

Коты не коты, а новый год скоро. Пора ёлочку в цеху ставить

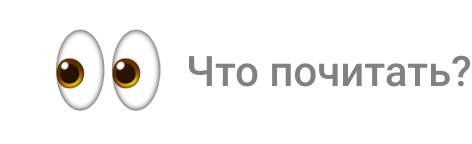
Цеховая ёлочка старенькая, надо было втулочку новую завтулить. На фото - процесс примерки.
С наступающим, Коллеги ЧПУшники.
Показать полностью
1
Цеховая ёлочка старенькая, надо было втулочку новую завтулить. На фото - процесс примерки.
С наступающим, Коллеги ЧПУшники.

Любимое занятие всех токарей - красиво выложить готовые детальки на тумбочке.
Ну не совсем готовые, да, но выложить. :)

Шпиндель крутится, гайки мутятся. В непростые жизненные периоды большие партии прямо выручают. Раз, два, вытащил зажал, три четыре, кнопку нажал. Голова свободна, руки заняты, просто идеально.
P. S. Пользуясь случаем спрошу. Коллеги, а как вы на больших партиях фаску с другой стороны гайки снимаете? Я раньше делал резцом выточку, а сейчас решил, что потом на ижонке прогнать шабером будет лучше.
Всем привет.
Кому карантин, а кому план горит, времени не было от слова совсем, поэтому извините за долгую тишину в эфире. Исправиться не обещаю, но немножко гифок таки принёс, всё как вы любите. =)
Современные токарно-фрезерные станки - просто прелесть. Хочешь точи, хочешь фрезеруй, а хочешь - найди в дальнем ящике тумбочки запылившийся задний центр и обработай чего-нибудь длинное.
В этом посте будет чуть чуть теории, но в основном это будут прописные истины, так что инструментом прошу не кидать, а если не интересно - сразу листать к гифкам ради которых всё в общем то и затевалось. =)
Когда я только начал изучать токарное дело, для меня стало большим сюрпризом, что оказывается достаточно толстый и считающийся очень прочным металл может при недостаточно почтительной обработке гнуться, ломаться, портить инструмент в неожиданных местах и дрожать как осиновый лист на ветру, портя чистоту поверхности и уводя размеры за пределы полей допуска.
Чтобы этого всего избежать, ну и чтобы работать за открытым станком было не так страшно, нервные станочники придумали поджимать заготовку сзади специальной центровкой - бабкой, а то ещё и посередине поддерживать её кольцом - люнетом. =)
Тогда же примерно я и узнал Главное Правило Токаря звучащее так: "Деталь без подпора задней бабкой протачивается на длину 3 диаметра заготовки максимум".
Нарезка ствола корабельной пушки АК-130. Завод МЗ "Арсенал", фото из интернета.

Люнет с китайского аналога 16К20.

-----------------------------------
Чертёж детальки я вам конечно не покажу, но можно поверить на слово: допуска по размерам почти везде "аэрокосмические" h6.
Если вас не пугает эта маленькая буковка и циферка - откройте на досуге нашу любимую таблицу объёмов красных резиновых мячиков и из неё узнайте, что, допустим, 15h6 это аж от 0 до -11 микрон (-0.011) и это сакральное знание позволит вам уверенно спорить с ОТК если конечно не провалить размер ниже 14.989 мм. =)

Итак, пааааааехали. =)
Титан в отличие от стали прекрасно режется и предпочитает пластины "поострее". Близкий к идеальному результат, при правильном подборе режимов, даёт токарный инструмент по алюминию. Единственный их недостаток, они очень легко скалываются при обдирке, поэтому проходной резец можно поставить и "универсальный", умеренно острый и твёрдый.
Сплав Вт-5 на 90 процентов состоит из титана, примерно на 5 процентов из алюминия, имеет присадки из ванадия и молибдена.
Относится по свойствам к деформируемым сплавам и поэтому при особой настойчивости наладчика позволяет обрабатывать себя без всякого охлаждения, что нам и надо.
Какой нибудь Вт-22, к примеру, такого обращения уже не потерпит и почти сразу вспыхнет прям в станке. Не очень опасно, но очень ярко, потом как-нибудь покажу. =)
(Пластины по алюминию можно узнать по характерному серебристому блеску и не менее характерной точке напротив зелёной графы на задней стороне коробки.)

