Ручная отмывка флюса: что на самом деле нужно удалять с платы
После пайки на поверхности печатной платы остаётся коктейль из химических веществ. Одни из них безобидны, другие способны со временем уничтожить электронику. Чтобы грамотно организовать отмывку — или осознанно отказаться от неё — нужно понимать, с чем именно мы имеем дело на молекулярном уровне.
Два мира загрязнений: полярное и неполярное
Флюсовые остатки делятся на две принципиально разные категории по химической природе.
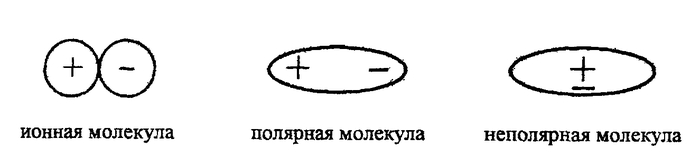
Полярное растворяется в полярном, а неполярное в неполярном. Ионные молекулы растворяются как правило в воде
Неполярные остатки — это прежде всего смолы: канифоль (абиетиновая кислота и её изомеры), синтетические смолы, продукты их термической деструкции. Эти вещества гидрофобны, не проводят ток и не притягивают влагу. Визуально именно они формируют характерные янтарные или коричневые наплывы вокруг паяных соединений. С точки зрения надёжности электроники, смолистые остатки сами по себе практически безвредны. Более того, канифоль, затвердевая при комнатной температуре, образует на поверхности платы влагонепроницаемый барьер, работающий по принципу конформного покрытия.
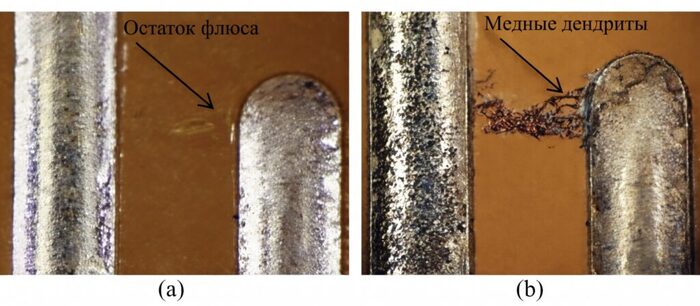
Полярные (ионные) остатки — это совсем другая история. Сюда относятся ионы карбоновых кислот, ионы галогенов (Cl⁻, Br⁻) и их соли с металлами. Именно эти вещества представляют реальную угрозу. Ионные загрязнения — электрические проводники. Во влажной среде они формируют электролитическую плёнку между проводниками, что приводит к токам утечки, электрохимической миграции металлов и росту дендритов — металлических «мостиков», замыкающих соседние дорожки.
Критический порог влажности зависит от природы ионов. Плата, безупречно работающая в сухом климате, может начать сбоить в условиях высокой влажности при наличии тех же самых ионных загрязнений.
Главное правило: опасно то, что не видно
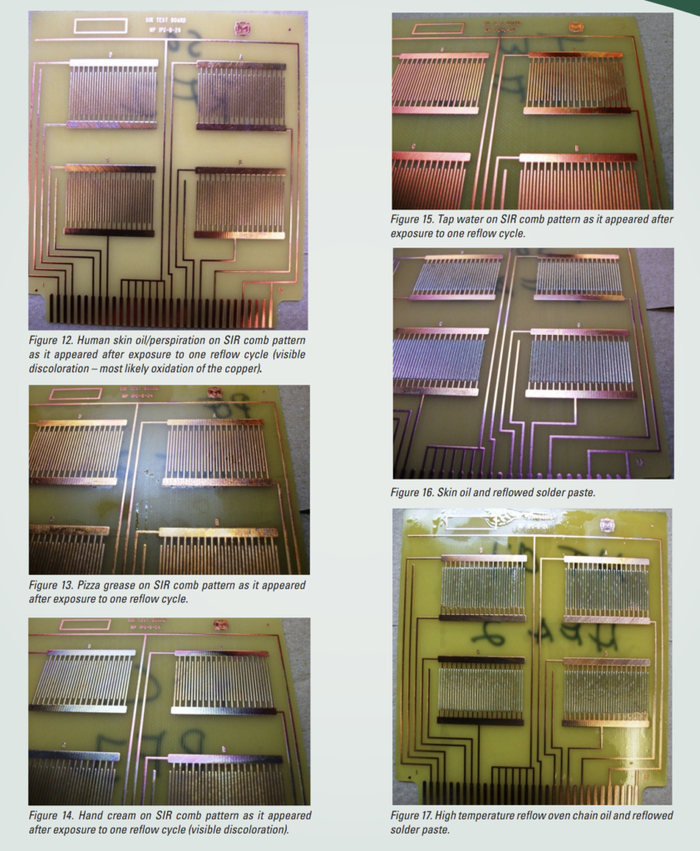
Парадокс отмывки электроники в том, что видимые загрязнения — смолы и канифоль — почти не влияют на надёжность. А невидимые ионные остатки могут привести к катастрофическому отказу.
