
0 просмотренных постов скрыто

Резцы токарные. Как искушать и убеждать клиентов одними словами
Присылаем мы потенциальному заказчику свое предложение типа «Купи резцы токарные у нас».
Он отвечает: «Пока резцы покупаем не у вас, конкурент делает цены ниже ваших. Ходовые резцы мы с Белоруссии тянем уже лет 25. Все ж игроки перекупам известны, ценообразование тоже. Покупаем у них потому что дешевле. Все остальные параметры у них те же как у вас. Зачем переплачивать?»
Мы – маркетологи, мы должны вложить в руки менеджеров по продажам и менеджерам сбыта железные аргументы, такие аргументы… чтобы всем аргументам аргументы! Что прям «БРОНЯ!»
Дано: мы имеем дело с перекупом. Для него аргументы, применяемые для производственников – не работают.
Говорить про качество – толку нет (ему всё равно). Еще нет толку говорить про стоимость за обработанную деталь, стоимость за час работы,стоимость простоя станка – все это аргументы не для перекупа. Нельзя на него давить типа «у нас лучше резцы» - не поверит, он ими не работает, ему «до лампочки» все то, что мы можем ему предъявить в теме качества. И про рынок спорить толку нет (он его знает).
Что же остается? Какие снаряды зарядить в наши пушки?
У нас их много. Нужно выбрать самые рабочие. Чтоб в цель. Чтоб в яблочко!
Отличный кейс от несговорчивого заказчика, ценный момент для проверки навыков работы с возражениями.
Первый аргумент:
Один поставщик — это всегда риск.
Возьмите нас вторыми. Часть там, часть у нас. Будет у вас две опоры. Поддерживайте отношения и с теми и с другими. Это вопрос экономической безопасности. Серьезные компании из числа наших клиентов, применяют правило «ни когда не покупать все резцы у одного поставщика». Весь объем они делят на две равных части, и даже если у одного поставщика дороже, а у другого дешевле, объем закупки всегда делится поровну.
Такая стратегия называется диверсификацией поставок. Крупные компании сознательно идут на переплату, чтобы защитить себя от остановки производства.
Вот основные причины, зачем делить объем поровну:
1. Защита от сбоев (Безопасность): Если у одного поставщика случится пожар на заводе, забастовка, банкротство или проблемы с таможней, компания не останется с пустыми руками. Второй поставщик в этот момент сможет оперативно нарастить объем.
2. Рычаг давления (Конкуренция): Когда поставщик знает, что он «единственный и неповторимый», он начинает диктовать условия. Наличие активного конкурента заставляет обоих держать качество на уровне и не завышать цены необоснованно.
3. Постоянный «тест-драйв»: Покупая у двоих, компания постоянно сравнивает реальный ресурс резцов, процент брака и сервис. Это позволяет вовремя заметить, если один из партнеров начал «сдавать позиции». К торговым компаниям это тоже относится, ведь в конечном итоге резцами все же пользуются те, кто обрабатывает металл.
4. Готовность к масштабированию: В случае резкого роста заказов у компании уже есть два отлаженных канала поставки. Одному заводу может не хватить мощностей, а двум — в самый раз.
