

Доделка китайского токарного, Часть 2
Это продолжение истории о том, как я из дерьма конфетку лепил, да не вылепил.
Осторожно, снова много бессвязного текста и фотографий.
Первая часть здесь: Дендрофекальное, или доделка китайского токарного, Часть 1
Были пройдены все пять этапов принятия горя, и я остался с 80-килограммовым макетом станка, который хоть и обошёлся с учётом рефунда в сотню евро, но представлял собой некондиционную груду металлолома.
С чего начать? Жёсткость конструкции. Это главный дефект, который сумрачный китайский гений заложил ещё на стадии проектирования.
В первую очередь нужна точка отсчёта, поверочная база. Затем станину нужно было привязать к максимально жёсткому основанию и выставить переднюю бабку.
Шаг первый: куплена поверочная линейка, рамный уровень и б/у гранитная поверочная плита 630х400, с заявленными тремя нулями. Допущение первое, отсутствие царапин, упаковка в промасленые 36-летние газеты и надпись "Made in Western Germany" на шильдике возможно дают класс точности 0 или 00 из 000. На этом наивном предположении будет строиться вся работа.
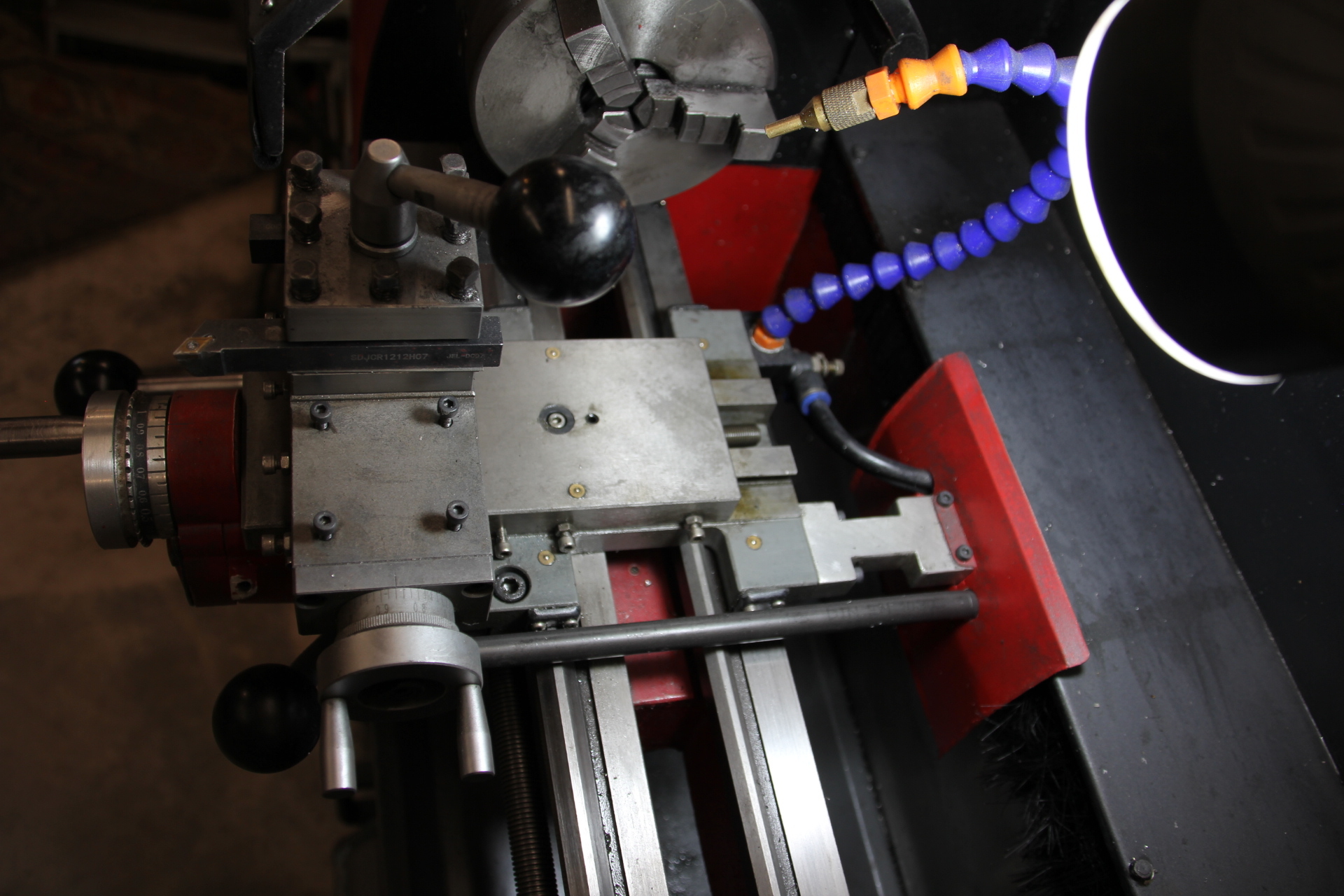
Шаг второй: каретка суппорта сразу выбрасывается в утиль, и заказывается такая же, но без подгонки кривыми руками.
