



Сварка титана
Приветствую читателей. Сегодня поделюсь своим опытом по сварке трубы из титана. Будем варить неповоротный стык аргонодуговой сваркой.
Сварка титана отличается от сварки черных и нержавеющих сталей. Расплавленный металл ведёт себя нетипично, отличается малой подвижностью и не течёт. В таких условиях сформировать обратный валик на корне становится сложной задачей, требующей бОльших усилий, чем при сварке вышеуказанных сталей. Кроме того титан требует особой чистоты в процессе подготовки и сварки, не допускается использование абразивных кругов и контакта с материалами содержащими углеродистые стали или состоящими из них. При сварке необходим тщательный контроль за температурой, усиленная защита сварочного шва аргоном. Температура при контакте с воздушной средой должна быть не выше 200 градусов, всё остальное время необходима защита средой аргона.


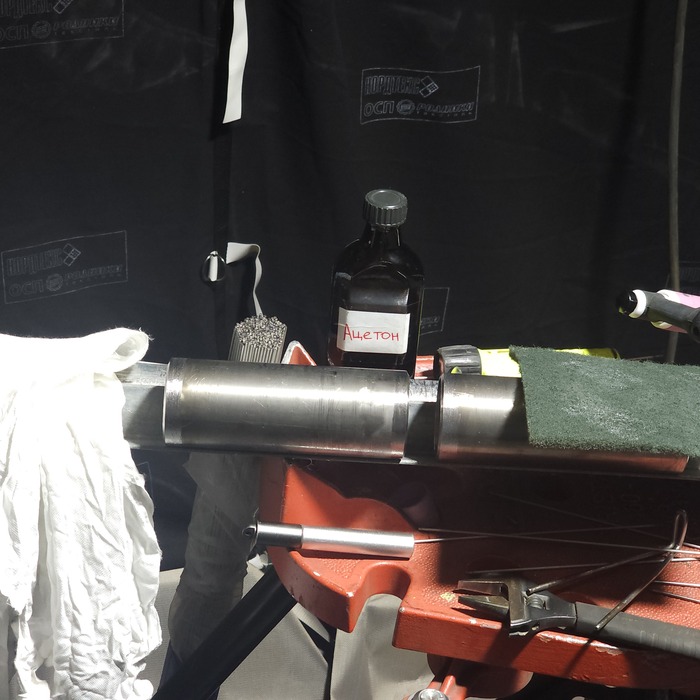
Труба 60×3мм, диаметр присадочного прутка 2мм, шлифуем кромки скотчбрайтом и протираем ацетоном, прихватываем на "мостики" в трех точках, зазор 4мм.


