Всем привет. С кем мы еще не знакомы, меня зовут Дмитрий и в этой серии постов мы изучаем печать фотополимерными смолами.
В первой части мы обсудили, на что стоит обратить внимание при выборе принтера, базовые моменты по технике безопасности, а также, какие еще инструменты и материалы стоит прикупить до начала печати.
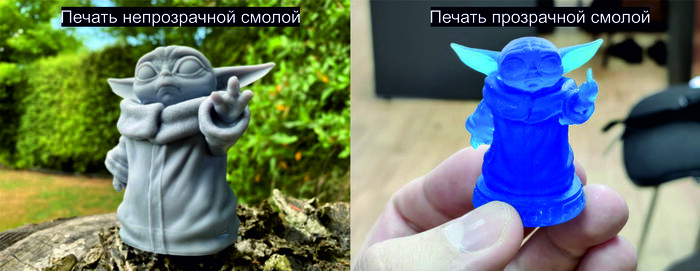
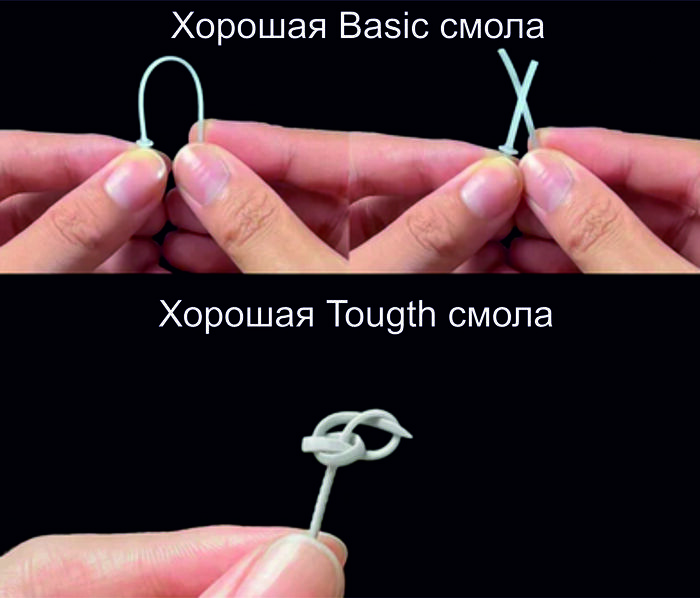
Во второй части я рассказал о видах фотополимерных смол, немного разжевал, как происходит обработка напечатанного изделия и дал пару советов по работе с принтером.
Первые два поста плавно подводили вас к самой печати. Я рассказал вам, что из себя вообще представляет процесс и дал вам понимание последовательности действий, которые вам придется совершать. Теперь пришла пора самого интересного.
В этом посте речь пойдет про
1. Основные правила при печати фотополимерами
2. Основные правила подготовки модели к печати
3. Установку поддержек
4. Проверку объекта после нарезки и перед печатью
Напоминаю, что моё мнение - это моё мнение. Если вы с ним не согласны, я готов его обсудить и, возможно, изменить. Если что-то упустил и забыл, напишите и я поправлю.
Заранее извиняюсь за английский на картинках, но времени на переделку картинок мало.
1. Основные правила при печати фотополимерами
Прежде всего вы должны помнить, что смола это жидкость. Это означает, что к ней применима вся физика жидкостей. Жидкость имеет толщину и способность к вакуумации.
Первое основное правило - старайтесь избегать параллельности объектов со столиком.
«Правило ромба». Это означает, что если вам нужно напечатать, например, базовый куб, вам нужно разместить его так, чтобы он был обращен к столику одним из углов, а не плоской стороной.
Единственное исключение - если вы печатаете непосредственно "от стола". Но это очень ситуативно и рискованно. Я бы не рекомендовал печатать большие объекты прямо на столике.
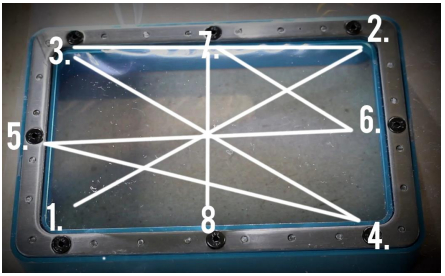
Второе Основное правило - избегать больших контактных поверхностей на один слой.