Второй аргумент:
Наш опыт и ресурсы
Мы занимаемся разработкой и изготовлением инструмента с 1934 года. Опыт производства более 90 лет. В нашем распоряжении мощный производственный парк, оборудование для производства полного цикла, складские помещения для хранения и упаковки, грузовой транспорт для доставки. Наш главный ресурс – это наши сотрудники, за плечами которых внушительный опыт эффективного производства - это станочники, напайщики, заточники, менеджеры клиентского обслуживания, менеджеры снабжения, специалисты по количественному учету и комплектации заказов, эксперты по бухгалтерскому учету, специалисты по контролю качества и водители-экспедиторы.
Третий аргумент:
Гарантии.
Мы предоставляем гарантийный срок хранения 12 (двенадцать) месяцев с момента получения продукции.
На все виды продукции мы предоставляем личную гарантию, и в случае вашего недовольства качеством или обнаружения дефектов, мы гарантируем возможность возврата в течение 30 дней с момента получения материалов на Ваш склад, гарантируем оперативную замену продукции или незамедлительный возврат денег без вопросов и нервотрепки.
Четвертый аргумент:
Внимание и контроль
В каждую сделку с покупателем мы вкладываем частичку своей души.
Мы очень стараемся. Все процессы: от выставления счета до поступления товара на склад заказчика мы эффективно контролируем. Качество обслуживания – на высоком уровне. Вам понравится.
Пятый аргумент:
Качество резцов
(знаю знаю, выше ведь я себя по рукам ударила – не говорить про качество… но у меня тут такое.. такое… не могу удержаться)))
А знаете ли Вы, что не все резцы, даже изготовленные по ГОСТу, одинаковые по качеству?
Например, если о качестве спросить токарей, то в пользу наших резцов пойдут положительные отзывы про резьбовые резцы. Наши резьбовые — заточенные. Надо сказать, что для токаря, резьбовой резец — это самый «сложный» резец… Его сложнее всего точить.. И дольше остальных. А у нас они заточенные — и наружные и внутренние. И трапецеидальные.
Все наши конкуренты просто напаивают пластину, и не затачивает её после напайки, а это значит – резец к работе не готов, это значит, что заказчик/покупатель должен еще вложить свое время для доведения резца до рабочего состояния.
Если посчитать время потраченное токарем на заточку резца и учесть его в цене резца, то резцы конкурентов стоят на ~ 12% дороже чем наши, в конечном итоге, те кто умеет считать – легко посчитают эту разницу – ведь у конкурентов «полуфабрикат», который нужно дорабатывать, а у нас готовый к работе резец.
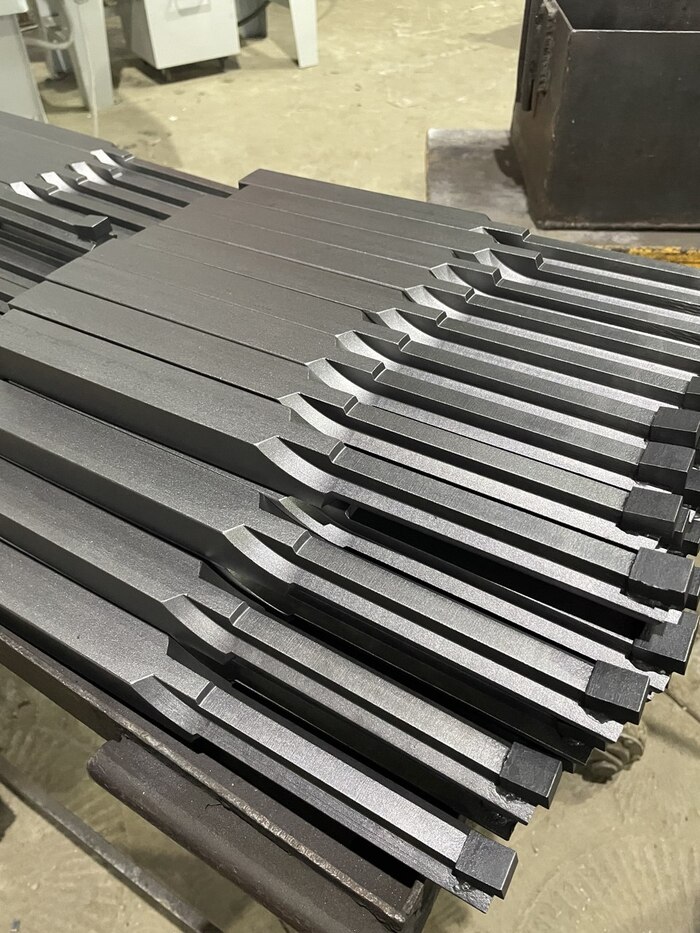
Еще: по ГОСТу на резцах допускается нависание пластины над державкой, но не допускается выступание державки из-под пластины. На наших резцах – если такой косяк случиться в процессе изготовления – мы это исправляем или перепайкой или заточкой. А что происходит у конкурентов?