Аккуратно торцуем. Титан - материал очень упругий, легко может отогнуться и очень больно щёлкнуть, сломав пластину пополам. По чуть-чуть.
Хорошо, когда конструктор не путает токарный станок с фрезерным и уже знает, что такое задняя бабка, гордо демонстрируя свои познания сноской на чертеже "центровка допускается".
Вжжжжж, ТЫК.
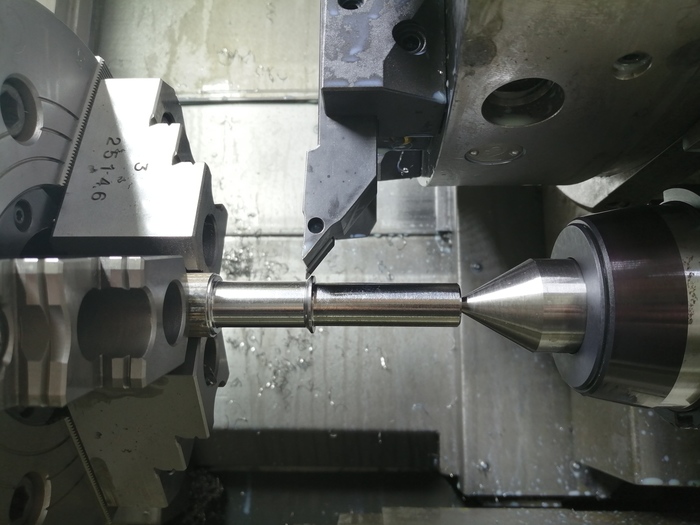
Ставим пиноль в рабочее положение и выясняем, что проходной резец нам более недоступен, потому что не подлезть. Будем точить нашей хрупкой "лодочкой", медленно и печально.
Мееееееедленно и печааааааааааально.
Обратите внимание: на старых станках, на кончик заднего центра нужно было обязательно капнуть специальным маслом-тавотом, иначе неподвижный конус сгорал. Теперь он вращается вместе с деталью и это на самом деле большой прогресс.
Точим вторую часть. Без заднего центра деталь пришлось бы деталь отрезать, перезажимать с другой стороны, чтобы не помять h6 пришлось бы изготовить разрезную втулку из дюрали, а режимы делать ещё медленнее и ещё печальнее.
Подрежем остатки отрезным.
Палец отличается от непальца в том числе наличием двух отверстий для чеки. Сверлить я их конечно не буду (ц), но наметить/накернить/зацентровать для будущих поколений могу.
Отрезаем, снимаем, проверяем.
Зачем на микрометре нужна трещотка? Чтобы дозировать силушку богатырскую, иначе размер можно накрутить любой и всегда он будет получаться разный.
Минус сотка: для наладочной детали неплохо. Можно прибавить 5 микрон и следующую деталь сделать уже близко к середине допуска.

Родина будет довольна, дефицитный титан потрачен не зря, космотелега от космотрактора не отвалится. =)
Возвращаясь с прогулки вчера вечером видел первую церковь Роботов в Казани.

И да, это здоровенный неоновый крест. =)

Товарищей которые подписались на меня за посты про ЧПУ - прошу меня извинить и внести тег "нетокарка" в игнор. Эт будет мой персональный тег и я под ним я буду постить всякое к теме не относящееся, потому что наврятли его ещё кто то займёт.
Итак, втулки мы посмотрели, внешнюю резьбу на штуцерах пощупали, теперь, перед тем как перейти на нечто более интересное хотелось бы закрыть алюминиевую тему для комплекта ещё и гаечкой, да не простой, а с нехарактерной для гаек резьбой М11х1.25
В этом посте не будет историй про то как кто то кого то заразил модным в этом сезоне вирусом, зато как обычно будет немножко фоток, немножко гифок и всё про ЧПУ. =)