Это означает, что если у вас есть какой-то большой объект, то ,по умолчанию, каждый слой будет иметь большую поверхность, которой касается пленки. Это создает большую силу, которая применяется к пленке, поддержкам и базовым слоям объекта при попытке оторвать объект ВВЕРХ от пленки при подъеме. Попробуйте по-разному поворачивать и наклонять ваш объект, чтобы площадь контакта была меньше. Это правило не работает с круглыми объектами и огромными массивными объектами, потому что независимо от того, как вы их вращаете, они имеют тенденцию сохранять одинаково большую площадь контакта. Эти параллелепипеды идентичны. Один лежит ровно, другой расположен по «правилу ромба». Хорошо видно, что у второго объекта площадь контакта с пленкой почти вдвое меньше.
Меньшая площадь контакта - меньшее усилие для отрыва объекта от столика при подъеме. Уменьшение области давления объекта на пленку на каждом новом слое.
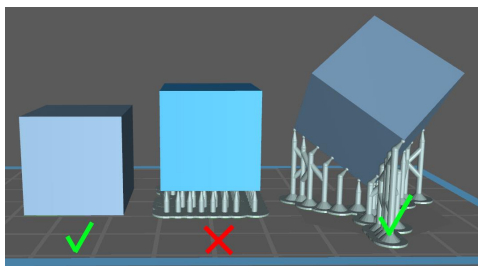
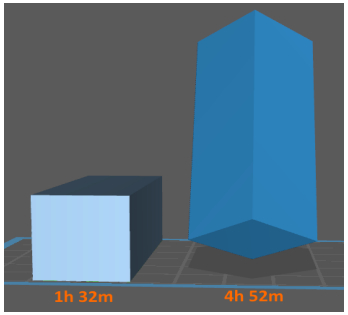
Третье Основное правило - Не пытайтесь сэкономить время печати! Помните - печать 1 раз быстро, а затем повторная печать того же самого медленнее всегда будет занимать больше времени, чем печать только 1 раз медленно. Это означает, что если у вас есть какой-то высокий объект, не наклоняйте его слишком сильно, чтобы сэкономить время печати - очень вероятно, что он потерпит неудачу, и вам придется сделать это снова, как следует. Распечатайте "по-правильному" с первой попытки.
Объект слева (1 час 32 мин) будет печататься быстрее при такой ориентации, но с большей вероятностью будет расслаиваться (отрываться) от столика во время печати и с большой вероятностью деформироваться. При печати от столика, на нижней грани будет эффект слоновьей ноги.
Объект справа (4ч 52М) будет печататься намного дольше, но сохранит свою геометрию и не потребует повторной печати.
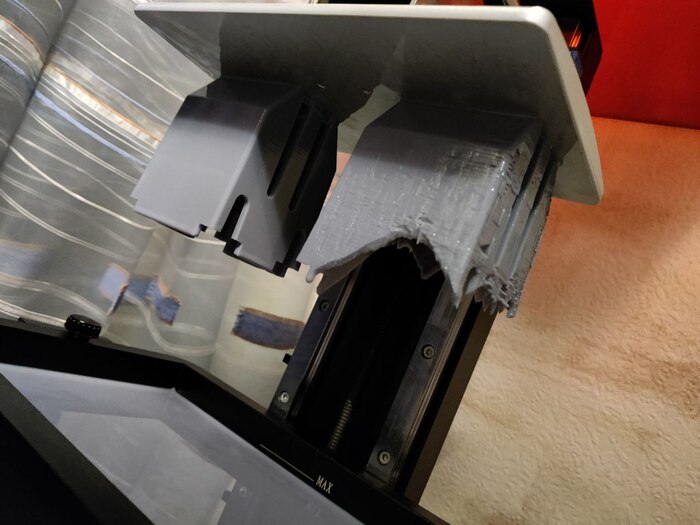
Ну и как очевидное: избегайте попадания смолы в резьбовые соединения или движущиеся механические части вашего принтера. Если она попадет туда, куда не должна, у вас могут возникнуть проблемы. Если включить засветку или оставить принтер на солнце, когда смола находится там, где ее не должно быть - у вас будут БОЛЬШИЕ проблемы. Чтобы не испортить механику, не переполняйте ванночку! Большинство принтеров имеют отметку максимального количества смолы в ванне.
2. Основные правила подготовки модели к печати
В качестве основного слайсера, большинство используют ChituBox, так что и мы работать будем в нем.
