Мне всегда было интересно, как создаются подобные вещи:
Ролик обычно начинается - хуяк хуяк, несколько кусков железа, удар молотка, цвырк и веселый китаец полирует готового пса/динозавра/каплю/дельфина.
Пройдем этот путь от начала до конца:
Слепим в блендере абстрактную модель. Некая стильная бобуйня с отверстием сложной формы
Выточим из пенопласта модель в размере один к одному
Порежем палец болгаркой, нарезая детали. Техника безопасности - пошла на хуй
Соберем, обварим и зашлифуем
Немного углубимся попроцессно:
Разделяем выточенную фигуру на элементы. Это поможет понять, сколько нужно деталей, какой они будут формы. Плюс появится понимание последовательности сборки. Каждую деталь выстукивается или гнется или вальцуется индивидуально. У меня для этого есть английское колесо, наковальня и кусок простой стальной трубы диаметром 89 мм. И вполне подходит набор молотков и подкладок для авторихтовщиков. Такой чемоданчик стоит примерно 12к. Но можно и обычным молотком грамм на 800..
Больше тысячи кругов ушло на полировку в зеркало этой херни
Шаги полировки:
Зачисткой лепестковый диск. Из бюджетных вариантов лучше всего подходит Luga р40. Убираем сварные швы.
2. Шлифовальные круги на липучке (смирдекс, Ханка, какой-то китайский фиолетовый ноунейм): шаги - с р80 по р800 не пропуская. Для идеального зеркала - каждым шагом нужно убирать царапины предыдущего шага и понижать следующим глубину рисок, убирать задиры от грубой шлифовки. К шагу абразива 800 царапин видимых глазу остаться не должно. Очень долгий и муторный процесс.
