Место действия Калининград, стеклодувная мастерская (она одна, если нужно то загуглите).
Процесс начинается с подготовки сырья. Стекло приносят неравнодушные калининградцы. Его сортируют по цветам и раскалывают на мелкие кусочки.
Самое распространение стекло трех видов: бесцветное, коричневое и зеленое.
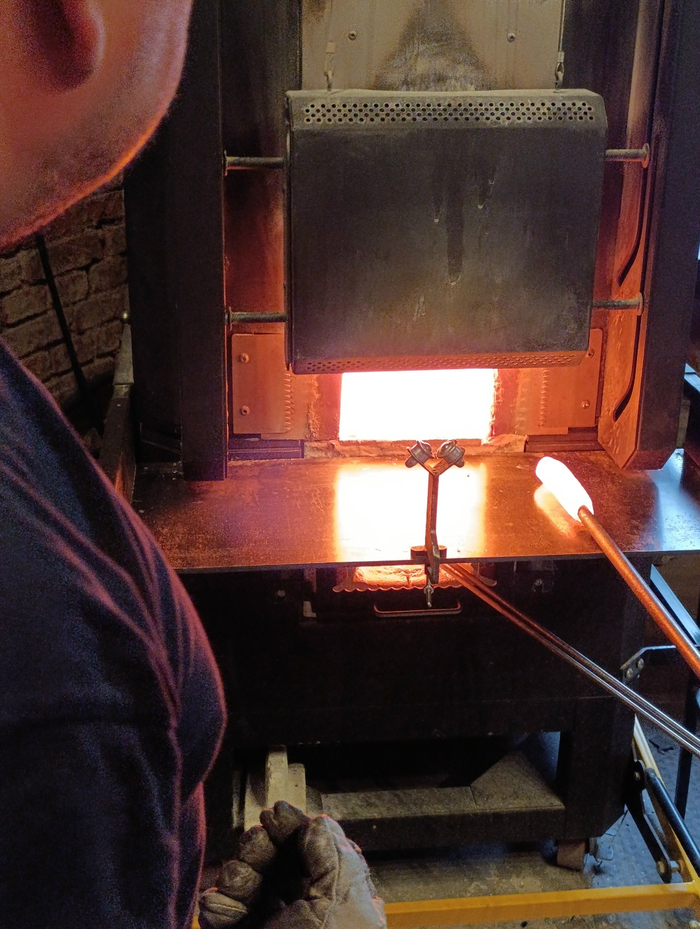
Загружают нужную, по количеству, партию в печь. За ночь стекло расплавляется при температуре 1000 градусов до нужной вязкости.
Можно начинать. Для начала нужно металлической трубкой зачерпнуть немного расплавленного стекла. Точнее намотать его на кончик трубы.
Дальнейший процесс зависит от изготовляемого предмета. В качестве тренировки, сперва дают попробовать скатать стеклянный шарики. Одной рукой катаем трубку, второй щипцами слегка надавливаем на заготовку.
Если получается, можно попробовать что-то посложнее. Стеклянный цветок.
Вот такой:
Набираем трубкой стеклянную массу. На столе раскладываем стеклянные осколки разных цветов. И вдавливаем их в стекломассу.
Отправляем в печь снова догреваться стекло. Это самая частая операция в данном деле. Как только стекло теряет температуру пропадает пластичность.
Большим пинцетом вытягивем лепестки.
На место соединения изделия и трубки капаем водой. Изделие откалывается.
После нужен много часовой процесс плавного остужения изделия. Стекло должно терять 2 градуса в минуту. Если быстрее, то останется напряжение, и оно скорее всего лопнет или потрескается.
Ассортимент изделий из стекла ограничивается только вашей фантазией и умением.
