


Палец титана, задняя бабка и токарные гифки
Всем привет.
Кому карантин, а кому план горит, времени не было от слова совсем, поэтому извините за долгую тишину в эфире. Исправиться не обещаю, но немножко гифок таки принёс, всё как вы любите. =)
Современные токарно-фрезерные станки - просто прелесть. Хочешь точи, хочешь фрезеруй, а хочешь - найди в дальнем ящике тумбочки запылившийся задний центр и обработай чего-нибудь длинное.
В этом посте будет чуть чуть теории, но в основном это будут прописные истины, так что инструментом прошу не кидать, а если не интересно - сразу листать к гифкам ради которых всё в общем то и затевалось. =)
Когда я только начал изучать токарное дело, для меня стало большим сюрпризом, что оказывается достаточно толстый и считающийся очень прочным металл может при недостаточно почтительной обработке гнуться, ломаться, портить инструмент в неожиданных местах и дрожать как осиновый лист на ветру, портя чистоту поверхности и уводя размеры за пределы полей допуска.
Чтобы этого всего избежать, ну и чтобы работать за открытым станком было не так страшно, нервные станочники придумали поджимать заготовку сзади специальной центровкой - бабкой, а то ещё и посередине поддерживать её кольцом - люнетом. =)
Тогда же примерно я и узнал Главное Правило Токаря звучащее так: "Деталь без подпора задней бабкой протачивается на длину 3 диаметра заготовки максимум".
Нарезка ствола корабельной пушки АК-130. Завод МЗ "Арсенал", фото из интернета.

Люнет с китайского аналога 16К20.

-----------------------------------
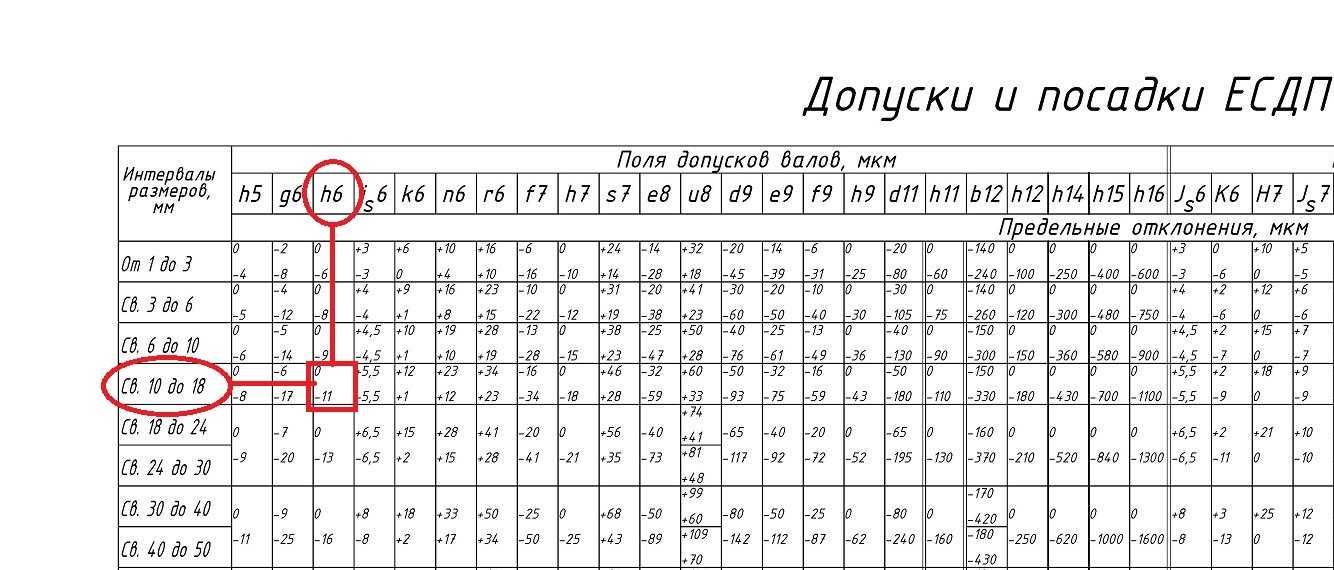
Чертёж детальки я вам конечно не покажу, но можно поверить на слово: допуска по размерам почти везде "аэрокосмические" h6.
Если вас не пугает эта маленькая буковка и циферка - откройте на досуге нашу любимую таблицу объёмов красных резиновых мячиков и из неё узнайте, что, допустим, 15h6 это аж от 0 до -11 микрон (-0.011) и это сакральное знание позволит вам уверенно спорить с ОТК если конечно не провалить размер ниже 14.989 мм. =)
Итак, пааааааехали. =)
Титан в отличие от стали прекрасно режется и предпочитает пластины "поострее". Близкий к идеальному результат, при правильном подборе режимов, даёт токарный инструмент по алюминию. Единственный их недостаток, они очень легко скалываются при обдирке, поэтому проходной резец можно поставить и "универсальный", умеренно острый и твёрдый.
Сплав Вт-5 на 90 процентов состоит из титана, примерно на 5 процентов из алюминия, имеет присадки из ванадия и молибдена.
Относится по свойствам к деформируемым сплавам и поэтому при особой настойчивости наладчика позволяет обрабатывать себя без всякого охлаждения, что нам и надо.
Какой нибудь Вт-22, к примеру, такого обращения уже не потерпит и почти сразу вспыхнет прям в станке. Не очень опасно, но очень ярко, потом как-нибудь покажу. =)
(Пластины по алюминию можно узнать по характерному серебристому блеску и не менее характерной точке напротив зелёной графы на задней стороне коробки.)

