



Просвещайся
Приветствую!
Экспериментально публикую видос - запись вебинара от ABB.
Интересно посмотреть зайдёт ли данная рубрика.
Приветствую!
Экспериментально публикую видос - запись вебинара от ABB.
Интересно посмотреть зайдёт ли данная рубрика.
Погрузка ваших посылок, ребята...
Отделение 620105
Приветствую!
Оператор зажал кнопку подъёма траверсы и пошёл поболтать с соседом по станку. Конечники не отработали... Ходовые винты оторвало.
Экшн с 1:04.
Здравствуй уважаемый читатель!
В этом посте рассказ пойдёт о модернизации электрической части продольно-строгального станка МЗОР 7210, 1967 г.в.
Немного о станке и его особенностях.

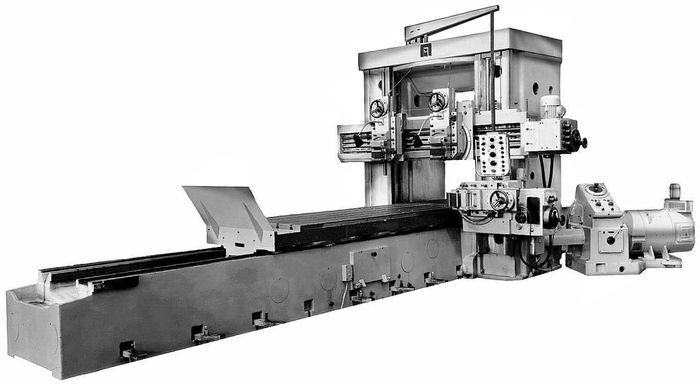
Привод главного движения (возвратно-поступательное движение стола по станине) осуществляется с помощью двигателя постоянного тока (55 кВт) и цилиндрического редуктора, выходной вал которого приводит в движение рабочий стол станка с помощью реечной передачи.

Подача головок резцедержек осуществляется асинхронным двигателем, который осуществляет зарядку механизма подачи, вращаясь в одном направлении, и перемещение на выбранную величину подачи-вращаясь в обратном направлении. Так же здесь стоит упомянуть об откидывании резцедержек при обратном (холостом) ходе стола с помощью электромагнитов.

И последняя особенность - зажим и отжим поперечины, на которой располагаются 2 горизонтальных суппорта, происходит автоматически.

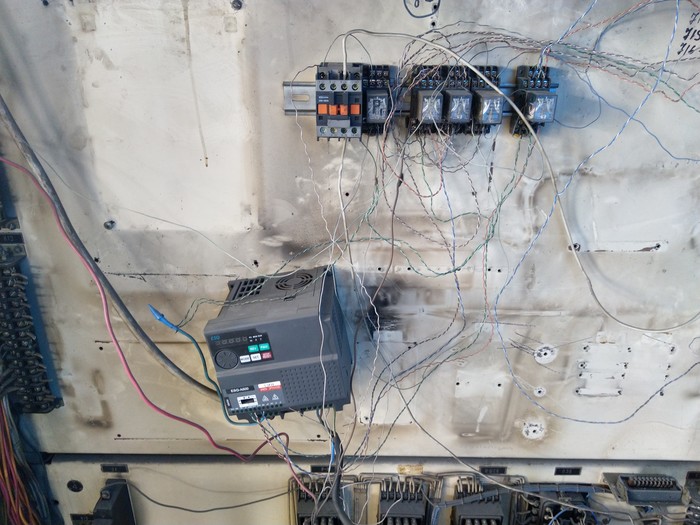
А вот и фото заводского шкафа управления спустя 52 года)
Перед демонтажем успели запечатлеть только силовую сторону шкафа. Так что релейно-ламповая сторона осталась за кадром)

Из вышеизложенного и вытекает необходимость модернизации электрической части - морально и физически устаревшие компоненты, обуславливающие отказы и неисправности в работе станка: схема управления приводом главного движения сбоит так, что стол движется с постоянно изменяющейся скоростью, рывками; коммутирующая аппаратура, срабатывающая через раз и все эти дополнительные потребители и излучатели шума как двухмашинный и трёхмашинный генераторные агрегаты...
Ну что же, заказчиком решено - модернизации быть!
И вот вырисовывается план и состав изменений:
1) полная замена всей электропроводки по станку новой;
2) замена шкафа автоматики;
3) изменение схемы управления и компонентов привода главного движения.
По 3 пункту были варианты либо оставлять старый двигатель ПБСТ и дружить его с инвертором,