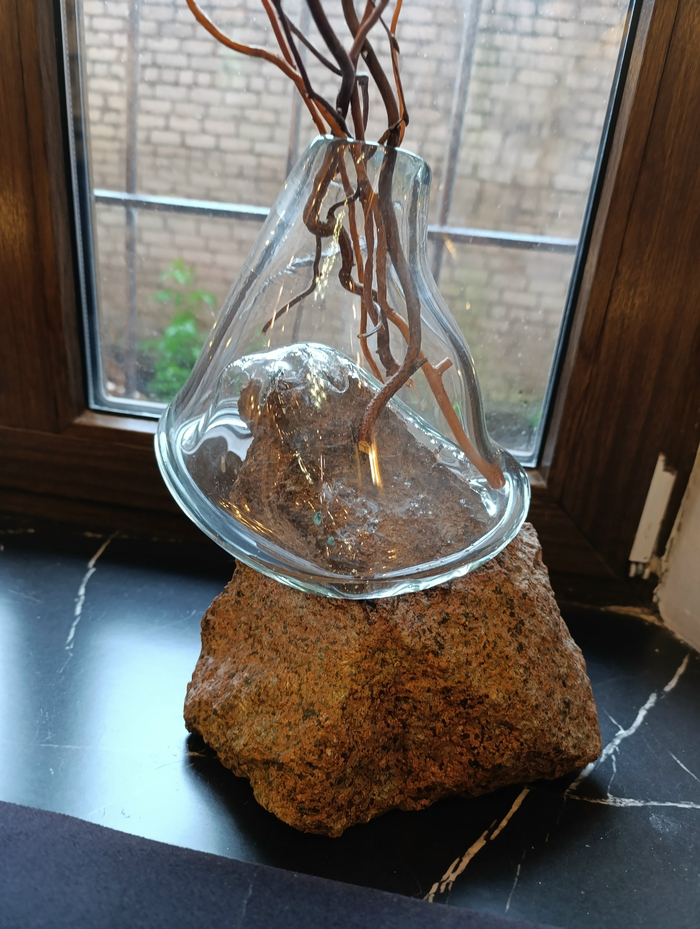
Самая распространенная продукция стеклодувов это посуда и элементы интерьера. Вазы, стаканы, кружки, тарелки и т.д.
Надувают заготовку когда нужно сделать какое-то объемное изделие. Например вазу или стакан. Набирают стекломассу на трубку. Стягивают ее к краю и через отверстие внутри трубки и надувают как воздушный шар. Но с гораздо большим усилием.
Потом такими же вращательно-катательными движениями придают форму и размер. В ход идут различные инструменты. Ножницы, пинцеты, щипцы, лопатки.
Получается невероятной красоты посуда и изделия для интерьера. Поверхность стекла можно сделать текстурной, с декоративными трещинками, с пузырьками внутри стенок. И все комбинировать с разными цветами.
Так выглядит кусок хрусталя. Он в 2-3 раза тяжелее обычного стекла.
Каждая вещь получается неповторимой и уникальной.
Плафоны для ламп.
Бутылки из уранового стекла. Стекло с добавкой обеднённого урана практически безопасно — имеет слабую радиоактивность. Прикасаться можно. Кожа защитит. А вот пить жидкость из такой посуды не нужно. Могу быть серьезные проблемы.
Возможности изделий из стекла просто поражают
Еще немного предметов из переработанного стекла:
1/8
Цель этой статьи - распространить знание о том, что стекло это не мусор. Стекло - это полезное и качественное сырье, которое обязательно нужно перерабатывать любым доступным способом.
Спасибо за прочтение. Хейт хейтится. Мусор убирается. Мусорные исследования продолжаются.
Впереди еще много наблюдений про мусор, упаковку и материалы. желающие могут поддержать здесь - https://pay.cloudtips.ru/p/ae96e03b Коплю на мусорно-исследовательтский тур по Чите Улан-Удэ Иркутску и Братску.
Интересный алмазный отрезной диск для стекла. Диск обеспечивает точный, гладкий рез без сколов. При работе необходимо делать перерыв примерно 15-20 секунд на каждую 1 минуту работы для продления срока службы диска. Помимо стекла, можно резать керамическую плитку/ Стоит такой около 400 рублей. Ссылка на него.