3. полировальная паста и войлочный круг. Войлок должен быть плотный и однородный. Пасты я использую menzerna или marpol. Два шага - средняя и финишная. Под каждую пасту свой войлочный круг. Между пастами очистка поверхности венской известью (подается в баночках) и фибровой тряпочкой. Ну и если прям совсем хочется в идеал - супер финишная паста и фетровый круг…
Красиво поставили на столик, наслаждается красотой линий и блеском отражения
Приветствую читателей. Сегодня поделюсь своим опытом по сварке трубы из титана. Будем варить неповоротный стык аргонодуговой сваркой.
Сварка титана отличается от сварки черных и нержавеющих сталей. Расплавленный металл ведёт себя нетипично, отличается малой подвижностью и не течёт. В таких условиях сформировать обратный валик на корне становится сложной задачей, требующей бОльших усилий, чем при сварке вышеуказанных сталей. Кроме того титан требует особой чистоты в процессе подготовки и сварки, не допускается использование абразивных кругов и контакта с материалами содержащими углеродистые стали или состоящими из них. При сварке необходим тщательный контроль за температурой, усиленная защита сварочного шва аргоном. Температура при контакте с воздушной средой должна быть не выше 200 градусов, всё остальное время необходима защита средой аргона.
1/4
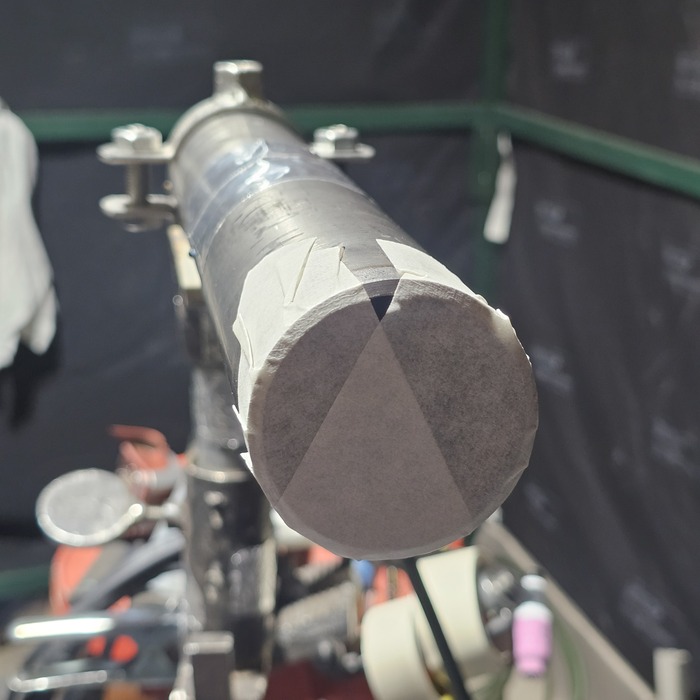
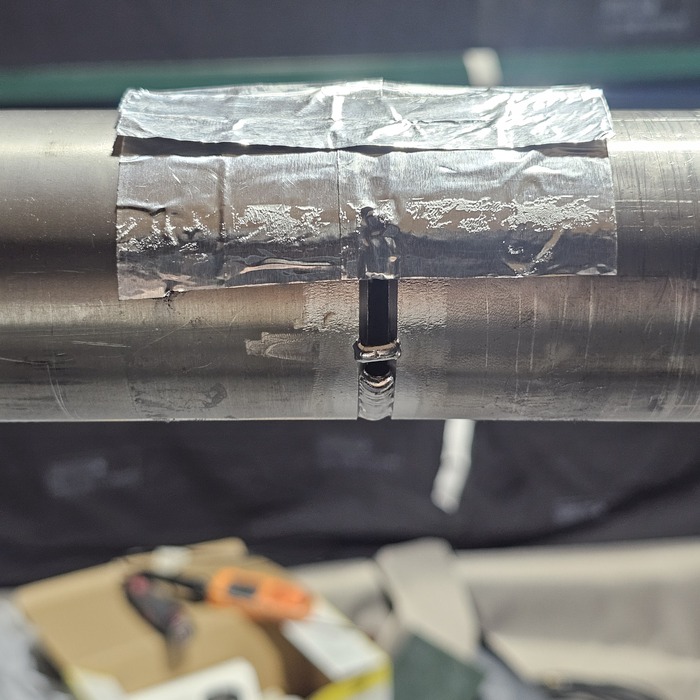
Труба 60×3мм, диаметр присадочного прутка 2мм, шлифуем кромки скотчбрайтом и протираем ацетоном, прихватываем на "мостики" в трех точках, зазор 4мм.
1/2
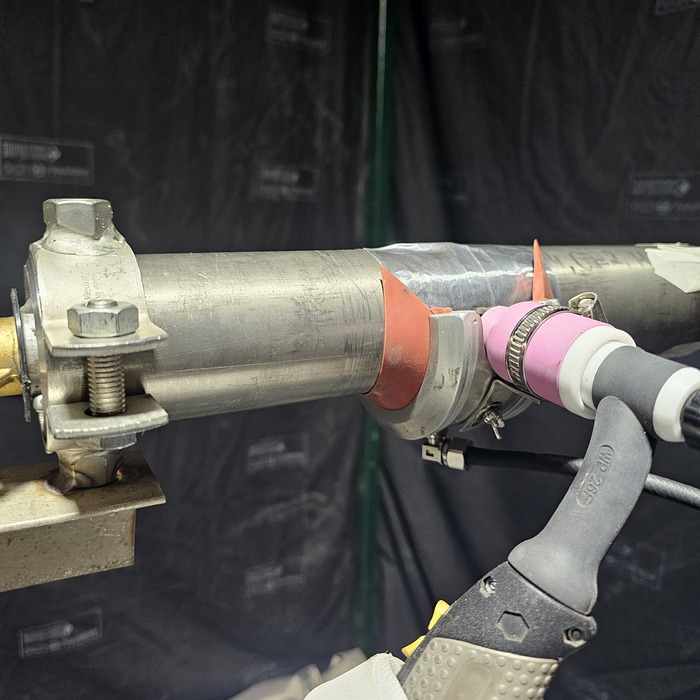
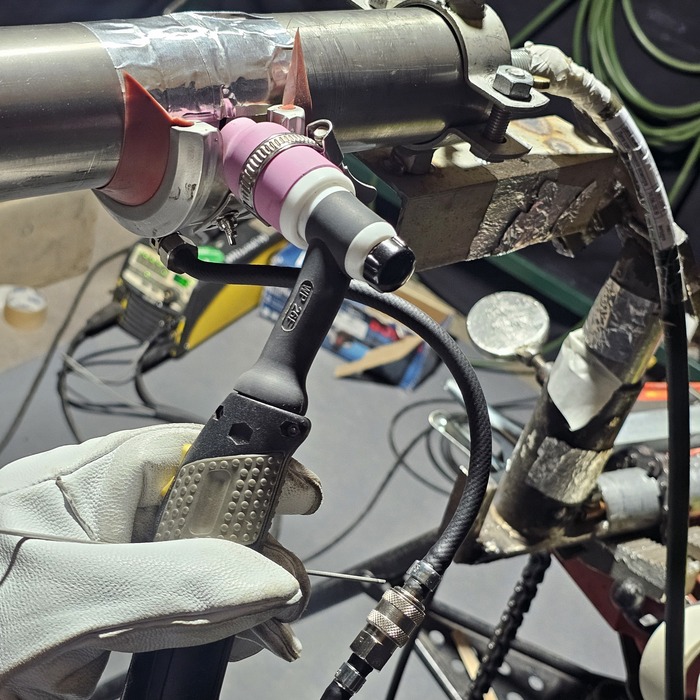
Для защиты шва используется специальная насадка на сварочную горелку. Так как нужно три источника со стабильной подачей газа, использовать будем два баллона с газом особой чистоты.
