
Мне кажется уже актуально1
А уже пора мемы на 2026? Технологии надо актуализировать. И разведаем, и если что, того...
Показать полностью
1
А уже пора мемы на 2026? Технологии надо актуализировать. И разведаем, и если что, того...
Не реклама. Вылезло на Озоне. Вот эта вот наклейка теперь везде будет, да? В каждой щели и из каждого утюга? Больные на голову люди, не имеющие ничего общего с религией - вы зачем это лепите куда попало? Вы зачем провоцируете вражду своими навязываемыми условностями? Просто какое-то извращение.
Хочу написать о курсе по созданию комплексных сцен в Blender "Избушка" от Андрея Соколова. Я его совсем недавно закончил проходить и впечатления просто офигительные. Это не реклама, Андрей мне не платил (скорее я ему на бусте). Сам курс бесплатный и состоит их 86 видеоуроков длительностью от 15 минут до 2 часов. Охватывается материал: организация проекта, моделирование, создание и запекание текстур, ассеты, ретопология, волосы, риггинг и анимация, оптимизация сцены, композитинг, частицы, эффекты, свет, камера, исправление ошибок и т.д.
В конце у вас получиться ролик на 12-14 секунд которым вполне можно гордится.))
Что отличает этот курс от других:
автор не дает готовых советов типа "делаем так-получаем так", курс идет вживую и если автор ошибся/затупил/не так сделал, это видно, объясняется что не так, как исправить, как было бы правильно.
курс дает знания именно по комплексной сцене, все модели связаны, они действуют по единому сценарию - трава и деревья чуть шевелятся, свет и тень меняет рисунок на земле, из под ног зайца вылетает трава, у избушки при вставании сыпется земля и т.д.
много приемов анимации, эффектов, моделирования, взаимодействий.
много уделяется созданию разнообразных текстур, как готовых PBR, так и при помощи математики.
в процессе курса вы поймете как делаются подобные вещи даже если просто его просмотрите, не создавая свою избушку
и да, вы можете и сделаете свою версию избушки, совсем не обязательно похожую на оригинал. А точнее совсем не похожую.
В общем и целом, очень советую пройти его. После пончиков, домиков, топориков, шаманов(они дают основы, но не дают это комплексно) это просто какое-то сокровище для начинающих.
А вот моя версия ролика. Там безусловно много ошибок и недоработок, но это ролик для учебы, а не коммерческий.
При нажатии слева от поста, на последнем посте страницы переход на следующую не происходит. Вместо этого перемещается к верхнему посту текущей страницы.
Приветствую.
Сегодня пройдемся по фотополимерной печати ибо у предыдущего поста было много вопросов по этой теме. Кратко о принтерах, смолах и прочем:
Самые распространенные смолы, это на длине волне 395-405 нм (прозрачная 395-410 нм). С ними работают все домашние принтеры. НО... у каждого принтера длина волны "плавает" и имеет небольшой разброс диапазона. Поэтому если у вашего друга хорошо печатает при 2,2 сек на слой, то у вас может быть и 3 сек. Это как пример. SLA, dlp, LCD - отличаются только методом засветки. По сути при выборе принтера нужно смотреть лишь на разрешение принтера, чем больше, тем качественнее будет отпечаток. Но и цена принтера больше. И отсюда же получается, что с какой-то смолой определенная модель принтера работает лучше, с какой-то хуже. Размер печатной области тоже имеет значение, т.к. в большей можно разместить много деталей. А так как время печати при этой технологии зависит только от высоты самой высокой модели, большая площадь будет выгоднее.
Если хотите просто попробовать печать(не у каждого заходит, есть такое) берите принтеры от Elegoo и Anycubic. Мне например достаточно Anycubic Foton Mono и смол от них же. Примерная стоимость для домашнего на сегодня до 45 тыс р. Все что выше - устройства профессионального уровня, стоит дважды подумать, нужны ли они вам дома.
О смоле - выбор сейчас шире, чем пару лет назад, но очень сильно различаются по цене. Если от Эникубика можно взять по 2-3 тыс за литр, то от Хардлабс цена увеличивается вдвое как минимум. Качество, смотрите выше про принтеры, лучше уточнить, на каком принтере такая смола показывает лучшие результаты.
Смола различается по применению: моделирование, стоматология, ювелирная, выжигаемая, промышленная и др. Соответственно и принтер лучше подбирать под предполагающуюся нишу.
Любую модель после печати нужно мыть. Обычно моют в изопропиловом спирте. (есть водорастворимая смола, но говорят она не очень) В перчатках. Лучше даже в респираторе(причем не бумажном, а резиновом, с угольными фильтрами.) В проветриваемом помещении. Некоторые используют ультразвуковые ванны для вымывания остатков смолы из труднодоступных мест. Оптимально будет купить специальную моечную машину, которая совмещает в себе еще и засветку. Да, стоит иногда почти как принтер, но уверяю, минимизация контактов с весьма вонючим спиртом стоит того. Как и засвет модели с поворотным столом и точным временем. Скажем для белой и прозрачной смолы это важно, т.к. при пересвете она желтеет. Правда у меня у пересвеченной прозрачной фигурки со временем желтизна ушла. Через 2 месяца примерно. Не знаю, химия наверно какая-то.Спирт кстати не надо выливать после помывки, заливаем в прозрачную емкость, выставляем на свет. Не под прямые лучи, а именно на свет. Через несколько дней частицы смолы затвердеют и упадут на дно. Сливаем в другой сосуд чистый спирт, мизерные остатки с взвесью утилизируем.
По прочности смолы: уточнил, уже есть прочные смолы. И даже наверно из них можно делать мелкие шестерни, о которых много спрашивают. Но есть ньюанс... Смотрим характеристики -
"Industrial ABS(9900 р. за 1 кг.), Разработан для печати различных инженерных изделий с высокой ударной вязкостью и прочностью. Это точный, прочный материал с низкой усадкой. Может использоваться для печати готовых изделий." И видим, что ни слова о устойчивости к трению. А у шестерни это критическая характеристика. (Думаете зря их делают из нейлона и полиамида?)
Итак, слайды.

