0 просмотренных постов скрыто






Моя работа
Привет пикабу!) Я литейщик (пластик, резина). До этого кладовщик, а еще до этого зубной техник больше 10 лет назад))
Люблю свою работу)
Показать полностью
1
На рабочей волне

А я немного продаван. Работали на выставке, показывали свою продукцию.
Показать полностью
1

Полимеры и с чем их едят
Чтож настало время первого поста. Начну с введения: у меня законченное высшее на кафедре Оборудования и робототехника переработки пластмассы.
Моя первая официальная работа - помощник технолога на заводе, где делали автомобильные топливные баки. Вторая работа (где я и сейчас) технолог на заводе по литью изделий из пластмасс. Это для понимания того, что я буду рассказывать не просто так, а из опыта производства и обучения на прекрасной кафедры прекрасного вуза.
Теперь о том, что я расскажу. Я поведаю вам какие есть виды пластика, как они применяются в обычной жизни, и способах из переработки. И конечно, будет хорошо, если вы своими комментариями направите меня, что будет ещё интересно.
Почему я решил написать несколько постов здесь? Просто потому что я искренне обожаю свою специальность, у меня выпал тот очень редкий вариант, что я поступал в университет не знаю куда, но в итоге очень полюбил то, что я делаю.
Также так как это будут мои первые посты на пикабу, прошу помочь с тэгами



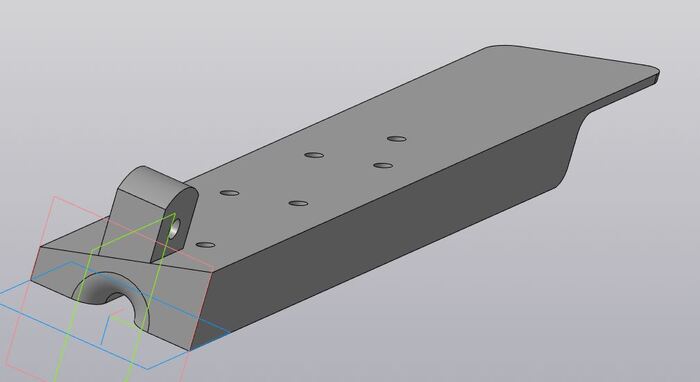
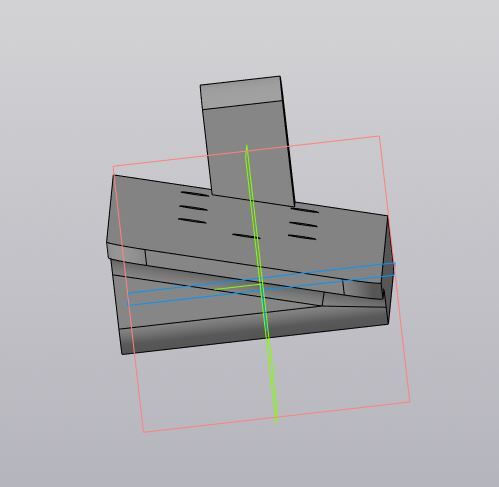
А кто умеет в 3D печать?
По мотивам поста А кто умеет в металлообработку?
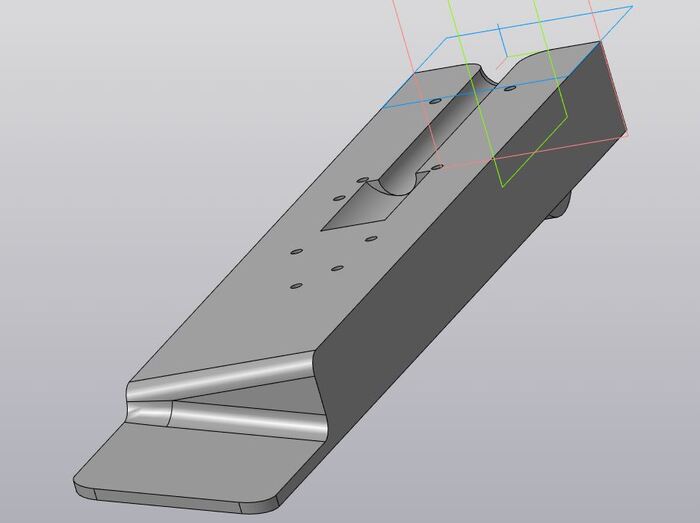
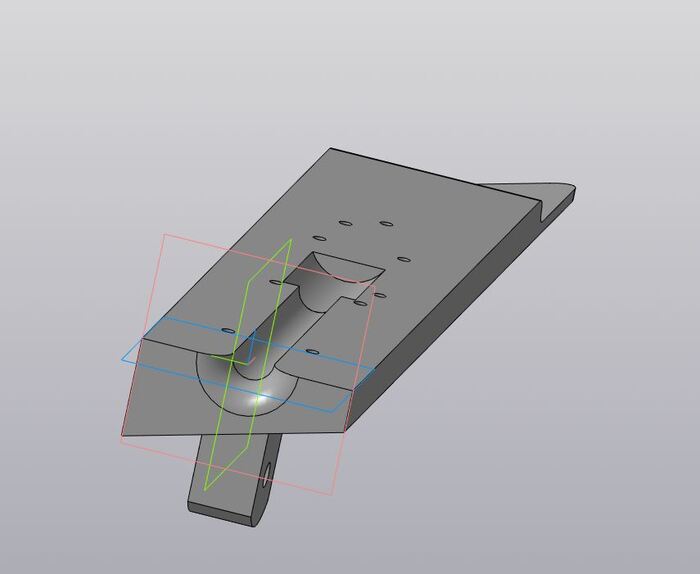
Поскольку идея колхоза кронштейна из металла энтузиазма не вызвала, ищу умельца который сделает это в 3D из нейлона или более твердого пластика. Линейные размеры ДхШхВ = 275х52х57. 3D модель имеется, могу конвертнуть в STEP, STL, IGES. Работа возмездная, МСК/МО.
Кому интересно, контакты кидайте в комменты - будем обсуждать детали.
Показать полностью
4