Плата с обильными янтарными следами канифоли может обладать превосходной надёжностью даже во влажной среде. А визуально «чистая» плата с невидимым ионным загрязнением на дорожках под BGA-компонентом — превратиться в бомбу замедленного действия. В мире электроники «чистота» — не косметическое, а электрохимическое понятие.
Химия отмывки: почему одного растворителя недостаточно
Здесь вступает в игру фундаментальный принцип «подобное растворяется в подобном». И именно здесь большинство технологов допускают ошибки.
Карбоновые кислоты (органические активаторы типа адипиновой, глутаровой, азелаиновой кислот) — слабые кислоты с карбоксильными группами. Их анионы (RCOO⁻) обладают умеренной полярностью и растворимы в полярных органических растворителях. Изопропанол или этанол эффективно удаляют эти остатки — спирт достаточно полярен, чтобы сольватировать карбоксилат-ионы, но при этом хорошо смачивает поверхность платы благодаря низкому поверхностному натяжению. А вот бензин не возьмет эти кислоты из-за своей неполярной природы.
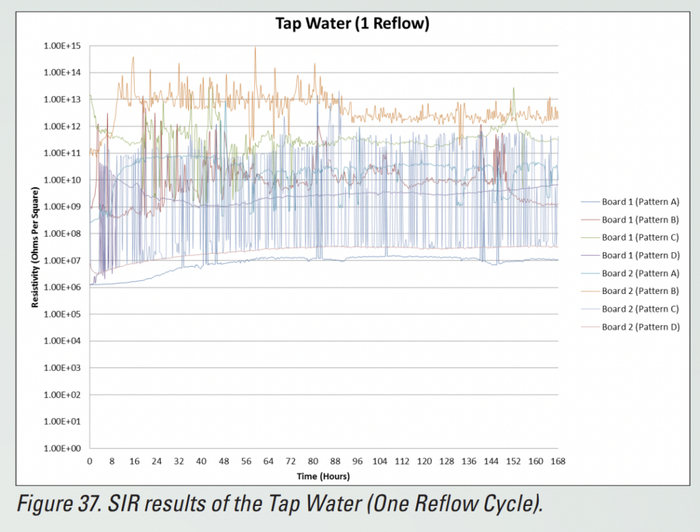
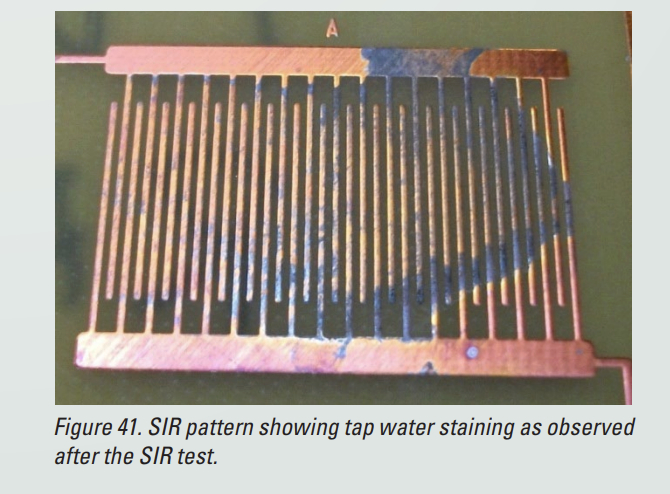
Ионы галогенов (Cl⁻, Br⁻) — это совершенно иной случай. Хлорид- и бромид-ионы — продукты диссоциации галогенсодержащих активаторов — являются сильно гидратированными ионами с высокой плотностью заряда. Они растворимы практически исключительно в воде. Спирт и бензин их не возьмёт. Для полного удаления галогенидов необходима промывка деионизованной водой. Очень важно отметить: именно деионизированной, потому что вода из под крана содержит очень много ионов и можно сделать еще хуже!
