

Артефакты при печати
Господа, всем доброго времени суток ! Подскажите куда копать, когда такие вот артефакты начали появляться ? Уже 100500 настроек перепробовал - не могу понять где искать причину.
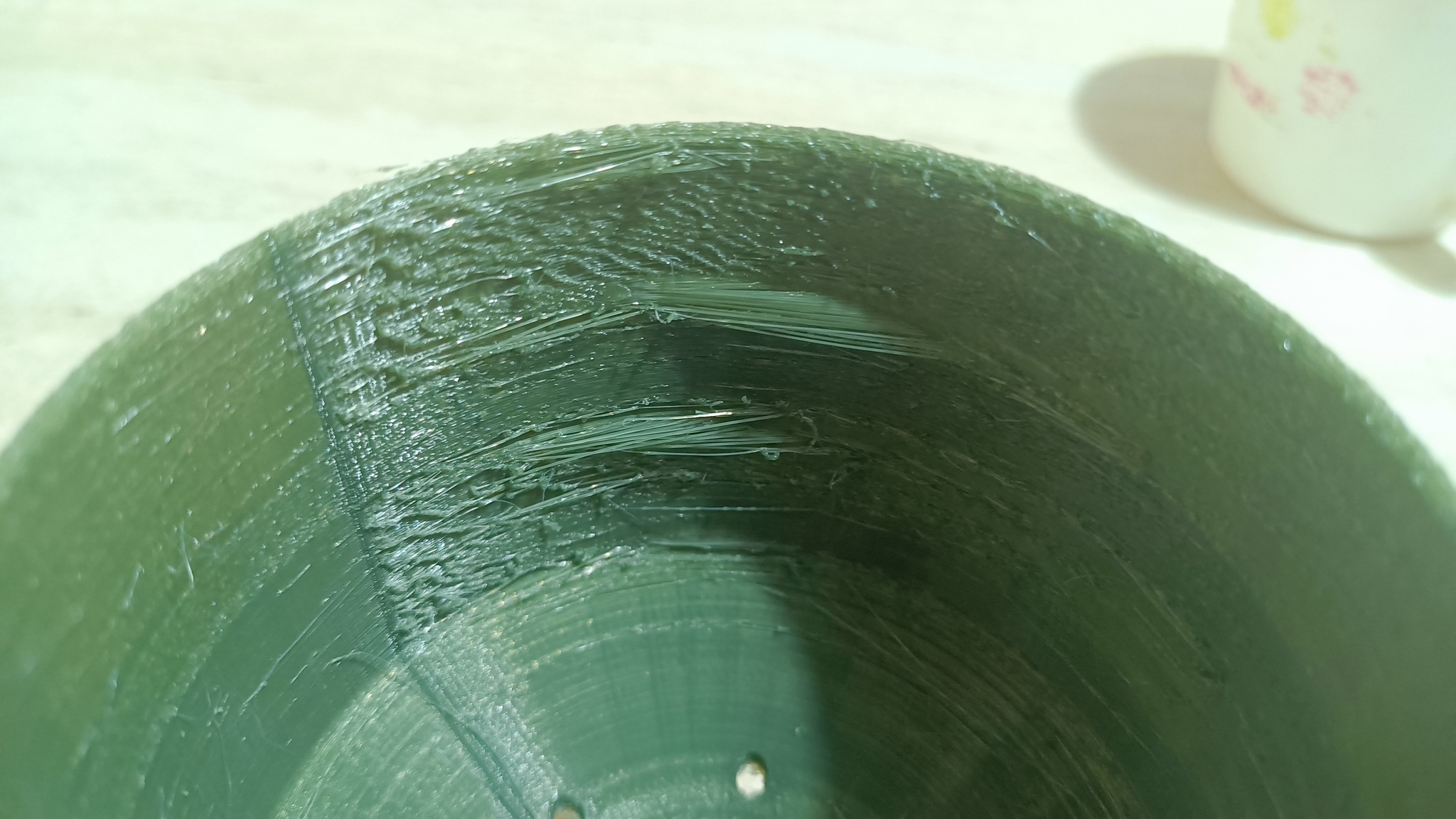
Господа, всем доброго времени суток ! Подскажите куда копать, когда такие вот артефакты начали появляться ? Уже 100500 настроек перепробовал - не могу понять где искать причину.
Збс. А как оказывается легко то - всего лишь надо выложить сразу необходимую информацию, а не играть в шпиёна на допросе.