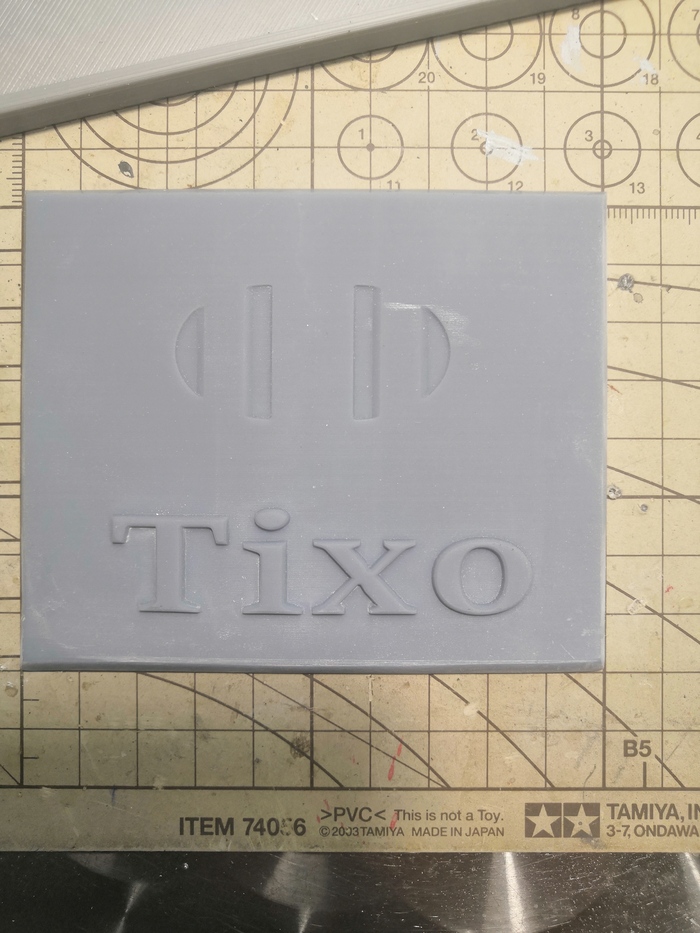
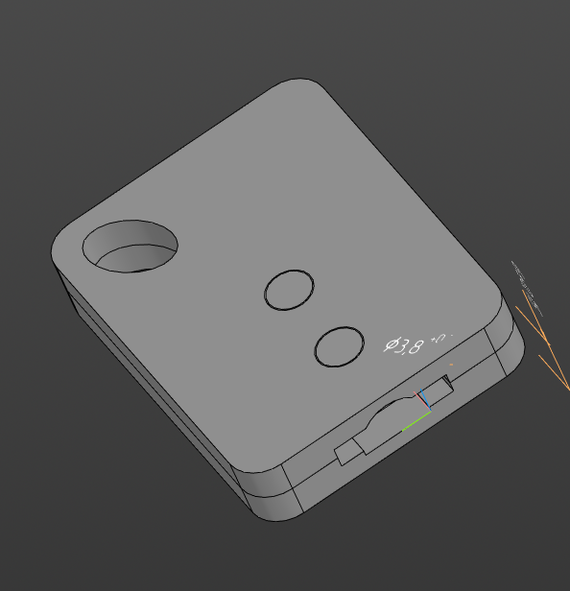
Замок, размер около 6 см, слой 0.05мм.(далее слой везде такой) Смола Эникубик серая. Это был тест смолы, простоявшей год. Помешал, потряс в бутылке, дождался выхода пузырьков и распечатал. По внешнему виду никакой разницы со свежей.