либо же полностью уходить от скользящих контактов в пользу асинхронника с частотным регулированием.
Ну и в итоге было решено.......
...поставить асинхронный двигатель и частотник к нему)
Пропущу все организационные моменты и начну со сборки новых шкафов автоматики. Всего их было решено собрать в количестве 3 штук, дабы не городить один, непомерно огромный и тяжелый.
Итак, поехали:
- Двигатель главного движения 75 кВт 1500 об/мин;
- Частотник 75 кВт + входной фильтр + 2 тормозных прерывателя + 10 тормозных резисторов;
- Автоматика управления, согласно спроектированной новой эл.схемы.
Материалы закуплены и доставлены. Сборка.
1) Шкаф сопротивлений.
Возвратно-поступательное движение стола осуществляется реверсированием двигателя главного движения, что влечёт за собой необходимость в огромном тормозном моменте системы. Именно с этой целью нам пригодятся тормозные прерыватели и резисторы, с помощью которых мы и будем механическую энергию превращать в тепловую и рассеивать.

Разметка положения компонентов на монтажной панели:

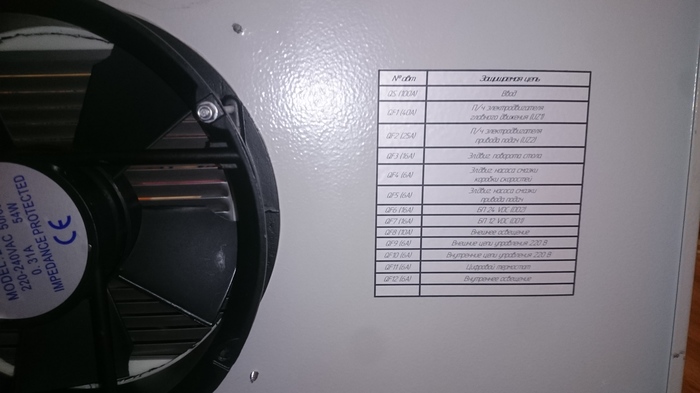
Т.к. шкафчик подразумевается быть цеховым обогревателем - обеспечим отличную вентиляцию в нём:


Монтаж в процессе:

И завершение сборки.
Смотка проводов снизу - подготовка к присоединению к частотнику цепи постоянного тока.
На дверце шкафа - преобразователь 220VAC/220VDC со стабилизацией для питания электромуфт и электромагнитов станка.
Клеммник - подключение периферийный устройств - датчик температуры, преобразователь, вентиляторы, внутреннее освещение и согласовывающее соединение прерывателей, работающих в режиме Master-Slave.

2) Силовой шкаф.
В его комплектацию вошли: частотник, реактор и вводный автомат.

Такой вот здоровяк)
Готовим его к долгой и трудной работе.




Всё разместилось плотно и аккуратно, с соблюдением требований монтажа завода-изготовителя.
Смотка проводов снизу - подготовка к подсоединению к шкафу автоматики.