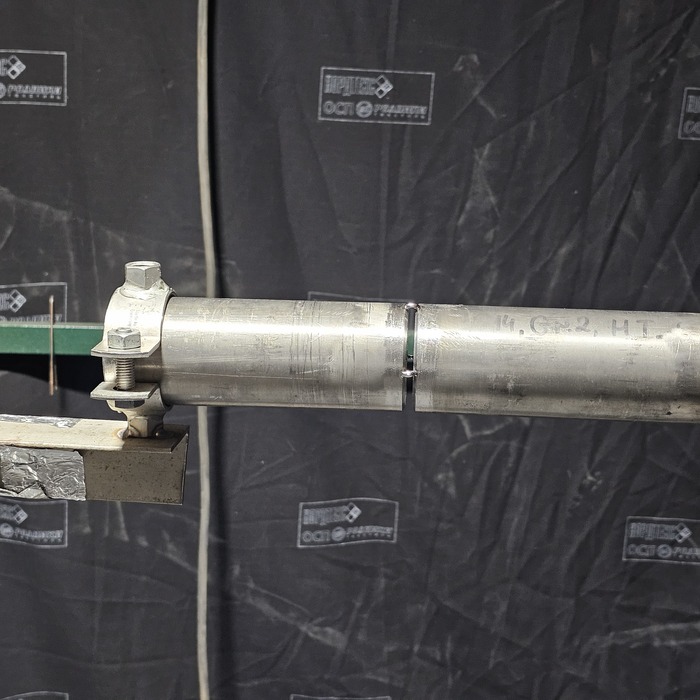
После того как прихватили катушки- зажимаем их в горизонтальном положении.
1/8
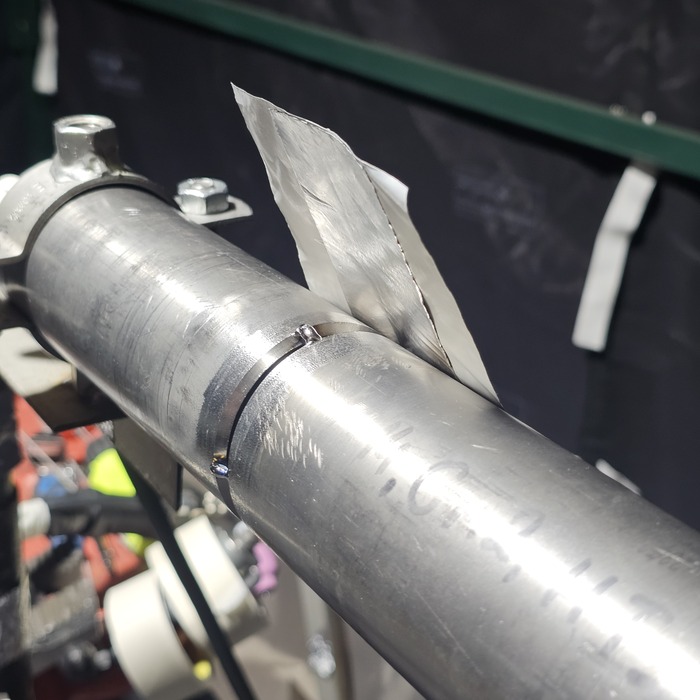
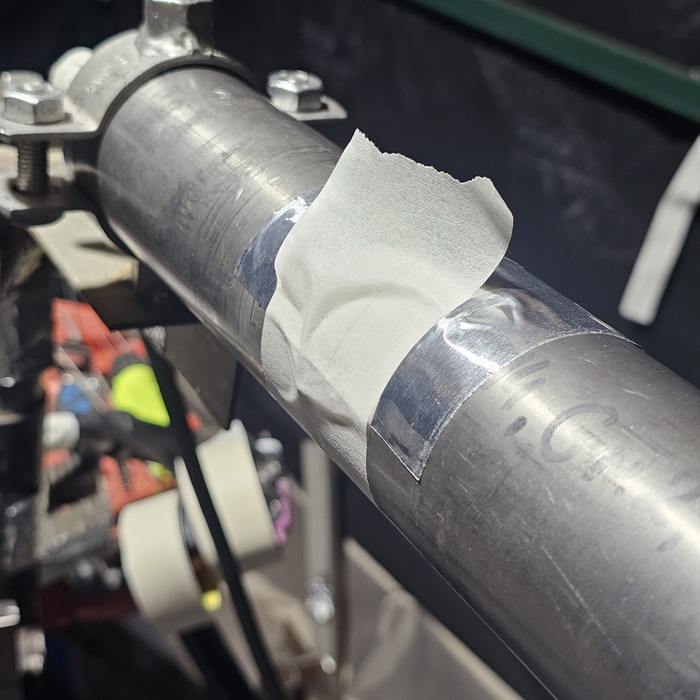
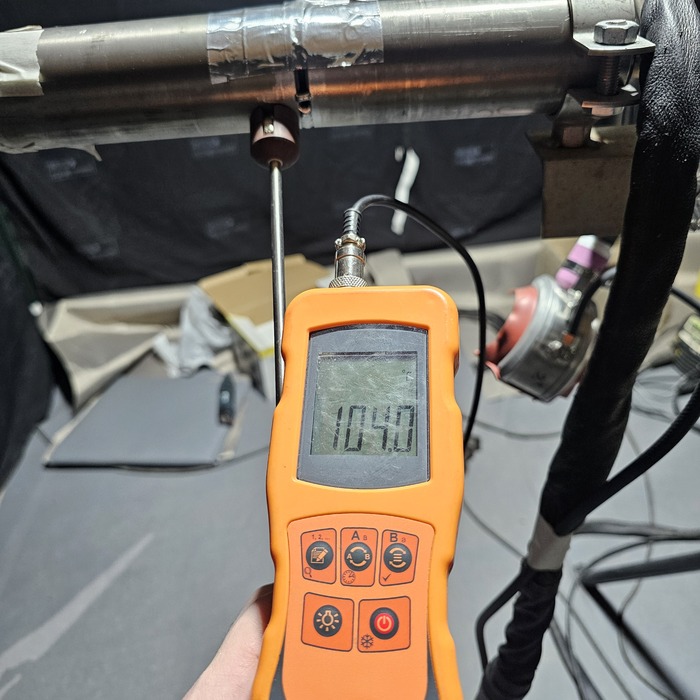
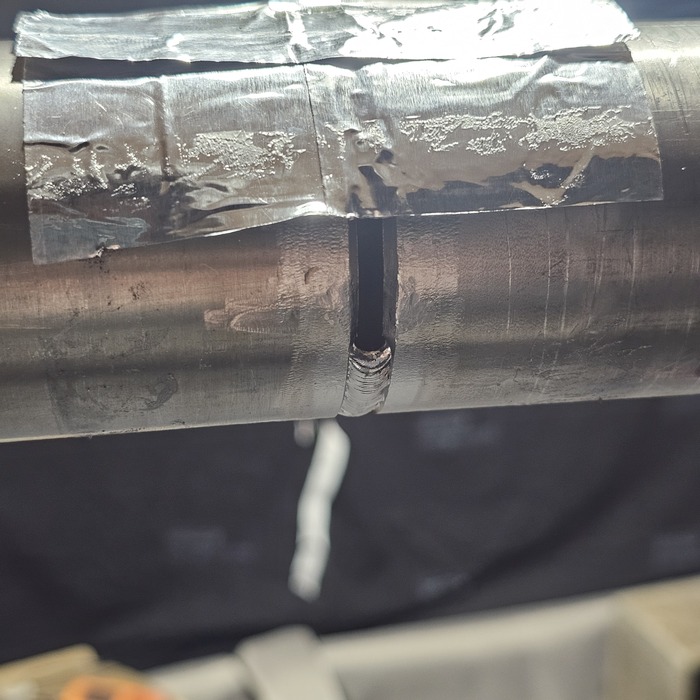
Для того, чтобы аргон из трубы не выходил- приклеиваем алюминиевый скотч на зазор. Можно и бумажный, но он горит, лучше алюминиевый. В один конец трубы вставляем грушу с шлангом, через который будем подавать аргон в полость трубы, обратный конец закрываем бумажным скотчем, оставляем небольшое отверстие чтобы в трубе не было давления. Как видите, часть зазора я залепил бумажным скотчем, это та часть, которую я буду варить первым делом. После того, как я отлеплю этот бумажный скотч, температура трубы уже не упадёт ниже 80-90 градусов до окончания процесса сварки.
Если кому интересны настройки, на которых я буду варить. Время нарастания 0.7сек., ток 55ампер, время затухания 1.5сек., постгаз 15секунд. Варить буду в 2Т режиме, в процессе буду по необходимости отключать дугу рывками не доводя до полного затухания.
Заполняем трубу газом и начинаем варить корень снизу к верху. На горелку будем подавать 17литров газа в минуту, на насадку будем подавать 25литров, в трубу будем подавать сначала 15литров, потом убавим до 7литров в минуту.
