Когда проектировал принтер на майские и случайно нарисовал мангал

Показать полностью
1
В типах УФ чернил запутаться ещё проще чем в сольвенте. Есть немного неверное разделение на "мягкие" и "жёсткие". К жёстким у меня вопросов нет, но "мягкие", пожалуйста, давайте называть "тянущиеся", потому как именно в этом смысл данного вида УФ чернил.
УФ чернила, в отличие от водных или сольвентных имеют две суперспособности. Печать готова к эксплуатации примерно сразу как вышла и принтера и ооооочень широкий диапазон пригодных материалов. Сама по себе химия достаточно агрессивна, но даже в случае если нужно печатать по стеклу или металлу, человечество изобрело множество праймеров с разными свойствами.
УФ печать без белого цвета - деньги на ветер. Белый цвет - является спотом, то есть не участвует в цветоделении. То есть в макете, по умолчанию, его просто нет. А это значит его нужно сделать.
Первый способ - автоматический. Любой приличный софтрип умеет прокидывать белую подложку под цвет. Делается это буквально одной кнопкой. На примере Flexi и RL6
Слева Flexi, справа RL6
Удобно, быстро, но фотопринт не умеет рулить плотностью белого. И приходится делать это другими методами. Например через управляшку.
Минус способа - не получится прокинуть белый выборочно или градиентом.
Управляющая программа Hoson PrintExp
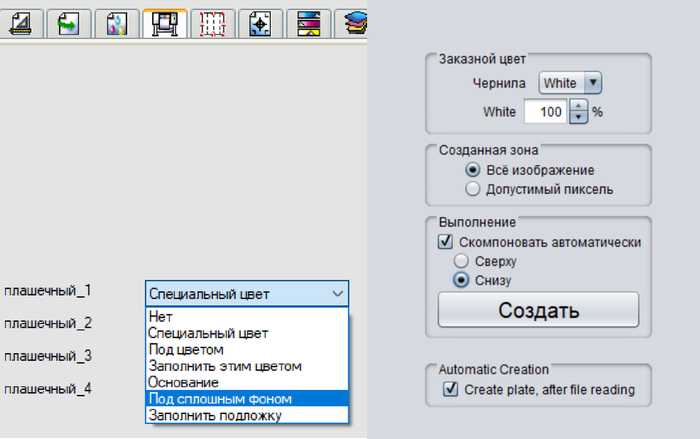
Второй способ - ручной. В зависимости от софта конечно же будет отличаться.
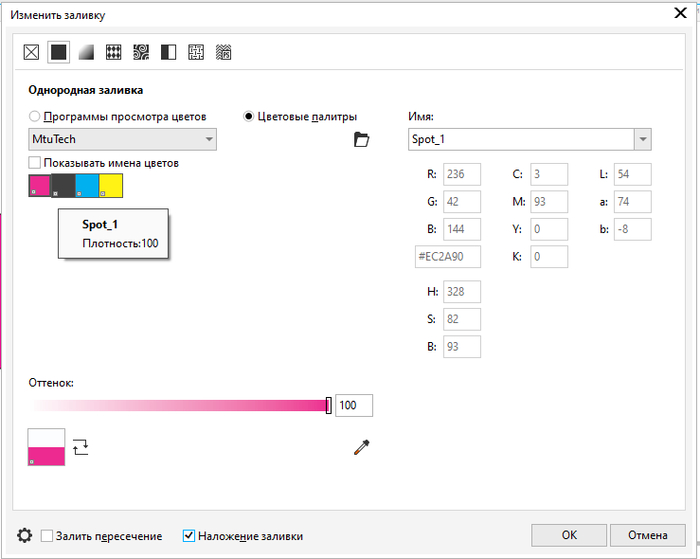
Король дров
Заливаем нужным спотом поверх цвета, ставим галочку наложения и готово.
Спот прокидывается векторами. Можно задать его процентовку, но способов прокидывать в Кореле споты растром мне не известно. Это минус.