Перед упаковыванием

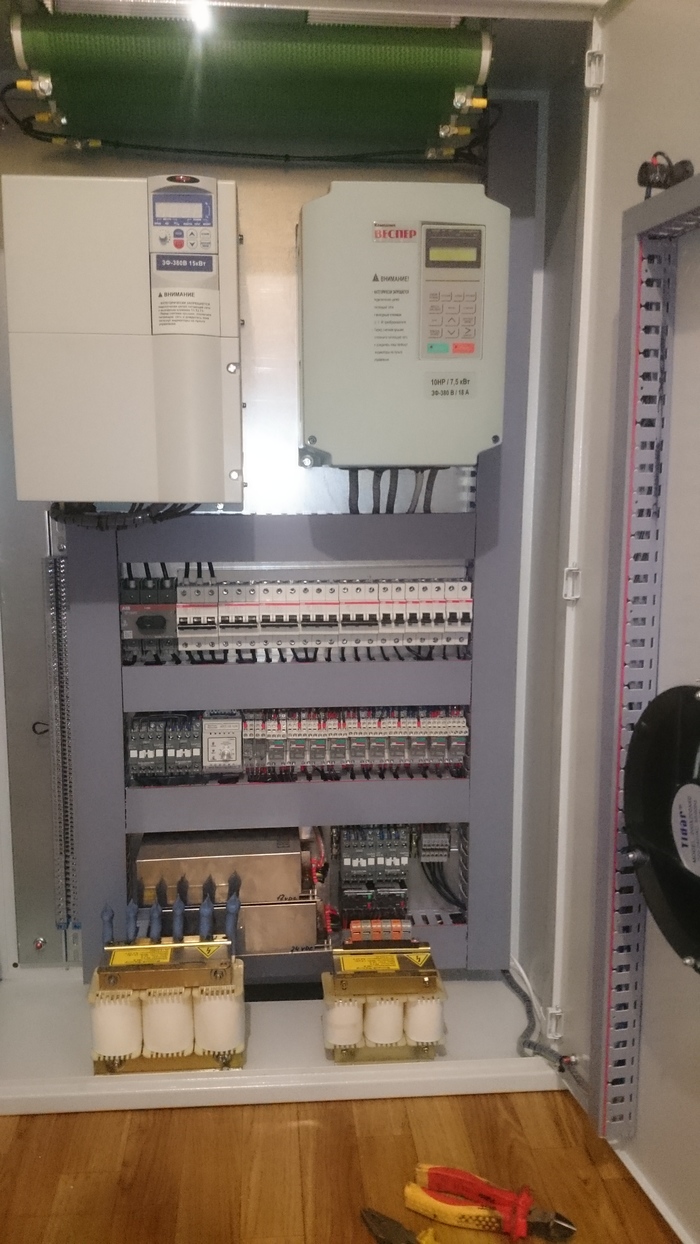
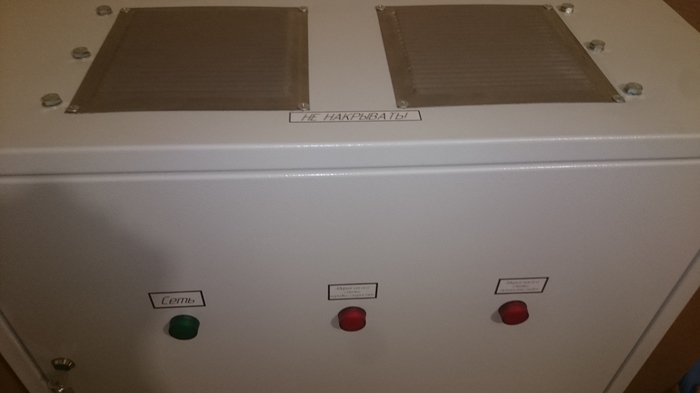
3) Шкаф автоматики.
Заключительный модуль сборки.

На лицевую панель выведена индикация: сеть, авария насоса смазки и авария преобразователя, также 2 термостата на контроль температуры и запуск вентиляторов двигателя главного движения и шкафа сопротивлений.

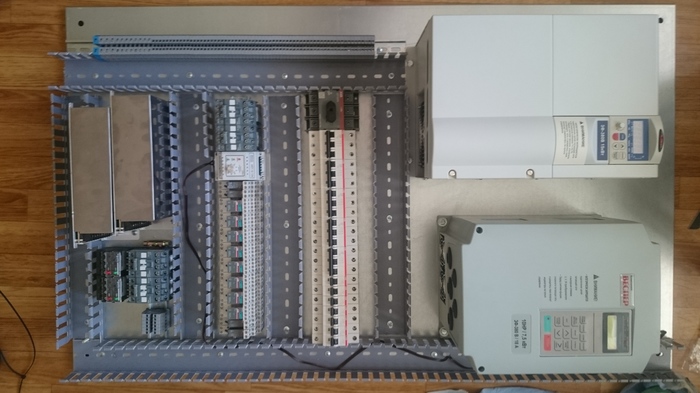
Начало сборки "начинки":
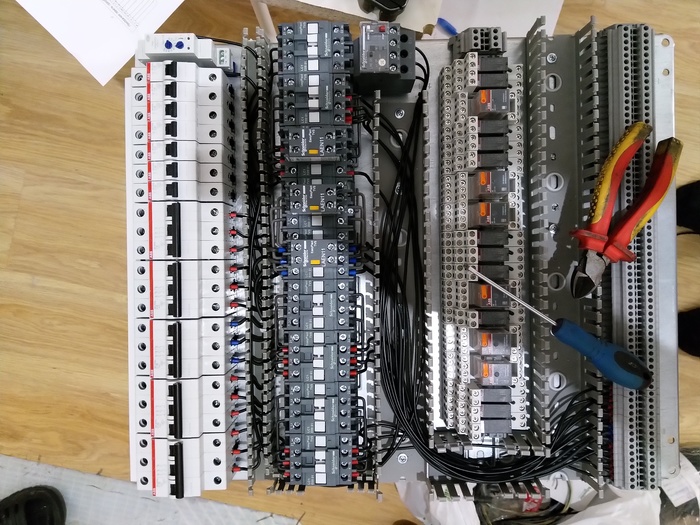