Мандашаван из фильма "Пятый элемент". Вторая печать после тестовой, стоит уже больше 2 лет вот так не окрашенным. Толщина стенки была 2 мм, внутри почти пустой, только структура вроде клетки. Тем не менее довольно тяжелый. Не треснул, цвет не поменял. Голова, тело и руки печатались отдельно, склеивал той же смолой. Капля на место посадки, фиксируем часть, включаем ультрафиолетовую лампу. Как и было.

Прозрачная смола оказалась не совсем прозрачная, Эникубик. Скорее зеленоватая. Следствие пересвета после печати. Сразу из принтера была прозрачная без оттенков. Левая была отпечатана с сглаживанием, правая как есть. Фото плохо передает, но в первом случае поверхность более матовая. Со временем зеленоватость чуть ушла, но все равно оттенок остался.

Череп трицератопса. Тоже Эникубик со цветом Skin. Якобы кожа, по мне так больше на кость похожа. Очень удачная печать и модель, и цвет, и тактильные ощущения, как будто реально держишь настоящий череп.

Проект статуэтки, сделан с нуля на заказ. Вот тут интересно вышло. Подставку при печати повело и она как видите не ровная. Кроме того, совсем не плоская, края выгнуло вверх. Выяснилось, что отпечатанная смола при небольшом нагреве может менять геометрию. Сначала выровнял нагревая строительным феном, края опустились. Потом надфилем и шкуркой выровнял передний край.
Итог вот:
Статуэтка потом была изменена, чтобы держать микрофон-петличку. Но к сожалению упала и рука отломилась. Возможно проблему хрупкости исправило бы печать из той самой АБС смолы, но больше 5 тыс за минимальные пол-литра.... дороговато. А на разлив ее нет.
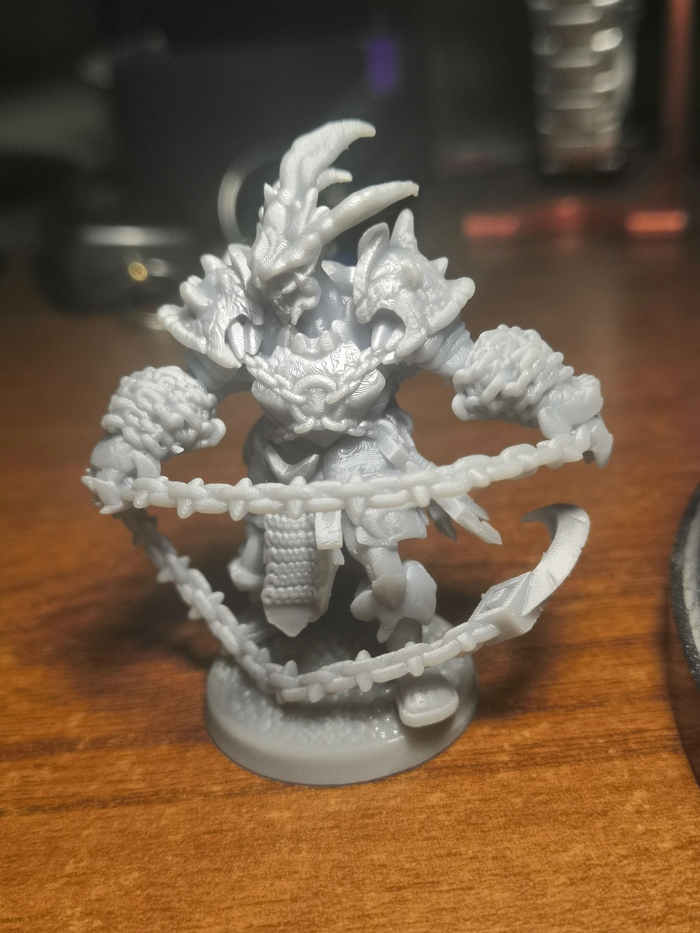
Ну и в конце вот фигурка, с которой я провозился много. Всему виной вот эти нависающие цепи. При высоте в 4,5 см, было довольно проблематично снять поддержки, не поломав при этом цепь. Так же тут можно увидеть слои, при таком размере из скрыть практически невозможно, принтер с более высоким разрешением отпечатал бы эту фигурку качественнее.
После большого перерыва, продолжаем, продолжать, как говорит один классик на Ютубе. Итак, год не прошел даром, появился опыт и даже немного постоянных заказчиков. Покажу наиболее сложные и/или запомнившиеся заказы.
Начнем с вот такого:

