


Артефакты при печати
Господа, всем доброго времени суток ! Подскажите куда копать, когда такие вот артефакты начали появляться ? Уже 100500 настроек перепробовал - не могу понять где искать причину.
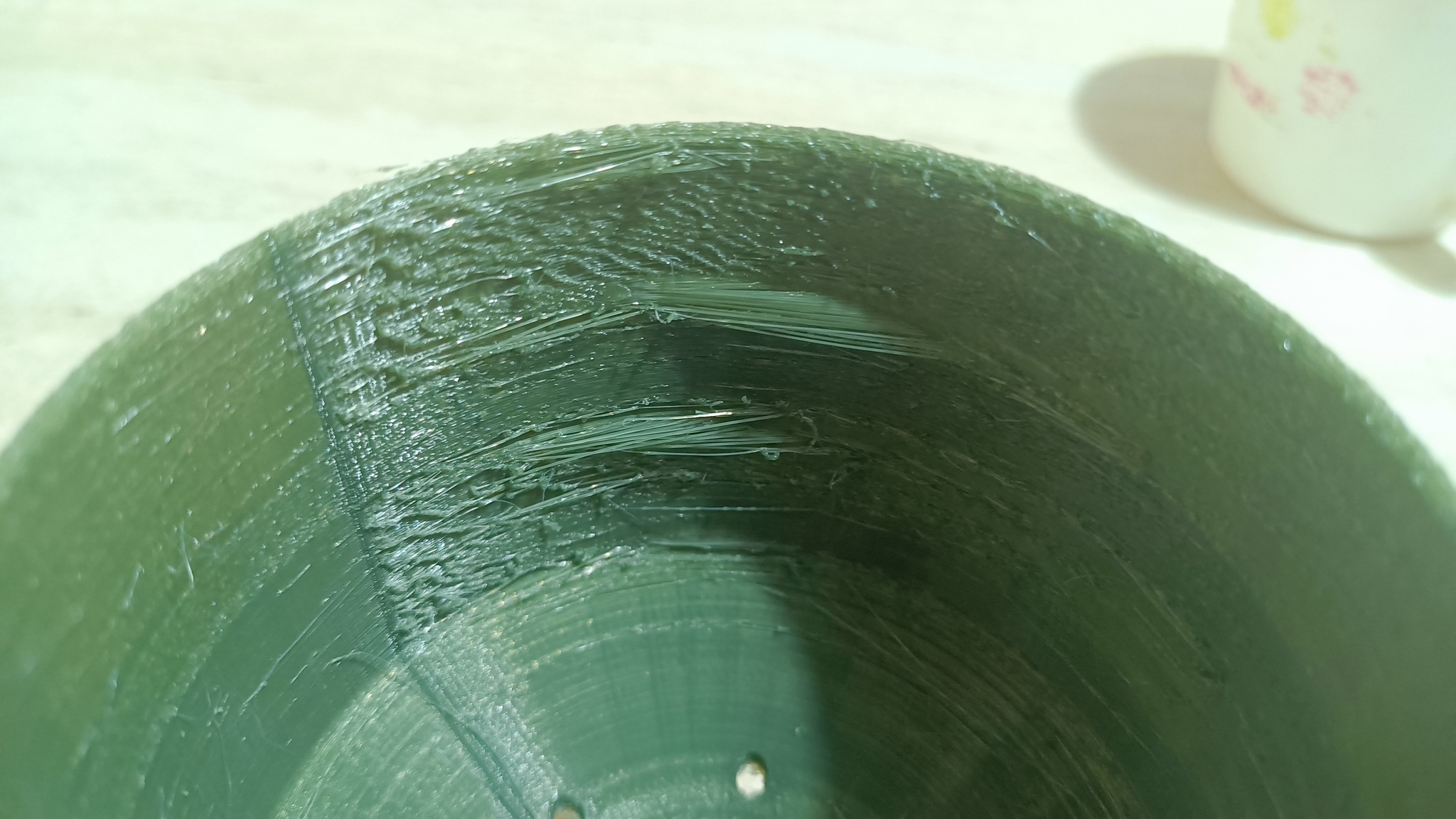
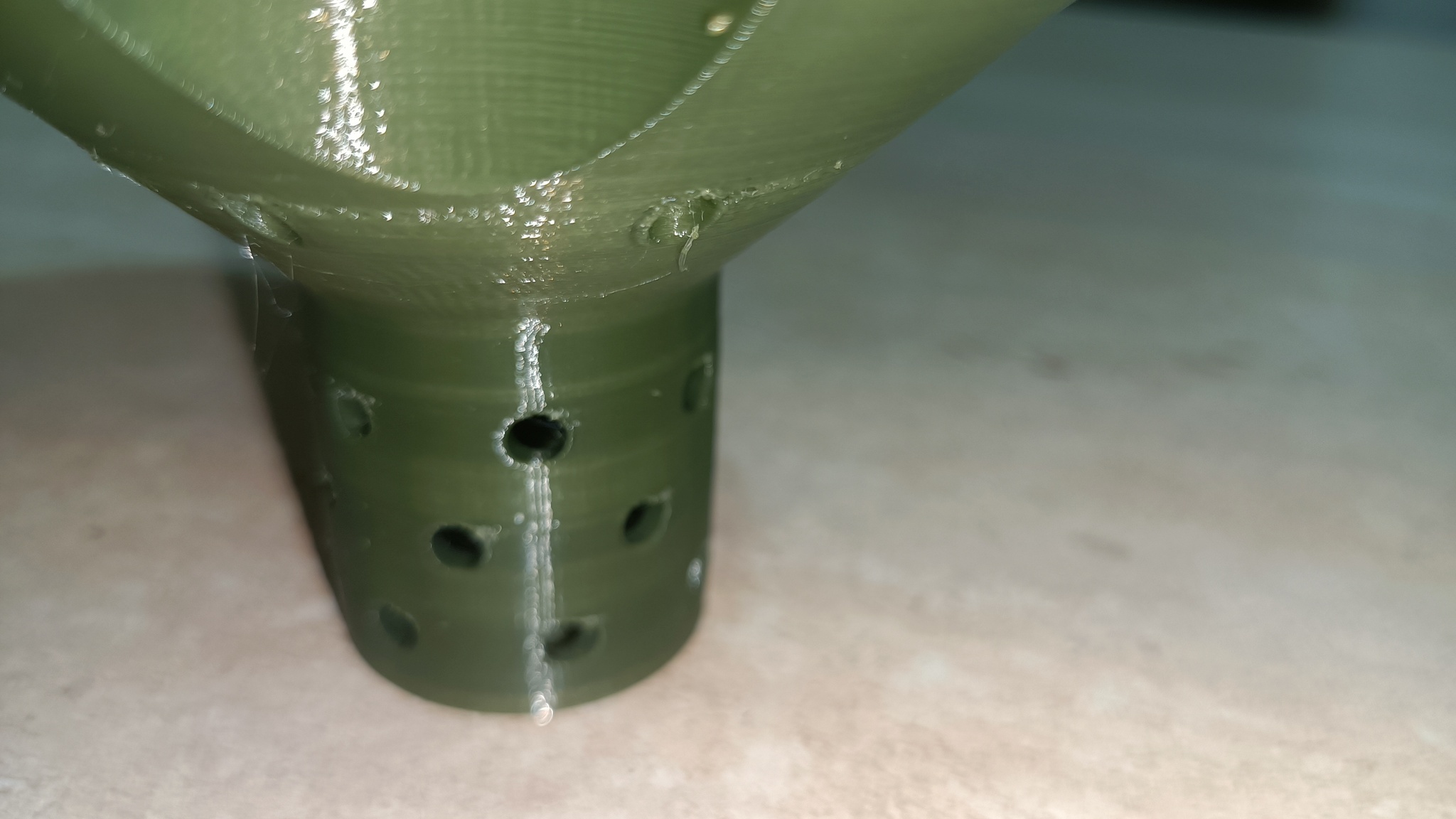
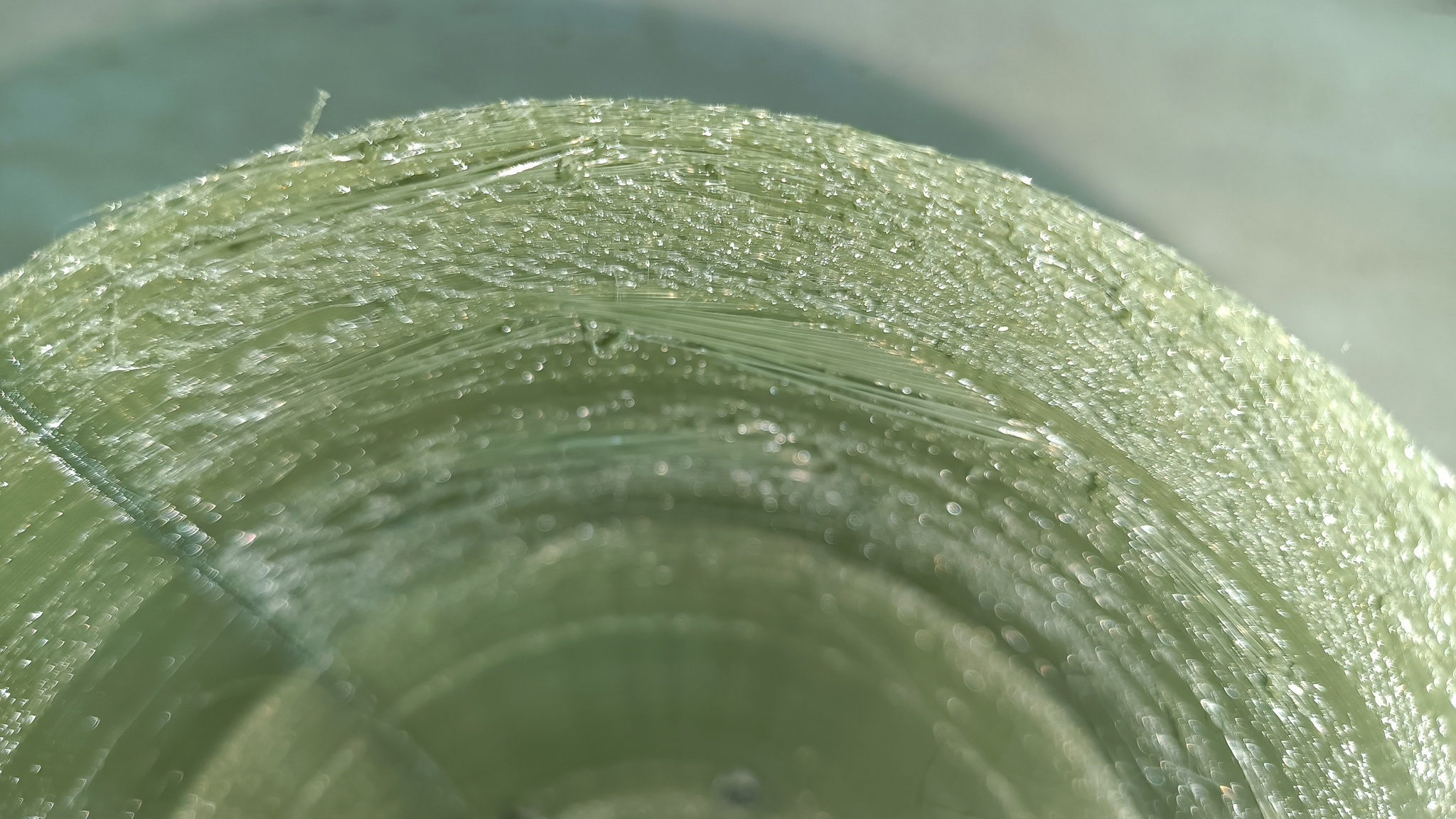
Господа, всем доброго времени суток ! Подскажите куда копать, когда такие вот артефакты начали появляться ? Уже 100500 настроек перепробовал - не могу понять где искать причину.

Лига 3D-принтеров
3.6K поста14.6K подписчика
Правила сообщества
Запрещено хамство и оскорбления, уважайте чужой опыт и труд