0 просмотренных постов скрыто



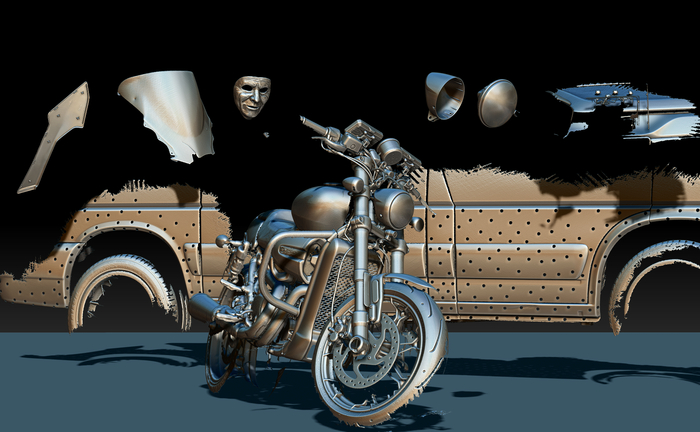
3D сканер после года пользования
Отсканировали детали для разных задач, о каких-то постепенно расскажу подробнее
Фольц т4, на него делается обвес по кругу, внутри некоторые элементы\кнопки, часть уже готова
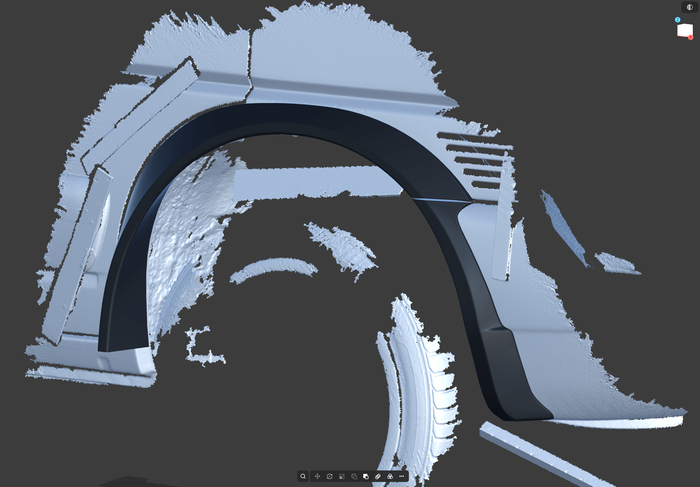
3д модель арки переднего колеса 3 версия
Печать тестовой арки, проверяли примыкание - отличное!
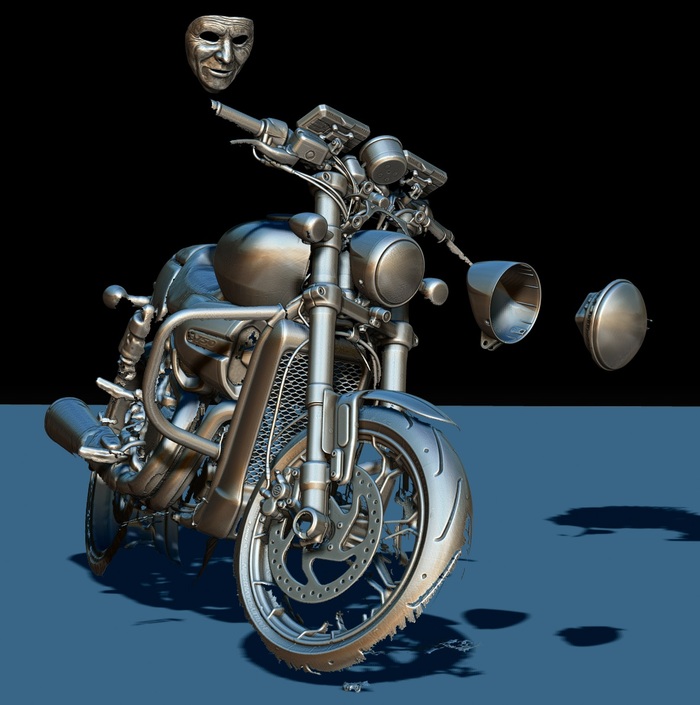
С харлеем много работы, тут по мимо сканирования, моделирования и печати, мастер Андей будет резать раму балгаркой, варить трубы, переделывать электронику, уже заменил заднее колеса с 120 мм на 240 мм. Будет интересно.
Маска для театра.мастер слепил в ручную, теперь нужно повторить, так как это театр по франшизе, открыто несколько филиалов по миру.