Итак, в первую очередь выполняйте все основные операции по редактированию модели: масштабирование, выравнивание, поворот, наклон, создание отверстий. Только после того, как вы довольны размещением модели, переходите к размещению поддержек.
Если вы хотите сэкономить смолу или сделать модель легче, чтобы она не отрывалась от стола, я рекомендую сделать ее полой с толщиной стенок 3-4 мм. Таким образом вы получите довольно твердый объект с небольшим весом, но при этом сэкономите смолу.
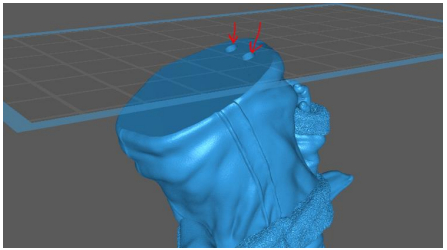
После того, как объект сделан полым, вы должны сделать 1-2 отверстия в самой высокой точке модели (самая высокая точка ближе всего к столу!) для предотвращения эффекта присоски во время печати, который вызывает деформацию и разрыв модели, поддержек или столика (прим. да-да, может и сбить калибровку столика).
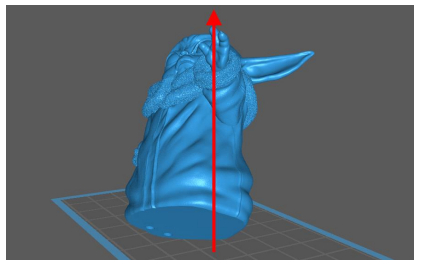
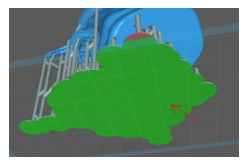
Последнее. При размещении модели на столике вы должны выяснить, какие элементы должны поддерживаться, а какие могут обходиться без поддержек. Иногда правильное размещение позволяет вам использовать меньше поддержек или вообще не использовать их в определенных местах. Например, наклоняя таким образом малыша-йоду, вам не нужно будет поддерживать его руку. Его рука - это видимая часть, поэтому лучше, чтобы ее не нужно было чистить после поддержек.
Вы должны понять основную идею - вы должны решить, какие поверхности модели вы можете пожертвовать ради поддержек. Какие части могут быть испорчены поддержками, а какие должны оставаться идеально чистыми.
Хорошо, если мы с этим разобрались, перейдем к Поддержкам.
3. Установка поддержек
3.1. Начнем с формы
касания платформы.
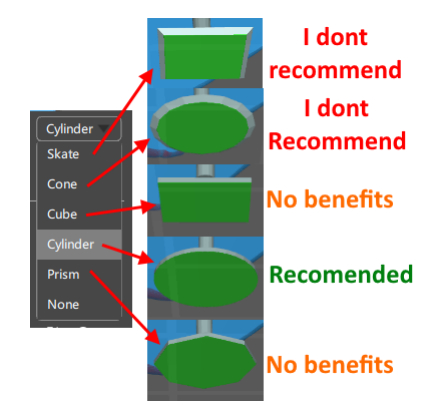
Что это? Это плоский толстый блин, который в первую очередь формируется и удерживает ваш объект на рабочей пластине во время процесса печати.
По-умолчанию, всегда стоит Skate. Я же с автором оригинального гайда согласен в использовании Cylinder. Он реально экономит смолу и его не сложнее отделять. Вам должно быть пофиг на поддержки, это мусор.
3.2. Поддержка и 3
ее типа.
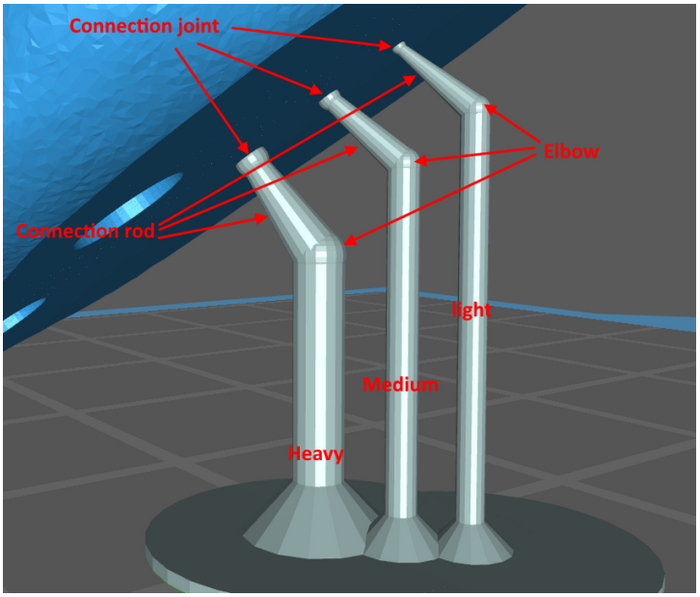
Каждая поддержка состоит из 3х частей: точка касания, стержня и колена.
