и спинной секций.
Составные части БЖ маркировались практически также, отсутствовало только кодовое обозначение завода-изготовителя. Рядом с клеймами наносили штамп ОТК и клеймо военной приёмки.
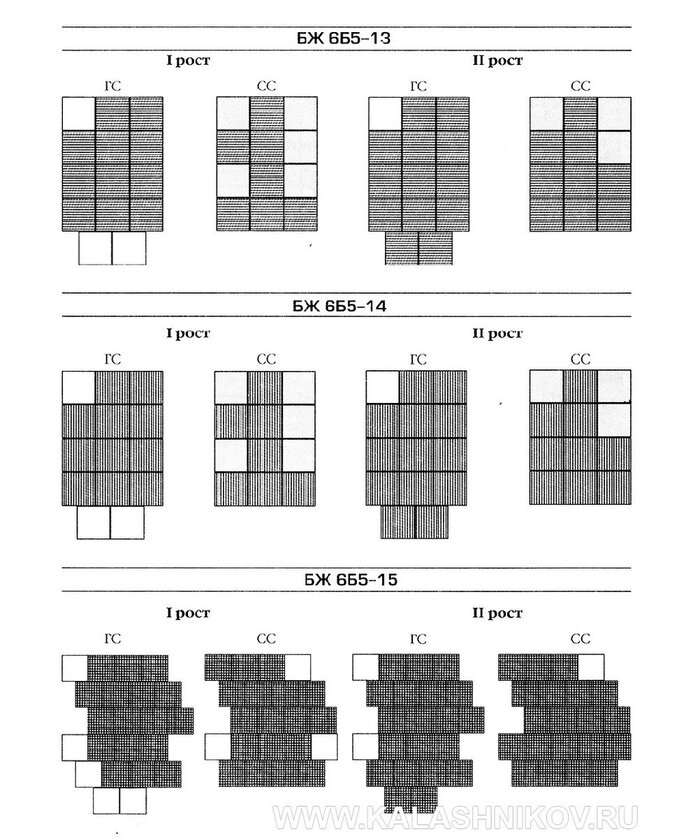
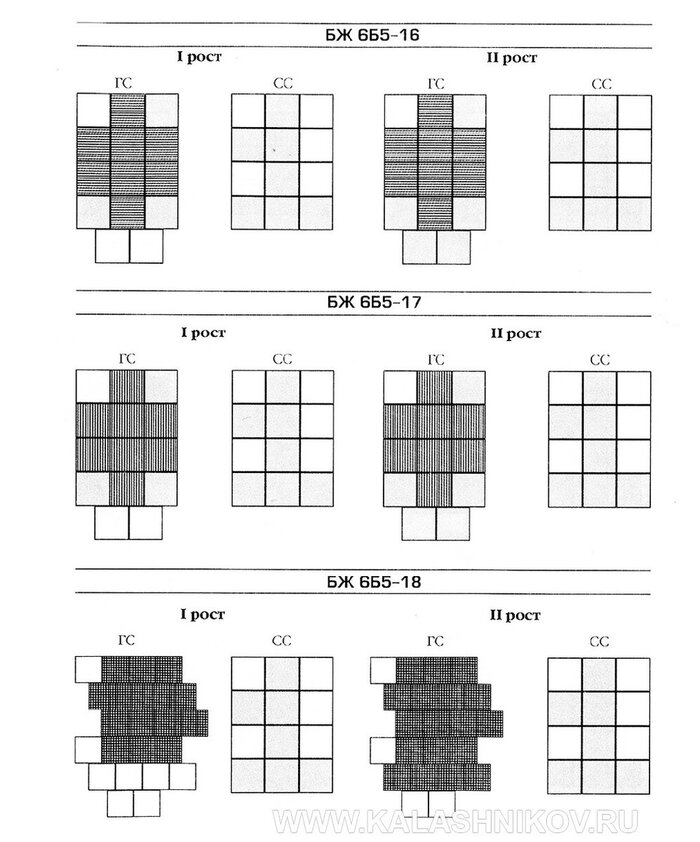
Защитная композиция бронежилета 6Б5 традиционна для советских СИБ того времени — все бронеэлементы расположены в карманах двух монтажных плат (грудной и спинной), каждая из которых крепится с внутренней стороны к чехлу ГС или СС при помощи четырёх пуговиц и двух карабинов.