На этом повествование первой части завершаю, т.к. Пикабу не разрешает прикрепить большее количество фотографий.
Вторую часть опубликую в течение недели - в ней отражу завершение сборки и монтаж на станке.
Благодарю за внимание!
Всем привет!
Выложу в этом посте просто фото, чтобы можно было наглядно сравнить разницу в исполнении работы.
Вот общий вид на станок и ту, изменённую, схему управления приводом подач, собранную, мягко говоря, через задницу

Подходим ближе

Ещё
Думаю в комментариях сие не нуждается.
А вот как всё стало выглядеть после реконструкции


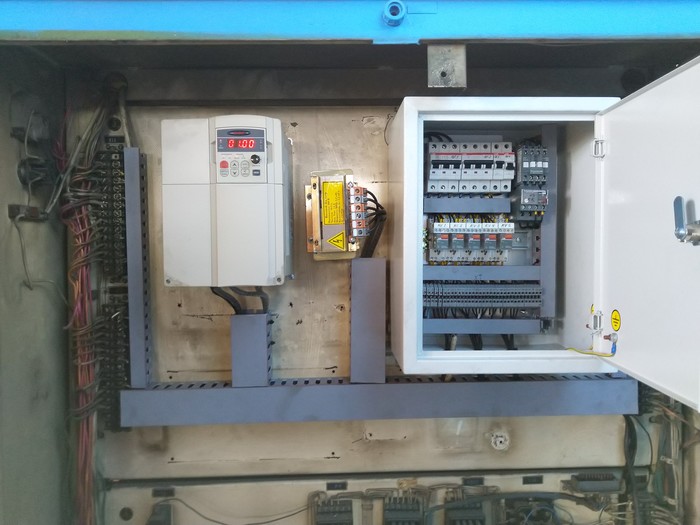
Цель данной переделки достигнута - надёжность, безотказность, ремонтопригодность.
Заказчик доволен, станок в работе.
Привет мой дорогой читатель!)
Сегодня поведаю тебе очередную историю технического умиления.
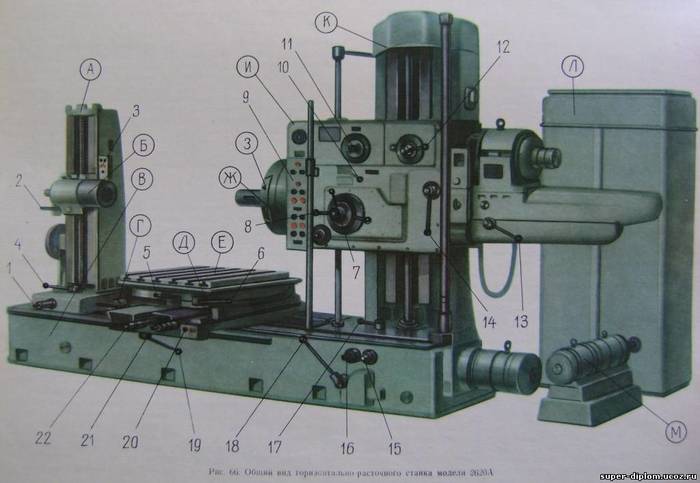
Как ты мог догадаться речь пойдёт о его величестве горизонтально-расточном станке 2620, но на этот раз без электромуфт.
Так, хватит усю-сю-кания, теперь по делу)
В работу поступил очередной горизонтально-расточной станок, серии 2620, 1957 г.в.
Год выпуска говорит о том, что кинематика механизма выбора органа рабочей подачи изменяется перемещением подвижной шестерни (блока шестерён) с помощью специальных рукояток; в отличии от станка с электромуфтами, где выбор органа рабочей подачи осуществляется включением электромуфты, блокирующей нужную шестерню (блок шестерён).
Неисправности в работе станка всё те же, классические - неравномерная скорость подачи, перебои; отсутствующие ускоренные перемещения; отсутствие переключения скорости вращения двигателя главного движения, отсутствие торможения и прочие мелкие неприятности.
Ну что же, приступаем к работе!
Комплекс модернизации:
- изготовления нового шкафа автоматики станка
- замена эл.двигателя привода подач на асинхронный с редуктором
- новая эл.обвязка по станку.
Начали!
Закупаем материалы.
Электроустановочные изделия и кабели