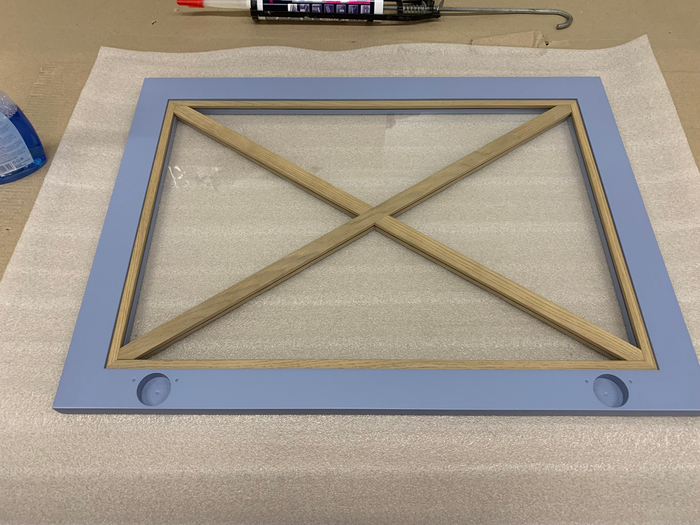
Восемь реечек крестом буквально и всё. Но есть нюансы. Вот про эти нюансы я и хочу написать.
Берём палубу. Не корабельную, а для столярных изделий, это тонкая (в моём случае 6мм), широкая (120мм) и длинная (2300мм) досочка.
Разрезаем на реечки шириной 20мм для крестовин и 11мм для штапиков, которыми декорируется четверть с обратной стороны фасада, в которую вклеивается стекло.
Все эти реечки шлифуются в пачке по несколько штук сразу, для удобства, с каждой из четырёх сторон. После этого одиннадцати миллиметровые погонажом, без раскроя по длине, запуливаются в маляра, который их с радостью окрашивает тонированным (слегка белёсым) лаком. А с двадцати миллиметровыми начинается жёсткое порево столярная магия.
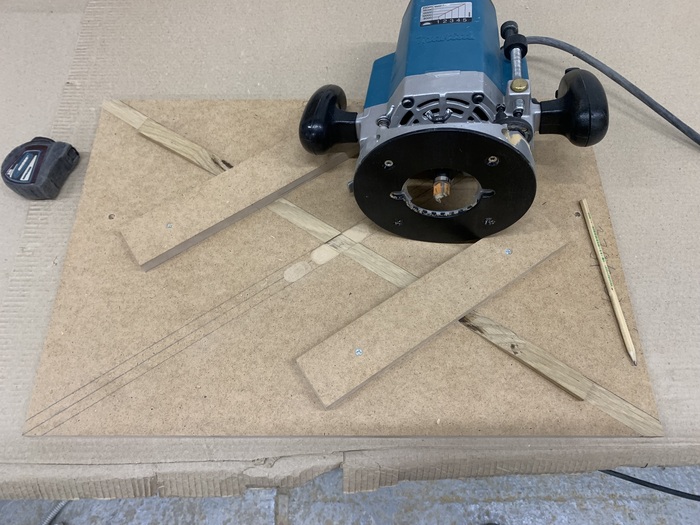
Волшебный шаблон. С помощью которого всего лишь из одной детали будет сделаны все крестовые накладки.
- В чём сложность?? Как бы кричат нам опытные столяры. В том, что будет понятно дальше тем, кому просто интересно, как это сделано и кто знаком со столяркой понаслышке.
С обратной стороны фасада выбрана четверть ( углубление в которое вклеивается стекло). Эта четверть шириной 12мм. А штапик, декорирующий эту четверть 11мм такое ТЗ от конструкторов что я сделаю? Вот и получается что общий габарит внутренней четверти (при смонтированном штапике) равен внешнему +2мм на сторону. Соответственно диагональ внутренней крестовины так же будет больше.
Также, сопряжение крестовин из дуба с углами проёма в фасаде как с лицевой, так и с обратной стороны должны быть как можно более качественными. И, до кучи, эти крестовины должны быть расположены ровно относительно друг друга, потому что смещение будет видно через стекло.
Шаблон, по габаритам, сделан таких же размеров как и внешний проём в фасаде. В шаблоне сделан паз, в который вставляется рейка. Паз расположен по центру перекрестия диагоналей. Расстояние между упорами для фрезера равно подошве фрезера +2мм на каждую сторону, так как фреза на 16мм, а паз должен быть 20мм, в ширину рейки и находится ровно по центру относительно диагоналей. Глубина фрезерования равна половине толщины рейки - 3мм.