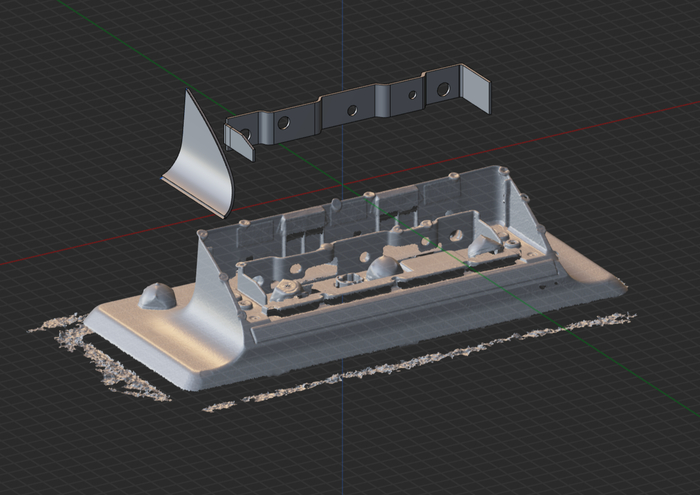
А это мы делаем арку для планшета, который нужно закрепить на месте штатной магнитолы.

Маска для музыканта, где мы используем 3Д скан человека для примерки

А это наш ученик, захотел свою статуэтку

Делали накладки на мотоцикл Индиан. Отскканировали боковые накладки, на них слепили на компьютере скелета индейцы, распечатали, покрасили, приклеили.

Нужна была 3д модель солдата, использовали скан человека как основу, сэкономило много времени

А это вот прислали видео с готовыми стеклянными перилами, которые устанавливались по размерам, которые мы выставили при помощи 3д скана (первый пост об этом)
Ещё было по мелочам много разного, вывод один - сверх полезная штука в 3д студиях\фермах
Показать полностью
10
3


Футляр для медали Петербуржца своими руками
Показываю старую свою работу - футляр для медали из американского ореха. Сделано в домашней мастерской ЧПУ станками, лазером и фрезером. Я только рядом стоял и патроны подавал :)

Вроде все просто, засовываем в станок деревяшку и он сам все выпиливает. Все так, но захотелось немного контраста.

Контраст решил организовать за счет черного граба. Черный граб - это белый граб, который вакуумом пропитали краской. У граба очень плотная структура, похож на пластик. Но у товарищей, которые пропитывают граб. у них банки для вакуума мелкие. Поэтому их хватает только на узкие бруски.

Брусок был напилен на пластинки с склеен в тонкий щит. Заготовка склеена из трех слоев, на фото ниже понятно почему.
Ну а потом наступает работа для фрезера ЧПУ получаются 2 такие половинки.
Соединяются они на магнитиках. Очень круто заскакивает крышка, прикольный эффект получился :) В крышку вкладываю черный поролон, он будет прижимать содержимое к ложементу.

Вот тут видна черная вставка граба.