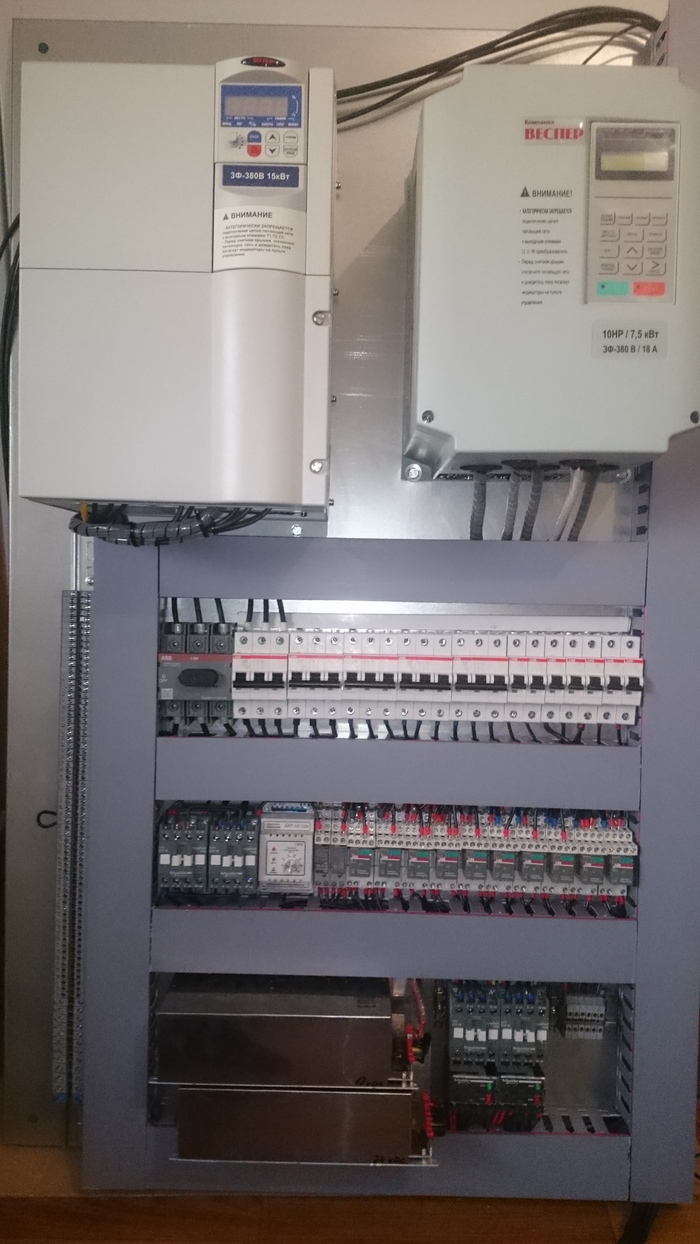
Частотники на привод подач и главное вращение (уходим от силовых коммутирующих устройств)
Чтобы частотники работали без ошибок от скачков напряжения - входные фильтры - лучшее решение)

Тормозные резисторы

И блоки питания.
Стабилизированное выпрямленное выходное напряжение с защитами от КЗ и перегрузки......мммм....красота)))