О производстве тюбиков
Всем привет! На волне, так сказать, постов о разных профессиях и как в них попасть, хочу внести и свой вклад. Сегодня я расскажу о такой профессии как "Наладчик машин и автоматических линий по производству изделий из пластмасс" - что это такое, насколько сложна работа и о производстве в целом. Поехали!
Все началось в 2017 году. Я только окончил техникум с корочкой "Специалист по ремонту и обслуживанию станков с ЧПУ и роботокомплексов" и начал искать работу. Хоть город и достаточно большой (1.5 млн жителей), но работодателей, готовых взять свежеиспеченного специалиста на работу, особо на горизонте не маячило. В основном, отклики по резюме приходили на откровенно рабский труд или около того.
Однако, все, как обычно, решил случай.
У отца на работе уволился наладчик роботизтрованной линии, и открылась вакансия, которая висела открытой уже пару месяцев. Собственно, он то мне и предложил попробовать себя на этом месте, и так как альтернатив особо небыло на тот момент, а чем черт не шутит, решил сходить глянуть, что там к чему.
Теперь, для понимания картины, немного о производстве.
Производство занимаемся выпуском тары для кремов, шампуней и прочего, а более конкретно - выпуском тюбиков. Вообще, тюбиков существует множество видов, но конкретно наш завод выпускает тубы ламинатные (а-ля в которой обычно мы покупаем зубную пасту), алюминиевые (мази в аптеке) и, собственно, пластиковые (обычные крема косметические, шампуни и т. д.), о которых далее расскажу чуть подробнее.
В общем, пришел я на завод в обозначенный день, мне выписали временный пропуск и поставили в пару к моему наставнику. В первый день все обычно просто наблюдают, так сказать, есть ли смысл вообще оставаться или нет, и на это есть весомая причина. Оборудование.
Я как сегодня помню это ощущение:
Наставник в мой первый день выглядел как волшебник - порхает из стороны в сторону, что-то нажимает, где-то подтягивает, что-то крутит, одним словом, как магия в средние века.
По итогу, я все таки решил остаться и научится, так как были довольно радужные перспективы в плане з/п (которые, в итоге, оправдались).
С этого дня я начал к̶р̶е̶п̶к̶о̶ ̶т̶у̶п̶и̶т̶ь̶ свое обучение.
Было сложно, моментами было вообще не понятно что происходит, так как в кризисные моменты, когда линия внезапно останавивалась и нужно было устранить проблему, я не рисковал отвлекать наставника, так как он был весь в проблеме, и по нему прям было видно, что лучше его не трогать)
Особенно меня порадовала система измерения усилия закручивания болтов, пружин и всего такого - "на пол шишечки". Когда я спросил как это, ответ не заставил себя долго ждать - " это как на четверть шишечки, только в два раза сильнее"
Далее была 4-х месячная стажировка, в течении которой я познавал все азы работы на линии, тонкости работы оборудования и типичные неисправности.
Теперь немного о самой линии.
Линия состоит из 4-х основных машин:
1) Экструдер
2) Машина для литья плечика и резьбы
3) Машина для припайки мембраны и накручивания колпачка
4) Печатная машина
На разных линиях последовательность установки может быть разной после экструдера, но на моей линии она именно такая.
Принцип работы линии.
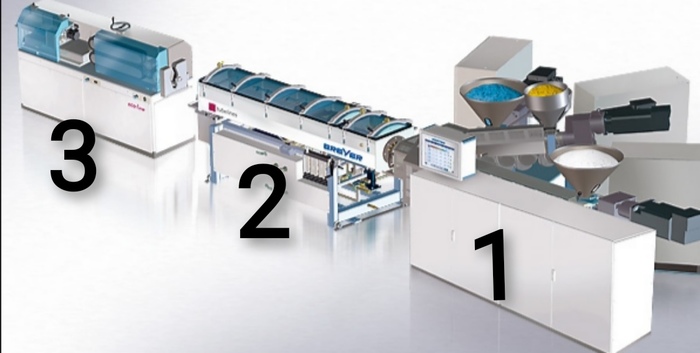
Фото из интернета.
Из экструдера (номер 1 на фото) выдавливается расплав в виде кишки, после чего она попадает в калибрующую ванную (номер 2 на картинке), в которой кишке придается гладкая форма и формируется точный диаметр (с точностью до 0.001 мм). После этого кишка следует в протягивающее устройство (номер 3 на картинке), где попадает в станцию обрезки и кишку нарезают на цилиндры с одинаковой длиной - будущее тело тубы.
После этого цилиндры направляются в машину для литья плечика и резьбы - ТПА (термопласт автомат).