Шаг третий, неочевидный: купил шлифованую гранитную заготовку под памятник. в данном случае пока не себе, и не на могилу токарного, а как базу для "фрезеровки"
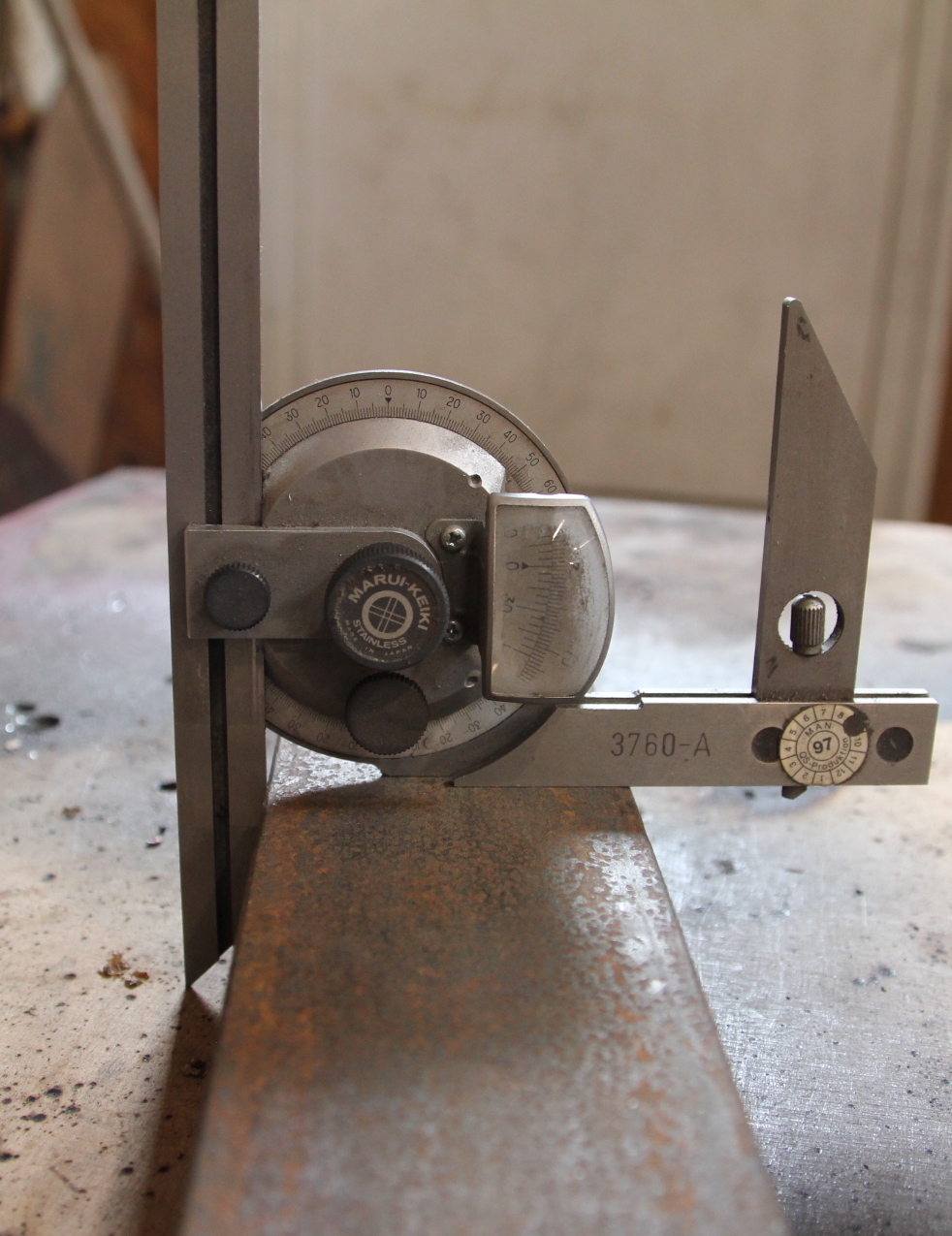
Шаг четвёртый: покупка индикаторов, 0.01 Mahr и 2μМ Mitutoyo, плюс угломер Marui Keiki, сворованный в 97 году с завода MAN, судя по поверочной наклейке.
Отсюда Допущение второе: старые японцы с немцем будут лучше нового китайца.