Это опоры для костылей. Напечатанная слева, по просьбе заказчика чуть доработанная и усиленная. Цену выставил со скидкой 50%+бесплатное моделирование ибо ну, грех брать больше для помощи инвалидам.
Далее идет вот такая штучка:
Предположительно для чего-то летающего, т.к. просили сделать максимально легким, твердым и дешевым. АБС тут вне конкуренции, да, зеленого цвета. Печать была еще та, благо к этому времени в наличии уже был Picaso Designer X, он дал возможность распечатать максимально качественно. Знаю, что есть Аэротекс, но он не входит в категорию "дешево".
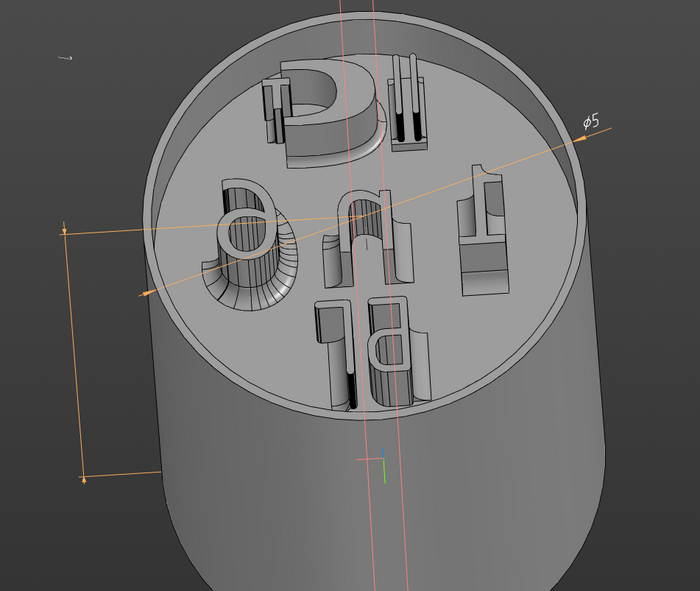
Фотополимерный принтер тоже не простаивал и был вот такой заказ, присмотритесь к размерам, диаметр 5 мм, длина 7 мм. К сожалению, такое сфотографировать мой смарт не смог, придется вам верить на слово, что заказ был отпечатан и отдан довольному заказчику. Это какая-то печать, зачем такая маленькая, не спрашивал.
В догонку последняя печать из смолы. Этого типа в виде фигурки, скорее всего многие знают. Была отдана на склейку и покраску. Три части в самой фигурке, табличка и подставка уже из пластика.