1/2
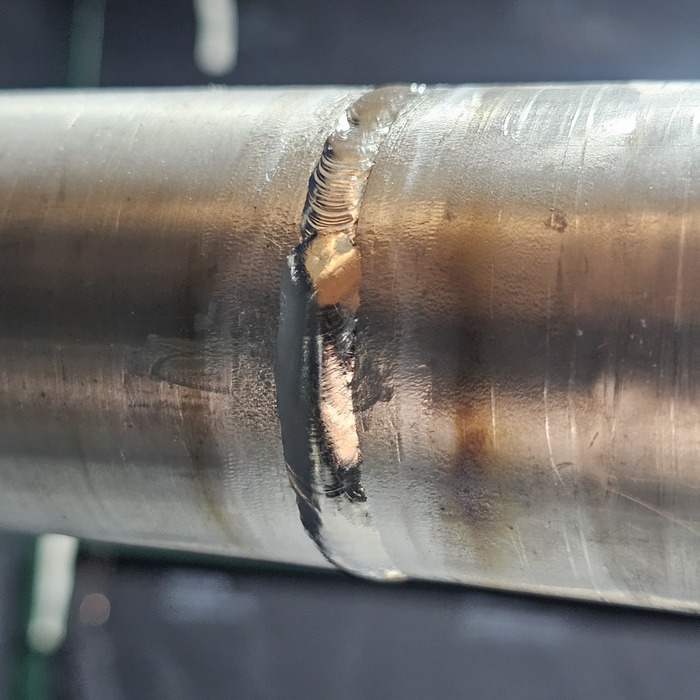
Провариваем небольшой участок, примерно 35-40мм длиной, останавливаемся не доходя до прихватки и держим сапожок минуту- две, пока температура не упадет ниже 200градусов, только потом горелку можно убрать. Если убрать горелку сразу после окончания процесса сварки, то околошовная зона почернеет и, скорее всего, в ней образуются микротрещины.
1/2
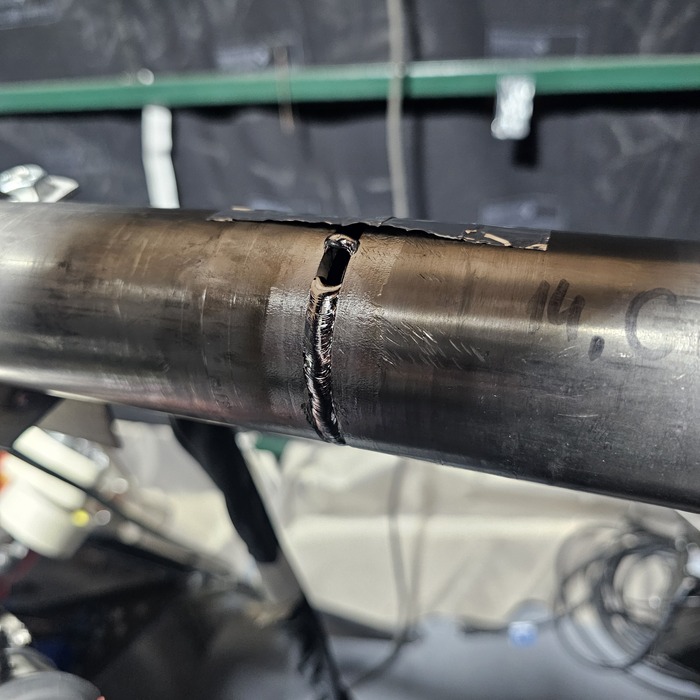
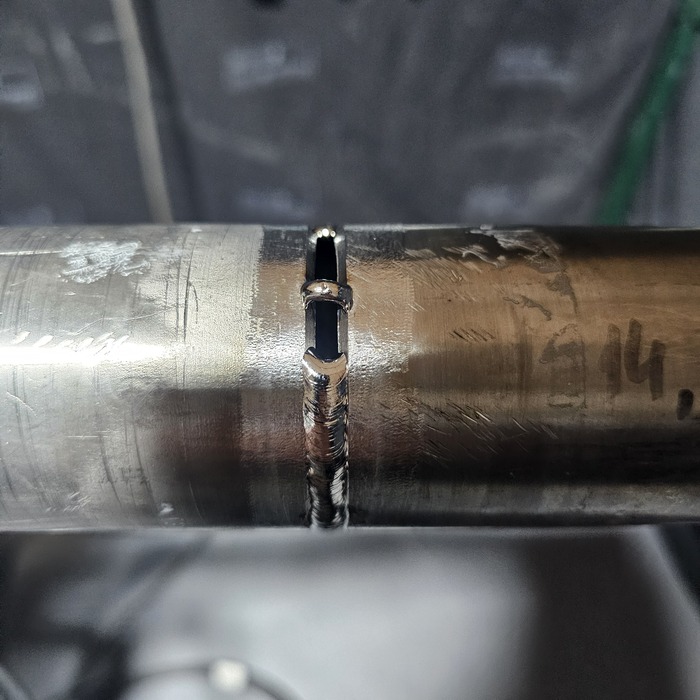
В результате первый отрывок корня выглядит так. Кромки проварены, визуальных дефектов нет. Шов белый, следовательно газовая защита организована правильно. Постоянно контролируем температуру, продолжаем сварку. Варим с нижней точки в обратную сторону.