Проблема галогенсодержащих флюсов: ловушка двойной отмывки
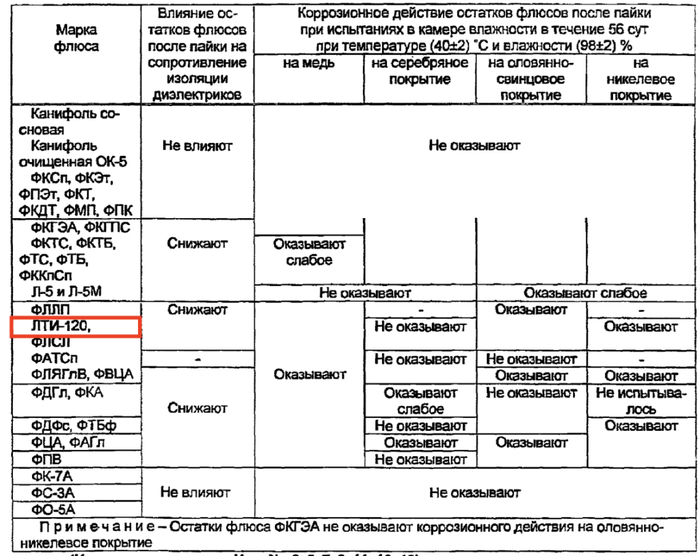
Здесь возникает технологическая дилемма. Канифольные флюсы, содержащие галогенные активаторы, например ЛТИ-120, оставляют после пайки смесь из органических смол и неорганических ионов галогенов. Эти два класса загрязнений требуют разных растворителей, и порядок промывки критически важен.
Если начать с воды, она не проникнет под смолистую плёнку к ионам — поверхностное натяжение воды (72 мН/м) значительно выше, чем у флюса, и вода не затечёт под SMD и BGA, куда легко залетел флюс на спиртовой основе. Правильная последовательность: сначала органические растворители для удаления смолистой матрицы, затем деионизованная вода для вымывания обнажённых ионов галогенов.
Но даже при правильной последовательности полнота отмывки не гарантирована. Флюс проникает под низкопрофильные SMD-компоненты (зазор может составлять менее 0,15 мм), а вода с её высоким поверхностным натяжением туда уже не достанет. Добавление ПАВ снижает поверхностное натяжение промывочного раствора, но всё равно не до уровня спиртового флюса. Ультразвуковая обработка и струйная промывка помогают, однако по-прежнему не дают 100% результата.
No-clean: экономика и химия «без отмывки»
Если полная отмывка не всегда возможна технически, а неотмытые ионы опасны, логичный выход — использовать флюс, остатки которого безопасны без отмывки.
Именно так работают no-clean флюсы. Они содержат минимум активаторов, а после пайки смолистая основа инкапсулирует оставшиеся следы активатора, делая их электрохимически инертными. Это экономит производителю значительные средства: стоимость растворителей и деионизованной воды, капитальные затраты на оборудование и производственные площади, время на саму отмывку и последующий контроль чистоты, а также экологические расходы на утилизацию. Зачастую отмывка стоит дороже чем пайка!