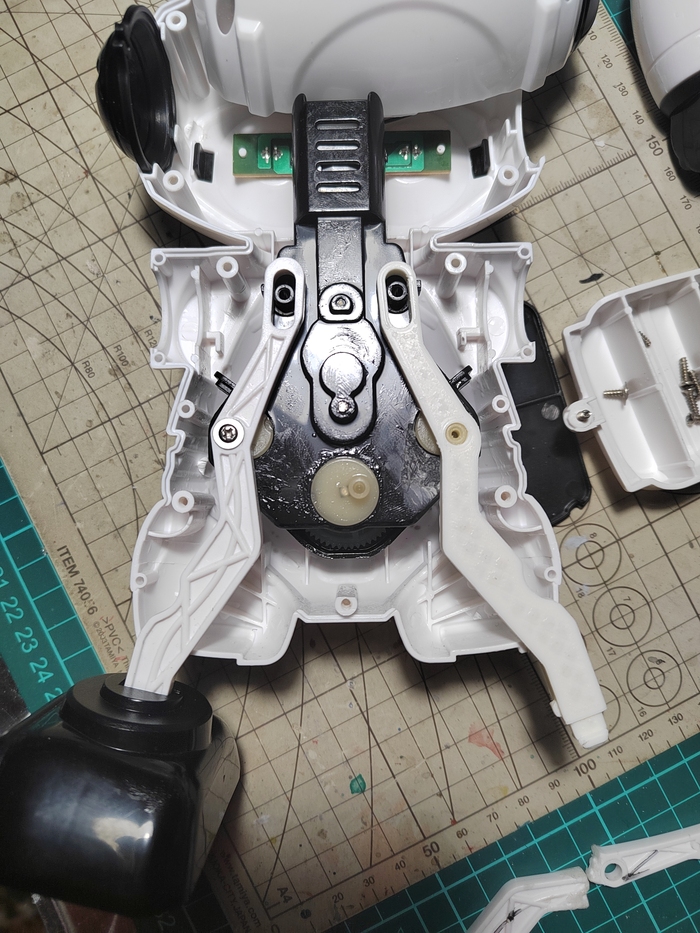
Дальше был необычный заказ, ремонт игрушки-робота. Собственно его внутренности, сломалась одна нога. Ничего особо сложного, но дите заказчика было довольно, а человек потратил в разы меньше денег, чем на покупку нового.
Ну и последним в этом посте пусть будет довольно большой проект. Есть такие наборы, для стендовых моделистов, представляют собой пластиковую цепь, направляющие и моторы. Используются для движения авто по стенду. Однако стоит этот набор как сегодня крыло у новенькой машины, поэтому попросили сделать такой же, но с бронзовыми пуговицами дешевле. Делал, печатал, перепечатывал, изменял, дополнял примерно 2 месяца. На фото итог. Да, по цене базовый набор вышел гораздо дешевле фирменного.
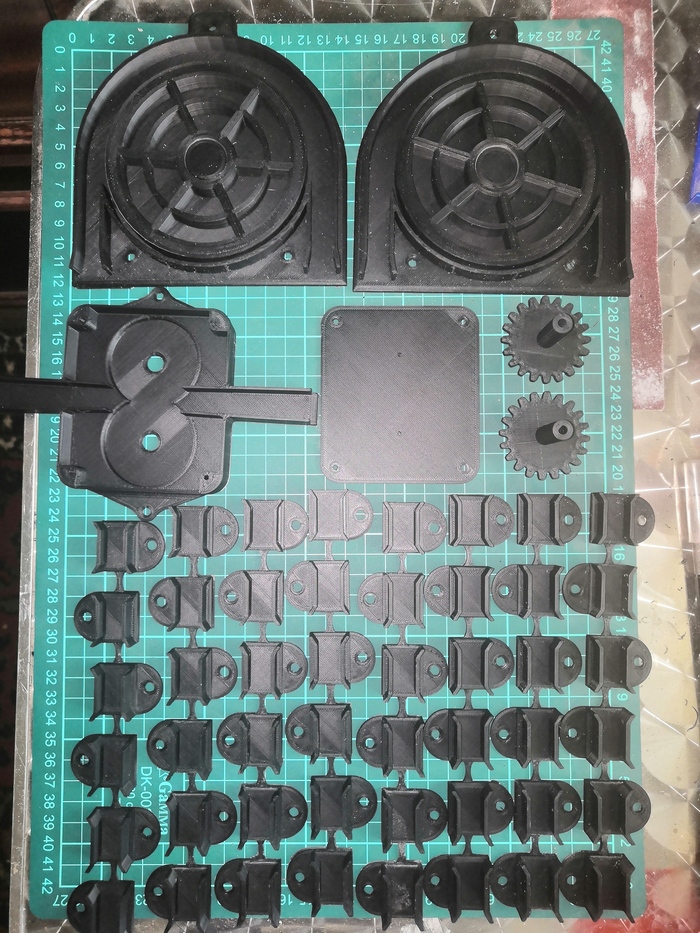

Пластик разного цвета не страшно, все равно этого будет не видно под дорогой на стенде. Шестерни адаптированы для осей моторов Лего.

Цепь крупным планом. Нагрузок там практически нет, такая конструкция вполне выдерживает. К тому же она разборная, можно допечатать звенья и собрать цепь нужной длины.
Неожиданно получилось много, дабы не рисовать простыню, разбил на несколько небольших частей. Продолжим.
Ремонт колонок.


Уронили тут колонку одну, прям углом об асфальт. После освоения 3D моделирования решил и это починить. Как видите, можно было бы еще и отполировать, покрасить и вообще новый дизайн сделать. Затрачено несколько часов всего. Вот для этого 3D печать бесценна, такие накладки фиг найдешь, колонка 2000 годов выпуска. Да, еще работает.
Проставка для аквариума.