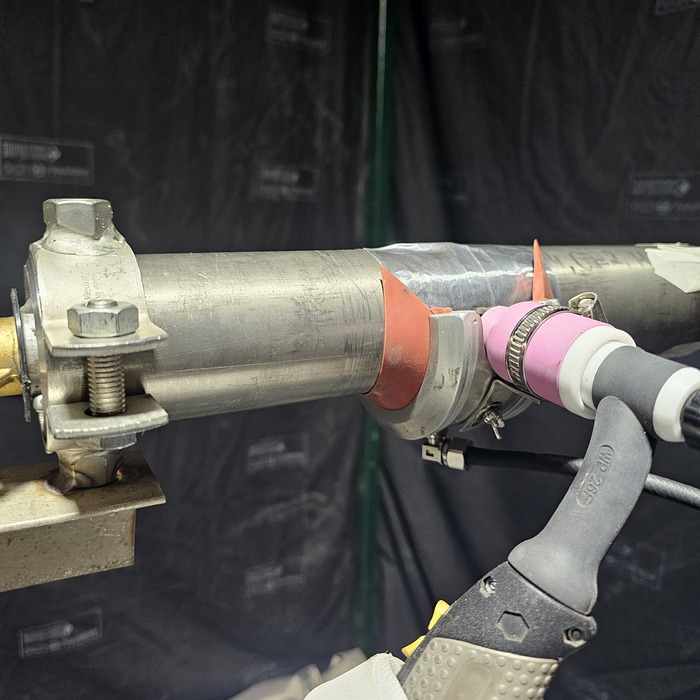
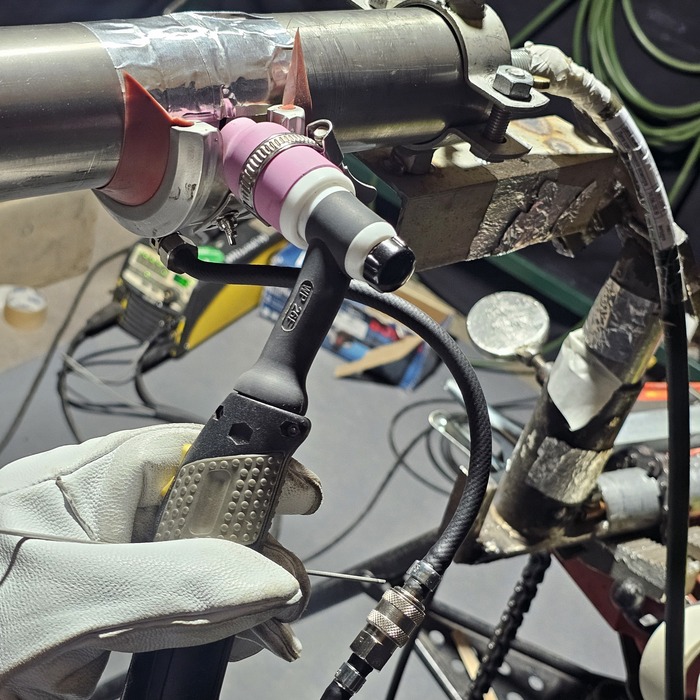
Для защиты шва используется специальная насадка на сварочную горелку. Так как нужно три источника со стабильной подачей газа, использовать будем два баллона с газом особой чистоты.
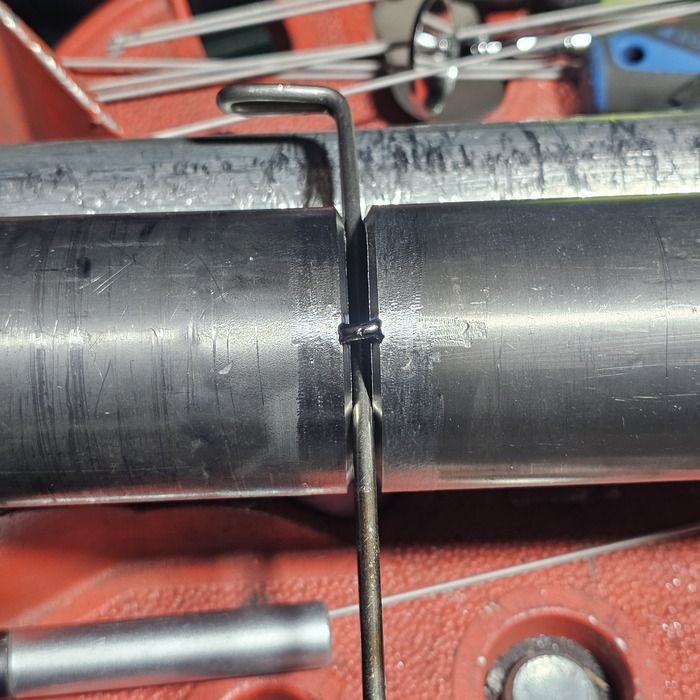
После того как прихватили катушки- зажимаем их в горизонтальном положении.
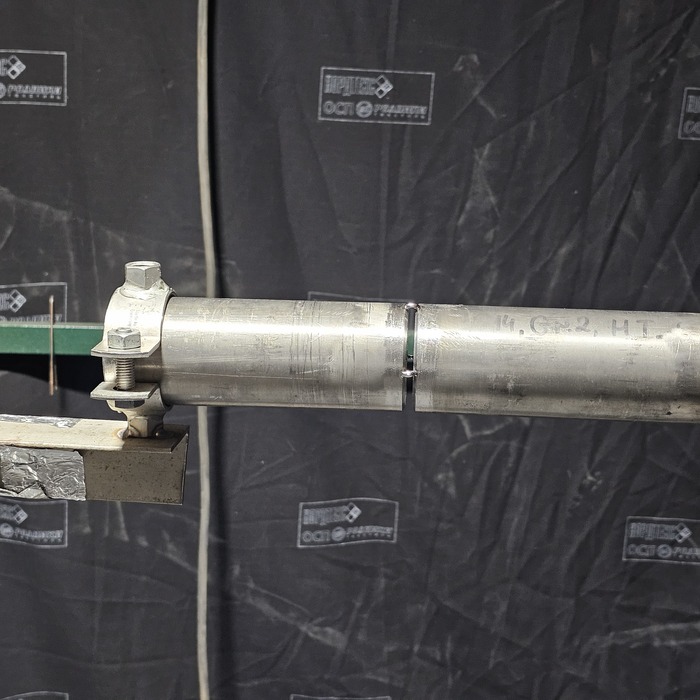