Нужно ли описывать насколько приятно собирать автоматику из новых комплектующих...
Добавим проводов)
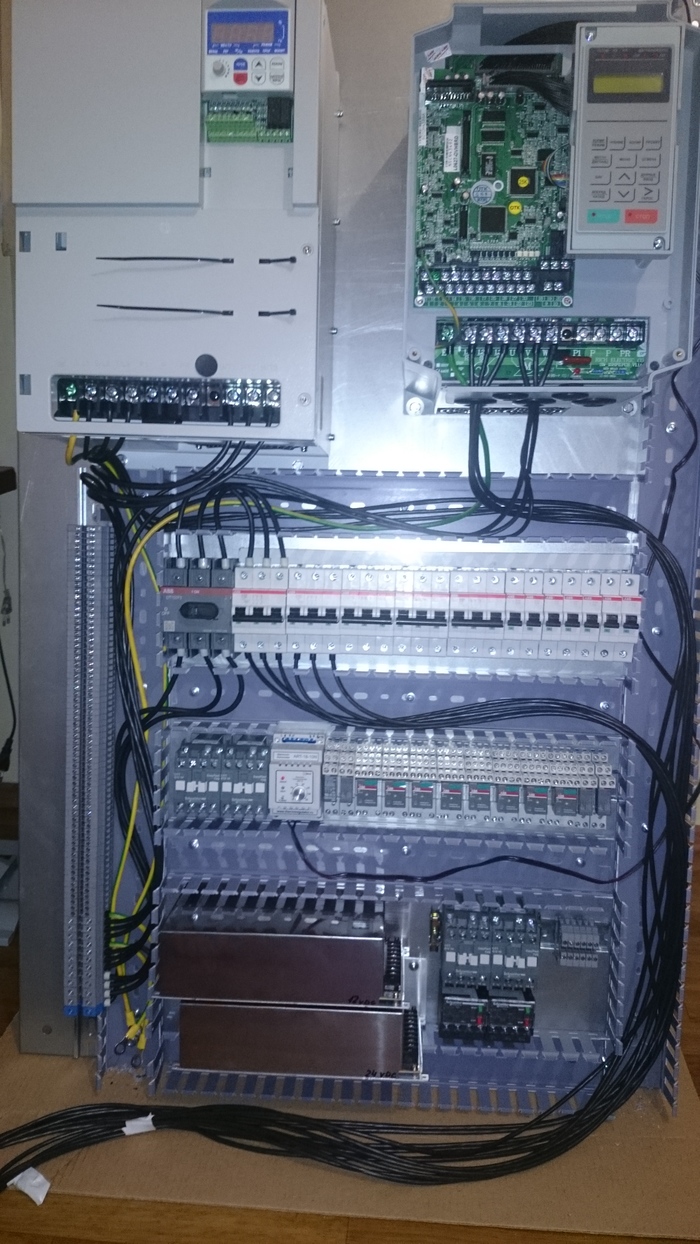
И ещё...

Ещё немного)
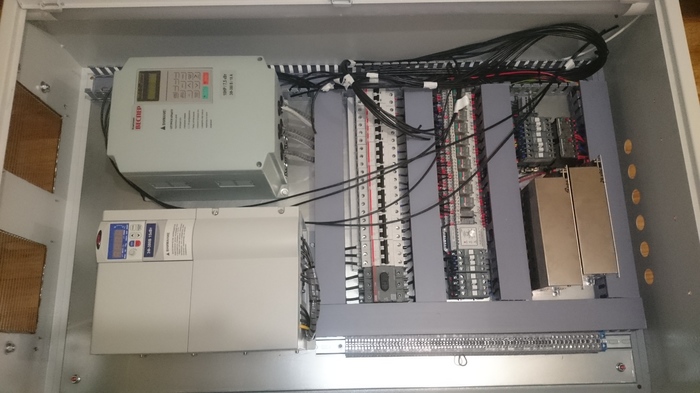
Сборка окончена. Приступаем к маркировке


Схемы распечатаны и наклеены на дверцу, чтобы даже самый рукож...... не компетентный электрик мог разобраться "что куда")
Ну и упаковываем изделие для транспортировки

Утро рабочего дня)

Демонтаж старого шкафа и жгутов проводки; монтаж нового эл.двигателя привода подач