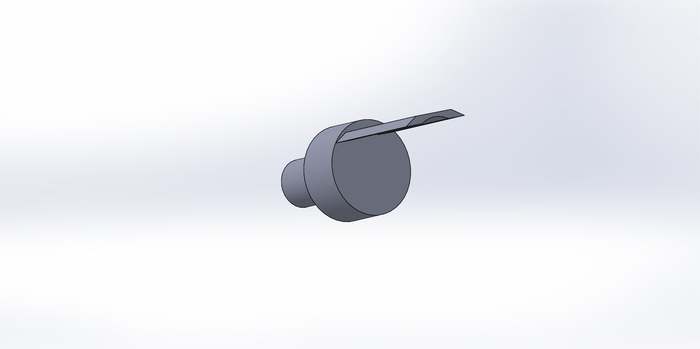
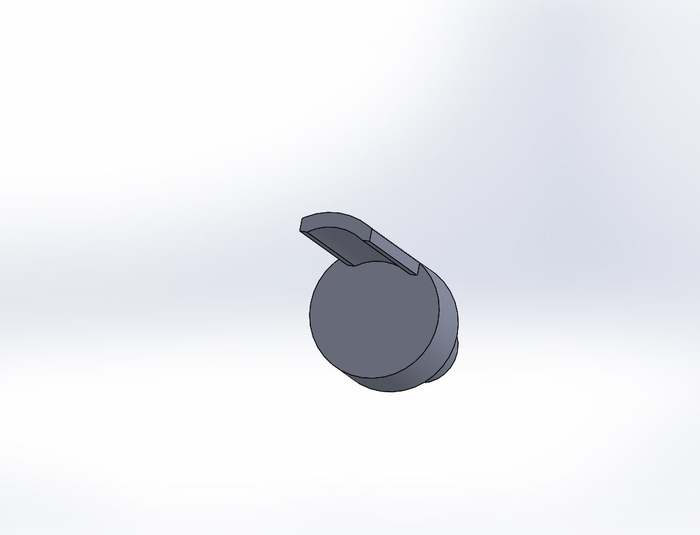
После того, как в него попала заготовка тела тубы, она совершает путешествие по накопителю, после чего попадает в зону, где происходит основная "магия". Тело тубы загружается на оправку - так называемый "пуансон". Выглядит он так:

После этого, на конусообразную часть пуансона падает бублик - "доза", которая имеет температуру 230-250 градусов Цельсия и также состоит из пластика. После этого, пуансон вместе с дозой отправляются под пресс с большим усилием, который одним мощным ударом расплющивает еще горячую дозу. Доза в этот момент заполняет все пустоты, образуя плечо и резьбовой стакан. Если пуансон является своеобразным шаблоном или лекалом внутренней части тюбика, то матрица является шаблоном внешней ее части.
После этой операции тюбик следует к станции припайки мембраны и накручивания крышки, после чего имеет такой вид:

На этом моя зона ответственности заканчивается и начинается зона ответственности печатника. В нашем случае, печатная машина печатает методом шелкографии. Имеет следующий вид:

После печати тюбик упаковывается в гофро-корб с пакетом внутри, на крышу наклеивается бирка с информацией о продукте внутри и отправляется заказчику!
Надеюсь, пост был интересный, если есть вопросы, с радостью отвечу в комментариях. Всем добра!
Показать полностью
7
Немного о моей работе
Добрый день пользователи Пикабу. Закиданный с саными тряпками за мои творения решил рассказать о своей реально работе дабы немного оправдаться (самоутвердится).
Я работаю инженером-конструктором на предприятии эксплуатирующим пресс-формы. В моем ведении их аварийный ремонт. Сразу предупрежу что снимал на тапок так что прошу особо не возмущаться.
Сейчас я расскажу об одном интересном проекте который мне довелось делать.
Для начала немного ликбеза. Основными для пресс-формы являются 2 половинки это матрица и пуансон. Именно туда поступает расплавленный материал и они по сути оформляют его в готовую деталь.
Поступила заявка что на детали пропало одно отверстие специфической формы и в специфическом месте. Данное отверстие необходимо для крепление датчика на изделии.
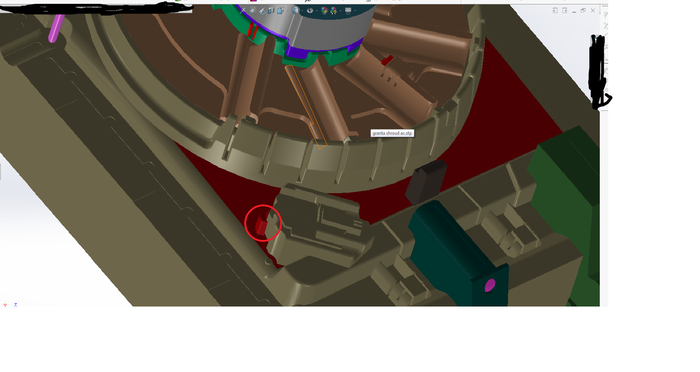
Это матрица красным кругом я пометил то самое место которое и позволяет получить данное отверстие.
И так этап первый форма была раскрыта и мы воочию увидели весь спектр проблемы знак отломан, проверили систему охлаждения. Да колодец там есть насколько глубоко проверить не возможно по этому от знака вставыша решено было отказаться сразу.
Опять минутка ликбеза в матрице и пуансоне находятся большое количество пересекающихся между собой отверстий, где протекает вода для того что бы метал сильно, не перегревался так как расплавленный пластик имеет температуру порядка 200 градусов. Перегретая форма будет деформировать деталь .
И вашему покорному было поручено разработать как же это все сделать. Сразу скажу. Обрабатывающих фрезерных станков с ЧПУ и Центров у нас нема(от слова совсем). Но есть эрозия прожиг и проволока.
И так не долго думая я решил будем жечь и опять же в связи с отсутствием центров придется отказаться от сложных профильных электродов и жечь в несколько подходов. Как говориться голь на выдумки хитра. Пол часа мысли минут 30 расчетов и построение и готов комплект конструкторской документации.
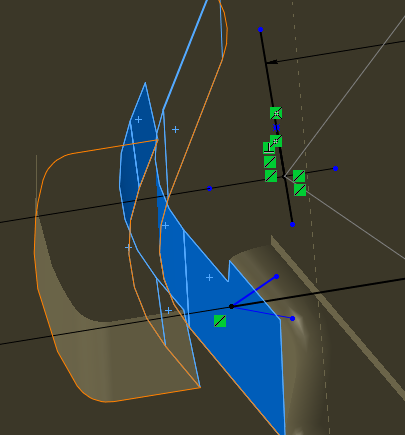
3d модели электродов.
Для большего понимания объясню что именно они должны про жечь
Так как нет возможности добиться правильного профиля бор машинками, задавать вопрос почему не вручную, сразу скажу не целесообразно
Как вы уже поняли чертежи на электроды отданы и за сутки готовы 2 медных электрода
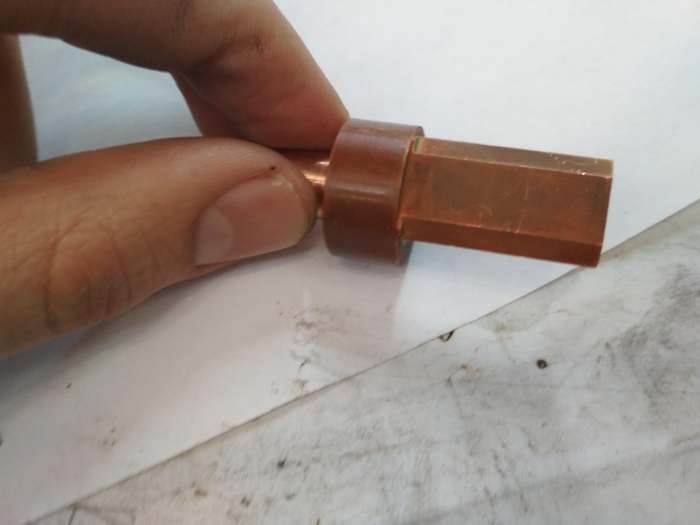