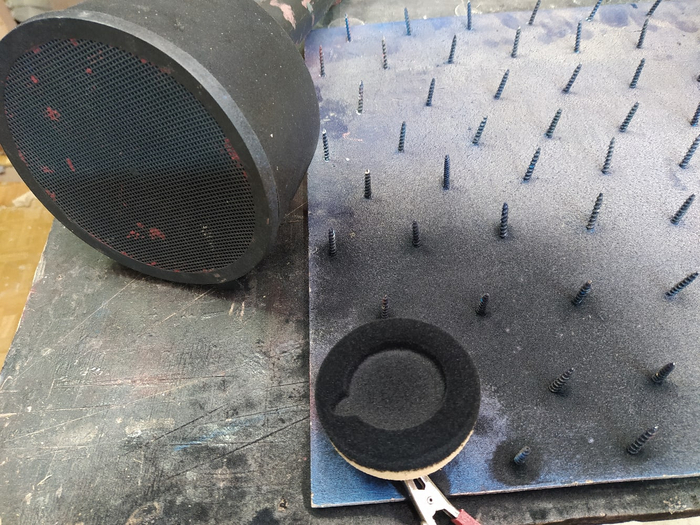
Пришло время делать ложемент. Он вырезан моим верным фрезером ЧПУ из пеноплекса. Форма сложная. там есть ступенька, чтобы можно было нажать на край медали и она приподнимется. А также хваталка для пальца, чтобы можно было медаль выколупать оттуда.

Осталось покрыть ложемент шерстью. Шерсть синтетическая, наносится флокатором, прибором, который электризует флок и заставляет его вставать под воздействием высокого напряжения. Мой флокатор выдает до 70 тысяч вольт. На фото старая версия ложемента, без ступеньки.
Остается только собрать все вместе :)
Показать полностью
7

Нужна помощь в поиске оснастки токарного станка
Добрый день, уважаемое сообщество людей, связанных с металлообработкой, а так же тех, кто забрел в этот пост случайно. На текущем месте работы приковали меня к токарному станку Weiler Commodor 75, и по ходу освоения оного столкнулся с нехваткой держателей резца.
