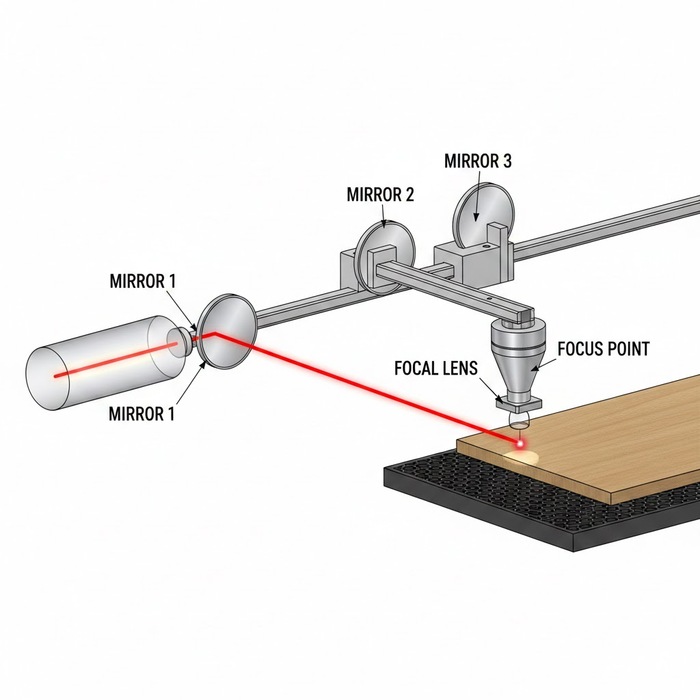
Борьба за энергоэффективность лазерной резки в ЕС или "Можно, а зачем?"
Привет, Пикабу.
Если включить отечественные центральные ТВ каналы, то часто возникает ощущение, что экономика в ЕС летит в тартарары, и вообще как они там выживают с их-то проблемами (не настаиваю на однозначности этих ощущений, может у вас не так). В тоже самое время я периодически мониторю буржуйские источники на тему промышленного оборудования и лазерной резке, это моя работа, да и просто интересно.
Заметно, что в ЕС обсуждается не только в духе “кто быстрее режет” и “какая кромка чище”, но и в духе “сколько это ест” и “как это проходит по экологическим требованиям”. По анализу рынка это тоже видно: пишут, что в Европе сегмент растёт примерно на 4,5–6,5% в год до 2030 (если кому интересно, то исследование “The European Laser Cutting Machine Market: A 2026 Analysis”, ссылаются на отраслевые отчеты с лазерной резкой с анализом совокупный годовой темп роста (CAGR)), и толкают его не только производство и новые заказы, но и давление по энергоэффективности и “зелёной” повестке.
Вот не знаю даже, насколько тема с зеленой повесткой ещё живая, её, вроде, много критикуют сейчас. Да и Грета Тумберг куда-то делась (кстати, кто в курсе как она поживает? В прошлый раз её в интернетах на лодке показывали).
Но если посмотреть динамику и структуру производства электроэнергии в Германии, то она впечатляет, по крайней мере меня впечатлила. Смотрите какие сильные изменения:
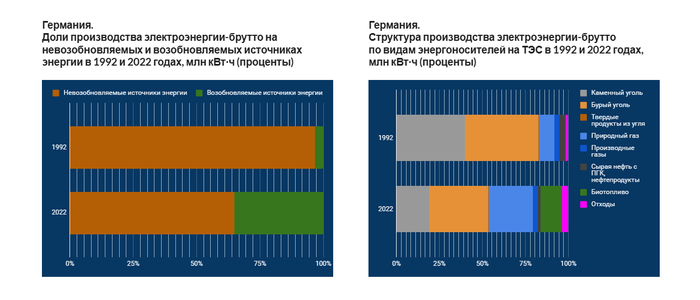
Энергетический профиль Германии, данные с сайта eeseaec.org
Одновременно с этим сильный рост на энергоносители:

Энергетический профиль Германии, данные с сайта eeseaec.org
Одновременно с этим, если почитать буржуйские материалы, то получается, что раньше при выборе оборудования или подрядчика смотрели на сроки, цену и качество. Сейчас к этим трём пунктам в Европе почти всегда добавляется четвёртый: насколько процесс “чистый” и предсказуемый по потреблению энергии, отходам и учёту. Это про то, что заказчики и проверяющие любят цифры и документы, а у предприятий давно нет желания объяснять лишний раз, почему расход энергии прыгает, а отходов получается больше, чем планировали. Лично я плохо себе представляю, чтобы в России кто-то этим заморачивался: проверять сколько обрезков у подрядчика на склад ушло. Интересуют только сроки, цена, качество.