У нас 6 крестовин. 12 деталей. Вставляем каждую рейку в шаблон (рейки напилены с запасом по длине) фрезеруем.
Потом идём на форматку, выгоняем из-за него пильщика и начинаем заниматься точнейшим раскроем во вселенной.
Видите рисочку карандашом? Она как раз напротив габарита шаблона.
Это внешний габарит проёма, который на 2мм меньше внутреннего.
Выставляем на линейке форматного станка размеры шаблона по ширине и высоте, зажимаем каждую реечку спец упорами в шаблоне и обрезаем выступающие из шаблона рейки шесть штук под нужными углами и нужными размерами. Все рейки получаются одинаковые, с одинаковыми углами и одинаковыми размерами, с одинаковыми вырезами друг для друга. Ах да, у нас же внутренний размер больше на 2мм. Просто переставляем размер на линейке +1мм и пилим оставшиеся 6 в этот размер.
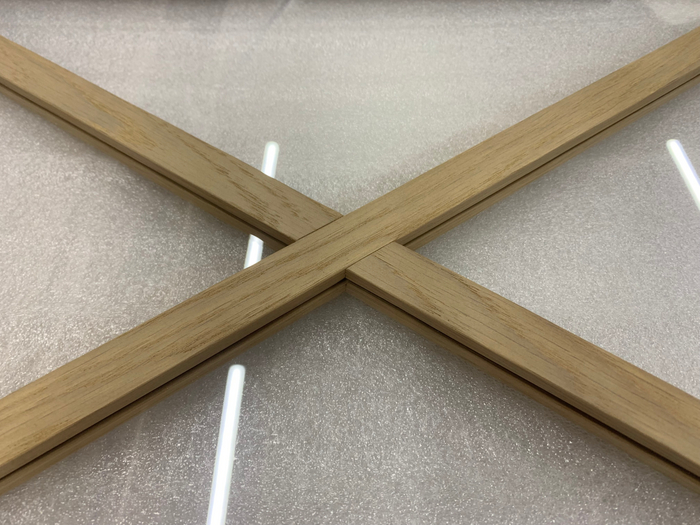
После всех процедур чуть-чуть мажем клеем вырез на одной рейке из шести и вставляем, зажимая струбциной, вторую. Повторяем операцию до окончания реек.
Снимаем фаски по углам, слегка шлифуем в местах стыков реек и отдаём маляру.
Берём фасады, вклеиваем стёкла на силикон. Потом вклеиваем декоративный штапик с внутренней стороны так же на силикон, предварительно запилив его под 45".
Маляр у нас творит чудеса и уже через 1.5 часа наши крестовины готовы к вклеиванию. И так как у нас предварительные работы в виде изготовления шаблона и работы с ним заняли большую часть времени производства такого простого изделия за 15 минут вклеиваем готовые крестовины не на силикон.
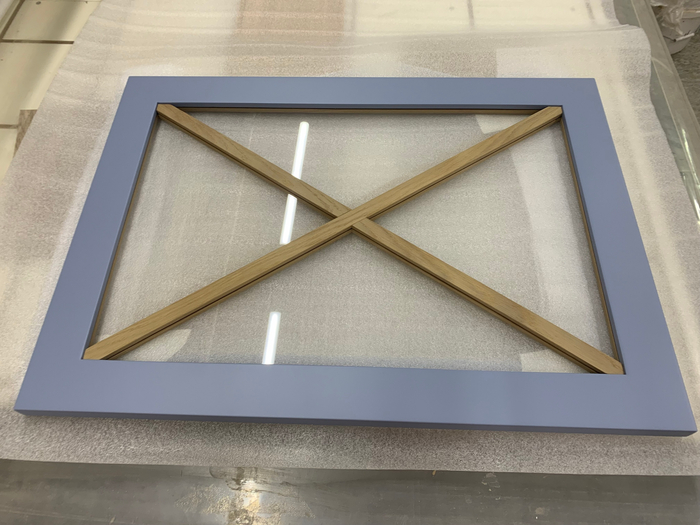
В связи с наличием волшебного обычного шаблона у нас получились крестовины, максимально совпадающие друг с другом через стекло и относительно углов, как снаружи, так и внутри со штапиком.