1/3
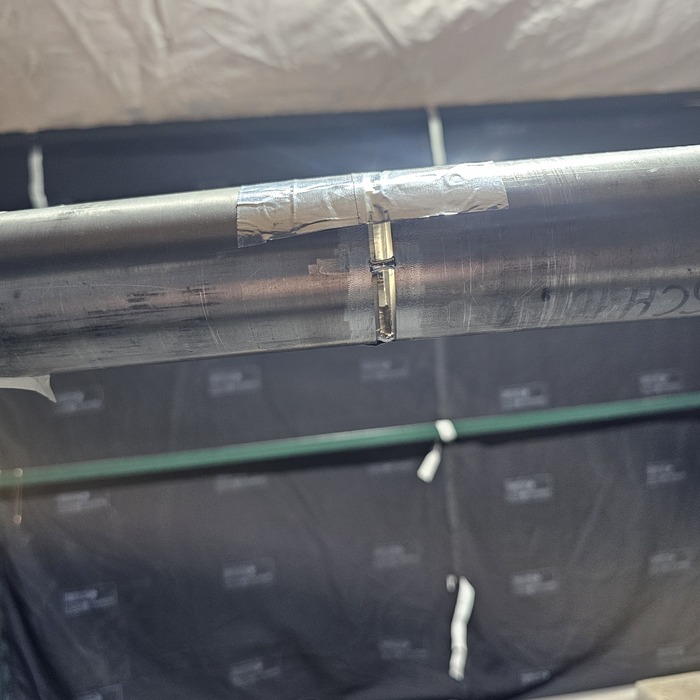
После того, как дошли до прихваток с обеих сторон, берем бормашинку с фрезой и стачиваем первую прихватку. Теперь можно уменьшить подачу газа в полость трубы до 7л в минуту, этого будет достаточно.
1/3
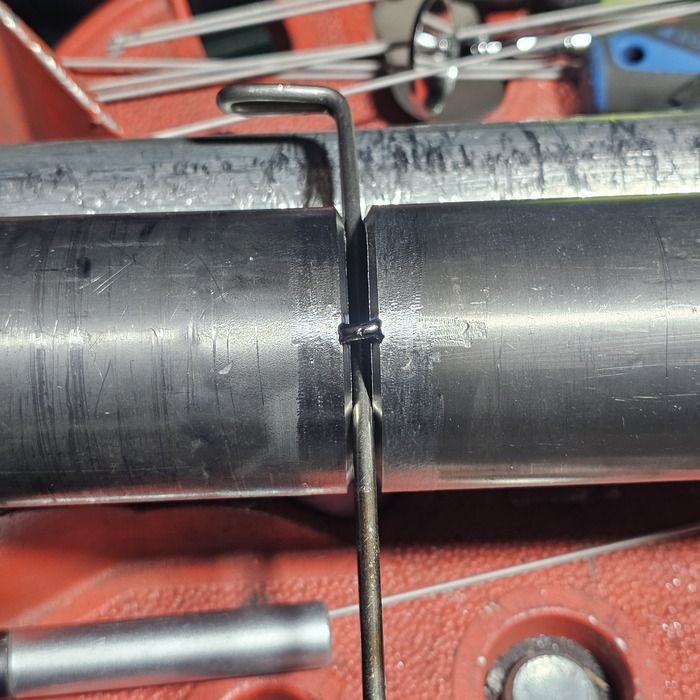
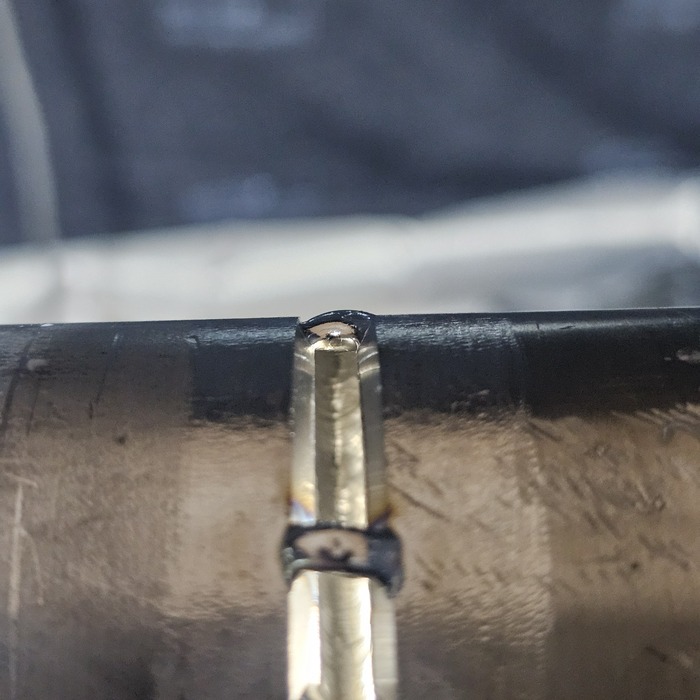
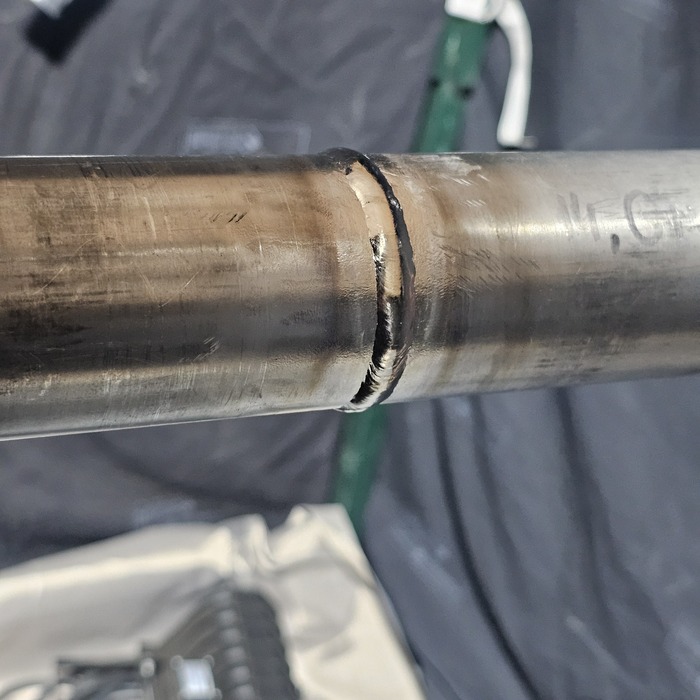
Через зазор можно оценить проделанную работу. Дефектов по прежнему нет, всё идёт по плану. контролируем температуру и продолжаем варить корень.