Вообще мелочь - потребовалось поднять крышку аквариума чтобы не пережимала трубку от компрессора. Замеры, прикидки, печать. Подгонка после первой печати. Ничего примечательного, но проблема решена очень быстро.
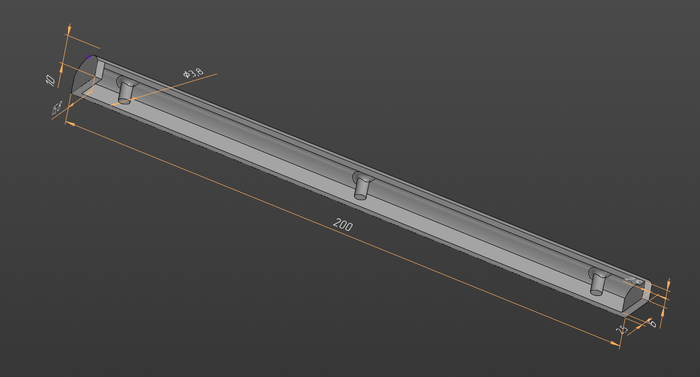
Светильник для аквариума.
А тут даже видео есть. Была у меня лампа для аквариума. Совать их в аквариум такое себе удовольствие, да и перегорают они там быстро, даром что непромокаемые(ага... ). Был сначала сделан маленький светильник, в половину показанного, т.к. печатный стол у меня именно такого размера в длину. Потом удвоил длину, купил уже специально две лампы, переделал держало под них. Кстати, сейчас там стоит уже другая лампа, соответственно перепечатал и держала. В магазине подобные светильники идут от 4 тыс. р. А тут даже с перепечаткой вышло в районе 500 р.
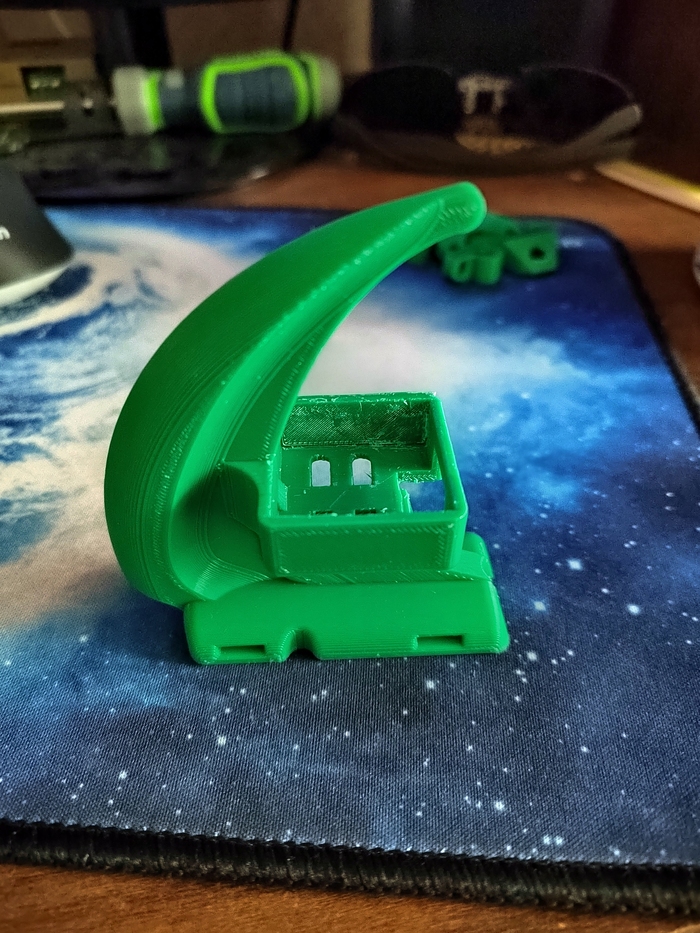
Светильник для литофании.
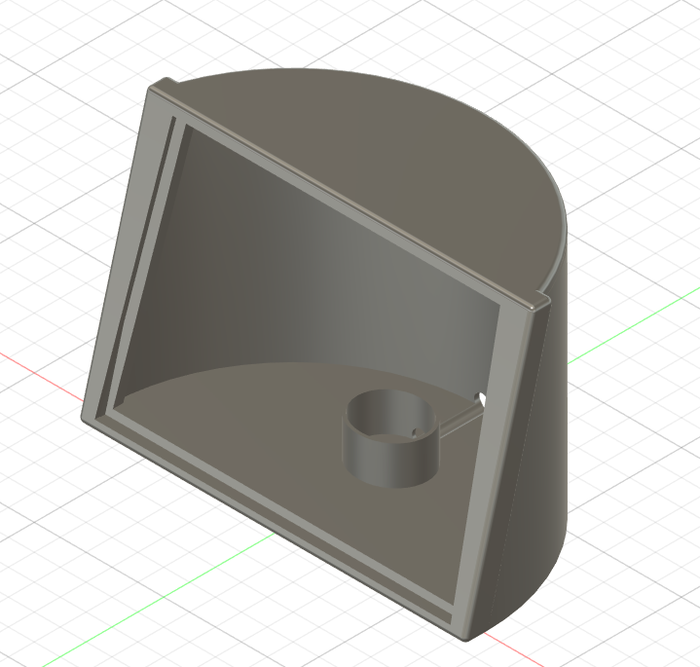