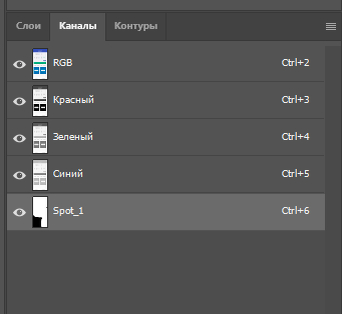
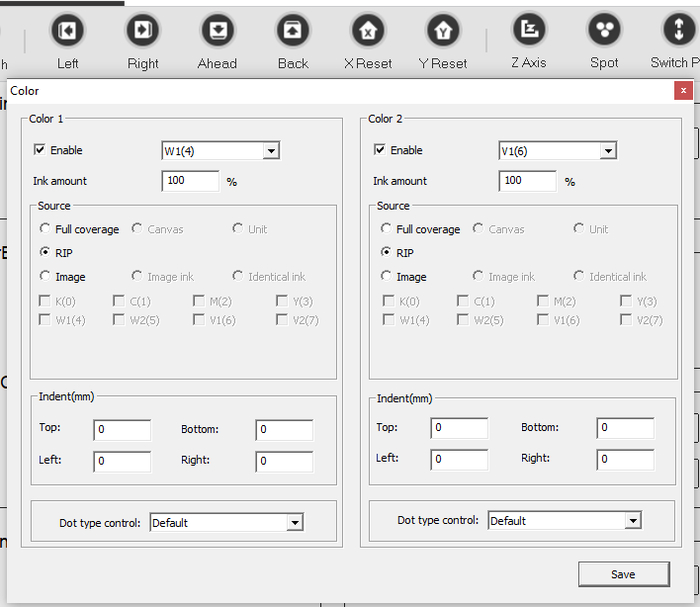
Тут у нас есть прям спот каналы. Не слои, не наложения, а именно каналы. Просто создаём канал с нужным названием и рисуем где нам надо.
Чернила, в силу того, что они жидкость имеют свойство растекаться даже при идеальном сведении если навалить достаточно много. Более или менее в зависимости от вязкости.
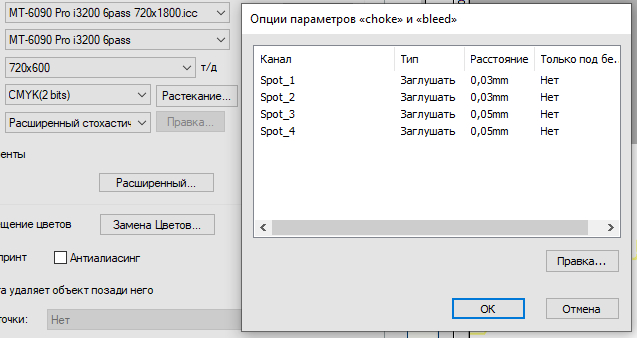
И вот что бы белый или лак не вываливался за пределы цвета нам эта настройка и нужна. Она уменьшает или увеличивает поля заливки спота по границам макета. Примерно как крутить толщину абриса в Кореле
То есть на макетах без мелких деталей, для безопасности, есть смысл выкрутить поджатие побольше. Важно помнить, что на линиях толщиной, например 0,4мм, при поджатии 0,2 получится 0,4 - 0,2 слева - 0,2 справа = ой а где?
Но, с другой стороны если от тех же 0,4 отнять, например 0,15, то совсем не обязательно что мы получим линию белого именно 0,1 потому что чернила имеют свойство растекаться. В зависимости от типа чернил, их температуры и особенно количества степень растекания будет разной.
А нам тут есть чем порулить. Сильно больше чем в сольвенте или сублимации. Само наличие лампы подразумевает, что она на что то сильно влияет.
Во времена, когда уф печать была в лакшери сегменте, а сольвент доминировал, был регулярный запрос на матовую печать. На сольвенте его получить можно разве что ламинацией. И вот появилась доступная УФ печать, что просит клиент? Глянцу! Логика получить что то не "как у всех" понятна, но печаль глубока.
Однако же, мнение, что уф печать умеет выдавать только глянец - наполовину миф. Степень глянца зависит от времени между тем как чернила попали на материал и засветкой.
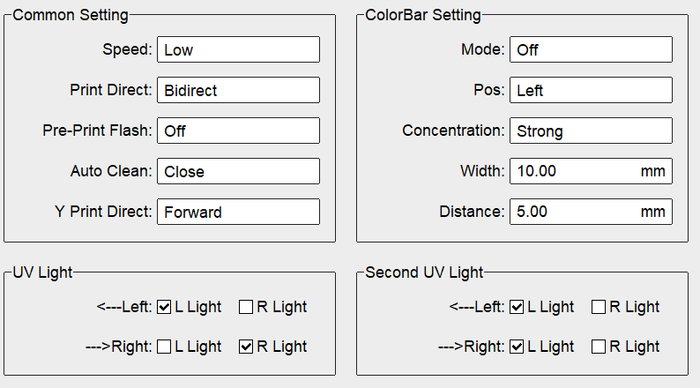
Hoson PrintExp - основные крутилки
Инверсия ламп один из очевидных фокусов как получить более глянцевую печать. Но на разной ширине печати эффект будет разный, так что пользоваться им нужно с осторожностью.