Торцуем заготовку "в нули". Это как стряхнуть мусор с рабочего стола, чтобы начать делать что-то новое.
В принципе, проточку можно делать и за один проход. Дюраль вообще такая штука, позволяет резать себя всей шириной пластины со сколь угодно нахальной подачей если жёсткость станка позволяет, главное оборотов накидывай побольше. Однако на больших партиях с плохим металлом можно не заметить как затупится кромка, и болванку, к примеру, просто "задвинет" в кулачки. Оно нам надо?
Поэтому 0.25 подачи на 2500 оборотов, на 5 мм. съёма и будет хорошо. Чистота ёк, но нам под фрезу, нам много и не надо.
Посмотрим поближе.
Сверлить всегда страшно. На дюрали можно делать это гораздо быстрее, но а вдруг самоточенный Р6М5 возьмёт, да и хлопнет как всегда внезапно?
Бережём нервы, ставим 60 м. мин на 1650 оборотов. Центровку ставить не буду: во-первых, жёсткости сверла хватит, а во вторых - после предыдущей детали всегда будет оставаться насверленный уголок, вместо центровки в самый раз.
Чтобы понять какое нужно сверлить отверстие, нужно посмотреть в таблице какой шаг для этой резьбы является стандартным, а потом отнять его от числа после буквы М если шаг не указан явно.
В данном случае: (М)11 мм. минус 1.25 мм., и можно было бы работать, но как обычно есть нюанс. =)
Сверло 9.75 в тёмном цеху можно искать бесконечно, поэтому удавив жабу в зародыше поставлю на расточку последнюю пластинку. Авось не съест её злой дюраль на подаче 0.1 а мы заодно и фаску для захода резьбы снимем.
Был у меня самодельный резец, которым на такой операции я снимал обе фаски сразу, но недавно я его таки доломал, поэтому будем считать, что универсалам тоже нужна работа.
Внутренний резьбовой резец. Резьба настолько нехарактерная, что пришлось нарезать её не метчиком, а резцом. Самое главное, правильно прописать отводы, чтобы не ударить о противоположный край нашей гайки. Проходов побольше, съём поменьше: иначе то время которое можно на этом сэкономить уйдёт на смену пластин.
Вжжжжжжжжжжжж.
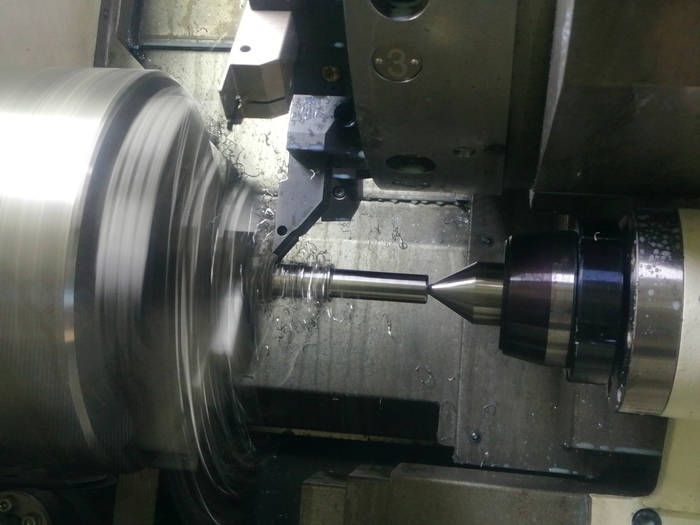
Импортная фреза по алюминию - лёгкая, светлая и острая. По стали - тяжёлая, с тёмным покрытием и кромку имеет притупленную, чтобы сразу не сколоть.
Тут экономить не будем ибо съем мизерный, 3600 оборотов (почти максимум который даёт привод) и 670 подача. И да, мы продолжаем всем коллективом отрицать существование готового шестигранник, потому что у нас есть фрезы и нам нравится звук.
Вжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжжж.
После сверления - отрезка второй по паскудности цикл. Резец трётся об две кромки сразу, перегревается, подачи нормально не посчитаешь, стружка так и норовит подлезть под микроскол резца и затереть поверхность оправки или детали.
На лёгких сплавах конечно и отрез происходит легче, но качественной поверхности поди ещё добейся.
Коллеги подскажут, мол, делай выточку на полторы ширины резца, но блин, на банальной гаечке тратить время ещё и на это не хочется совсем. Поэтому - "после сборки доработать шабером" и баста. =)
По итогу, одна гайка изготавливается 1 минуту 10 секунд. Далеко не мировой рекорд, но смена долгая, а мне нужно время, чтобы придумать следующую программу.