1/2
С обратной стороны так же стачиваем прихватку и закрываем сторону.
1/3
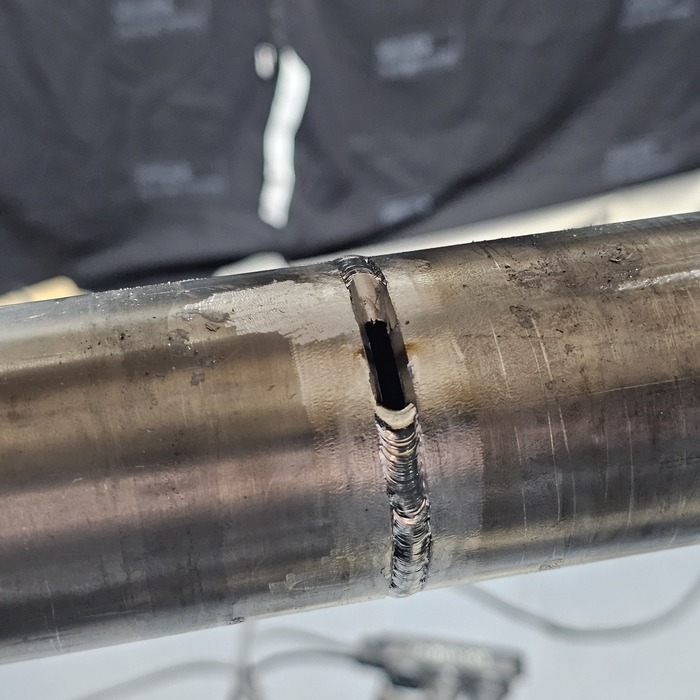
Осталось сточить последнюю прихватку, сделать заход и можно закрываться
1/4
Можно в последний раз разглядеть корень с близкого расстояния.
Корень готов, смотрим с фонариком через зеркало.
1/5
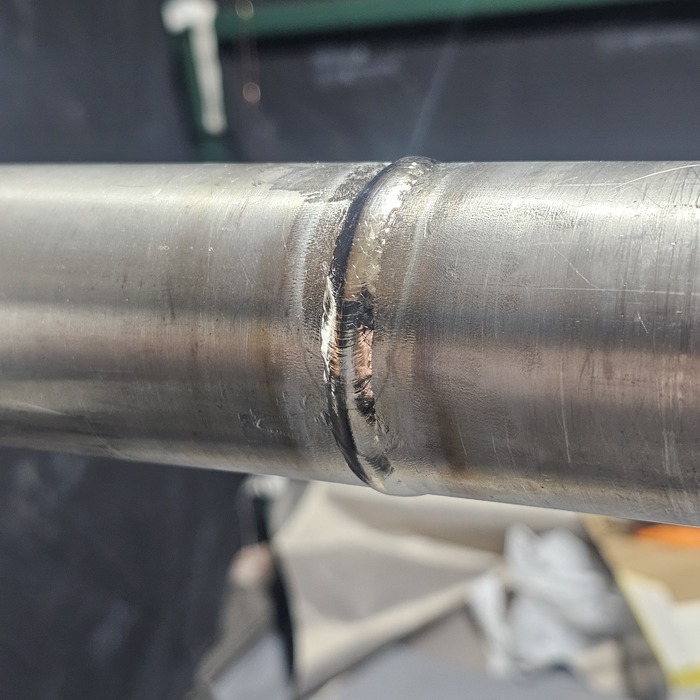
Замок получился хорошо, визульных дефектов нет. Снова закрываем полость скотчем и задуваем аргоном.