Около 70–80% мировой электронной промышленности сегодня использует no-clean флюсы именно по этой причине: это экономически выгодно. Переход на no-clean — это не компромисс качества ради экономии, а рациональное инженерное решение: зачем тратить ресурсы на процесс, который не гарантирует результата, если можно использовать материал, не требующий этого процесса вовсе?
Дополнительный фактор: остатки современных no-clean флюсов часто прозрачны или почти невидимы. Это снижает косметическую мотивацию к отмывке, но одновременно создаёт ложное ощущение «чистоты» — визуальный контроль не может подтвердить ни наличие, ни отсутствие ионных загрязнений.
Парадокс: почему неотмытая плата может быть надёжнее отмытой
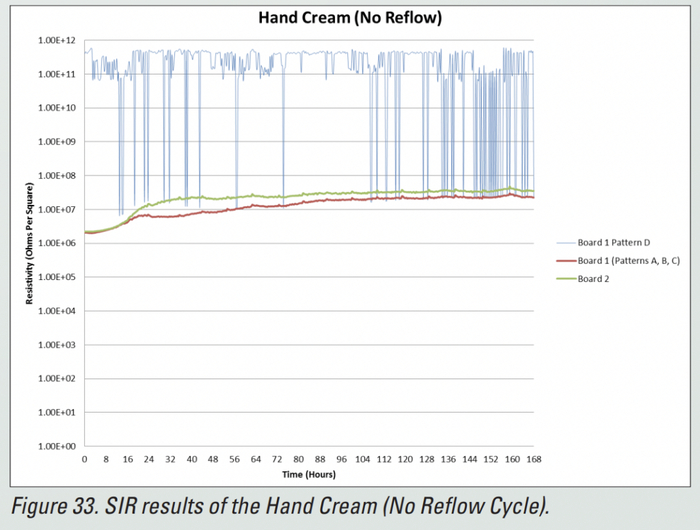
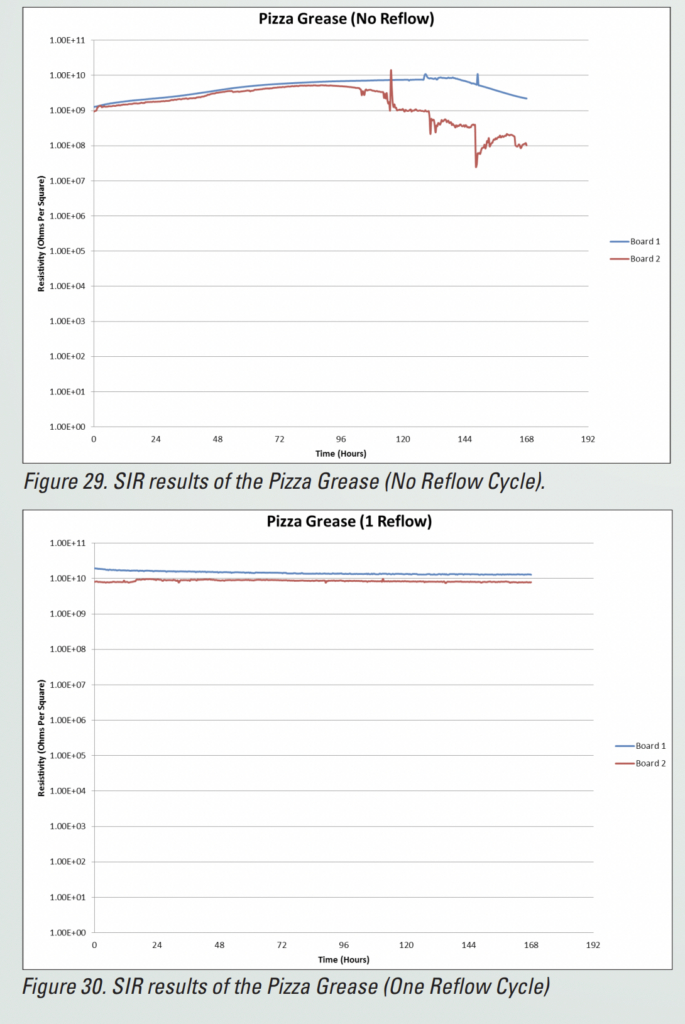
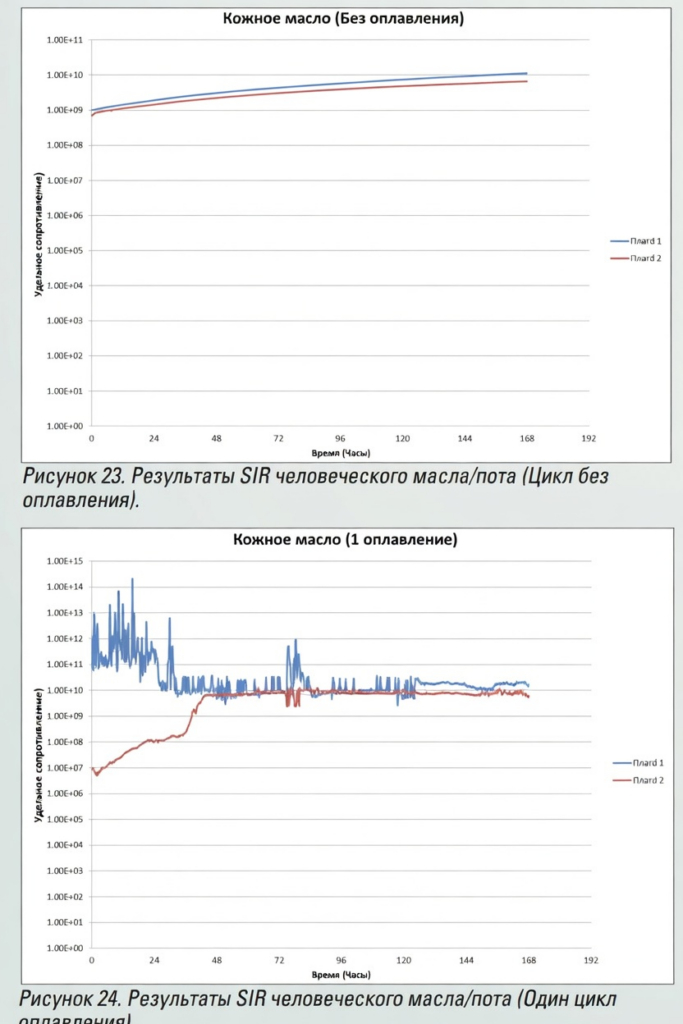
Один из контринтуитивных результатов тестирования: при испытаниях по методу SIR (поверхностное сопротивление изоляции) в условиях 40 °C / 90% RH по стандарту J-STD-004B неотмытые образцы с no-clean флюсом категории ROL0 стабильно проходят тест, удерживая SIR выше 100 МОм.
Механизм объясняется инкапсуляцией: затвердевшая смола работает как изолирующий барьер, предотвращая контакт влаги с проводниками и остаточными ионами. При этом, как подчёркивает Indium Corporation в описании так называемого «эффекта Годзиллы», частичная отмывка no-clean флюса разрушает эту защитную капсулу и высвобождает активаторы, которые были надёжно заперты в смолистой матрице. Результат — снижение надёжности по сравнению с полностью неотмытой платой (Eric Bastow, Indium Corporation, “Partially Cleaning No-Clean Solder Paste — the Godzilla Effect”).
Таким образом, для no-clean флюсов существуют только два безопасных варианта: не трогать остатки вообще — или удалить их полностью специализированным растворителем, совместимым с конкретной рецептурой флюса. Половинчатая отмывка хуже, чем её отсутствие.
Чем отмывать не надо
Мастера ежедневно работают с растворителями, не задумываясь об их составе. Баллончик «Flux-Off», растворитель 646 из хозмага, ацетон «для всего» — привычные инструменты. Но если заглянуть в паспорт безопасности (SDS) этих средств, картина становится тревожной.