Как всегда, почти всё то же самое только под бесплатную музыку с ютуба и с бонусами - видео.
Токарка, это не только про ловлю микрон на валах корабельных турбин. Чаще всего, токарка это про "нужно 300 втулок до обеда и ещё столько же после". В один такой обычный не очень точный и ответственный день мы сегодня и заглянем. =)
В этом посте не будет историй про то как в собесе нахамили заслуженному сотруднику, зато как обычно будет немножко фоток, немножко гифок и всё про ЧПУ. =)
Про триста деталей, это к слову была не шутка. Хотя втулки, винтики, шайбочки и прочая мелочевка которую все привыкли покупать в Леруашке килограммами, в авиации изделие и штучное, но тоже массовое. Токарю их делать становится скучно уже где то через полчаса, хочется отвязаться от мелочевки побыстрее и вот оно, звёзды сошлись, на оптимизацию программы сегодня есть и время и желание. =)
Торцовку сделаем с одного прохода: чай не согнёт.
Проточку вместо обычных 0.05 за проход ставим 3 мм. Можно и все семь, пластина позволяет, но я всё таки без СОЖ работать собрался, пусть пока будет 3.
Мьсье конструктор настаивает на сохранении чистоты Ra0.8? Пусть будет чистовой, но его тоже пошустрее.
Центруем, а то сверло уводит.
Сверло 2.5 мм, очень советское, поэтому подачу всего 50 мм. мин.
Если не делать предварительно выточку-канавку, при отрезке под резец будет забиваться фрезерная пыль и чистота на той поверхности будет получаться не всегда. Жертвуем 15 секунд в фонд наведения красоты.
Фрезерование как всегда сжирает максимум времени. Хоть формально это конечно и сверление.

Делается это вот такой няшной советской фрезой - двоечкой. Мимими. =)
Отрезаем, открываем дверь, отламываем, вытаскиваем заготовку, закрываем дверь, зелёная, отрезам, открываем дверь, отламываем, проклинаем того, кто заказал комплектацию без барфидера и деталеуловителя и так всю смену, все 12 часов, с периодичностью в 1 минуту 20 секунд "сели-встали, сели-встали". Фух.

Зато вот он, итог двух рабочих дней. Нисколько нет ощущения, что два дня занимался ерундой, красота - страшная сила. =)
Осваиваю потихоньку видеоредактор и искренне наслаждаюсь эффектами которые всех задолбали ещё в 2008-м. Но поскольку делать видео оказалось существенно проще и быстрее чем нарезать гифки, я решил по прежнему нарезать гифки, но к ним добавлять ещё и видео целиком. =)
В жизни каждого токаря рано или поздно наступает момент, когда Родина приказывает точить снаряды, большие и маленькие, а главное МНОГО. Этим мы сегодня и займёмся, а уж что огурцы Родине сегодня понадобились алюминиевые, так это в сущности ей видней. =)
В этом посте не будет историй как бабушку обманули на почте, зато будет немножко фоток, немножко гифок и всё про ЧПУ. =)
Для начала, возьмём произвольный кусок дюралюминиевого сплава Д16Т и сделаем его чуть менее произвольным.
Интересно, что в СССР, в рабочей среде часто можно было услышать слово "торцануть", в смысле "украсть немного". Долго думал в детстве, почему говорят именно так и только много позже, "торцуя" батон колбасы, я понял весь его глубокий смысл. =)
Любимая часть обработки: когда грязный, неровный кусок металла превращается в чистенький блестящий цилиндр.
Начинаем выводить контур...
И заканчиваем его же.

На этом этапе, после обработки получистовым резцом, мне резко перестаёт нравится качество поверхности. Ничего, чистовой поправит дело. =)
Станок недаром называется токарно-фрезерным. Какой же снаряд без продольных пазов. =)
Отрезаем, повторяем. Родина без снарядов не останется. =)

После десятка новых годов проведённых в бегах и разъездах решили, что традиционный Новый Год, это уже вполне нетрадиционно, поэтому решение собраться всей семьёй и устроить настоящий Новый год, поддержали буквально все. =)
Старинный ящик с игрушками открыт, изрядно пострадавшие от котов и детей игрушки снова увидели свет и этим захотелось поделиться.

Разумеется не все игрушки старинные, некоторые считаются "новыми", потому что их же в двухтысячных уже покупали. А двухтысячные были 20 лет назад...

Почитать старую газету "правда" - особый кайф. =)

Советская Сова. =)

На очередной Пушкинский юбилей была выпущена серия игрушек по сказкам. Князь Гвидон и СватьяБабаБабариха (наверное).

Старуха из Сказки о золотой рыбке и, видимо, Снегурочка.

Красная шапочка.

Клубничку ставить? =)

Огурцы, шишки, морковки и прочие овальные ингредиенты нового года. =)

На этом закончу пост, Кот ещё не наряжен, оливье не дорезан, а Лукашин только летит в Ленинград, нужно спешить. =)
Всех с наступающим, УраУраУра. =)