Допущение третье: станина всё-таки ровная. в рамках измерения не от поверочной плиты с полным опиранием (длина гипотенузы плиты всего 746мм, целиком станина не влазит), а линейкой по индикаторам и рамному уровню. по крайней мере винта, неплоскостности и непараллельности в пределах измерения нет. Уже хорошо, возношу хвалу Омниссии за то, что косорукий Ляо не напакостил при шлифовке.
Вырезаю первый имплант, под дыру в станине, долго и мучительно подшлифовывая, чтобы не давал деформацию, после чего пришабриваю переднюю бабку, выставляя разворот и наклон относительно станины в пределах 3 микрон на вылете 100мм, предел точности определился биением планшайбы шпинделя в новых SKF подшипниках и точностью "скалки".
Такой короткий абзац, который в реальности превратился в 2 месяца ада. Кто знает - тот поймёт.
Начинаю сваривать опорную раму под станину. Швеллер ровный, зажимается, и затем обваривается в среде аргона, в нужном порядке.
Аргон здесь нужен исключительно для лучшего контроля тепловложения и максимального избегания сварочных деформаций. Сваривается всё вразбежку, зеркально. Ввариваю внутренние связи, раскосины, замыкаю профиль, заливаю безусадочным бетоном.

Через месяц наступает время надгробной плиты. Гранит на отпечаток поверочной плиты оказался достаточно плоским. Да, я знаю что это "хвост машет собакой", при такой поверке, но нужна база для выставления направляющих для УШМ. База, по которой будет обдираться опорная плита, на которую, в свою очередь, встанут опорные пятки станины.
Техпроцесс напоминал видеоролики, на которых тем же методом пакистанцы головки блока цилиндров шлифуют. Идиотизм, но работает.
Зачем заморочка с рамой? Можно было купить гранитный бордюр, и на нём всё смонтировать. Но хотелось обойтись минимумом затрат, к этому моменту станок, с учётом инструмента, уже обошёлся в 350 евро, а при наличии трёх детей, всегда есть куда потратиться, выбросить же ещё сотню на кусок камня не было желания. Да и с металлом работать приятнее.
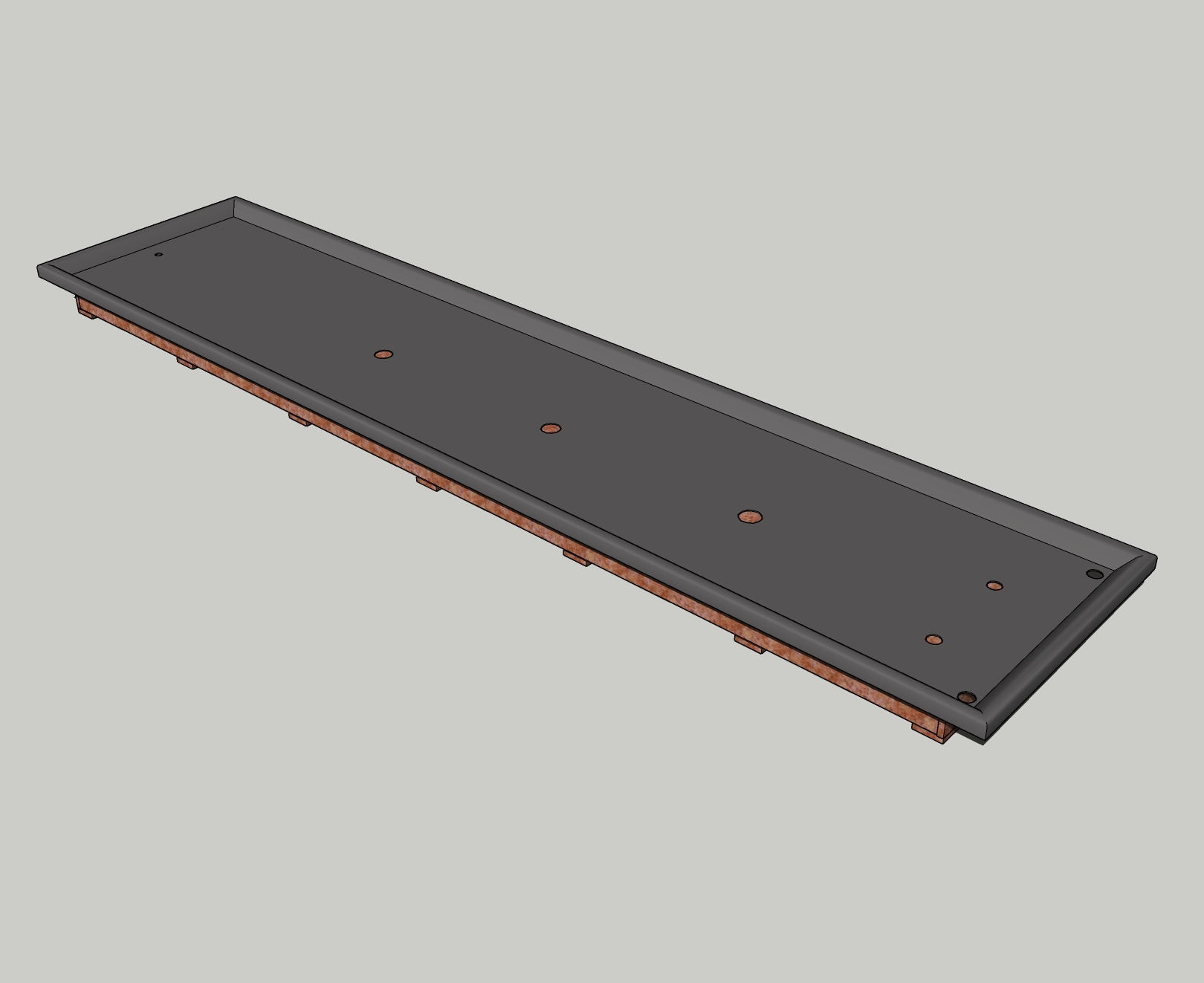
На отшлифованную опору устанавливаю поддон, проделываю сквозные отверстия для крепления и слива смазочно-охлаждающей жидкости.