Практически во всех случаях, точку касания (connection joint) лучше использовать в виде сферы. Она легко обламывается, не оставляя за собой "кратера". Единственное придется шлифануть.
Для совсем мелких деталей, можно отключить сферу (зачастую соединение растворится в спирте при промывке, если вы настроили и применили поддержку правильно).
Для чего нужны три профиля поддержек?
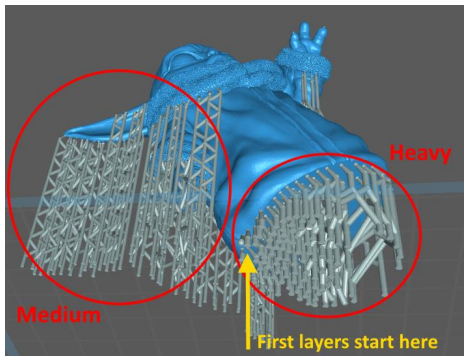
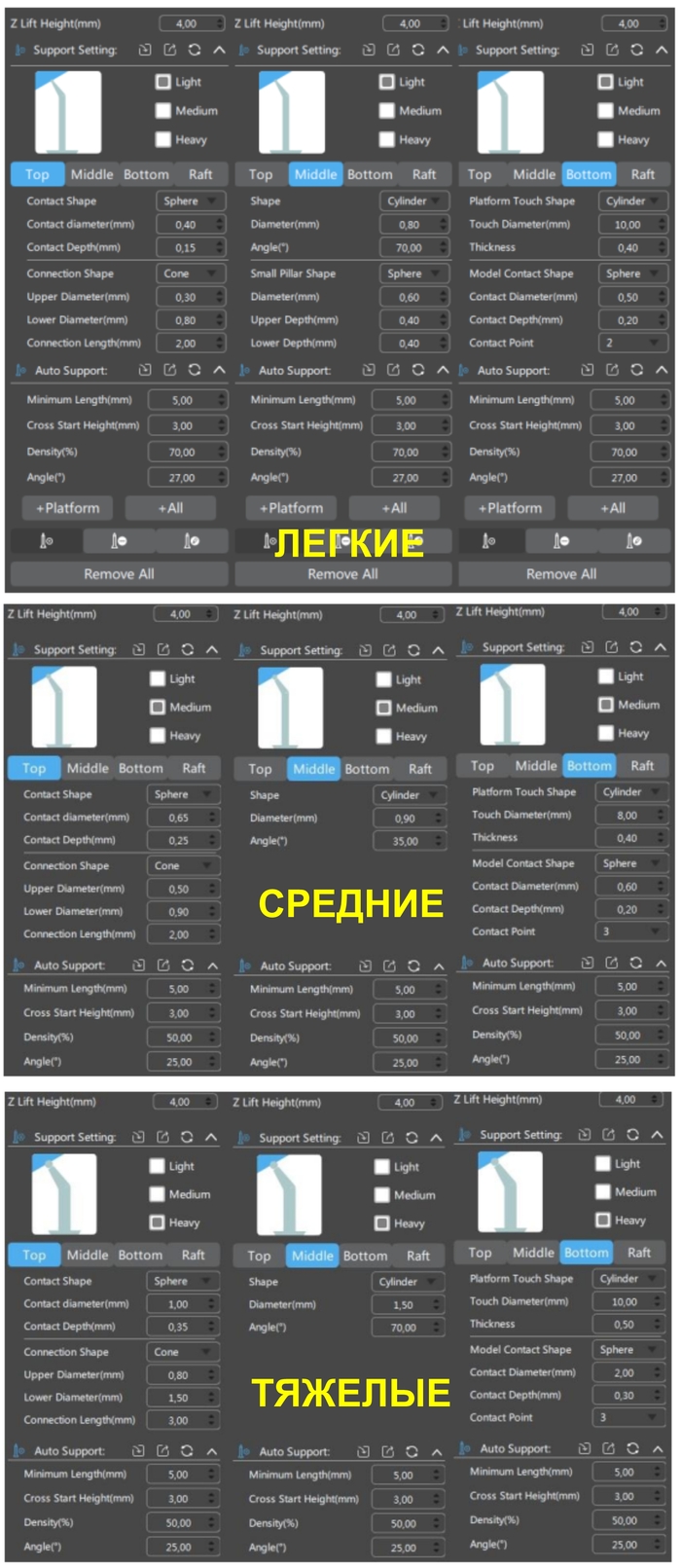
Они для разных ситуаций. В 80% моих распечаток я использую средний профиль для ВСЕХ опор на объекте. Но когда мне нужно напечатать что-нибудь большое и тяжелое, я использую тяжелые опоры, чтобы «закрепить» объект на столике, чтобы он точно там остался. Другие части могут поддерживаться средними опорами, поскольку им не нужно нести основной вес.