Галогенорганика — главный враг
Дихлорметан (метиленхлорид, CAS 75-09-2). Вероятный канцероген (группа 2A по IARC). Метаболизируется в организме до угарного газа — при работе в замкнутом помещении может вызвать карбоксигемоглобинемию. Встречается в агрессивных промышленных отмывках и некоторых «очистителях тормозов», которые мастера иногда используют не по назначению.
Трихлорэтилен (CAS 79-01-6). Канцероген группы 1 по IARC — доказанная связь с раком почки. В промышленности постепенно выводится, но в старых запасах и дешёвых импортных составах ещё встречается.
Механизм вреда всех галогенорганических растворителей схож: они липофильны, легко проникают через кожу и лёгкие, накапливаются в жировой ткани и поражают печень, почки и нервную систему. Их коварство — в отсутствии немедленных симптомов: мастер может годами работать с ними, ощущая лишь лёгкое головокружение, а последствия проявятся позже.
Ароматические углеводороды: ксилол, толуол, сольвент
Ксилол (диметилбензол, CAS 1330-20-7) и толуол (метилбензол, CAS 108-88-3) — ароматические углеводороды, которые попадают в отмывку двумя путями: как компоненты промышленных очистителей (некоторые линейки Flux-Off) и через «народные» растворители типа 646.
Вот эта тема присядет на ваш гемоглобин и он не сможет переносить кислород
Толуол — репродуктивный токсин: доказанное воздействие на фертильность и развитие плода (категория 2 по CLP). ПДК в воздухе рабочей зоны — всего 50 мг/м³. Ксилол менее токсичен, но является нейротоксином: при хроническом воздействии страдают память, координация, скорость реакции. ПДК — 50 мг/м³.
Кстати если ваш бензин пованивает краской – это примеси ароматических соединений
Растворитель 646: популярный, но грязный
Состав 646 по ГОСТ 18188-72: толуол (50%), этанол (15%), бутилацетат (10%), бутанол (10%), этилцеллозольв (8%), ацетон (7%). Половина состава — толуол. Плюс этилцеллозольв (2-этоксиэтанол, CAS 110-80-5) — гликолевый эфир с доказанной репродуктивной токсичностью, внесённый в SVHC-список ECHA.
Растворитель 646 отлично снимает флюс. Но ежедневная работа с ним без вытяжки — осознанный вред здоровью. Для разовой отмывки в проветриваемом помещении — допустимо. Для регулярного использования в работе — нет.
N-метилпирролидон (NMP, CAS 872-50-4)
Встречается в профессиональных отмывочных жидкостях (Zestron, Kyzen) как замена более токсичных растворителей. Иронично, что NMP сам попал в SVHC-список ECHA как репродуктивный токсин (категория 1B по CLP — доказанное воздействие). С 2024 года в ЕС введены ограничения на концентрацию NMP в смесях (не более 0.3% без маркировки). В России эти ограничения не действуют, и NMP-содержащие составы продаются свободно.

Ацетон — «меньшее зло»
Ацетон (CAS 67-64-1) на фоне вышеперечисленных — практически безобиден. ПДК — 200 мг/м³ (в четыре раза больше, чем у толуола). Не канцерогенен, не нейротоксичен в бытовых концентрациях, быстро метаболизируется (организм сам его вырабатывает в процессе кетоза). Основная проблема ацетона — не токсичность, а агрессивность по отношению к материалам: он растворяет полистирол, поликарбонат, АBS, акрил, смывает шелкографию и маркировку. Именно поэтому ацетон — плохой выбор для отмывки плат с компонентами, хотя для здоровья мастера он безопаснее многих «профессиональных» альтернатив.
Хорош, но слишком агрессивен
Что ещё опасного используют люди для отмывки флюса?
«Очиститель тормозов» (brake cleaner) — на форумах регулярно рекомендуется как дешёвая замена Flux-Off. Хлорированные варианты содержат дихлорметан или перхлорэтилен — канцерогены. «Бесхлорные» варианты — смесь ацетона, гексана и толуола. Гексан (CAS 110-54-3) — нейротоксин, вызывающий полинейропатию при хроническом воздействии.