Видите? Пластина съехала в бок.. Это плохие резцы!
Смотрите на наш:


Державка не выступает. Пластина заточена.
Есть и еще одно отличие, которое я не смогла хорошо продемонстрировать…


Дело в том, что не заточенная пластина не имеет точных 60 градусов, как должно быть у резца по ГОСТ. До этих 60 градусов пластину доводят заточкой. Так вот у нас она 60 градусов, заточена под микроскопом, по приборам.
А у конкурентов – не заточены пластины вообще. Эти 60 градусов нужно токарю ловить самому.
При заточке пластина греется и от этого скалывается. То есть при заточке без спецоборудования – пластины часто (не всегда, но часто) уходят в брак (скол). Наши резцы заточены, точить не нужно.
Это преимущество.
Итого, к 12% ценности можно добавить еще смело ~ 3-8% и получим, что наш резец лучше резцов конкурентов на 15-20%. А для рынка резцов эти 15-20% - это огромное преимущество!
Пятый аргумент:
Упаковка
Мы упаковываем в бумагу промасленную, этикетку клеим. Это упрощает работу кладовщиков (и токарей).
Кладовщики не вскрывая упаковку могут запросто понять — что внутри упаковки. И размер, и название резца и сплав. Левый или правый..
У конкурентов резцы без этикеток и часто даже без упаковки.
Инструмент без упаковки и маркировки в профессиональной среде часто воспринимается как «неликвид» или товар сомнительного происхождения.
У наших резцов все как полагается – и упаковка и этикетка с информацией – что внутри, какого размера, какой сплав, сколько штук, исполнение (левые или правые), дата упаковки, номер контролера ОТК.
Реальная история нескольких наших заказчиков: мы покупаем у Вас потому, что Ваши резцы удобно получать, хранить и идентифицировать.
Шестой аргумент:
Уникальные резцы
Канавочные для шкивов, отрезные обратные, канавочные внутренние с разной шириной режущей части, резцы 40х32, 40х40, 50х32, 50х40, 50х50 — мы можем, конкуренты не делают, резцы с малым сечением 8х8, 10х10, 12х12 — поштучно. Мы делаем, а конкуренты нет. Мы эти уникальные вещи разрабатываем как раз, чтобы привлекать внимание заказчиков «цены» — когда ни какие аргументы не работают, мы предъявляем наши уникальные резцы.
Конец залпа аргументов.
Отправляем заказчику.
Кажется – дело сделано, ни кто не сможет устоять, все захотят купить.
Мы очень старались, исследовали, формулировали – наш труд дожжен быть вознагражден.
И знаете что? Заказчик нам ответил:
«Ну все же это читается только так «покупайте у нас... ну потому что такие хорошие. Все такие же. У всех так же».
Эх.. Не доработала я.. Не докрутила… Где-то просчиталась. Не сработали мои аргументы. Всё зря! Плакать хочется.
Пикубушники. Хелп и СОС.
Скажите, что нужно такого сказануть, эдакого такого написать, чтобы резцы наши покупали даже те, кому они вообще не нужны. ))
Спросила как-то я у родственницы своей, которая в молодости удачно вышла замуж и ни дня не работала.. Ездит целыми днями на БМВ по салонам красоты, спортом занимается – весь день расписан, занятая вся.. Спрашиваю у нее – что привлекло бы твое внимание, что заставило бы тебя купить наши резцы?
Она ответила: мне надо «НАТУРЭЛЬ»… Чтобы все было натуральное! Пока у вас на резце не будет слова «Натурэль» - я на него даже не взгляну))
А вот еще история:
Бабушка у меня есть. Ей 75 лет. Дома сидит, телевизор смотрит целыми днями. А еще любит в озоне покупать всякое ненужное барахло. Спрашиваю у нее: «Что привлекло бы твое внимание, что заставило бы тебя купить наши резцы?» Отвечает: денег у меня нет, пенсия маленькая, я на всем экономлю… если бы скидочки были у вас на резцы, большие – я б купила из-за скидки.
Оооо!! Вот оно! Резцы не нужны, но скидку хочется... Куплю все, что со скидкой ))
Так. Я отвлеклась.. Возвращаюсь с вопросом к людям читающим: Скажите, что нужно такого сказануть, эдакого такого написать, чтобы резцы наши покупали даже те, кому они вообще не нужны?
Тому, кому они нужны – мы продадим без помощи зала. Там всё просто – есть потребность в резцах – вот резцы. Недорого. Есть в наличии. Упакуем. Доставим. Обнимем. Поднимем. Покружим. Поставим на место. Расцелуем. Документы выпишем с НДС.
А вот как продать тому, кому резцы не нужны – это задачка интересная. И тут без помощи зала не обойтись. Поделитесь мыслями и идеями.
Показать полностью
6