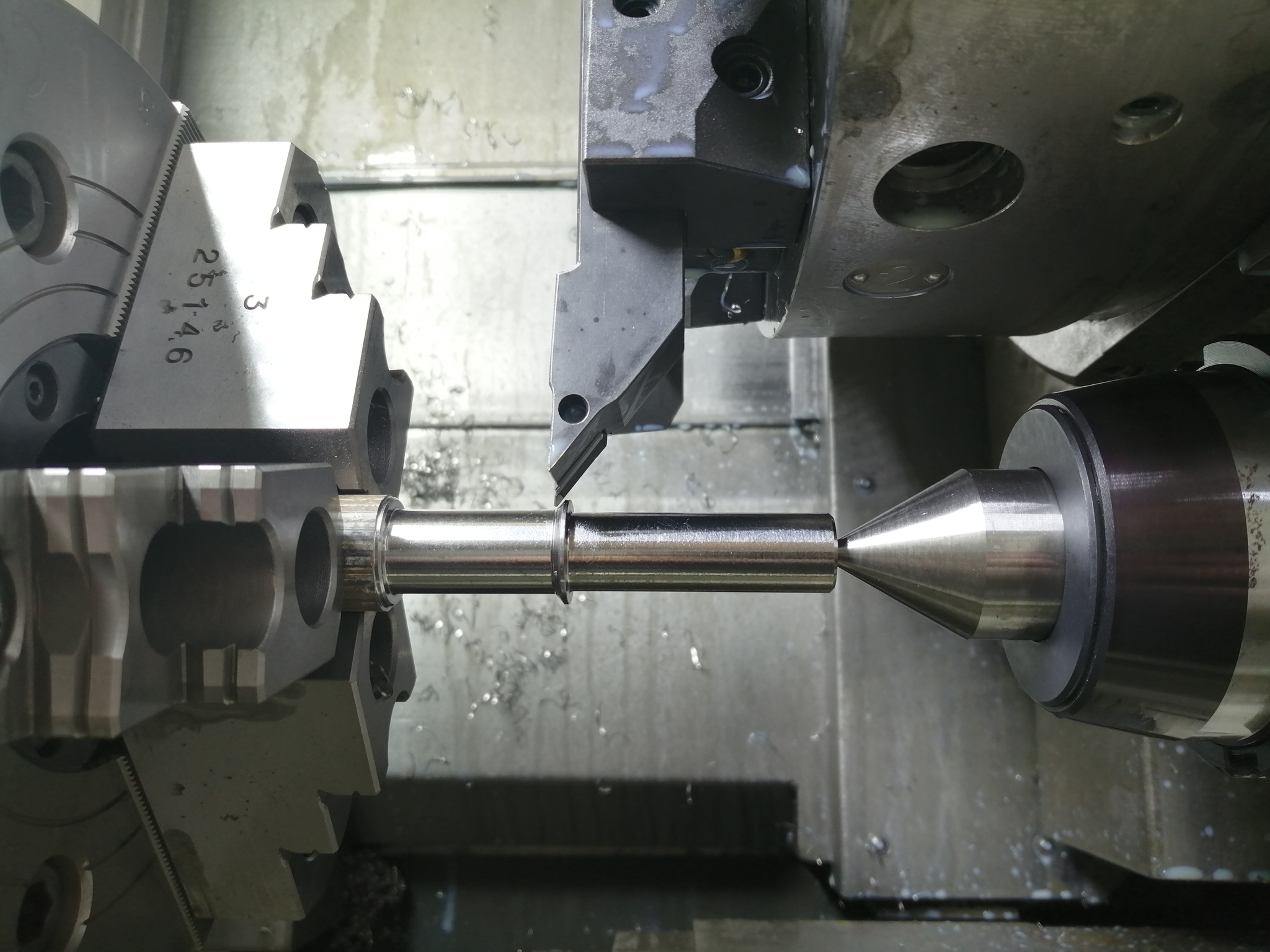
Аккуратно торцуем. Титан - материал очень упругий, легко может отогнуться и очень больно щёлкнуть, сломав пластину пополам. По чуть-чуть.

Хорошо, когда конструктор не путает токарный станок с фрезерным и уже знает, что такое задняя бабка, гордо демонстрируя свои познания сноской на чертеже "центровка допускается".

Вжжжжж, ТЫК.

