
We bare bears (постобработка 3D фигурок)
Всем welcome! Захотелось с вами поделиться как я обрабатываю фигурки после печати, возможно кто-то почерпнет из моего поста полезные моменты) На работу профессионала ни в коем случае не претендую, я всего лишь набиваю руку) Так...чисто любительская и творческая работа. Итак поехали)
Самое первое ,что мне захотелось у себя иметь, т.к. в продаже не встречала фигурок, это мишки из обалденного мультика "We bare bears".

Это финальный результат постобработки. Думаю есть пикабутяне, которых заинтересует сам процесс.
1. Распечатали фигурку.

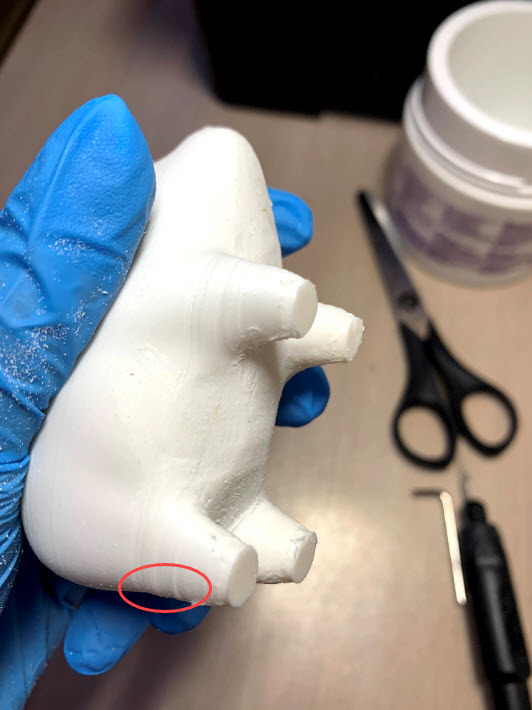
Вот тут с мужем и поняли, что печатать фигурки на 3D принтере тож над уметь. Сняла поддержки, столкнулась с тем что в некоторых местах поплыл пластик, ну что ж, не перепечатывать же фигурки.Тут видно, что я начала обрабатывать мишек, но благо вспомнила, что пост без фоток будет малоинформативен.

В общем, берем в руки гравер с фрезами. Желательно наличие у гравера мин. кол-ва оборотов - 3000. Кстати это вообще отдельная история. Я вместо того, чтобы купить на подаренные деньги на д.р., какой-нибудь девчачий подарок, типа любимые духи или кулончик, купила гравер и аэрограф с компрессором XD Ну шикарно же) Чего мне для счастья еще надо?!

Так вот работала гравером с вот такой фрезой. Конечно есть желтая, но синенькой удобнее работать из-за ее конусообразной формы. Кстати, про фрезы тоже надо будет как-нибудь рассказать. Возвращаюсь к Белому медведю, т.к. у меня много неровного пластика в некоторых местах на мишке, мне проще сначала "срезать" лишний пластик такой твердосплавной фрезой, а потом уже шлифовать.
По итогу фотка, что получается после шлифовки твердосплавной фрезой. Как видно пузико и шея немного выровнены, но нужно еще аккуратно выровнять поверхность спины и попец медведя при наличии таких полосок.

