
Стружколомы токарных пластин
Хочу поделиться некоторой информацией про то, что такое стружколомы на токарных пластинах, как их правильно выбирать и использовать.
Стружколом это по сути форма передней поверхности пластины. На рисунке ниже одинаковые по геометрии пластины, но с разными стружколомами.
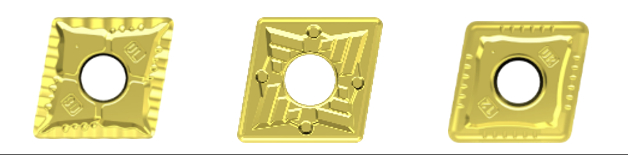
Токарные пластины CNMG12... c разными стуржколомами.
Стружколомы, как и следует из названия, нужны для того чтобы ломать стружку. А стружка при обработки разных материалов сильно отличается. К примеру, при обработки серого чугуна стружка очень хорошо ломается (сегментируется) сама по себе, поэтому можно использовать гладкую поверхность пластины, то есть вовсе без стуржколома. А скажем, нержавеющие стали являются вязким материалом который может давать длинную (сливную стружку) которую важно сегментировать, иначе сливная стружка может повредить и сам инструмент и деталь.
Помимо материала на выбор стружколома влияет тип обработки: черновая, получистовая, чистовая обработка. К примеру, более острый стружколом подходит именно для чистовой обработки, а черновой стружколом имеет тупую геометрию и используется именно для черновой обработки, чтобы кромка пластины не ломалась.
Если рассмотреть стружколомы не сверху, а в другой проекции, то можно увидеть такую картину:

Геометрия стружколомов токарных пластин.
Скажем, самый левый стружколом острый - у него только один передний угол и никакой защитной фаски. Второй это получистовой, там уже появляется защитная фаска 0.23 мм., именно для того чтобы кромка была более прочная. И самый правый стружколом- черновой. У него большая защитная фаска 0.35 мм. что делает кромку очень прочной и предотвращает сколы при работе с большой глубиной и подачей.
Кстати, о подаче. В каталогах любого производителя есть диаграмма корректного стружкодробления. Вот такая штука примерно:
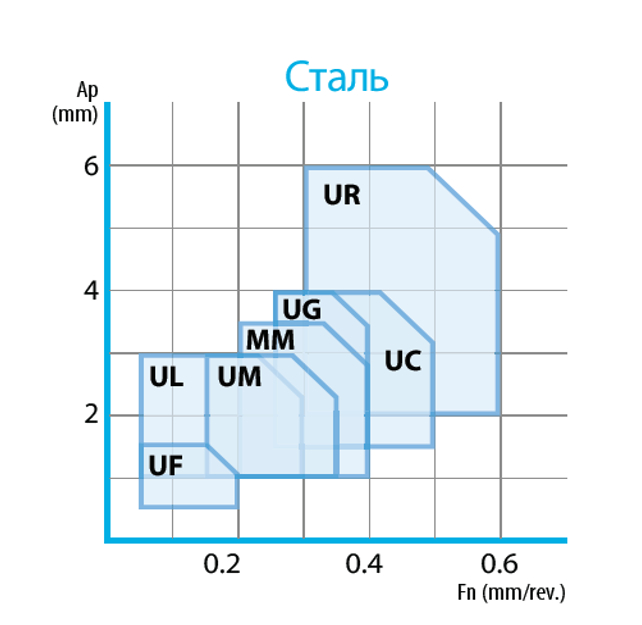
Диаграмма корректного стружкодробления.
Для каждой группы материалов свои стружколомы, тут я привел для стали, но для нержавайки, чугунов и т.д есть свои.
Внутри названия стружколомов. По горизонтальной оси указан диапазон значений подач (мм/об.), а по вертикальной оси указан диапазон глубины обработки.
Как пользоваться такой диаграммой? Просто выбираем нужный стружколом, например UG и смотрим что у нас получилось:
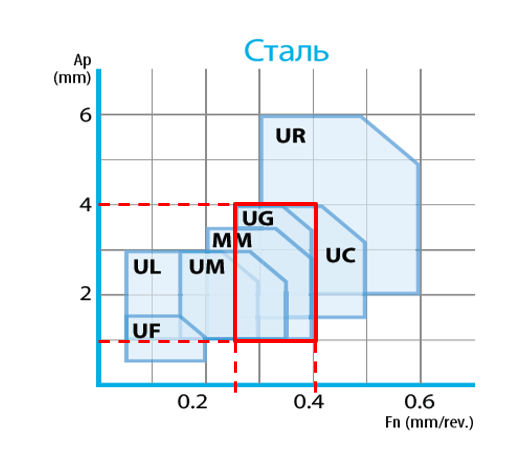
Диаграмма корректного стружкодробления. Выделенная область.
Тут видно, что по глубине (вертикальная ось) данный стружколом корректно работает от 1 до 4 мм. А подачи при которых он работает: от 0,25 мм/об до 0,4 мм/об.
И тут еще раз возвращаемся к защитной фаске. У стружколома UG защитная фаска 0,23 мм. и подача всегда должна быть чуть больше (на пару соток) чем защитная фаска стружколома, иначе стружколом будет не ломать стружку, а просто тереть деталь. Поэтому очень важно не занижать подачу, а выбирать режимы в соответствии с условиями обработки.
Это краткое описание выбора стружколомов. Если зайдет, можно будет углубиться, например, в сплавы, в фрезерку и т.д.)
Лига ЧПУшников
2.2K постов12.2K подписчика
Правила сообщества
никакой политики