Но по итогу самое простое объяснение этому выглядит так. Энергия в Европе дорогая, требования по эффективности и отчётности жёстче, чем раньше, а конкуренция в металлообработке никуда не делась. Поэтому выигрывает тот, кто умеет стабильно выпускать деталь и при этом не сжигать деньги в розетке и в отходах.
По форумам если полазить, то вопрос с энергоэффективностью активно обсуждается:

пример обсуждения энергоэффективности на немецкий форумах по лазерной резке и ЧПУ
Справедливости ради можно сказать, что любой нормальный человек считает свои расходы — что в Германии, что в России. Другое дело, что, по моему мнению, сейчас этому стали уделять больше внимания.
Из-за этого по цехам меняется логика принятия решений. Уже не так важно, чтобы станок был просто мощный. Важно, чтобы он был предсказуемый по затратам. Отсюда тяга к автоматизации вокруг станка, к софту, который лучше раскладывает детали на листе, к контролю процесса и к оборудованию, которое проще держать в стабильном режиме.
Даже боюсь представить, что будет по мере развития автоматизации и управления с помощью ИИ (мы же доживем до этого момента, да?). В связи с зеленой повесткой в Европе сейчас часто спрашивают или требуют в реальной жизни, когда речь идёт про производство или выбор подрядчика:
сколько энергии уходит на смену и как это контролируется;
как организованы вытяжка и фильтрация, что с пылью и дымом;
насколько экономно используется лист, сколько уходит в обрезь;
есть ли нормальный учёт и прослеживаемость статистики.
И вот тут как раз хорошо видно, почему волоконные станки так уверенно забирают “листовую” работу в ЕС. Они чаще дают более понятную экономику по энергии и обслуживанию, проще вписываются в поток, где важны стабильные серии и минимальные простои. Это не значит, что старые технологии исчезли. Просто в европейских условиях всё больше решает не просто процесс производства, а бухгалтерия плюс требования по эффективности.
В итоге получается интересная штука. Лазерная резка вроде бы та же самая, металл тот же, детали те же, а правила игры меняются. На фоне торговой войны КНР и ЕС за автомобильный рынок (понятное дело, максимально задействована здесь лазерная резка металла) этот процесс усугубляется. Когда предприятие живет в среде, где любой лишний киловатт и лишний отход становятся заметными, рынок сам начинает толкать производство в сторону более экономичных и более автоматизированных решений.
Судя по росту тарифов на электроэнергию в РФ, нам тоже предстоит эта большая работа. Издержки растут, Китай с их низкой себестоимостью электроэнергии и материала давит на рынок. Как по мне, никакое повышение утильсбора на машины нам не помогут (если говорить про лазерную резку металла в автомобилестроении). Получается, что вопрос лишь в том, как нам выбрать или внедрить наиболее экономичные и лучшие автоматизированные методы работы. Если есть идеи, делитесь.
п.с. Конечно, в РФ есть такие персонажи которые скажут “Можно, а зачем?”, но не все же такие, тот кто работает в рынке и зависит от рынка, не может так сказать, приходится искать способы по более оптимальным решениям.