Все наверно в курсе о таком. Но на сайтах какие-то корпуса здоровые, на 3 стороны, изогнутые. Мне же хотелось маленький компактный, под одну лампочку, чтобы можно было относительно быстро напечатать. И еще чтобы было дешево. Собственно вот, полностью светильник с электрикой(чет круто сказал: там провод, цоколь, и лампочка.) выходит в 500-600 р. Причем эта разница заложена в цене лампочки G9. Крышка у корпуса снимается, сама фотография легко меняется. Продал уже штук 6 - 8, неплохой ночник. Делал вариант с батарейками, но не зашел, слабо светит и батарейки улетают быстро.
ВСЕ!
P.S.
Не все конечно, есть еще несколько моделей, но там чисто на пробу, выглядят не очень, совсем не удались, и т.д. Например сетка в раковину на ножках была распечатана, т.к. магазинная оставляла следы. Лежит уже 3-ю неделю под водой, порошками, чистящими средствами и т.д. Вид не очень, зря распечатал с прозрачного пластика.
Спасибо за внимание.
Ссылка на некоторые модели в формате STL. Печать соплом 0.4, слоем 0.2.
В полках модели с названием "стекло" печатаются без дна и крыши, наполнение на ваш выбор.
Продолжаем продолжать, как говорит один воображаемый персонаж из интернета.
Подставка для кисточек.
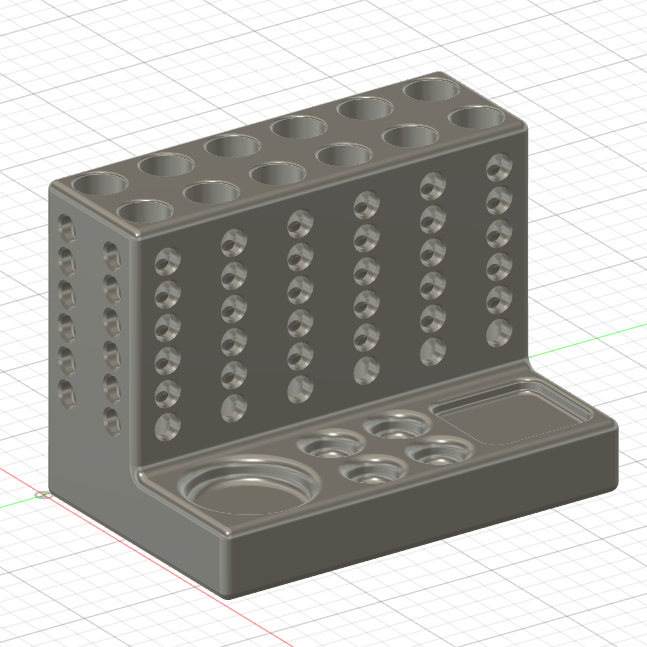

Это одна из первых моделей. Еще и пережившая опыты по покраске. Как видите даже такое качество не препятствие для выполнение своих функций. Все компактно стоит не вываливается.
Подвес для поварежек.
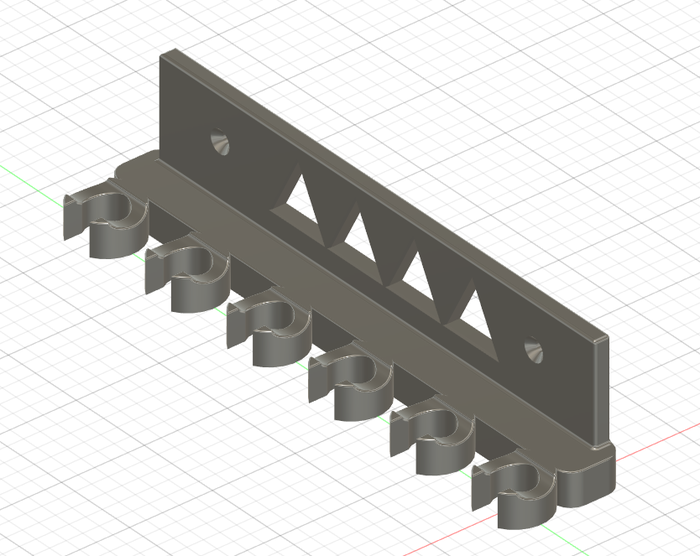