Пример установки поддержек:
С опытом вам придет понимание, когда и где вам нужно использовать разные профили поддержек. Вот ориентировочные параметры для поддержек, которые подойдут для 90% случаев:
3.3. Как правильно поставить поддержки.
Прежде всего вы должны помнить, что вы печатаете из жидкого вещества, оно имеет свое поведение (физику).
Во-вторых, вы должны помнить, что смола при печати не совсем твердая. Представьте себе шкалу от 0 до 10, где 0 - мягкое картофельное пюре, а 10 - твердое тело - напечатанный объект находится где-то на 7. Опоры гибкие и могут довольно сильно сгибаться, то же самое с тонкими частями объекта. Чем тоньше, тем они мягче.
Третье, что также называется «Правило ромба», каждое изменение слоя - подъем столика означает отрыв новых слоев FEP-пленки (новые слои прилипают к FEP при отверждении ультрафиолетом. Чем больше площадь слоя, тем большее усилие прикладывается к этому слою, чтобы оторвать его от FEP. Кроме того, к поддержкам прилагается большее усилие.
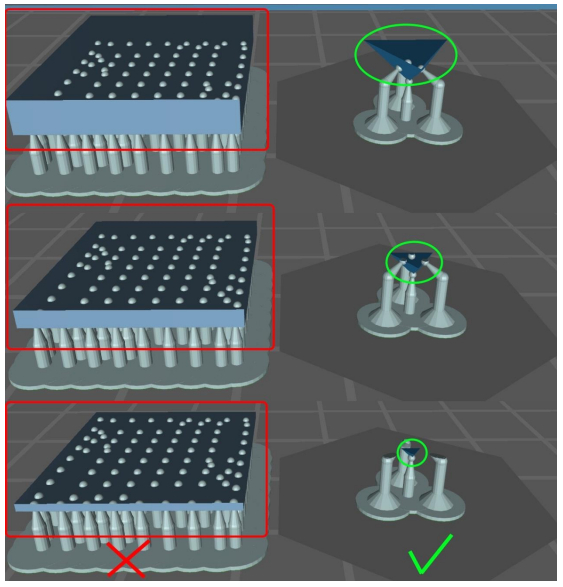
Корректный способ разместить модель состоит в том, что бы она начиналась с крошечной точки, а не с большой области.
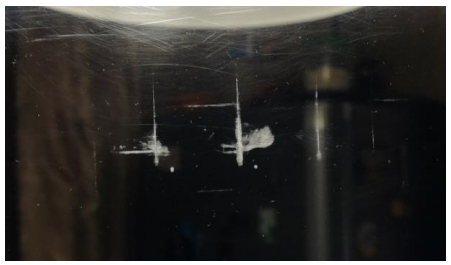
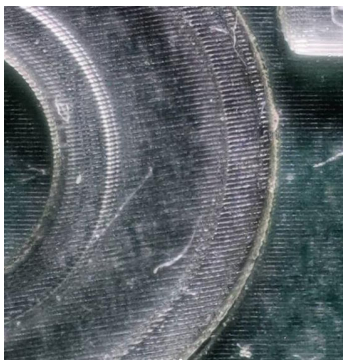
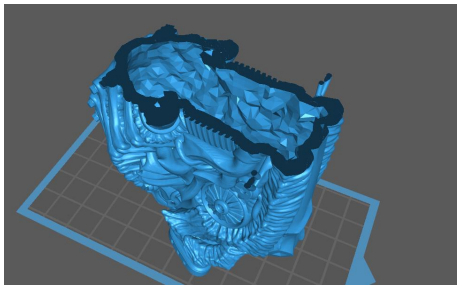
Это связано с тем, что первые слои тонкие и непрочные и если вы напечатаете большую плоскую область в качестве первого слоя, то она будет начинаться как тонкая мягкая пленка, и на ней будет происходить борьба с потоком смолы при движении вверх и вниз, что приведет к деформации и неровной поверхности, также известной как «мылообразная». Иногда это может привести к образованию отверстий и разрывов на поверхности, а также к разрыву поддержек.