Поэтому беру зеленую фрезу с алмазной крошкой и дорабатываем фигурку, шлифую круговыми движениями, не сильно надавливая на пластик, иначе есть риск оставить пропилы или неровности в виде ямок.
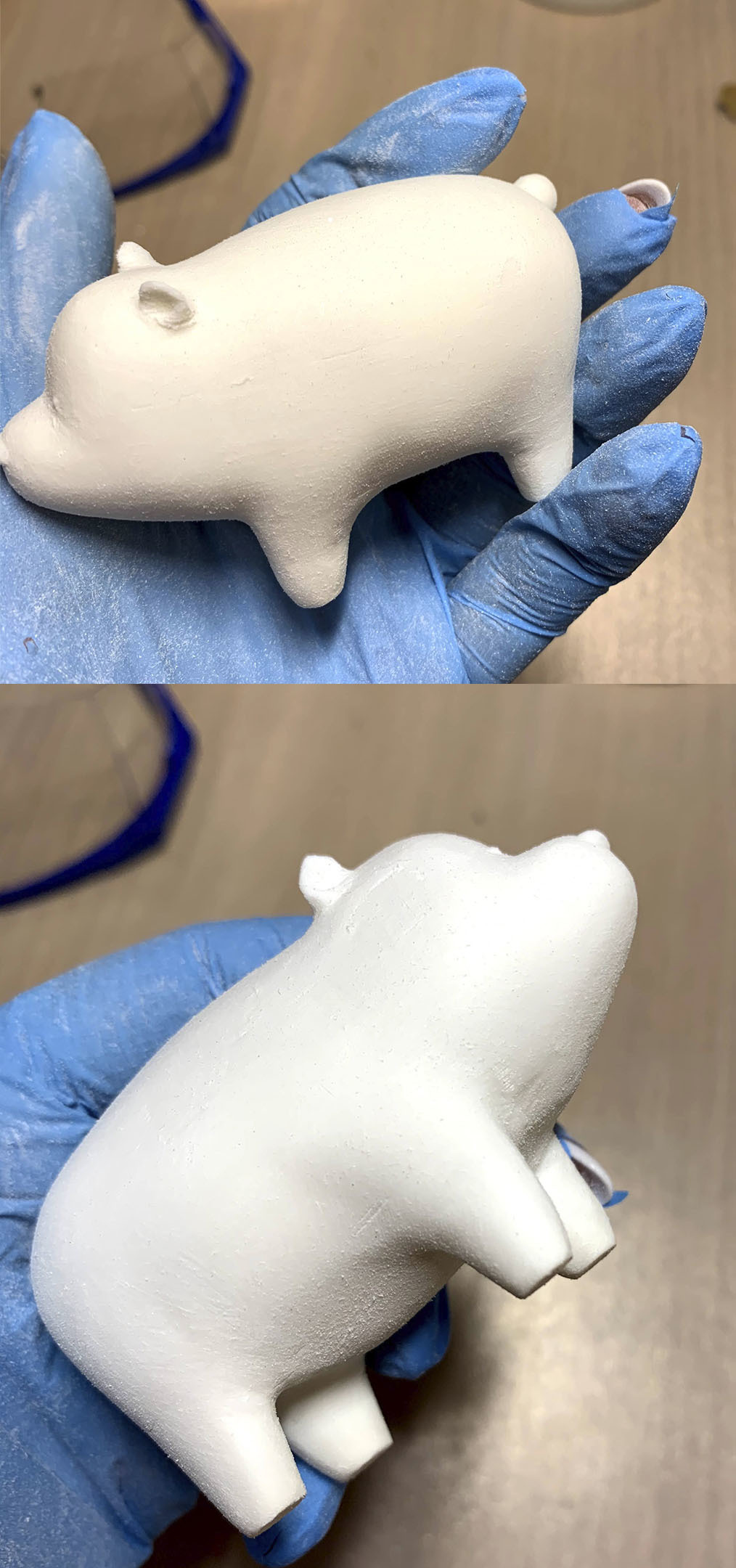
Как видим от полосок избавилась, более менее норм стало.Беру в руки пилочку для ногтей, я пользовалась зернистостью от 180 до 240.