Итак электроды готовы теперь перейдем к самой матрице для начала был срезан старый поврежденный знак

Сразу скажу в сварке я не мастак по этому скажу просто сварка производилась аргоном и наращивали примерно по 0.5 мм за заход в высоту, в итоге получилось:

Что же было предпринято дальше, форма разобрана полностью, и с помощью погрузчика установлена в ванную для электроэрозионной обработки, скажу сразу по объективным причинам (сложности в базировании), деталь установлена так, что ванну закрыть не получилось. В связи с этим пришлось делать колодец и как бы это не звучало, но наличие маленького ребенка двигатель нестандартных решений и колодец изготовлен из пластилина и бутылки.

Как вы видите на первом фото РЖ (рабочая жидкость) не скапливается в месте прожига что не позволяет стабилизировать процесс чернового прожига.
Вот обработка с колодцем:
Да соглашусь она все равно выливается, но остается достаточный объем который позволяет нормально работать станку.
Для людей не знающих что там происходит я расскажу по подробнее. Медный электрод движет по оси вниз в верх постепенна углубляясь внутрь. Весь метал который он встречает на своем пути удаляется путем воздействия на него электрического тока.


Вот что получилось после обработки всеми электродами.
После этого все подчищает слесарь инструментальщик, форма закрывается и передается в цех для испытания.
Деталь получена цех доволен.
@Babakin, @Umshakalaka. Еще раз спасибо за советы, начал капать на мозги электрикам буду пытаться смастерить гриндер.
Показать полностью
13
1