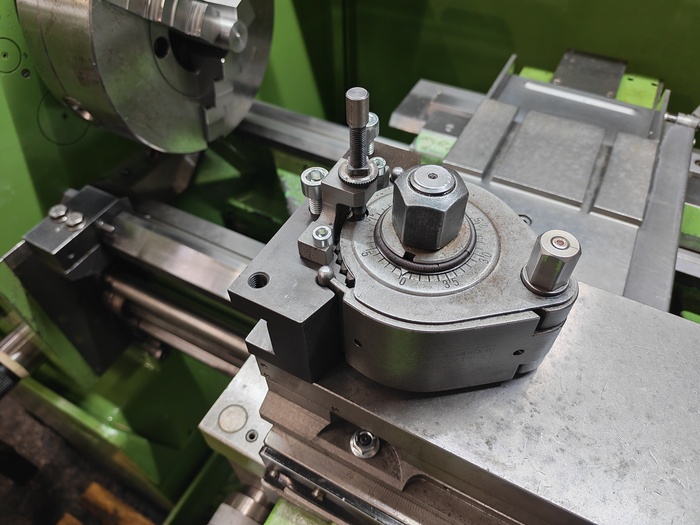
Вместо привычного квадратного резцедержателя здесь придуман вот такой зажимной механизм. И, соответственно, чтобы установить резец, ты его зажимаешь в специальной державке, а потом уже на зажим.
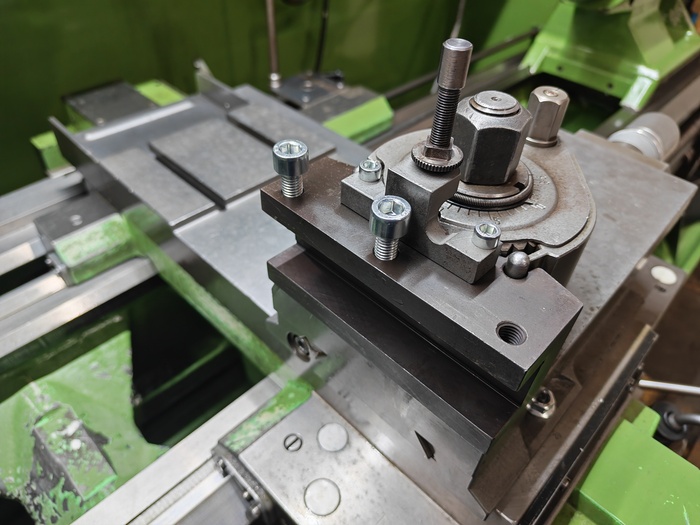
Идея своеобразная, но как есть. В целом привык, в чём-то даже удобно, но надо ещё (ЕЩЁ) этих держателей. Как сказал зам.нач.производства - "Я их по всем тумбочкам собирал при переезде". Поэтому происхождение не совсем ясно. В инструменталке их тоже нет, и опознать не могут, ХОТЯ я находил пару держателей под большой расточной ЧПУ под этот держатель, и бирка даже была вроде русская, если не советская. По индексам на самих держалках не бьется ровным счетом нихрена полезного.
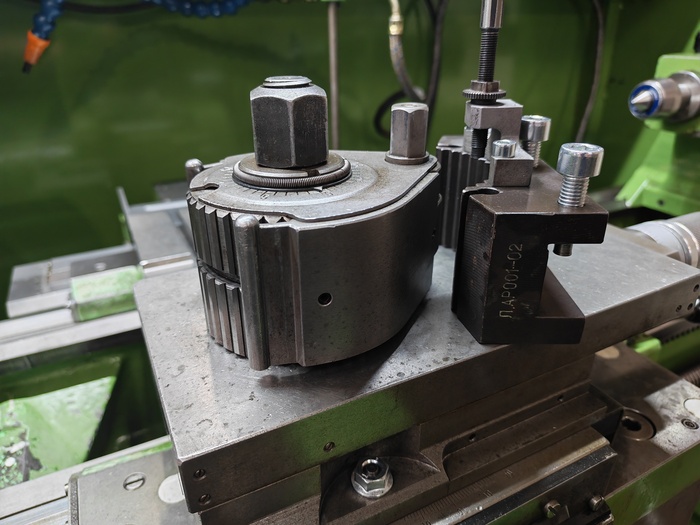