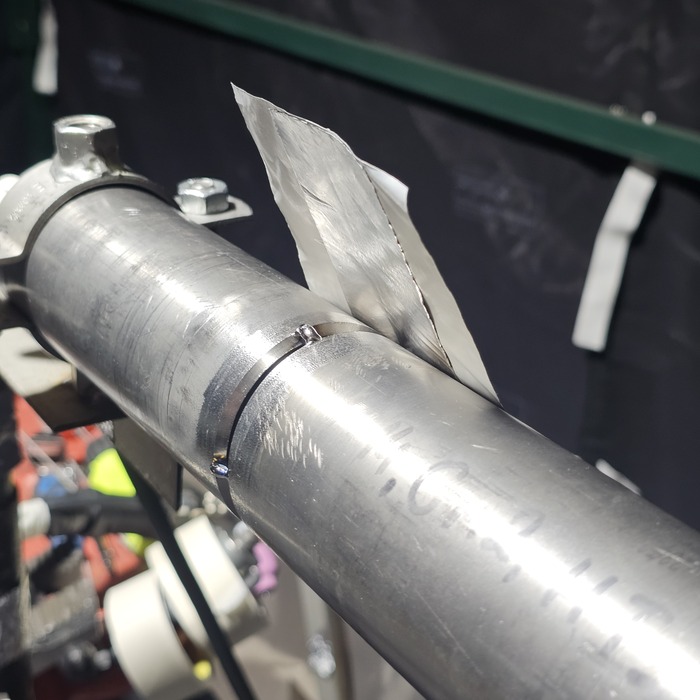


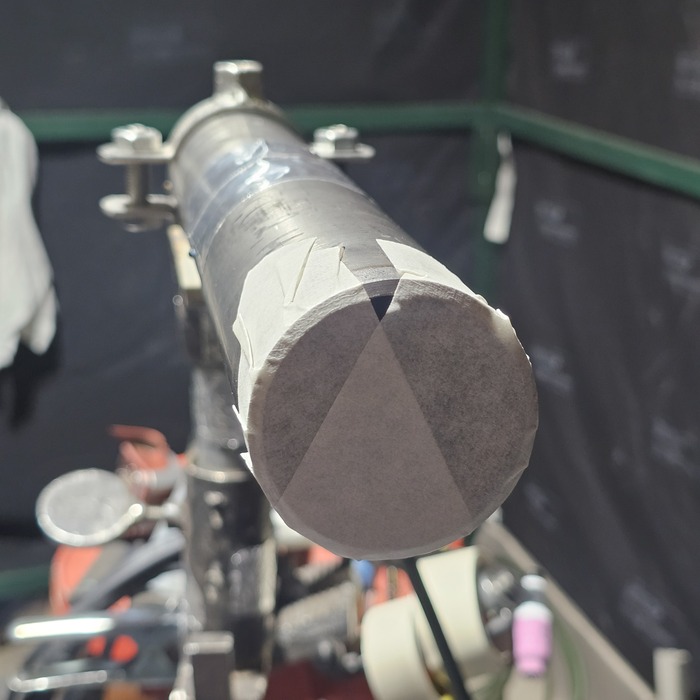
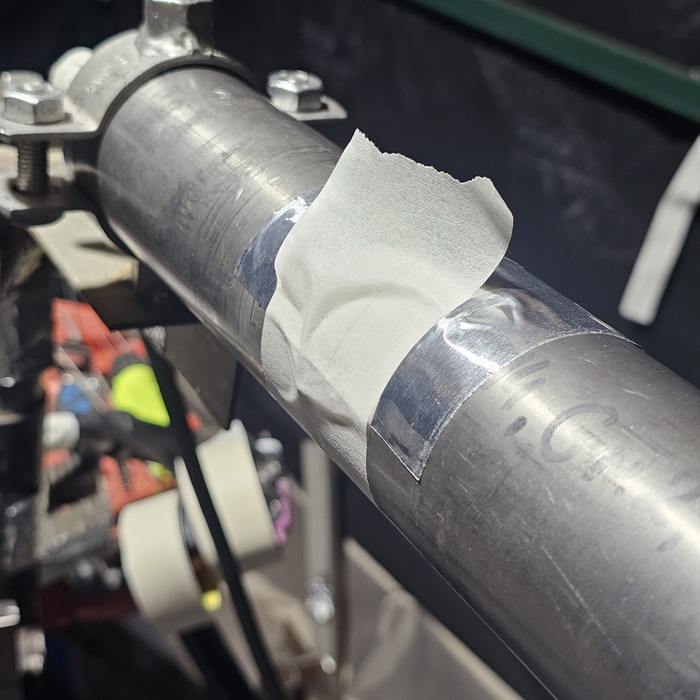
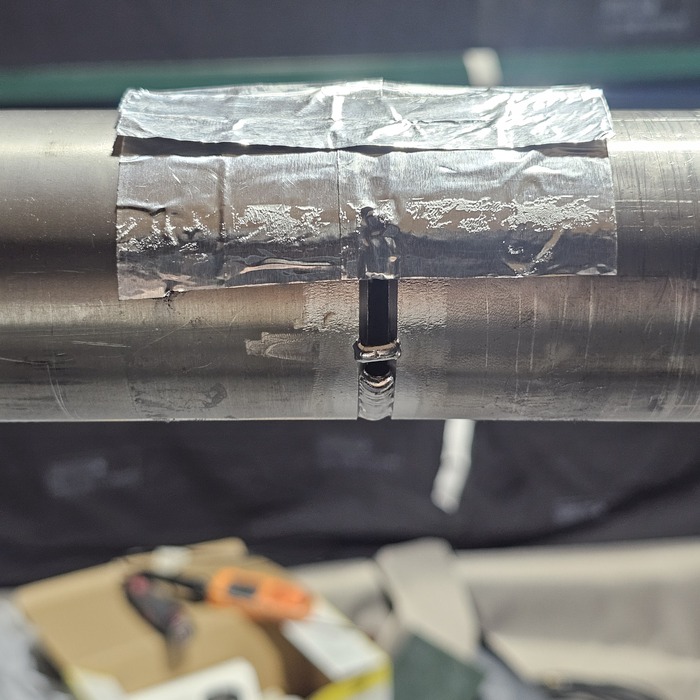
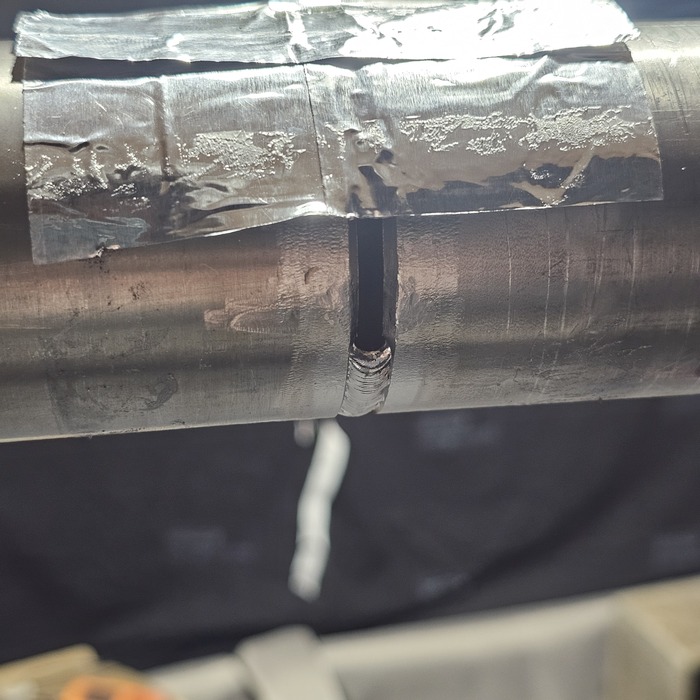
Для того, чтобы аргон из трубы не выходил- приклеиваем алюминиевый скотч на зазор. Можно и бумажный, но он горит, лучше алюминиевый. В один конец трубы вставляем грушу с шлангом, через который будем подавать аргон в полость трубы, обратный конец закрываем бумажным скотчем, оставляем небольшое отверстие чтобы в трубе не было давления. Как видите, часть зазора я залепил бумажным скотчем, это та часть, которую я буду варить первым делом. После того, как я отлеплю этот бумажный скотч, температура трубы уже не упадёт ниже 80-90 градусов до окончания процесса сварки.