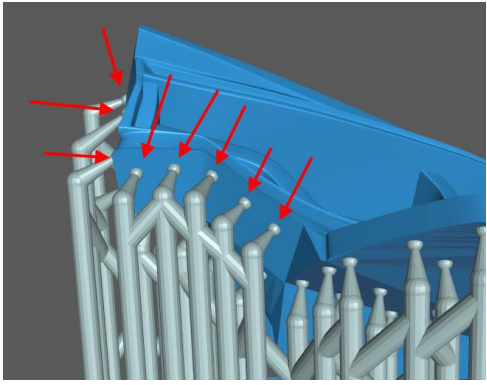
Это результат неправильного начала печати (когда вы забываете о «правиле ромба»):
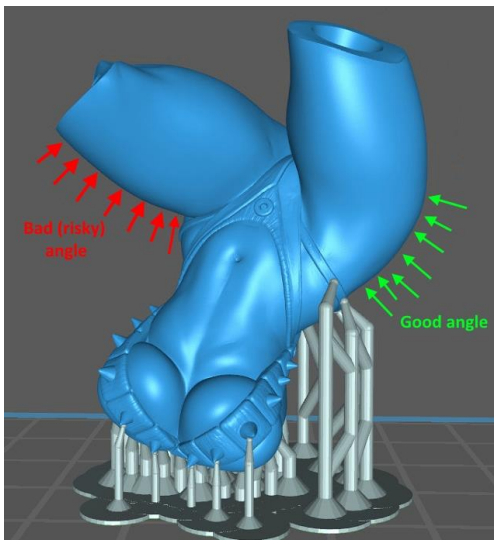
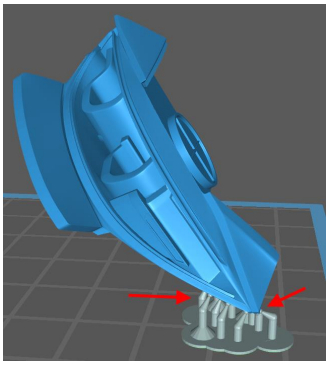
Вы должны избегать параллельных со столиком поверхностей и избегать сильных нависаний. Они ведут себя одинаково. Сделайте наклон по крайней мере 25-30 или лучше 45 градусов.
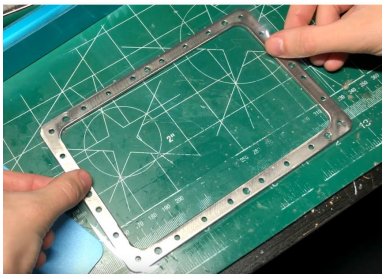
Как и при печати FDM, существует максимальный угол (нависание), с которым принтер может работать так же, как и в принтерах на основе смолы. Есть угол, с которым он может справиться, прежде чем он начнет деформироваться. Вы должны ставить поддержки на углы, превышающие пределы принтера. Например, эта деталь успешно напечатается, однако и тут был момент риска:
Вы должны помнить, что ваш принтер на самом деле печатает объект вверх ногами по сравнению с тем, что вы видите в слайсере.