Резцы против ГОСТа: Почему промышленность застряла в 1972 году?
Работаю на инструментальном заводе. Мы производим резцы по металлу.
И иногда сталкиваемся с вещами, которые вызывают один простой вопрос: почему так вообще устроено?
Вот, например, есть старый добрый ГОСТ 10046-72 — долбёжные резцы для шпоночных пазов.
Казалось бы: стандарт есть, пользуйся и радуйся.
Но тут приходит заказчик и говорит:
— Нужны резцы с хвостовиком 50×32
— Под шпоночные пазы 20, 22, 24 и 28 мм
Открываем ГОСТ и видим прекрасное: для хвостовика 50х32 стандарт предусматривает только:
паз 20 мм
паз 24 мм
22 мм — нет вообще.
28 мм есть, но… уже на резце с хвостовиком 63х40.
И вот тут возникает интересная ситуация: "Что делать заказчику?"
По ГОСТ он заказать не может, потому что нужных размеров нет.
Заказать не по ГОСТ — это уже «резец по чертежу».
А чертежа у него нет, потому что он просто хочет обычный резец под обычный шпоночный паз.
И начинается любимый промышленный квест:
— «Сделайте по ГОСТ»
— «В ГОСТе такого нет»
— «Ну тогда сделайте как-нибудь…»
Самое смешное даже не в этом... За десятилетия существования этого ГОСТа, насколько я могу судить, никто из производителей не сделал простую вещь: не разработал свою линейку резцов, где на одном и том же хвостовике есть все нормальные размеры шпоночных пазов.
Например:
хвостовик 50х32, а режущая часть под:
20
22
24
26
28
Всё.
Без квестов.
Без «этого нет в ГОСТе».
Без специальных чертежей.
Просто нормальный инструмент под реальные задачи.
Иногда складывается ощущение, что в промышленности многие вещи делаются по принципу:
«так было написано в 1972 году — значит так и будем жить».
Хотя реальная жизнь давно ушла дальше стандартов.
И каждый раз, когда сталкиваешься с такими вещами, думаешь:
либо я чего-то не понимаю…
либо в нашей отрасли ещё очень много места для здравого смысла.
Показать полностью
1

Зачем вырывать зуб у ребёнка если он чувствует неприятное ощущение
Здравствуйте Пикабу у меня такая проблема. Зачем у ребёнка вырывать зуб если он чувствует неприятное ощущение . Я думаю выпадение зубов начинается в 6 лет , при этом он чувствует неприятное ощущение . Расскажите Пикабу пожалуйста.

Токарные резцы со сменными пластинками, нужна помощь
Господа токари, подскажите какие лучше купить механические резцы? Какие маркировки и как подобрать к ним пластинки? Пытался разобраться, но там черт ногу сломит((


Индикатор высоты установки токарного резца
В токарном деле очень важно правильно выставить высоту токарного резца относительно центра. Обычно выставляется или точно на центр или на 0,1мм ниже центра. При внутреннем точении наоборот, можно выставить чуть выше.
Спасибо товарищу @Taboo88 за то, что напомнил о такой прекрасной приспособе, помогающей быстрее выставить токарный резец на нужную высоту.

Конструкция предельно простая - массивное основание, хотел сделать основание магнитным, но потом пришло понимание, что когда все вокруг в металлической стружке магнит не самая лучшая идея.
Основание выпилено из обрезка плиты 20мм, заодно потренировался фрезеровать поверхности на токарном станке. В общем можно, но зажим в трехкулачковом патроне прямоугольной заготовки не самый надежный, а если зажимать сильнее, да деталька из мягких сплавов - на детали остаются следы от губок патрона.

Стойка из куска резьбовой шпильки М6 с парой гаек и какая-то пластина из хлама. Край пластины заточен, чтобы точнее смотрелось. А так в общем хорошо получается сравнивать тактильно, пальцы они сразу чувствуют разницу в высоте.

Вот в общем то и вся приспособа.
Показать полностью
3