Если кому интересны настройки, на которых я буду варить. Время нарастания 0.7сек., ток 55ампер, время затухания 1.5сек., постгаз 15секунд. Варить буду в 2Т режиме, в процессе буду по необходимости отключать дугу рывками не доводя до полного затухания.
Заполняем трубу газом и начинаем варить корень снизу к верху. На горелку будем подавать 17литров газа в минуту, на насадку будем подавать 25литров, в трубу будем подавать сначала 15литров, потом убавим до 7литров в минуту.

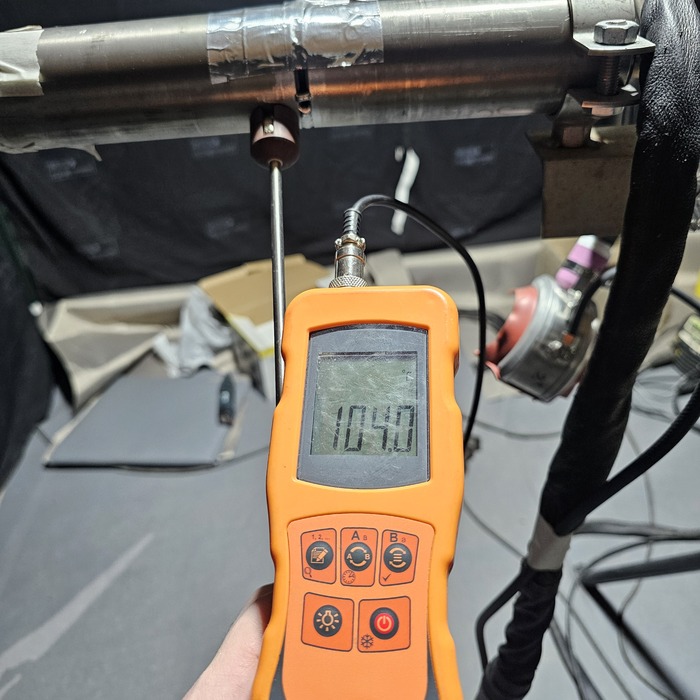
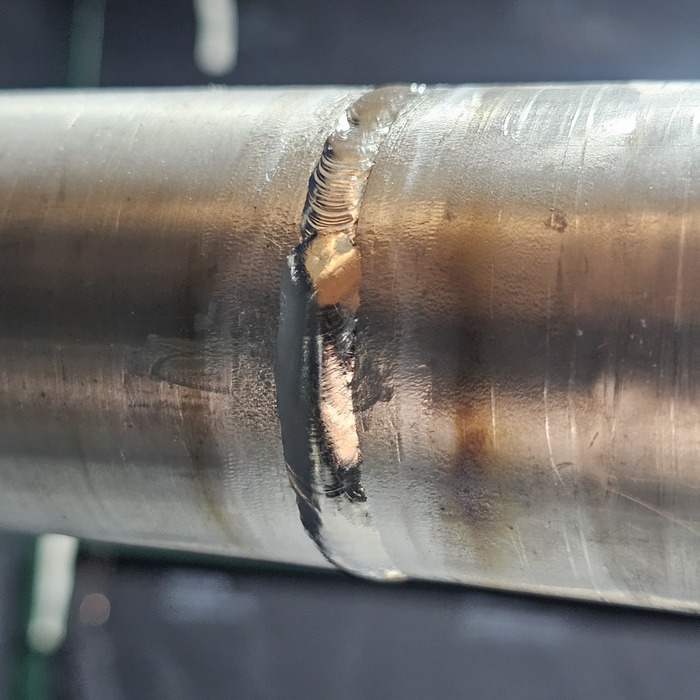
Провариваем небольшой участок, примерно 35-40мм длиной, останавливаемся не доходя до прихватки и держим сапожок минуту- две, пока температура не упадет ниже 200градусов, только потом горелку можно убрать. Если убрать горелку сразу после окончания процесса сварки, то околошовная зона почернеет и, скорее всего, в ней образуются микротрещины.