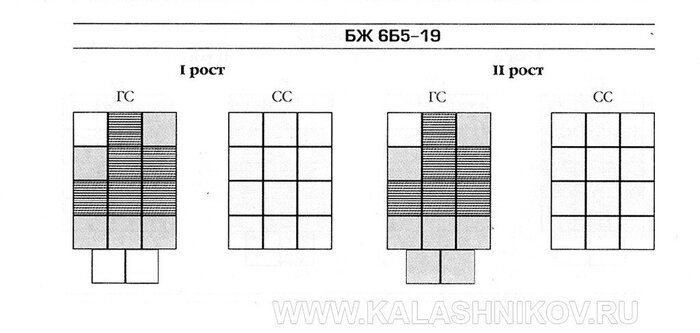
Карманы на монтажных платах (далее — МП) нашиты в один слой с небольшим (10–15 мм) нахлёстом друг на друга, что позволяет сохранить относительную «мягкость» (гибкость) БЖ. На монтажной плате грудной секции размещается шесть рядов по четыре кармана в каждом, а на спинной — пять рядов. Нижний ряд карманов МП грудной секции имеет всего два кармана. Заполнение карманов бронеэлементами зависело от модели БЖ. Например, комплектация БЖ 6Б5 вообще не предусматривала размещение бронеэлементов, а БЖ 6Б5–15 (в зависимости от размера) имел 35 или 40 шт. «керамических» АДУ .14.20.000. Стоит отметить, что бронежилеты серии 6Б5 выпускались только двух размеров, которые отличались лишь количеством бронеэлементов, размещаемых в монтажных платах. Всего в процессе выполнения ОКР «Улей» было разработано 19 модификаций БЖ. Но на снабжение были приняты лишь девять. При сравнении 6Б5–4 и 6Б5–15 можно увидеть, что количество и тип бронеэлементов одни и те же. Отличие было в чехлах: те БЖ, у которых в обозначении была одна цифра после индекса, не имели карманов для размещения элементов боевой экипировки (предназначались для ношения вместе с РПС обр. 1957 г.). От такого варианта позже отказались и в серию пошли БЖ 6Б5 с карманами на внешнем чехле.
За монтажной платой каждой секции БЖ располагается защитный экран, изготовленный из 30 слоёв ткани ТСВМ-ДЖ. Часто её называют аналогом американской ткани Kevlar, что не совсем верно. Обе они являются арамидными, так как изготовлены из арамидных волокон, но, имея близкие физико-механические характеристики, отличаются по своему составу. Следует отметить, что защитные свойства таких тканей при воздействии влаги несколько ухудшаются.
Экран грудной и спинной секций из 30 слоёв ткани ТСВМ-ДЖ арт 56319
На момент создания БЖ 6Б5 не была отработана технология водоотталкивающей отделки арамидных тканей и для исключения снижения защитных свойств при намокании в комплект поставки каждого бронежилета входили 2 влагостойких чехла на защитные экраны (по одному на экран грудной и спинной секций). Такие чехлы изготавливались из ткани «Рустам» с водоотталкивающей отделкой. Каждый чехол по всей ширине в верхней части имел разрез, оборудованный текстильной застёжкой, и две петли, в которые вставлялись пуговицы, пришитые к защитному экрану. Именно этими пуговицами защитные экраны крепились внутри внешних чехлов ГС и СС.
При поставке в войска каждый БЖ 6Б5 комплектовался ЗИП, в который входили: лоскут ткани внешнего чехла, запасные бронеэлементы и запасные пуговицы. Бронежилет укладывался в специальную брезентовую сумку для хранения и переноски. Туда же помещались и паспорт на изделие (оно же руководство по эксплуатации), а также спецремень для «тяжёлых» модификаций (6Б5–13, 6Б5–14, 6Б5–15).
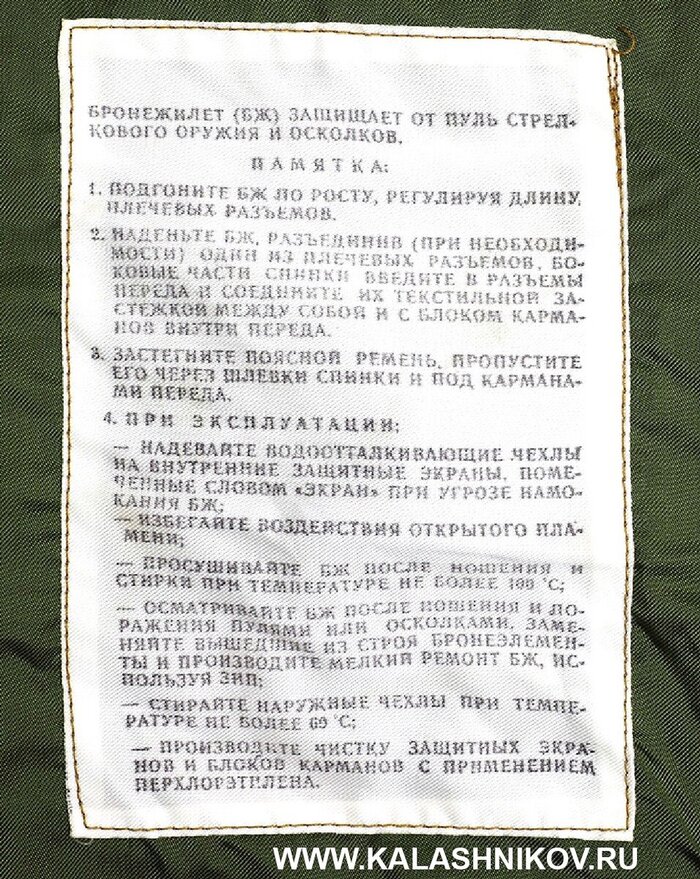
Руководство пользователя на внутренней стороне грудной секции
Следует отдельно сказать о достоинствах и недостатках бронежилетов 6Б5.