Надеюсь кому-нибудь этот пост доставит удовольствие при прочтении и просмотре картинок. Лично мне весь процесс и, главное - результат, очень понравился.
Рифовый аквариум размером 600х600хh350мм со встроенным сампом
Дисплей из стекла оптивайт, перегородка сампа из черного в массе стекла, ЧПУ фрезеровка выреза под слив исключает неровности и сколы по краям, внешние углы перегородки с радиусом для эстетически привлекательного внешнего вида и сведения к минимуму травмироваться об острые края. Система фильтрации внутри сампа.
Аквариум оснащен встроенным сампом, что обеспечивает эффективную фильтрацию и циркуляцию воды, а также позволяет легко и удобно обслуживать аквариум. Самп-фильтр обеспечивает чистоту и прозрачность воды, удаляя загрязнения и поддерживая оптимальный баланс в аквариуме.
Дизайн аквариума выполнен в современном стиле, сочетающем в себе функциональность и эстетическую привлекательность. Качественные материалы гарантируют долговечность и надежность аквариума, который будет радовать вас своим видом на протяжении многих лет.
Рифовый аквариум мастерской Рифлэнд (Reefland) подходит для содержания разнообразных морских обитателей, таких как кораллы, рыбы, ракообразные и моллюски.
Соседа по мастерской парни за глаза зовут Гитлером, хотя он никакой не Гитлер, разумеется. "За что, — говорю, — такое погоняло? Вроде обычный мужик".
Как водится в мужских коллективах, повод для прозвища оказался весьма неожиданно связан с носителем прозвища.
Была у него жена по фамилии Энтелис. Дочь Федора Семёновича Энтелиса, советского технолога стекла. Всем, кто бывал в Питере на станции Автово, известна как минимум одна из его работ. Те самые хрустальные колонны, которыми так любят восхищаться а мемасах про метро, делал именно он. А заодно был профессором в нашей Мухе (теперешней СПбГХПА имени Штиглица). Я его не застал, но был весьма наслышан. Некоторые даже приписывали ему авторство рубинового стекла кремлевских звезд, но я подтверждения этому не нашел.
Когда Федор Семенович умер, его похоронили на Преображенском еврейском кладбище, где уже покоилась жена Сарра Савельевна и тесть Савелий Ильич Гитлер (скончавшийся еще в 1933 году). То есть женой Энтелиса была Сарра Савельевна Гитлер. Наш соседский Гитлер узнал об этом лишь на похоронах тестя, когда фамилию на памятнике увидел. Ну и рассказал друзьям о своем открытии.
А друзья на то и друзья, чтоб не упустить такую новость ))
Стеклодувное дело, как и многие ремесла, немыслимо без изрядной оснастки. Речь идет о мелких вспомогательных инструментах, не говоря уже о горелках-печах-вытяжках и разовых приспособлениях из подручных, с учетом специфики работ, материалов. Мастера стеклодувы признаются – часто, изобретение и изготовление оснастки – державок, проставок и прочего подобного, занимает времени и сил больше, чем сама работа со стеклом.
Разумеется, в горячей обработке стекла в пламени горелки, есть разные направления – декоративное, приборостроение для химии, приборостроение для физики (проволочные выводы, вакуум, геттер), каждое из которых требует ряд характерных инструментов, но изрядная их часть все же похожа – принципы обработки круглой стеклянной трубки-заготовки более-менее одинаковы. Количество единиц в табельном универсальном комплекте инструментов стеклодува-приборостроителя – ужасающее, нам же, как любопытным и «сочувствующим», домашним экспериментаторам, можно обойтись и более скромным ассортиментом, изготавливая и опробуя каждый поштучно. С радостью и удовольствием.
Один из первейших инструментов обязательно присутствующий на рабочем столе мастера-стеклодува – обкатка, иначе – канавки, колодка, укатка. Некий брусок с термостойкими канавками правильной или заданной специальной формы для принудительного утолщения стекла, местного ступенчатого уменьшения его диаметра. В любой, хоть сколько то сложной, стеклодувной работе используется регулярно и часто, а с нашим ограниченным сортаментом тонкостенных заготовок-трубок и вовсе придется с ним сродниться. Инструмент конструкцией и приемами работы очень похож на подрезку, хотя задачи здесь совершенно иные.