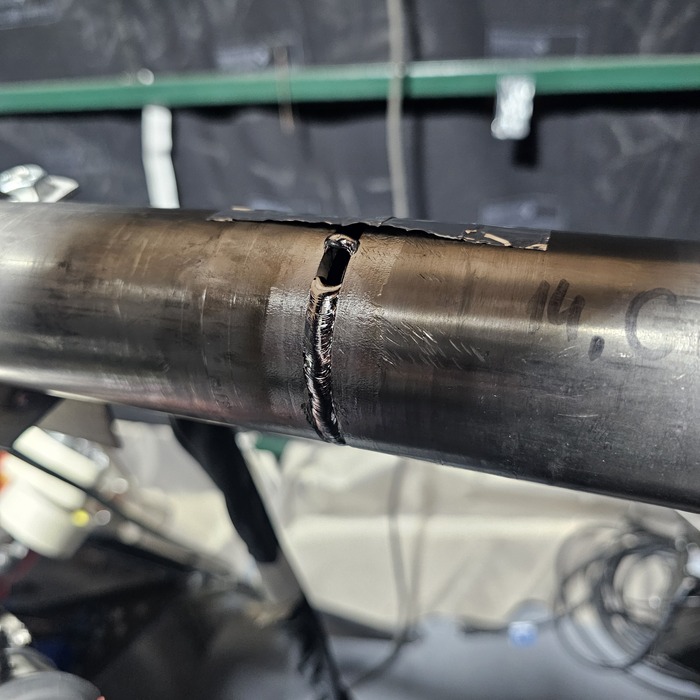
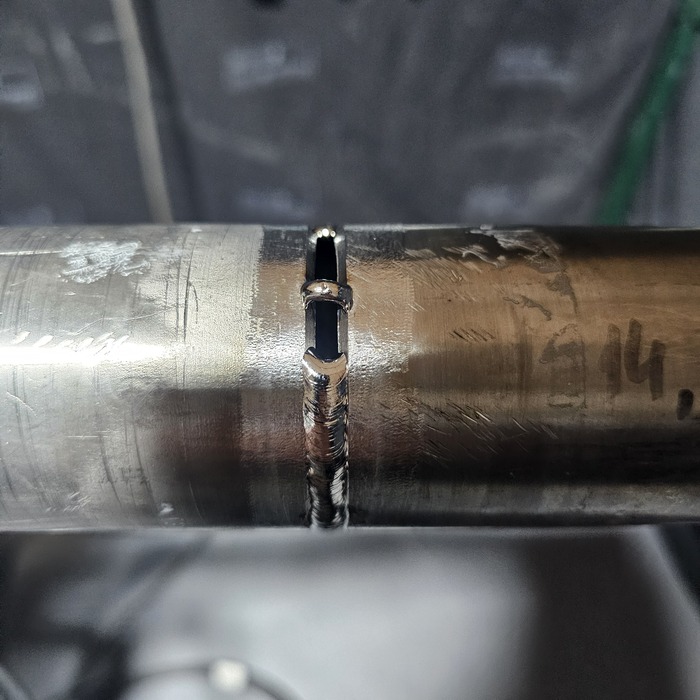
В результате первый отрывок корня выглядит так. Кромки проварены, визуальных дефектов нет. Шов белый, следовательно газовая защита организована правильно. Постоянно контролируем температуру, продолжаем сварку. Варим с нижней точки в обратную сторону.