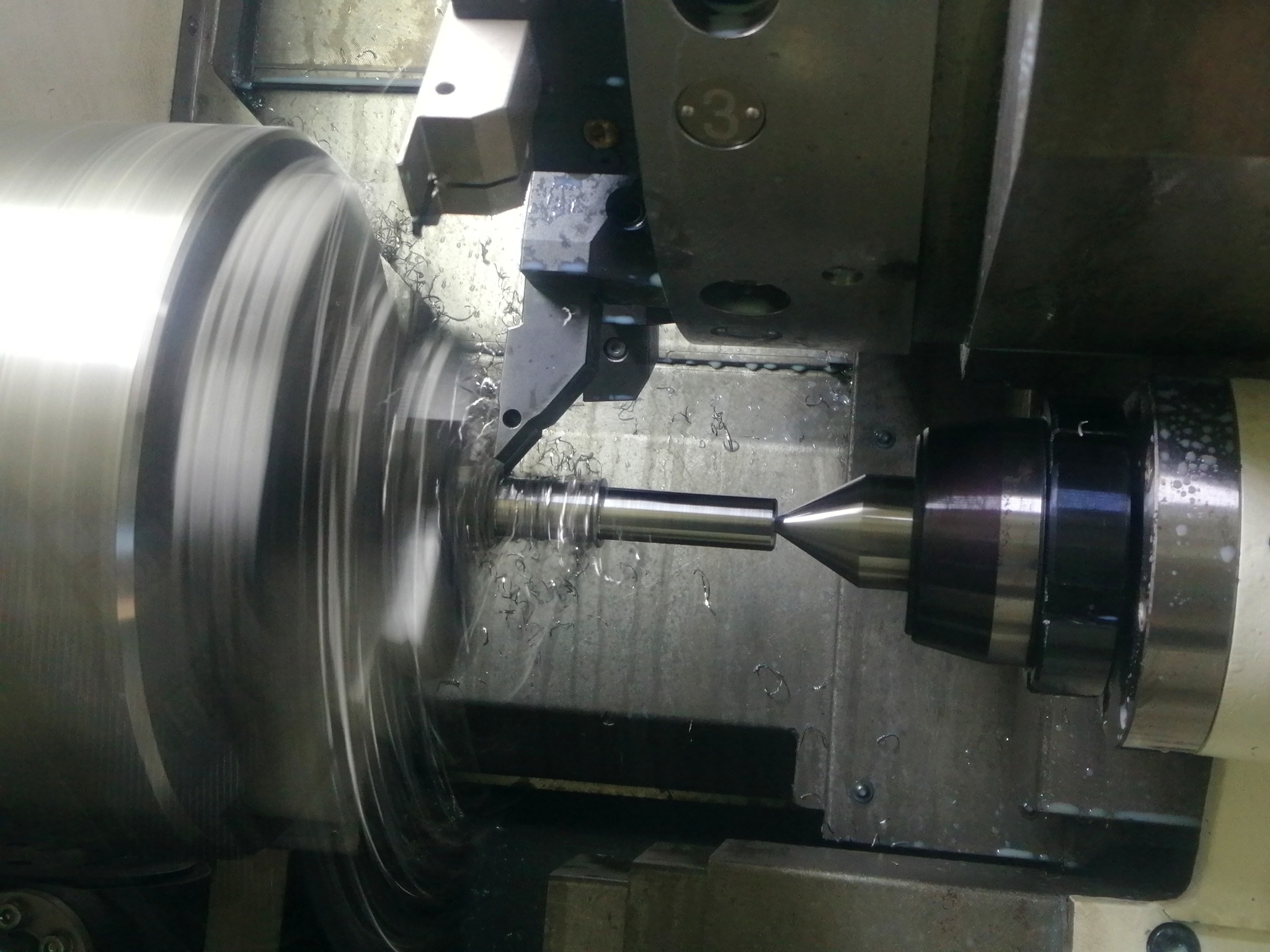
Ставим пиноль в рабочее положение и выясняем, что проходной резец нам более недоступен, потому что не подлезть. Будем точить нашей хрупкой "лодочкой", медленно и печально.

Мееееееедленно и печааааааааааально.

Обратите внимание: на старых станках, на кончик заднего центра нужно было обязательно капнуть специальным маслом-тавотом, иначе неподвижный конус сгорал. Теперь он вращается вместе с деталью и это на самом деле большой прогресс.

Точим вторую часть. Без заднего центра деталь пришлось бы деталь отрезать, перезажимать с другой стороны, чтобы не помять h6 пришлось бы изготовить разрезную втулку из дюрали, а режимы делать ещё медленнее и ещё печальнее.

Подрежем остатки отрезным.

Палец отличается от непальца в том числе наличием двух отверстий для чеки. Сверлить я их конечно не буду (ц), но наметить/накернить/зацентровать для будущих поколений могу.

Отрезаем, снимаем, проверяем.

Зачем на микрометре нужна трещотка? Чтобы дозировать силушку богатырскую, иначе размер можно накрутить любой и всегда он будет получаться разный.
Минус сотка: для наладочной детали неплохо. Можно прибавить 5 микрон и следующую деталь сделать уже близко к середине допуска.

Родина будет довольна, дефицитный титан потрачен не зря, космотелега от космотрактора не отвалится. =)
Лига ЧПУшников
1.5K постов11K подписчиков