Как достоинство пользователи отмечали удобство движений при надетых БЖ. Сравнительно небольшое сковывающее действие при наклонах объяснялось его «полужёсткой» конструкцией — небольшие бронеэлементы располагались по «типу рыбьей чешуи» частично перекрывая друг друга и создавая достаточно большую площадь защиты со стороны груди и спины. Однако такая конструкция обусловила и ряд недостатков, в частности большую массу. Противопульные БЖ (6Б5–13, 6Б5–14, 6Б5–15) весили по 12–13 кг. Кроме того, расположение бронеэлементов «с перекрытием» приводило к возможности проявления эффекта «подныривания» пуль и осколков.
Отдельно стоит рассмотреть такую защитную характеристику БЖ 6Б5, как способность снижать степень тяжести заброневой локальной контузионной травмы (ЗЛКТ) при его непробитии. Как указывалось ранее, специальных элементов, предназначенных для этого, в конструкции бронежилета не предусматривалось. Зачастую при обстреле с небольших дальностей, пользователь получал переломы рёбер или повреждения внутренних органов даже если пробития БЖ не происходило. Не всех пользователей устраивало и отсутствие защиты с боков, и неудобное расположение карманов на спинной секции. Кто пытался извлечь гранаты из них (особенно при намокании чехла, а про обмерзание и говорить нечего) меня поймёт.
Варианты исполнения влагозащитных чехлов
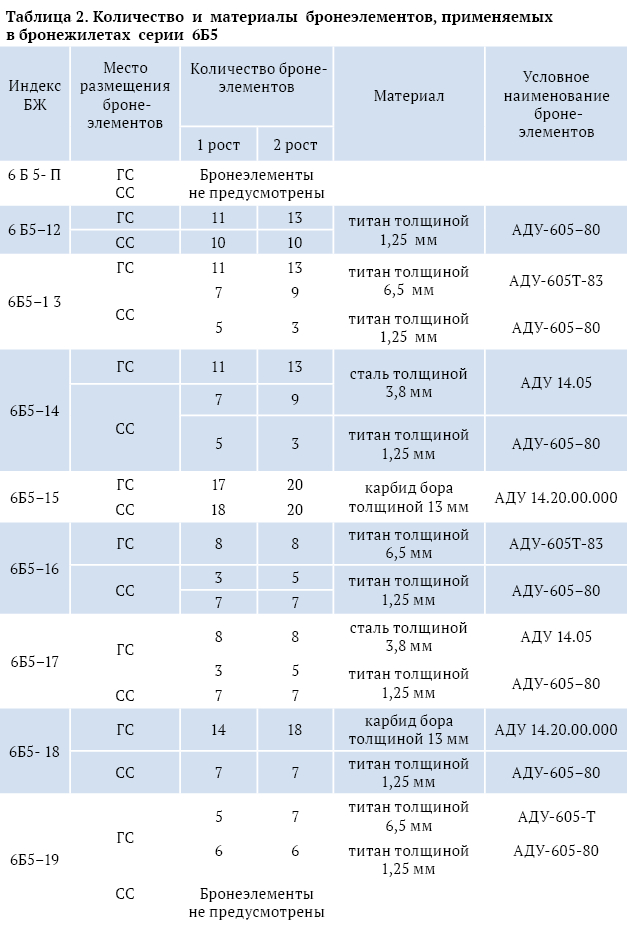
Основные тактико-технические характеристики БЖ серии 6Б5 представлены в таблице 1, а сведения об их комплектации бронеэлементами — в таблице 2.
Боевым крещением бронежилета стала война в Афганистане, где он «засветился» чуть ли не перед самым её окончанием — в 1988–1989 годах. Далее последовали конфликты на постсоветском пространстве: Приднестровье, Карабах, Грузия, Абхазия, Осетия. И, наконец, Первая и Вторая Чеченские кампании, где наряду с БЖ 6Б3ТМ-01, 6Б5 оставался самым массовым в Вооружённых Силах России. Также эти БЖ были в составе миротворческих контингентов России и Украины в Косово.
БЖ серии 6Б5 были официально сняты со снабжения армии Приказом МО РФ № 370 от 14 июля 2000 года в связи с заменой на более современные типы отечественных бронежилетов (6Б11, 6Б12 и 6Б13), правда с оговоркой — «до их полной замены». Несколько позже, «НИИ Стали» предпринял попытку «реинкарнации» БЖ 6Б5 видимо опираясь на неиспользованный запас.
Модернизация подразумевала полную экспертизу защиты с доведением её до заданного уровня, дополнительное оснащение «транспортной» системой и климатическим подпором. При этом предлагалось три модификации 6Б5М-11, 6Б5М-12 и 6Б5М-13 массой 6,5 кг, 9,5 кг и 12–12,5 кг. К сожалению, результат этой попытки нам неизвестен...