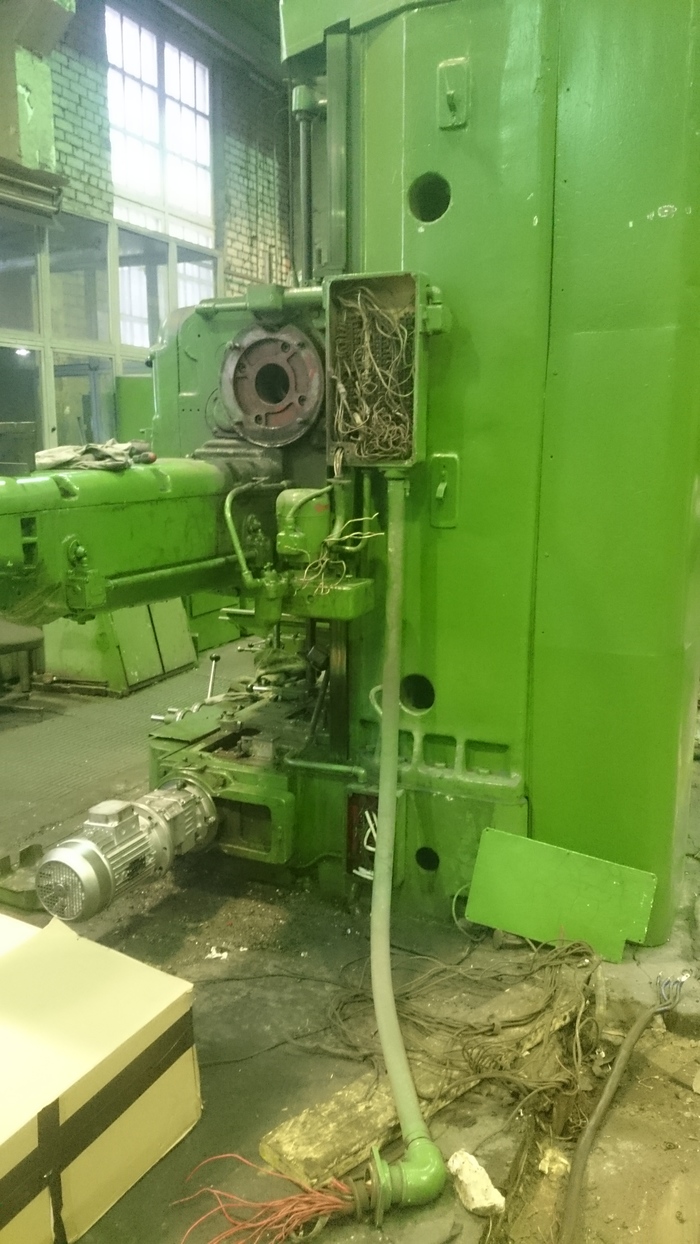

А старый шкафЧЕГ стал просто мебелью)

Далее прокидываем новые жгуты, устанавливаем новый шкаф, всё расключаем


Практически всё готово)
Финишный результат и работу станка после ПНР смотрите на видео
Станок выполняет работу чётко, мягко с высокой точностью обработки!
Благодарю за внимание!)
Всем интересных проектов!
Всем привет снова!)
Продолжаю историю https://pikabu.ru/story/kak_odin_gorizontalnorastochnoy_2620...
Остановились мы с вами на моменте полной готовности шкафа автоматики... С напарником своим мы тоже "остановились" в тот момент на этом же этапе с мыслью в голове "отправлять сие ТК или же как-нибудь сами довезём?!"
Так вот немного истории из того что очень отталкивало от перевозки ТК "Блатные отрезки" - в список закупа материалов входил и тот самый мотор-редуктор, приобретённый впоследствии у фирмы "Хрусдегенерация", но это пол беды (менеджеры и отдел логистики - все "на медленном"). Доставку они брали на себя, вышеупомянутой ТК. Прислали значит они мне доки, что, мол, мы всё отправили, ждите. Отправка со склада в Москве до терминала ТК в г.Пермь. "Ну наконец-то...."-выдохнул я- "За недельку доедет...". И что вы думаете?! Да, проходит неделя, узнаю где груз...... ОН БЛЯТЬ В НОВОСИБИРСКЕ!!! ...и уже день платного хранения (а смс информирование было оплачено, но .... нет, нихуя!!!). В итоге, с горем пополам, разобрались - "Блатные отрезки" всё на свете перепутали. Переправка до Перми состоялась за их счёт + ещё неделя ожидания.
Так вот почесали мы с товарищем светлые головы и решили не доверять такую ценность другим рукам - привезём сами.
Ну ок чё) Нам нужно много "мякушек" и плёнки:

Ещё боооооольше))) По российским дорогам же трястись)))

Упаковали от души))) Ничего не отломится, не треснет, не отвалится)))
Пора выдвигаться в путь. День отъезда назначен. Пока прособирались (личные вещи, инструмент, расходка) уже смеркалось....
Грузимся!) Вспоминая все ободряющие матюжки доносим до на шего транспорта...
Честь и хвала российскому автопрому в лице Гранты))) Бедолага разместила с комфортом 100 килограмм автоматики)))

Рано утром выезжаем.
Едем...