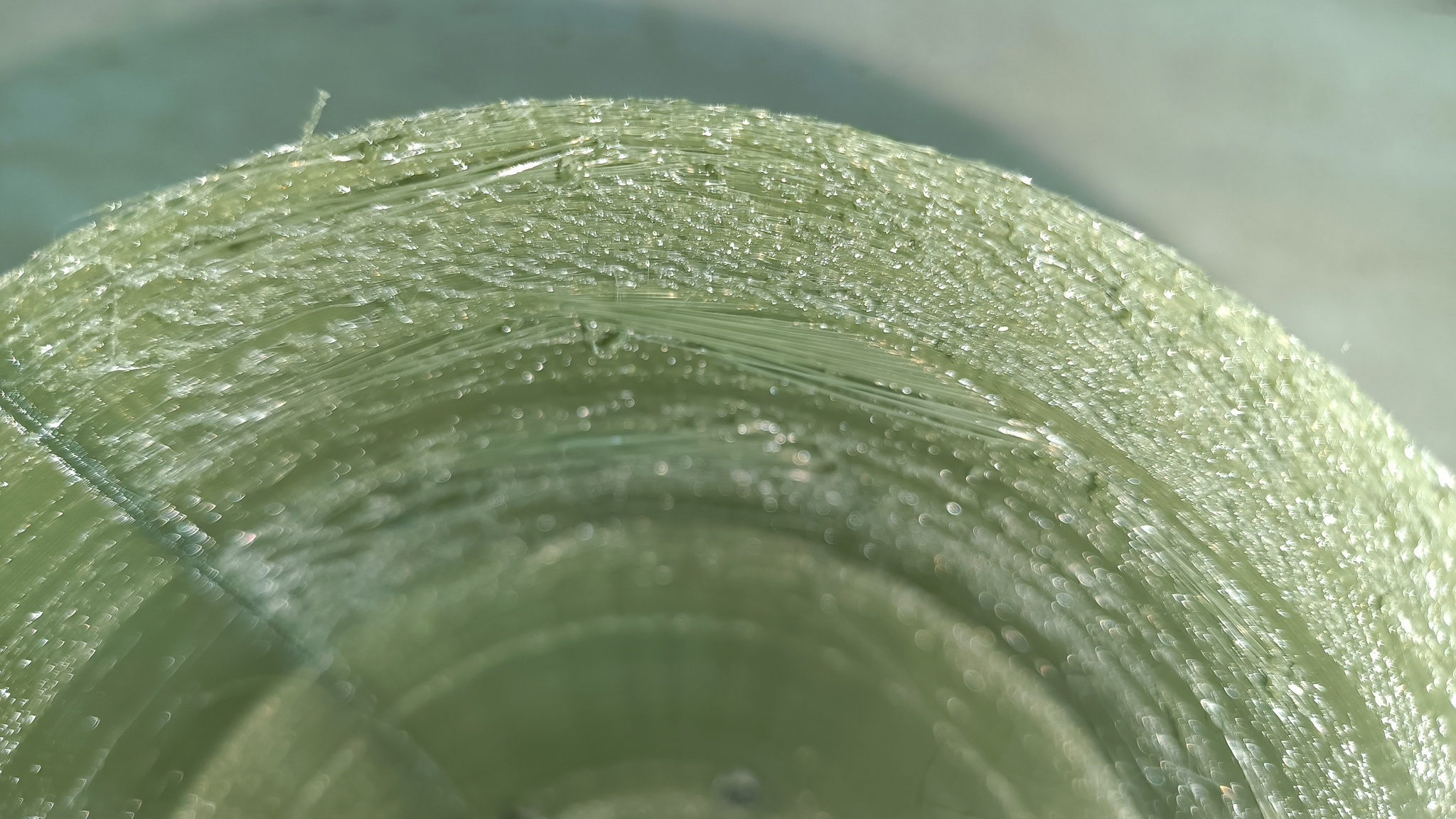
Не подгорела, но уже нездоровая какая-то. Надо обрезать аккуратно, торец должен быть ровный, трубка упираться должна в хотэнд. Стараться сильно не давить на трубку, избегать изменения просвета трубки. Любая полость, неровность - здраствуй пробка, проблемы при ретрактах, etc.
Не подгорела, но уже нездоровая какая-то. Надо обрезать аккуратно, торец должен быть ровный, трубка упираться должна в хотэнд. Стараться сильно не давить на трубку, избегать изменения просвета трубки. Любая полость, неровность - здраствуй пробка, проблемы при ретрактах, etc.