1/2
Увеличиваем ток до 65 ампер, смотрим температуру и приступаем к сварке облицовочного шва.
1/2
Провариваем первую чатверть шва, ждем пока остынет примерно до 90 градусов, и варим вторую четверть снизу в обратную сторону.
1/2
Теперь точно так же варим с серединки до 12 часов с обеих сторон.
1/4
Информация в посте- это лишь мой опыт который не является пособием и догмой. Не исключаю что что-то делаю неправильно.
К сожалению из-за ограничения пикабу на 50 изображений не смог приложить все фотоматериалы, для более полной картины. Вообще хотелось бы делиться с вами опытом в формате видео. Возможно в будущем появится такая возможность и я смогу купить технику для этого.
Первый пост в этой серии залетел конечно… больше 105к просмотров, больше сотни комментариев и под 1500 плюсов. Спасибо всем, что неравнодушны.
Суждение номер раз по итогам первого поста: в целом я тут не сильно топлю прям за функционал изделий.. как правильно заметил один @de.Fau: «Хорошие решения не с небес берутся, а в ходе таких вот экспериментов. И это по сути - демонстрация возможностей..»
Суждение номер два - ресурс развлекательный, я своими поделками рукожопными вас тут развлекаю. Развлекайтесь, йопта)
Итак: сегодня не буду вытаскивать из архива работу, предложу на суд уважаемых дам и достопочтенных лордов изделие, которое в работе вот прям сейчас.
Изделие утилитарное, его функционал максимально понятен и полемики особой быть по этому поводу не должно.. но кто знает?)
Итак - искомый референс:
По-любому царапается от воздуха, шумный, как барабан и максимально не практичный с точки зрения людей с ОКР, которых отпечатки пальцев на глянцевых и зеркальных поверхностях доводят до нервного срыва..
В общем есть у меня несколько обрезков из нержавейки, начну с того, что в производной форме вырежу саму столешницу.. она у меня из куска восьмимиллиметровой нержавейки
Фольга нержавеющая 8 мм
Далее беру весь лом, что есть, гну руками, молотком..Английским колесом.. короче по контуру листа пускаю примерно куски, как бог на душу положит:
Тяп - ляп, просто чтобы было за что зацепиться, от чего оттолкнуться
Я художник, я так вижу
Пока похоже на кучу говна из нержавейки..
В целом процесс сборки максимально.. простой с точки зрения технологии: прикладываю кусок картона:
Вероятно на сборку и на «поварить» уйдет еще пара дней, после чего стол будет отполирован и появится пост с подробным описанием данного тех процесса и остальными ттх.. думаю, будет не лишним указать все затраты.. что касается коммерческой составляющей - изделие делается «в стол», думаю пока нет смысла это обсуждать..
У тигЛиний, особенно для горелок с водяным охлаждением есть свои положительные стороны так и отрицательные. К первым относится - работа с большими токами, рабочее кпд, не подвержена к нагреву, малые габариты (относится к 20-й серии), относительно малый вес. Второй момент - не столь комфортная эластичность линии, внешний вид не блещет своим обликом, бывает с весом перебор, ремонтопригодность и габариты - компромисс +- (если ремонтоПригодность, то габариты растут и наоборот)…
В моём варианте ремонтопригодность в минусе, плюс в габаритах, комфорте в рабПроцессе, в огромной эластичности, минимализм вовсём и это включая линию кнопки, да и работоспособность без потери эластичности при Минусовых температурах (закладывал в морозильную камеру на часок в -18° Результат положительный) :)
На просторах инета ищим: чулок защиты 32мм, гусак wp20, силиконТрубки для силы 6х2, для охлаждения 4х2, разъёмы быстроСёмные ф9мм, силовой СКР35-50(70), разъём кнопки для тигАппарата, микрик кнопки, ручка с кнопкой 3Д печать. Подмешиваем в эти составляющие мозга и прикладываем умелые руки в итоге получим вот такой прекрасный Инструмент.
Ручку для гусака - дАа, Пожалуйста! Берём Любой FDM-принтер, в проге СолидВоркс вытягиваем цилиндр какой вам нужно длины, отверстие для кнопки и на печать АБС-ом соплом 0.2мм (заметочка для тех кто любит печатать быстро - не получится, печатайте медленнее и всё будет Ок!)