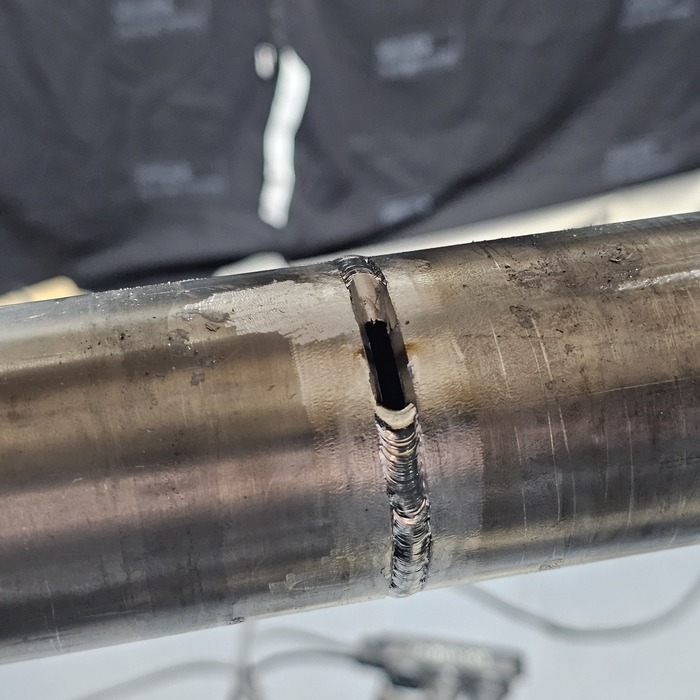
После того, как дошли до прихваток с обеих сторон, берем бормашинку с фрезой и стачиваем первую прихватку. Теперь можно уменьшить подачу газа в полость трубы до 7л в минуту, этого будет достаточно.



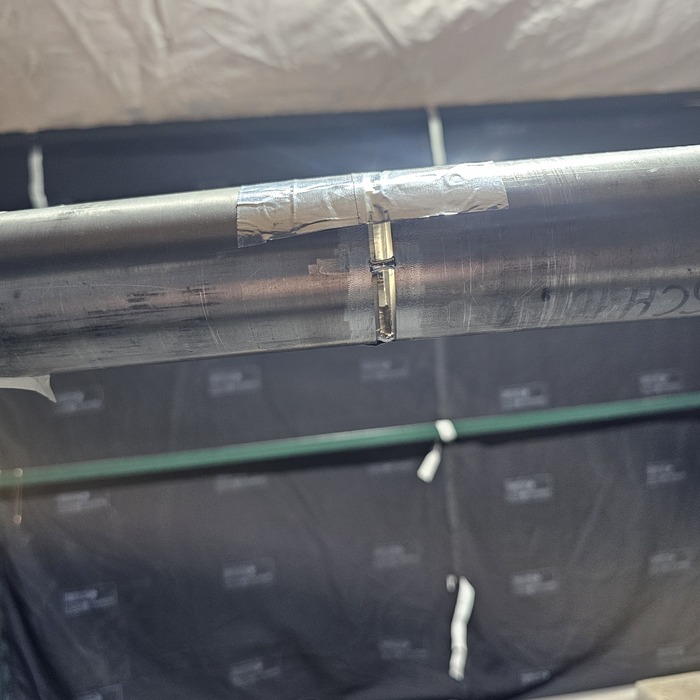
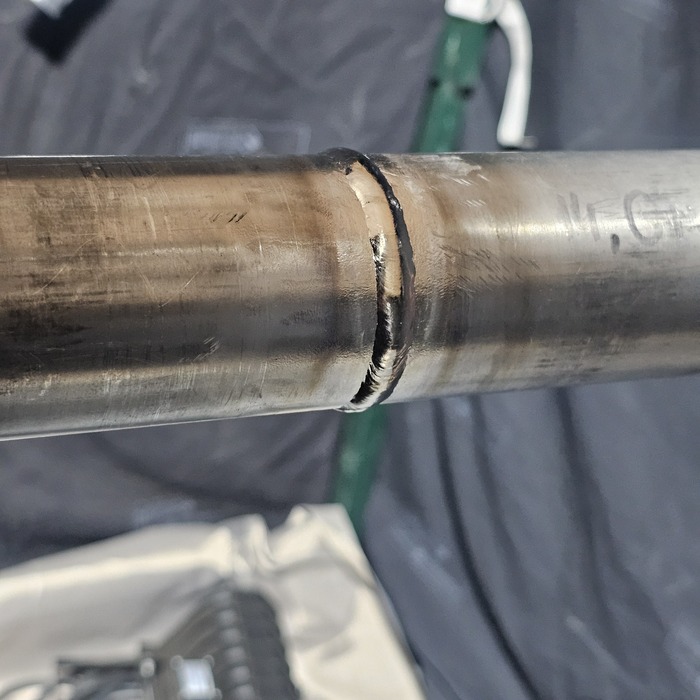
Через зазор можно оценить проделанную работу. Дефектов по прежнему нет, всё идёт по плану. контролируем температуру и продолжаем варить корень.