Как и многие стеклодувные инструменты-приспособления для непосредственного контакта с размягченным раскаленным стеклом, практика предлагает недлинный ряд материалов, расположенных по ухудшению свойств – графит, медь и ее сплавы, текстолит с обугленной поверхностью, плотное дерево с обугленной поверхностью. Графит дорог но долговечен, дерево наоборот. Тем не менее, древесина широко распространена, дешева, легко и привычно обрабатывается. Сложнейшие работы выполнялись стеклодувами прошлых эпох, с использованием деревянного инструмента. Заготовка может быть из дуба, ясеня, клена, груши, акации и др. В моих краях, а это средняя полоса России - лесная зона, чрезвычайно распространена береза, обычно используемая для дров при печном отоплении. Это светлое и плотное дерево, однородное, с невыраженной структурой, малостойкое к влаге, колкое.
Подходящий обрезок сухой нетонкой строганной березовой доски (Фото 2) подобрал в своем деревянном хламе. В общем случае ее пришлось бы выкроить (без сучков и недопустимых дефектов), отпилить и прострогать. Ориентируясь на имеющийся ассортимент стеклянных заготовок-трубок подобрал ряд свёрл по дереву – крупные, перовой системы, самое тонкое – 10 мм – спиральное с шипом. Выбрал часть деревянной заготовки и разметил с карандашиком и лейкой (Фото 3).
Фото 3. Разметка заготовки-деревяшки. Сучок получился в нижней части основания и помехой не станет. Центры полных отверстий нашёл и наколол шилом.
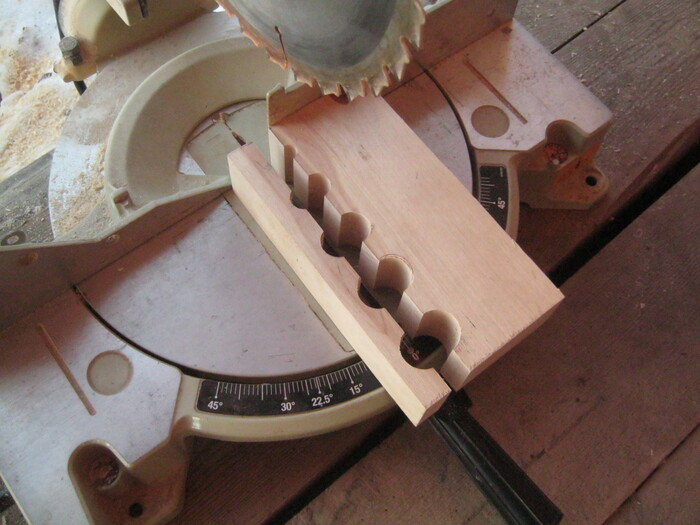
Фото 4. Отрезал размеченную заготовку на торцевой пиле.
Фото 5. Предварительные отверстия.
Сверло при выходе из заготовки оставляет не слишком ровный край, тем более у березы склонной к сколам. Существует несколько столярных приемов позволяющих иметь ровное просверленное отверстие с обеих сторон. Один из них – сверление с каждой из сторон чуть более чем до половины глубины. Для этого сверлим предварительное направляющее отверстие небольшого диаметра. Спиральным сверлом по дереву. Скол от него небольшой и перекроется сверлением чистовым.
Фото 6. Спиральное сверло по дереву Ø10 мм, для самого маленького отверстия.
Вместо направляющего отверстия использую след от его центрального шипа – чуть не досверлив до конца, при необходимости, прокалываю его шилом и по этой метке, сверлю с обратной стороны.
Фото 7. Перовое сверло сильно разбрасывает опилки – чтобы поменьше мусорить в мастерской. По случаю умеренного мороза сверлил на улице.
Фото 8. Здесь же, на торцевой пиле, разрезал деревяшку по отверстиям на две неравные части. Причем так, чтобы основная, нижняя оказалась с ровным полукругом.
Фото 9. Разметил и «пионерским» выжигателем по дереву сделал надписи – диаметры канавок.
Не столько ради необходимости, сколько для украшения – пояснительные надписи очень к лицу любым приборам и приспособлениям. К тому же, береза хороший материал для выжигания. По готовым надписям прошелся мелкой, размером с зубную, нежесткой корщеткой – для удаления обугленных частей. Цвет линий после этого становятся приглушеннее и ровнее.