Мост через Каму - интересное зрелище)

800 км позади.
Ну и как же не сфоткаться на "живописном" фоне завода)))

Отлично)) Оформляем пропускные документы, разгружаемся, идём к нашему 2620В.
Далее за качество фото сорян - фоткали на пульт кран-балки)))

Справа наш "подопечный" - железо в идеале!
На сегодня план работ был выполнен. Сняли ещё сразу вариаторы сопротивлений на перепайку вечером, в успешно арендованной холоднющей квартире...

Вся советская "зелень" спаяна, впаян хороший китайский свежак)))
Слева "шоколадка" вариатора ускоренных, справа - рабочих.
8 утра первого дня - вандализм)))
Берём набор инструмента юного вандала и начинаем методично отчикивать старые проводки, параллельно подготавливая новые жгуты - 61-а точка соединения со шкафом + внутренние соединения по органам станка



Слева наш мотор-редуктор путешественник) Вмонтировался небольшими усилиями - расточка внутреннего диаметра монтажной плиты станка и расточка промежуточной втулки со стороны М-Р + шпоночный паз.
Новые жгуты раскинуты, монтируем шкаф.
Решили закрепить его на "спине" станка, на кожухе тоннеля противовеса передней бабки, дабы придать станку не раздельную комплектность и эстетически приятный вид (избавив от стоящего рядом гробика), не в ущерб ремонтопригодности. Сварили рамку, разметили крепления, вешаем

Так закончился первый 14-ти часовой рабочий день...
Надо ли рассказывать что за@бались мы как......
22:30 вечера. Душ. Пельмени. Чай. Сон.
Утро следующего дня - расключаем всё по своим местам


Около 14:00 всё готово. Начинается пуско-наладка - проверка правильности отработки всех узлов и схемы, настройка частотников... И тут обнаруживается офигенный косяк Веспера,который на электродвигатель привода подач - этот товарищ систематически, минут через 7 работы, уходил в ошибку по потере связи с PLC (плата с дисплеем и памятью настроек). Печально просто ппц... Нервно курим... В общем хватило ума звякнуть в их техподдержку и поинтересоваться:
-Алло,здрасьте,частотник такой-то, такая-то беда...
-Здравствуйте! Ясно. А у вас на клеммах 21, 22 случайно нагрузка не подключена?
-Ага, подключена, ещё и индуктивная. А чё?
-Дело в том,что это распространённая(!) неисправность на этих ПЧ.
-И как мне решить эту проблему?
-Зашунтируйте вашу нагрузку L-C фильтром....***называет параметры L и C
-Ок, спасибо!
Короче,у меня эти клеммы (встроенное реле) были запрограмированны на запуск насоса смазки при подаче команды на запуск ПЧ, ну и катушка пускателя двигателя насоса создавала скачок напряжения через эти контакты, а бедный ПЧ воспринимал наводку от этого всплеска как угрозу для жизни)))
Проблема была решена! Ну почему они там в Веспере, зная этот косяк за собой, не дорабатывают электронику,а?!!
Что ж, фоток пуско-наладки увы нет, как и нет фоток приёмо-сдачи и обработки пробной детали.
17:00 Станок запущен в эксплуатацию. Мы уставшие и довольные собираемся в обратный путь.
Домой...

И, подводя итог, коротко о преимуществах всей этой эпопеи со станком:
-улучшение технико-экономических показателей работы станка, за счёт снижения простоя оборудования на ТО и Р;
-улучшение точности и качества обработки деталей, производительности, за счёт высокоточного поддержания заданных режимов резания;
-общее улучшение технологических и эксплуатационных свойств станка.
Ну и напоследок отзыв о работе станочка спустя 3 месяца:
На этом всё. Всем приятных работ! И спасибо за внимание!)))