С обратной стороны так же стачиваем прихватку и закрываем сторону.
Осталось сточить последнюю прихватку, сделать заход и можно закрываться


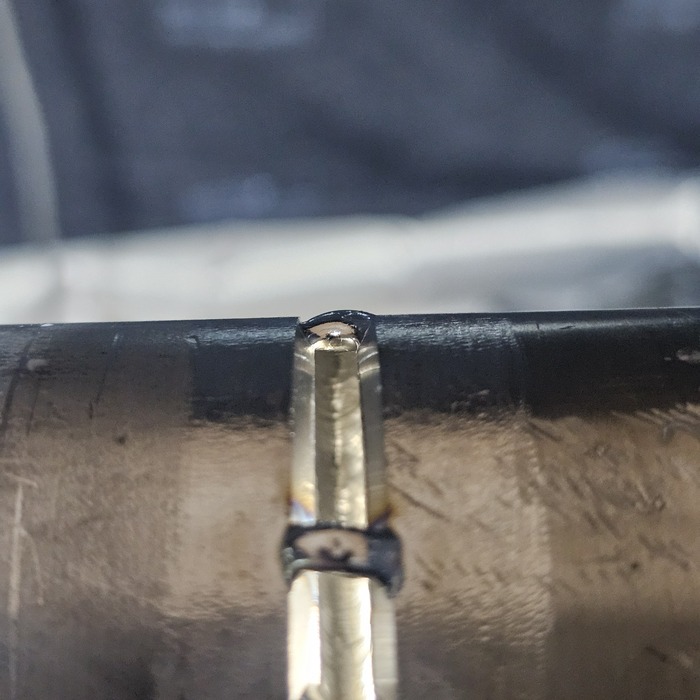
Можно в последний раз разглядеть корень с близкого расстояния.
Корень готов, смотрим с фонариком через зеркало.





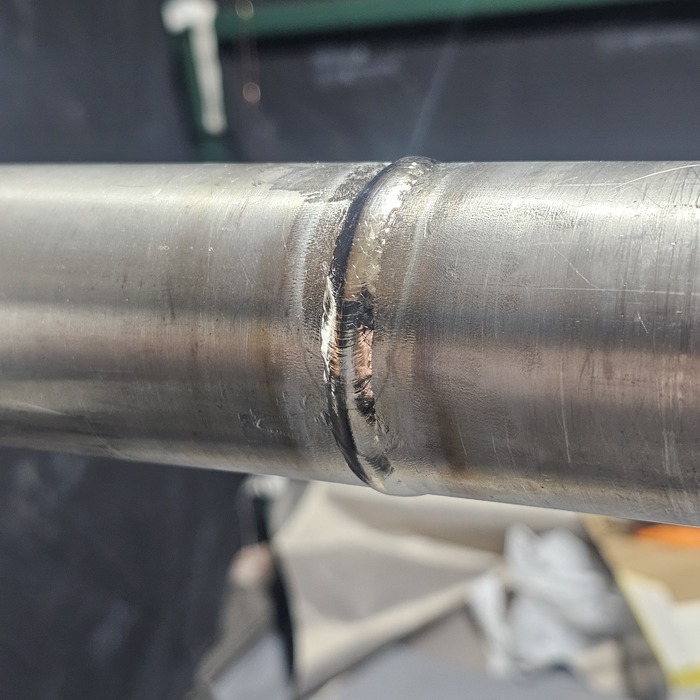
Замок получился хорошо, визульных дефектов нет. Снова закрываем полость скотчем и задуваем аргоном.


Увеличиваем ток до 65 ампер, смотрим температуру и приступаем к сварке облицовочного шва.

Провариваем первую чатверть шва, ждем пока остынет примерно до 90 градусов, и варим вторую четверть снизу в обратную сторону.


Теперь точно так же варим с серединки до 12 часов с обеих сторон.


Информация в посте- это лишь мой опыт который не является пособием и догмой. Не исключаю что что-то делаю неправильно.
К сожалению из-за ограничения пикабу на 50 изображений не смог приложить все фотоматериалы, для более полной картины. Вообще хотелось бы делиться с вами опытом в формате видео. Возможно в будущем появится такая возможность и я смогу купить технику для этого.
Вольфрам 2.4мм, увеличенная керамика 10ка, присадка ERTi-2 2мм , аппарат ESAB 2200i, Svarnoyizderevki.

Надеюсь было интересно. Спасибо за внимание!

