Фото 10. Обугливание рабочих поверхностей – на открытом воздухе, портативной газовой горелкой.
Нижнюю часть дерева защитил двумя кусочками оцинкованной стали. Литература рекомендует обжигать деревяшки для горячего стекла так, чтобы толщина угольного слоя была 1…2 мм. Тогда он не горит, не дымит, легко скользит по размягченному стеклу не оставляя следов.
Попробуем применить нашу обкатку – сделать на конце трубки Ø18 мм ступеньку-утоньшение.
Фото 11. Подобрав кусочек трубки длиной около 30 см выровнял его неровный – лопнувший от термоудара, край.
Немного отступив от зазубрин, чтобы трещина не пошла от них, царапнул на трубке ребром алмазного надфиля риску миллиметров в пять и приложил её к накаленной током нихромовой проволоке приспособления. Получив короткую трещину чуть провернул заготовку «ведя» раскол до полного смыкания его концов. Всё, трубка легко и относительно ровно ломается.
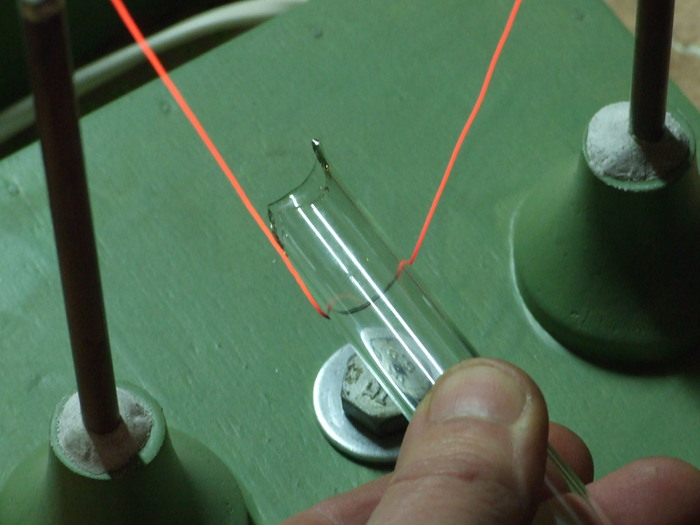
Фото 12. Разогрев конца стеклянной трубки в пламени горелки.
Видно характерное оранжевое «содовое свечение» - испарение ионов натрия с поверхности стекла. Верный знак окончания прогрева заготовки, теперь термоудар ему не страшен и можно греть секло с любой скоростью без опаски. Фото для примера.
Работать на горелке со стеклом удобнее всего в полумраке - так лучше видно факел и точнее определяется состояние стекла по его свечению. Разогретое стекло вынутое из пламени светится ровным малиновым светом. Прижимаем его к обугленной части обкатки и прокручиваем сужая.
Фото 13. Охлаждение в вермикулите.
Стекло – материал более чем деликатный, не терпящий резких и значительных смен температуры – термоударов и реагирующий на них растрескиванием. Немедленным или отсроченным – возникающие внутренние напряжения разрывают изнутри. Спасает отца русской демократии отжиг. Полноценный в печи или хотя бы импровизированный – возможно более медленное и плавное охлаждение горячего стекла. Достаточной для некрупных промежуточных работ мерой является окружение горячей заготовки огнеупорным теплоизолятором, например – погружение в жестянку с вермикулитом – слюдоподобным минералом популярным у цветоводов.
Фото 14. Получившееся, далеко не идеальное, сужение – не хватило тепла при разогреве и стекло осталось слишком вязким, не достаточно хорошо обугленная деревянная колодка горела и дымила при работе загрязняя стекло.
Фото 15. Сужение, вид с торца.
Фото 16. Повертев отпиленную часть деревяшки (Фото 8) решил тоже ее использовать в дело снабдив небольшой простой подставкой собранной на столярный ПВА и некрупные гвоздики, из чего-то хвойного подвернувшегося под руку.
P. S. Интересующихся и сочувствующих располагающих литературой (книги, статьи, заметки) 1920-30-х годов касательно изготовления первых радиоламп, прошу поделиться.