Вскрой голову, посмотри на состояние трубки перед соплом. Подобное как раз часто бывает на ретрактах с PETG, у него большие и быстрые ретракты, PTFE трубка скукоживается от жара, особенно в сквозном горле, получается мини-аналог пробки, при ретракте филамент вылезает нормально обратно, а при подаче после шва туго проталкивается. Кури также тест ретрактов и подбирай оптимальные параметры. Может вообще неверные настройки плюсом
Возможно это комбо из нескольких факторов. После смены слоя немного не хватает пластика и нить чуть тоньше, чем половина слоя. Поэтому, вкупе с высокой скоростью или низкой температурой она плохо прилипает к предыдущему слою. Попробуйте всё-таки добавить подачу филамента на начале слоя
Ну и не самое приятное но необходимое меняйте механизм подачи, как минимум поставьте какой нибудь усиленный механизм на штатное место, в идеале переходить на директ
Ну и не самое приятное но необходимое меняйте механизм подачи, как минимум поставьте какой нибудь усиленный механизм на штатное место, в идеале переходить на директ
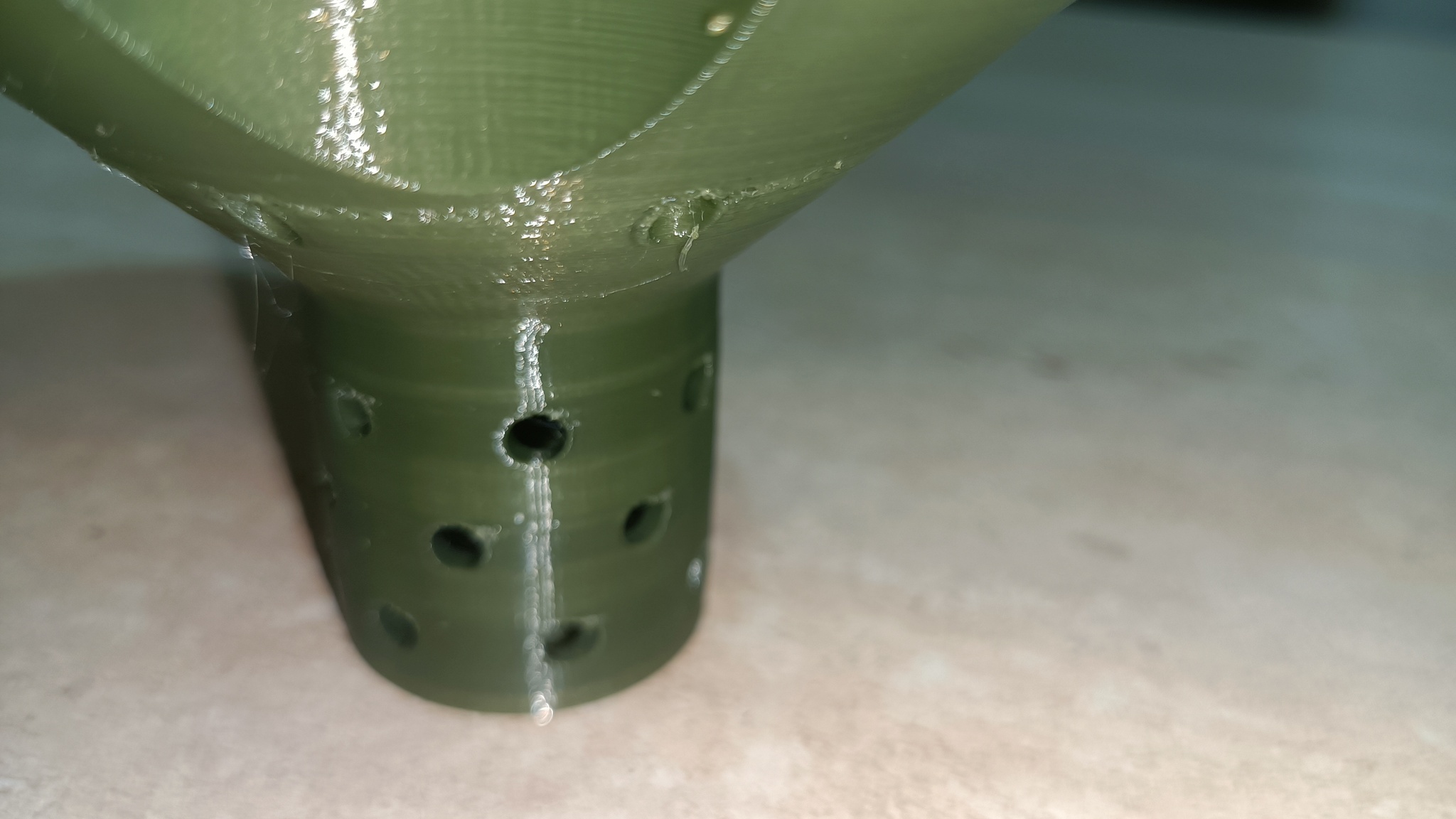
Это воронка для фотополимера)
Кроме калибровки потока сделай для этой модели чтобы сначала печаталась внутренняя стенка, потом внешняя. И внешнюю линию сделай "шире".
Вскрой голову, посмотри на состояние трубки перед соплом. Подобное как раз часто бывает на ретрактах с PETG, у него большие и быстрые ретракты, PTFE трубка скукоживается от жара, особенно в сквозном горле, получается мини-аналог пробки, при ретракте филамент вылезает нормально обратно, а при подаче после шва туго проталкивается. Кури также тест ретрактов и подбирай оптимальные параметры. Может вообще неверные настройки плюсом
Добавить пластика после ретракта. В Куре настройка называлась что-то типа Retraction Extra prime amount. Я ставил 0.2 и подобная фигня пропадала. Ещё, конечно, походит на низковатую температуру или высоковатую скорость. Вот такие нити (спрямления радиуса) получаются, когда слой не успевает прилипать потому что голова его сдёргивает с места
Пиздец, ни модели принтера, ни вида пластика и параметров печати. НИХУЯ вообще. Телепаты же должны ведь сами всё определить и выдать автору максимально быстро максимально верный и точный ответ.














Лига 3D-принтеров
3.4K постов14K подписчиков
Правила сообщества
Запрещено хамство и оскорбления, уважайте чужой опыт и труд