Решетка радиатора dodge stratus 2004
Верю в силу Пикабу . Может у кого-то есть stl файл решетки радиатора dodge stratus 2004 рест
Верю в силу Пикабу . Может у кого-то есть stl файл решетки радиатора dodge stratus 2004 рест
Нужна форма для заливки эпоксидкой. Разумеется, стенки формы должны быть максимально гладкими, иначе после застывания залитой туда эпоксидки шершавая текстура формы перейдёт и на оную эпоксидку.
План придумался только один: распечатать нужную форму на 3D-принтере, затем шлифовка и полировка до зеркального блеска. Вопрос лишь в том, как отполировать до такого уровня модель из фотополимерной или эпоксидной смолы.
Посмотрел уроки в интернетах, там всё просто и красиво: вот грубая наждачная бумага, вот менее грубая, вот совсем тонкая, а потом просто нанести полировочную пасту, потереть тряпочкой и всё будет отлично. На практике — нихрена.
Конкретный пример. Сначала поверхность шлифовалась наждачной бумагой с зернистостью 1000, 1500, 2000. Иногда пробовал добавить в список ещё 2500, но это ни на что заметно не влияло.
Дальше полировка пастой ГОИ. № 4, № 3, № 2 и №1 поочерёдно. В теории, №1 должен уже давать зеркальный блеск, на деле зеркальной эту поверхность не назовёшь даже с большой натяжкой. На ощупь — гладкая, но вот 100500 мелких царапин бросаются в глаза.
Пробовал также шлифовать и полировать модели, распечатанные на 3D-принтере (из фотополимерной смолы то есть). Ситуация аналогичная: да, блеск появляется, но всё равно в отблеске видно 100500 микроцарапин.
ЧЯДНТ?
Здравствуйте. Я пока что новичок в 3д печати и прошу подсказать в чём проблема. На фото изображена проблема характера незасвеченной(?) смолы. Если провести пальцем, то часть смолы выскабливается и остается комочками. Так же заметил, что такая проблема присуща перпендикулярным, относительно столика, слоям. могу предположить, что не хватает времени засветки.
так же должен сказать, что всё что выше напечатано нормально без каких либо деффектов.
Прошу сильно не бить палками, подскажите что стоит поднастроить дабы избегать такого в будущем? Заранее спасибо

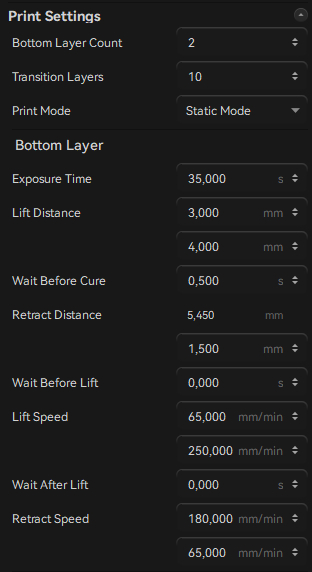
слой 0.02 мм,
Добрый день. Помогите определиться с выбором принтера. Исходя из бюджета, наличия в городе в магазинах (Новосибирск) и задач на текущий момент (печать для дома в основном petg) выбираю между принтерами Creality3D Ender-3 V3 (не SE, KE) и Anycubic Kobra 2 Pro. Из прочитанного понял, что по большому счету можно печатать из коробки без жесткого напилинга и апгредов. Из просмотренных видео у Эндера смущает уровень шума, у Кубика уровень вибрации.
Итак такой вопрос есть принтер flashforge ad5x у него 4 картушки пластика ставятся открыто снаружи принтера. В общем вопрос такой сколько пластик может висеть на принтере открытым прежде чем его надо будет сушить? Когда 4 катушки постоянно готовы к печати это очень удобно, вот думаю раз в неделю просушить для pla, petg пластика достаточно или будет мокнуть быстрее. Внешние условия обычные квартира, сибирь, зима батареи кочегарят на улице морозы до -50 (вчера тока -47 было).
И в общем думаю после сушки можно ли оставить висеть катушки на принтере так или надо городить драйбоксы на принтер? Можно ли делать драйбоксы из pla или всё это бессмысленно.
Собственно, сабж. Небольшая поверхность, нужна водостойкость, из доступного на рынке. Может грунтовать чем перед покраской .Банальная пробка для раковины, вместо смесителя.
Разжился 3D принтером. В коробке с ним шло 250г. белого PLE пластика который вместе с приложенными конфигами для Cura показывал более чем удовлетворительные результаты. В запас я взял килограммовую бабину саратовского синего PLE пластика. И с ним начались некие проблемы.
Во первых сопли. Вечно с сопла тянется нитка пластика. И когда принтер позиционируется перед печатью(по сути подвигает стол к соплу, отодвигает и передвигает сопло в другую точку), всегда остаётся махонька синяя капелька и тонкая ниточка которая тянется к такой же капельке.
Был ещё момент, пластик напечатал основу модели. Дно условно. И в центре оно будто содранным было. Я не видел как, был занят другим, а потом смотрю, а там дырка.
Параметры печати:
Точность я брал от 0.08мм и 0.2 мм.
Температура: сперва 220 сопло и 60 "столик", потом выставил 235 сопло и 70 столик.
Скорость(у принтера) до 700 мм/с.
Камера не закрытая у принтера, если что.
На самой бабине следующая инфа:
Температура сопла: 215-235 градусов
Температура столика 0-70 градусов
И стоит метка - сушить пластик 4 часа при 40 градусах. (Вот этот момент вообще не понял).
Подскажите советы полезные. Как вообще правильно подобрать пластик. Просто с тем который в комплекте печать была прям "из коробки", что называется. Но видать не так всё просто.
Ну или у кого-нибудь магическим образом завалялся stl Кисс-Шот