Поэтому и прошу подсказки у людей, знающих или встречающихся с таким инструментом - может есть какой-то более современный артикул, или как вообще сформировать запрос.
Заранее сспасибо.
Показать полностью
4

Добрый день коллеги.(SIEMENS-руководство 1991)
Есть у кого руководство от siemens ag (aut e 612) 1991-92 version 1.03 (09.09.93) ?
В моей книге очень кривой перевод...
Небольшой фотоотчет по коробке для чайного сервиза из Ленты
Небольшая преамбула — как гласит народная пословица: "Русский человек настолько любит халяву, что готов платить за неё любые деньги". Пару лет назад в Ленте была акция — за покупки начислялись баллы, за которые можно было получать элементы сервиза: чашки, чайник и прочую посуду.
Так что грешен — накопилось у меня этой "бесплатной" посуды приличное количество, а руки всё никак не доходили нормально организовать её хранение. Но в какой-то момент немой укор коробок, которые постоянно приходилось переставлять с места на место, стал уже невыносим — пришлось делать для сервиза отдельную коробку.
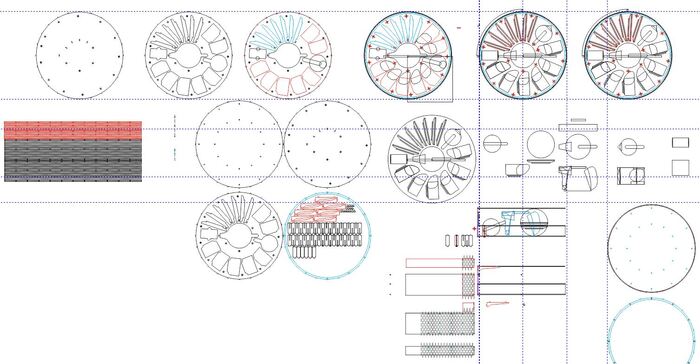
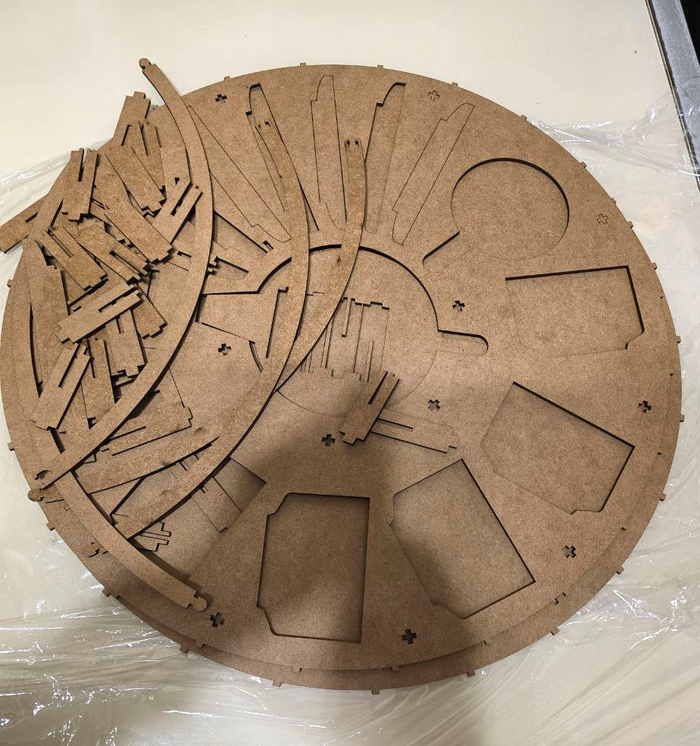
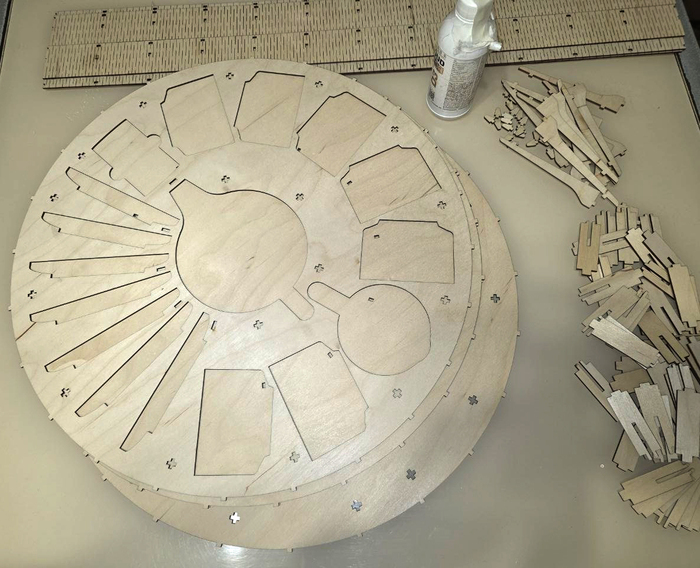


На скринах показал все этапы работы: сначала проектирование, затем изготовление прототипа из ДВП (материал мягче и удобнее для прототипирования), а уже после финальных правок — сборка чистовой конструкции из фанеры: лазерная резка, шлифовка, склейка и подгонка элементов.



Ну и приглашаю в свой канал "Записки сумасшедшего предпринимателя" - блог о сувенирном производстве и прочих интересностях!
Показать полностью
8