Вот столько лишнего сняла. Дальше сглаживание пилкой 400-800, причем лучше круговыми движениями обрабатывать фигурки. После этого, полирую пилкой 800-1500 зернистостью, обезжириваю и готовлюсь к грунтовке.
По началу взяла в леруа-мерлене грут-эмаль для пластика, оказалось ошибкой. Гризли покрасила грунт-эмалью, грунтовка хорошо легла, а вот с Белым и Пандой почему-то не получилось ровно положить грунтовку. Она получилась липкой, не смотря на то, что я хорошо просушивала каждый слой, в общем, походу я из лиги рукожопов, и т.к. у меня не было ничего под рукой из растворителей чтобы по-быстрому снять грунтовку (в апреле был карантин, и мало кто работал, и поэтому не купила). В итоге, матерясь, отскоблила грунт-эмаль с Белого и Панды, еще раз прошлась пилкой, и уже в мае месяце спокойно купила белую акриловую грунтовку и задула через аэрограф, очень хорошо легла грунтовка. Кстати, забегая вперед, скажу, что медведи случайно оказались на солнце, и почему-то именно только у Гризли, который был окрашен грунт-эмалью, появились пузыри на поверхности. Так что скупой платит дважды...Но это опыт)
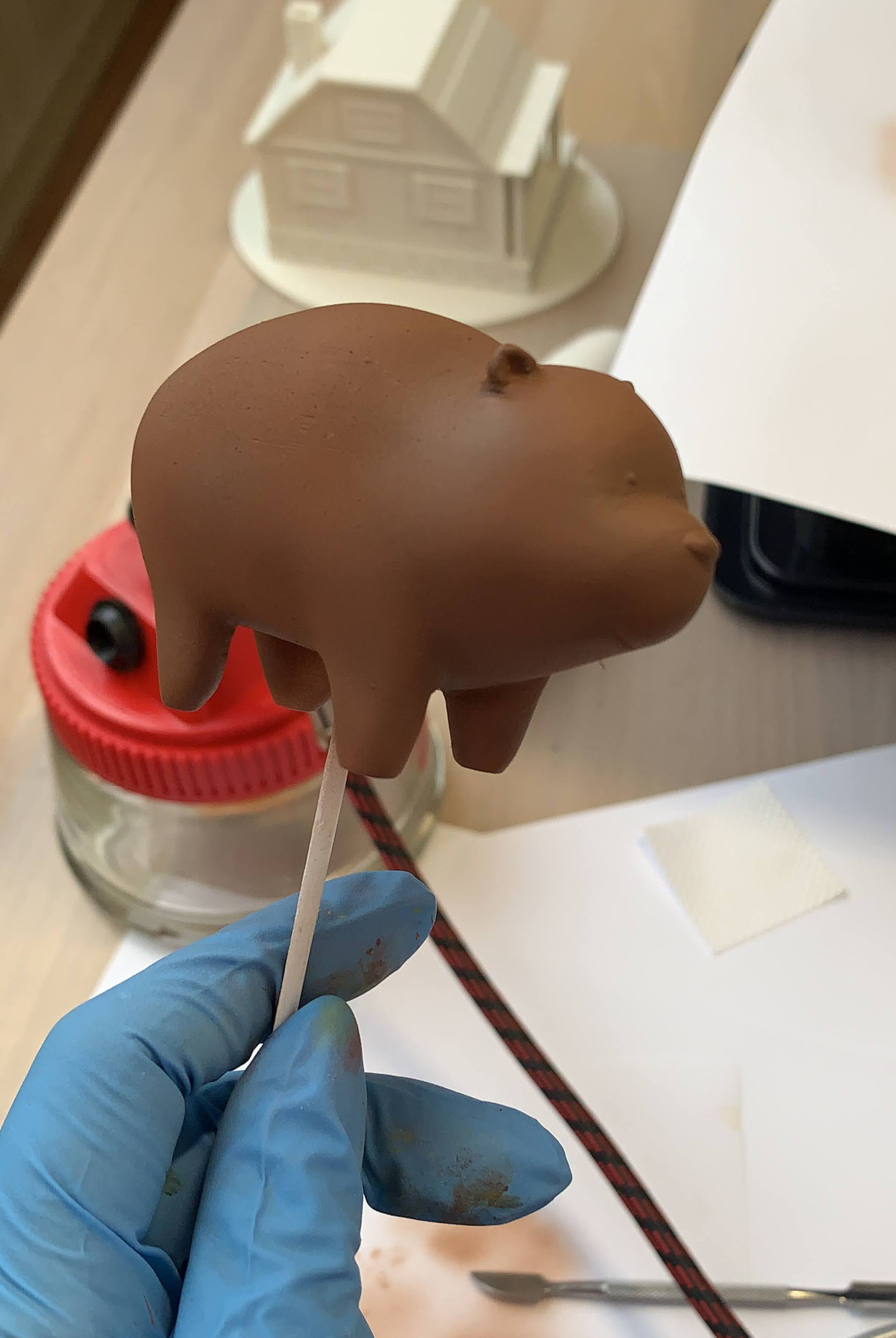
Дальше красила медведей акриловыми матовыми красками через аэрограф. Использовала матовую Tamiya, мне было интересно с ней поработать, краска ложится классно, пигмент очень хорошо размельчен и аэрограф у меня не плевался. До Tamiya, попробовала акриловые краски от Decola...лучше бы я этого не делала, краска почему-то у меня свернулась и пришлось повозиться с аэрографом, отмывая его.



Рисую им мордочки, задуваю прозрачным лаком.


Теперь у меня есть 3 главных персонажа из We bare bears!)) Да, медведи получились не идеальными, есть косяки, но все эти свои ошибки я учла в следующих постобработках фигурок.
Спасибо за то, что прочитали пост, конструктивная критика и советы приветствуются, тапками не кидаться)))) Коммент для минусов внутри, ну и фото сделаны на iphone xr. На следующей очереди у меня Рик и Морти))






Лига 3D-принтеров
3.4K постов14.1K подписчика
Правила сообщества
Запрещено хамство и оскорбления, уважайте чужой опыт и труд