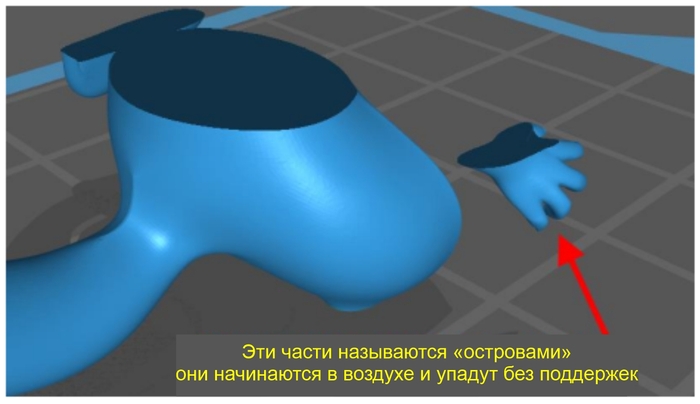
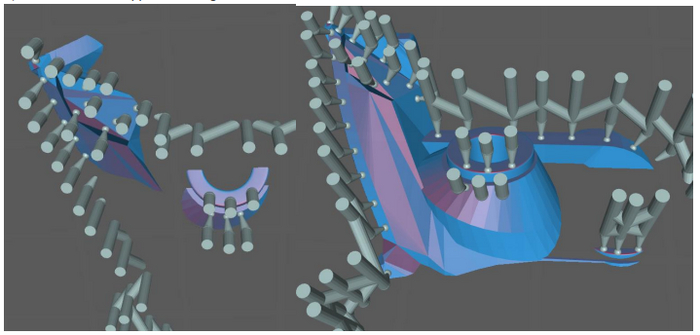
Все, что не поддерживается и не связано с основным объектом, исчезнет и фактически заблокирует печать чего-либо еще на этом месте.
Если эта отдельная часть не будет поддерживаться - она наклеится на пленку и получится «мертвая зона», которая не пропускает УФ-излучение. Все, что должно было быть напечатано на этом месте после этой части, не будет напечатано.
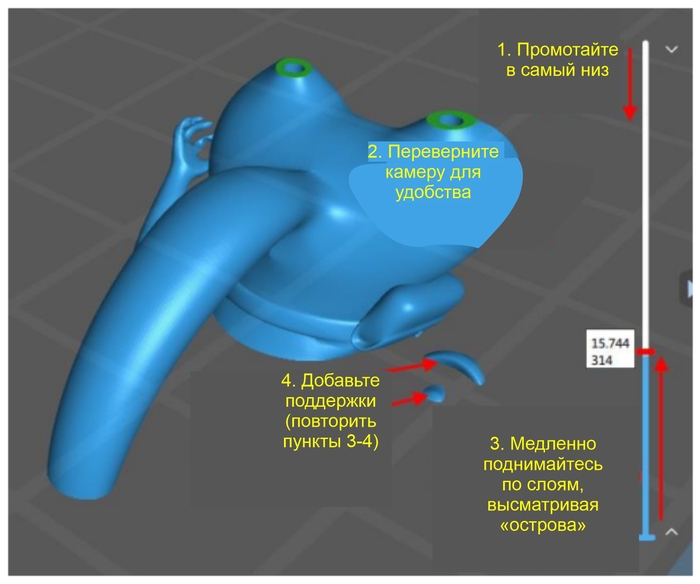
Если ваш объект достаточно простой, такую зону легко увидеть. Но если вы печатаете что-то очень сложное, вам следует «сканировать» модель и искать эти зоны, медленно прокручивая модель слой за слоем (в нашем русскоязычном сообществе это называется “острова”).
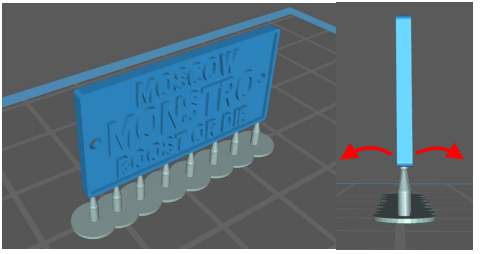
Следующий пример: вы печатаете что-то длинное и тонкое.
Вы сделаете поддержки таким образом и скажете: «Ну ладно, похоже, это нормально», и вы ошибетесь. Как я уже говорил ранее, смола во время печати довольно мягкая и гибкая, в этом случае ваш отпечаток может сместиться или даже полностью исказиться из-за эффекта «паруса». Это когда у вашего объекта большие тонкие участки.
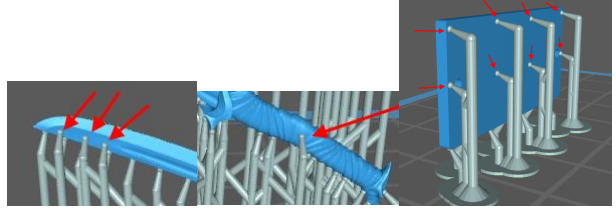
Как поддерживать этот тип объектов?