Изготавливаю экзоскелет станины и проставочные плиты, которые обеспечат подъём станины на 40мм в районе опорных пяток, что даёт 9 сантиметров свободного пространства под станком для стружки. Всё пришабривается. Внутренний объём герметизируется и заливается бетоном. три опорные шпильки м16 затягиваются по индикатору, без деформации.
Минус ещё один месяц жизни.

Станина усаживается на своё место. Нижняя опорная плита имеет канавки для стока СОЖ. остаток стекает со станины по направляющим в поддон.

В дренажные отверстия вклеиваются пневматические штуцеры, шланги выводятся в бак из 304 нержавейки, в котором установлен фильтр и насос для второго режима подачи через резец. основная система СОЖ работает от внутреннего компрессора.

На кой ляд сдался токарному станку самопальный компрессор - об этом в третьей части, спасибо.
UPD:
Оглавление:
Часть 1, покупка: Дендрофекальное, или доделка китайского токарного, Часть 1
...Вы находитесь здесь...
Часть 3, электроника: Доделка китайского токарного, Часть 3
Часть 4, механика: Доделка китайского токарного, Часть 4
Часть 5, финишная прямая: Доделка китайского токарного, Часть 5, Финал
Часть 6, постскриптум: Доделка китайского токарного, Часть 6, Итоги двухлетних мытарств
Рукодельники
62.6K поста60.9K подписчиков
Правила сообщества
В сообществе запрещена торговля, обсуждение цен, ссылки на страницы с продажами, контакты автора в комментариях. Обязательна информация о материалах и инструментах в текстовом виде.
0. Соблюдайте основные правила Пикабу.
1. Будьте вежливы, старайтесь писать грамотно.
2. В публикациях используйте четкие и красивые фотографии.
3. Автор поста с тегом [моё] может оставить ссылку на свой профиль, группу или канал на других источниках, при условии, что ссылки (активные и не активные) не ведут на прямые продажи. Допускается не больше четырёх ссылок и только в конце поста (п. 8.5 основных правил).
Запрещены:
-ссылки рекламного характера/спам;
-ссылки, ведущие на магазины с указанием стоимости товара/услуги;
-ссылки, ведущие на призывы, покупки, продажи, подписки, репосты, голосование и тому подобное.
(нарушение основных правил сайта, п.8.1 и п. 8.2).
При переходе по ссылке запрещено наличие активных (кликабельных) ссылок, ведущих на вышеперечисленное в п.3, содержание таких ключевых слов как «товар», «услуга», «купить», «продам», «в наличии», «под заказ» и т.п.
3.1 Размещение контактов автора (самим автором или другими пользователями) в комментариях запрещено и подлежит удалению (п. 9.1 и 9.3 основных правил).
4. Обязательным для авторов является наличие технических характеристик изделия в публикациях (материалы, техники, авторские приемы, размеры, времязатраты и прочее) в текстовом виде.
Также помечайте свою работу тегом «Рукоделие с процессом» или «Рукоделие без процесса».
5. Пост-видео, пост-фото без текстового описания переносится в общую ленту. Даже если в видео показан подробный процесс изготовления, делайте краткое описание для тех, у кого нет возможности/желания смотреть видео.
Администрация оставляет за собой право решать, насколько описание соответствует п. 5.
6. Посты с нарушениями без предупреждения переносятся в общую ленту.
За неоднократные нарушения автор получает бан.
Автор может размещать новую публикацию в сообществе, не допуская полученных ранее замечаний.