«Калошу» неизвестного происхождения — сама по себе калоша (нефрас С2-80/120) относительно безопасна (алифатические углеводороды, ПДК 300 мг/м³), но дешёвые подделки могут содержать ароматические фракции (бензол, толуол) – такой бензин пованивает краской. Хороший нефрас почти не пахнет.
Три безопасные альтернативы
Все перечисленные ниже составы собираются из компонентов 4-го класса опасности (малоопасные) и не содержат галогенорганики, ароматики, гликолевых эфиров и NMP. Каждый из них можно приготовить за пять минут из ингредиентов, доступных на Ozon.
Отмывка 1. Спиртобензин — базовый вариант
Состав: ИПС 99.7% (70%) + нефрас С2-80/120 (30%)
Самый доступный и дешёвый вариант. Спирт берёт полярные загрязнения (кислоты, карбоксилаты), нефрас — неполярные (смолы, воски). Вместе они покрывают основной спектр флюсовых остатков.
Ограничения: не справляется с полимеризованными остатками синтетических смол и затвердевшими паяльными пастами после агрессивного термопрофиля. также не удалит ионы галогенов - для них нужна вода. Для обычной ручной пайки с канифольным припоем — более чем достаточно. Но помните что бензин может быть токсичным из-за примесей ароматики. Если не боитесь испортить пластик – намешайте туда ацетона.
Отмывка 2. Спиртобензин + бутилацетат — рекомендация Sigma Flux
Состав: ИПС 99.7% (55–60%) + нефрас С2-80/120 (25–30%) + бутилацетат (5-10%)
Расширенная версия: бутилацетат добавляет в систему сольватирующую способность по отношению к полимеризованным плёнкам, сшитым смолам и продуктам термодеструкции, которые ни спирт, ни бензин по отдельности не растворяют. Он же играет роль сорастворителя, улучшая совместимость полярной и неполярной фаз в смеси. Но воняет он очень сильно, 20: в составе конечно будут хорошо отмывать, но вы будете дышать плотным запахом флюкс оффа (которые его какраз содержит)
Бутилацетат — 4-й класс опасности (малоопасное вещество), ПДК 200 мг/м³. Пахнет грушами (правда сильно). Не атакует большинство конструкционных пластиков. Входит в состав того же Cramolin Flux-Off (19% по SDS) — то есть покупая спрей, вы и так платите за бутилацетат, просто в 10 раз дороже.
Оптимальный баланс между эффективностью, безопасностью и стоимостью.
Отмывка 3. Спирт + D-лимонен — экологичный премиум вариант
Состав: ИПС 99.7% (70–80%) + d-лимонен (20–30%)
D-лимонен (CAS 5989-27-5) — природный монотерпен, основной компонент эфирного масла апельсиновой корки. Доступен на Ozon как «d-лимонен, хвойный лимонен».
Почему это работает: d-лимонен — терпен, структурно родственный канифоли (абиетиновая кислота — дитерпен). По принципу «подобное растворяется в подобном» он является одним из лучших растворителей канифоли: тепрены способны удерживать до 60% канифоли по массе в растворе. В промышленности тепреновые отмывки используются десятилетиями в полуводных (semi-aqueous) системах.
В комбинации с ИПС получается система, где спирт растворяет полярные загрязнения, а лимонен — неполярные смолы. При этом лимонен и ИПС полностью смешиваются друг с другом, образуя стабильный гомогенный раствор. А если докинуть туда 5-10% бутилацетата то будет вообще песня и относительно безопасная ЭКО отмывка.
Минус — d-лимонен медленно испаряется (температура кипения 176°C против 82°C у ИПС). После отмывки на плате может оставаться маслянистая плёнка лимонена, которая требует финишной протирки чистым ИПС или сушки.
Плюсы: 4-й класс опасности, биоразлагаем, приятный цитрусовый запах, не содержит нефтехимии. Идеален, если важна экологичность рабочего места или если мастер работает в плохо проветриваемом помещении. Лимонен можно заменить на пинен или скипидар – но они очень сильно воняют и будет очень тяжело пользоваться такой отмывкой.