Переместите опоры в стороны, как шахматную доску.
Таким образом, ваш объект будет иметь более устойчивую основу и не будет сильно изгибаться. Этот метод также следует использовать при печати длинных тонких объектов, таких как мечи, когда вам нужно сделать очень длинные поддержки.
Чтобы предотвратить «эффект парусов» на высоких тонких объектах, добавьте дополнительные боковые опоры. Лучше использовать плоские поверхности, чтобы можно было отполировать точку опоры после печати, и ее больше не будет видно.
3.4. Размещение
поддержек слишком близко к объекту.
Никогда не забывайте проверять размещение поддержки на предмет состояния «слишком близко к объекту».
В начале освоения 3D-печати смолой я постоянно сталкивался с этой проблемой из-за моей невнимательности. Эта проблема возникает из-за общего поведения жидкостей - «поверхностного натяжения». Это то же самое, когда одна капля воды растягивается между двумя объектами, которые находятся очень близко друг к другу и не падает с них.
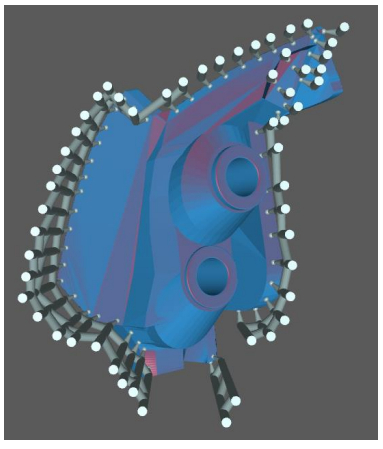
3.5. Как расставлять поддержки вручную?
1) сделайте надежную опору первых слоев
2) расставьте поддержки по краям
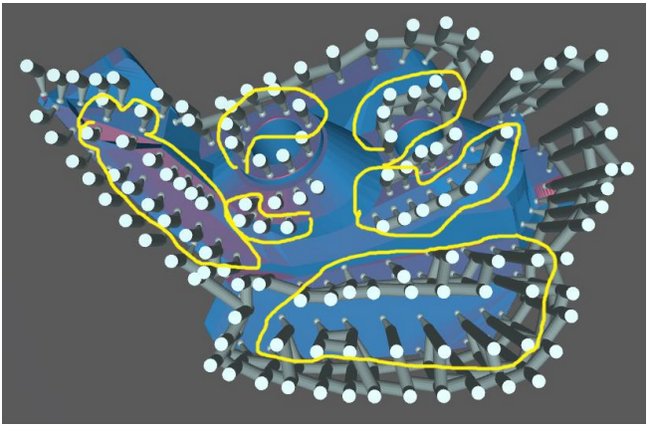
4) Теперь добавьте поддержку для всех поверхностей окрашенных в красный и розовый. Добавляйте поддержки везде, где вы видите большие пространства без опоры. Если это внутренняя поверхность или неважная поверхность модели, не думайте. Просто добавьте поддержки. Больше поддержек лучше, чем меньше.
5) Боковые поддержки. Если вы видите, что у вашего объекта есть свободные боковые поверхности, которые можно без проблем поддерживать - добавьте опоры. Они придадут вашему объекту некоторую жесткость и сделают печать более безопасной.
4. Проверка объекта после нарезки и перед печатью
Почему вы ДОЛЖНЫ это сделать?
Это очень важное действие. Вы всегда должны проверять свою модель после того, как она нарезана, медленно прокручивая все слои. 3D-модели могут выглядеть хорошо снаружи, но внутри них могут быть неприятные ошибки, которые вы не видите или не знаете, что это неправильно (если у вас мало опыта).
Просто лишний раз пройдитесь по слоям модели. Особенно, если применяли авто-поддержки.
На этом на сегодня все. Афигеть папирус накатал. Задавайте свои вопросы, обязательно всем отвечу.
Дополнения и пожелания приветствуются.
В следующем посте:
- Удаление смолы из ванночки
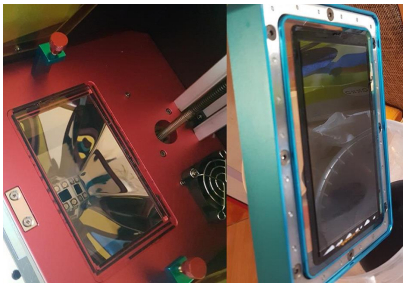
- Оценка состояния пленки
- Смена пленки