Задолбало ложить поварежки в горизонтальную подставку. Пара часов во Fusion и 3,5 часа печати. Два самореза. Все висит, никуда не падает.
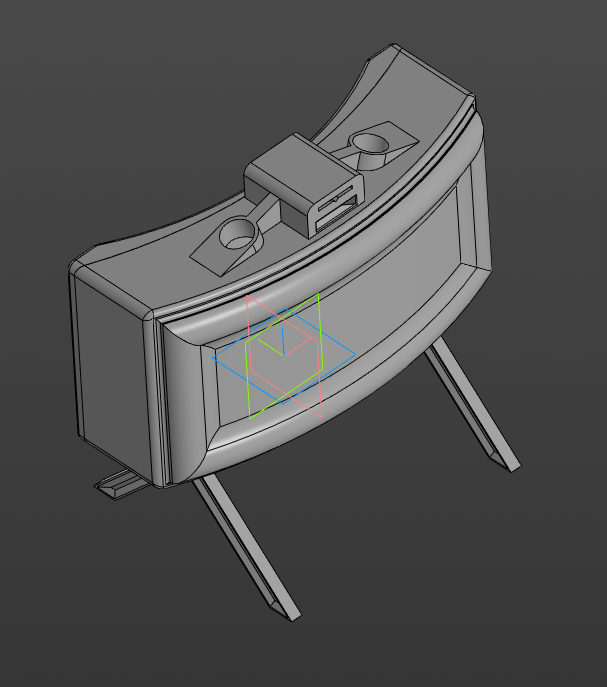
Подвес для телефона.
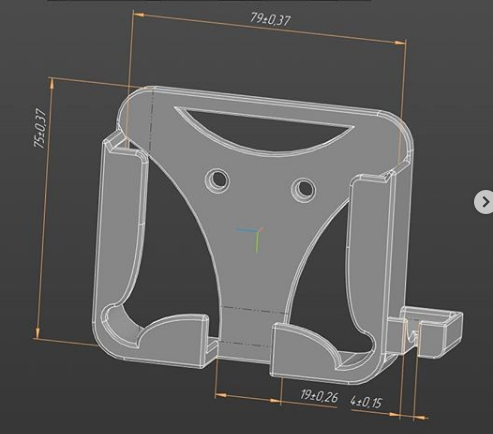

В инете много подобного, но не нравилось. Что ж... На этот раз несколько часов в Компас 3D, печать, вуаля. Можно прикрутить саморезами, можно просто приклеить. И провод никуда не болтается, а висит на своем месте.
Полки и универсальные крепления.
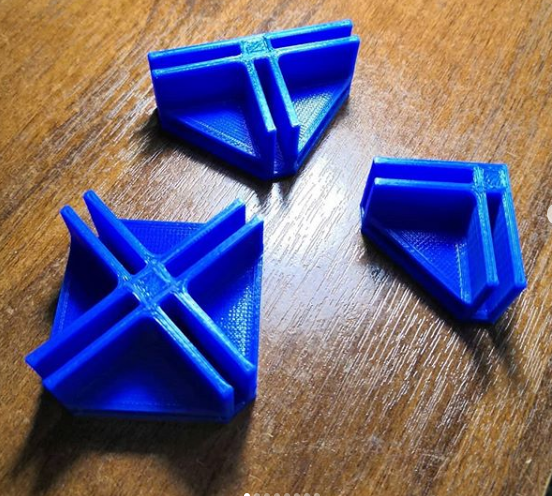

Это вообще отдельная история. Была у меня коллекция танков из журналов. Все хотел их пристроить красиво. Стеклянные полки в инете стоят от 2000 р, а их нужно несколько. Сильно дорого. И полки сильно большие. Вот додумал - сделал три универсальных крепления для полок, их можно настроить на любую толщину полок, распечатать в нужном количестве и скреплять хоть на клей, хоть просто так. Полочки - это просто плоские панели распечатанные без дна и крыши. Наполнение играет несущую роль. Полки сборно/разборные, можно делать разную длину, ширину, высоту. Какие распечатаешь полки, такие и будут. Одна полка 3х3 обошлась чуть меньше 1000 р. Единственная "проблема" вылезшая по прошествии времени - полки медленно прогибаются под тяжестью моделей. Но это происходит из-за большой длины самой полки, нужно было сделать чуть толще и вставить пару ребер жесткости.
Копилка в виде мины МОН-50.

Об этой штуковине были отдельные посты, можете подробно ознакомится поискав по тэгу МОН-50.
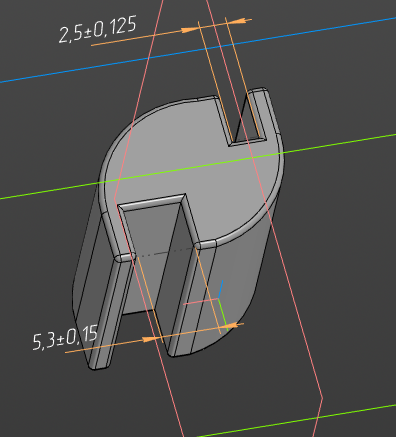
"Ремонт" ключа.


Вот это действительно из серии "получится-не получится". Развалилась держалка у ключа. А почему бы и не попробовать. Внутри вырез под форму металлической части, склеено суперклеем, 4 месяца - полет нормальный. Печаталось слоем 0,1 мм. Фиг сломаешь.
Оказывается есть еще на одну часть, а то слишком длинно получается.