Спросите Алису Яндексовну про G41 - получите картинку автомата
Нейросеть "Алиса" (приложение на Android из Rustore) стабильно генерирует автоматы на вопрос: "G41 - коррекция влево?":
Добиться ответа всё же можно, переспросив ещё раз:
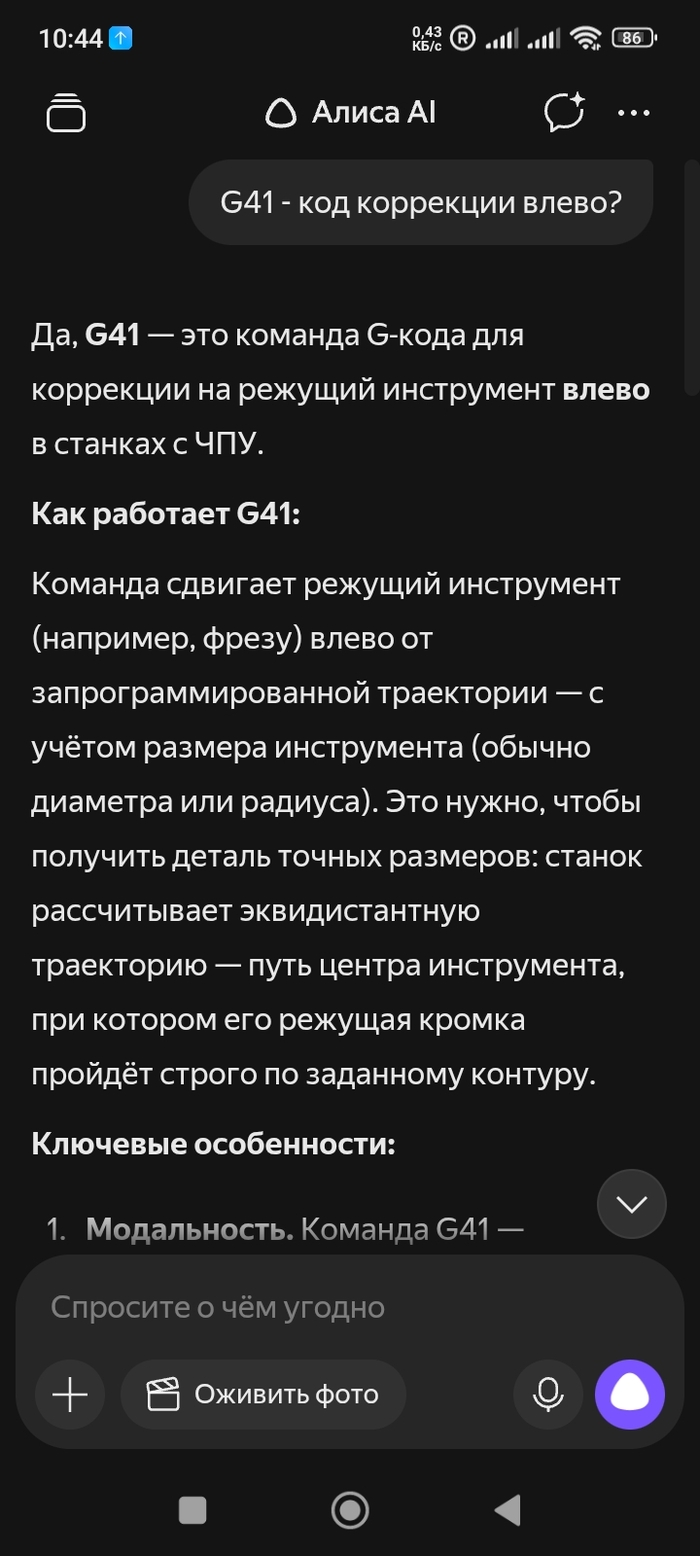
Если добавить слово "код" в вопросе, то проблем не возникает:
Показать полностью
4
Часы из дерева (ещё одни)
Друзья, здравствуйте!
Как обещал, делюсь ещё одним вариантом часов. На этот раз тема вечность)
Предыдущие часы здесь>
Дерево: дуб
С дубом работать поинтересней - дерево плотное, заусенцев почти нет, морилки и лак ложатся ровнее. Дуб и другие плотные породы стоят дороже, - но оно того стОит!
Материалы: патина, морилки, акриловый лак.
Вырезаем:


Да, видна неравномерность цвета в склейке. Но ничего поправим морилкой.
Шлифую, покрываю морилкой:




Уже поинтересней)
И разность цвета почти выровнялась.
Покрываю лаком, вставляю часовой механизм. (Для принципиальных из предыдущего поста про часы, - не китайский):






В этот раз, обои без улиток)
Спасибо за внимание.
Как всегда, буду благодарен за критику и оценку работы.
Показать полностью
12