Так же, на глянец влияет интенсивность засветки, скорость движения каретки и, очевидно, сам материал.
Уровень глянца который мы можем получить при использовании лака для цветных или белых чернил недостижим. Лак банально сильнее растекается. Это наводит на мысли, что по хорошему ему требуется другая форма волны, но мы в этом дебри лезть не будем.
Считается, что лак в уф печати не несёт защитных функций как ламинация. И это так. Ну может немножко, в отдельных случаях.
В задачах, где мы хотим получить визуальный объём очень хорошо работает контраст между глянцем и матом, но если нам нужно нарастить фактический объём как со шрифтом Брайля - белила справляются лучше.
Но, если нам захотелось выборочно сравнять ландшафт то с этой задачей лучше справится именно лак. Такие задачи редки, но иногда появляются на впитывающих или текстурных материалах типа бумаги или фанеры. Так что ограничено применять лак в качестве грунта это реальность. По крайней мере если вам нужна выборочная гладкая область на таких материалах других способов мне неизвестно.
На примере самоклейки. Чернила ложатся на материал плёнкой, особо не растворяя материал. В зависимости от толщины этой "плёнки" на самоклейке, при сгибании от чернил будет требоваться разная степень гибкости и растяжения. Потому как при достаточной толщине печати, разница между внешним и внутренним радиусом будет слишком велика что бы ей пренебречь.
Чернила не прописанные как тянущиеся могут иметь некоторую гибкость, то что бы печать не лопалась - требуется способность именно к растяжению. Если же мы печатаем тем, что есть - есть смысл поиграть с интенсивностью засветки или уменьшить толщину печати.
При избытке засветки чернила просто трескаются. При недостатке - воняют и имеют проблемы с адгезией.
Отдельная печаль с тянущимися чернилами. Раз на раз не приходится, но экспериментально установлено, что LUS120 не пригодны для UV DTF. Спустя максимум сутки, печать начинает яростно кукожить, достаточно, что бы оторваться от носителя. Похожая история происходит и на прямой печати, если на тонкий материал бахнуть что ни будь с белым и несколькими слоями лака. Оно просто даёт усадку.
В отличие от других чернил уф не досохнет после печати. А значит, мы легко можем упереться в потолок скорости не по возможностям ПГ, а по лампам.
Отдельного внимания заслуживают случаи, когда защитное стекло лампы частично перекрывается краской. Букет проблем который может возникнуть обширен. От тонового положения до проблем с адгезией.
При изменении межпроходного сглаживания, мы фактически увеличиваем количество проходов на погонный метр, а значит и количество уф излучения которое получит печати тоже увеличивается. Это важный момент, когда мы пытаемся регулировать мягкость чернил засветкой.
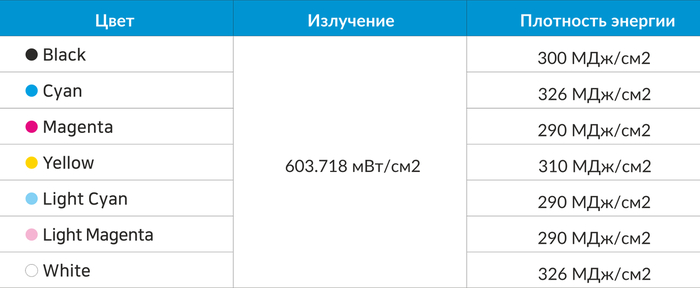
И вот ещё какая штука. Чернила разного цвета, внезапно, сохнут чутка по разному. Белый, требует чуть больше энергии, потому что всегда льётся плотной плашкой и потому что он белый. Разный цвет в большей или меньшей степени отражает уф излучение.
Ну и на добивочку. Показателю мВт/см2 важно на каком расстоянии лампа находится от материала. Приколы типа разного расстояния у правой и левой лампы вполне вероятны.
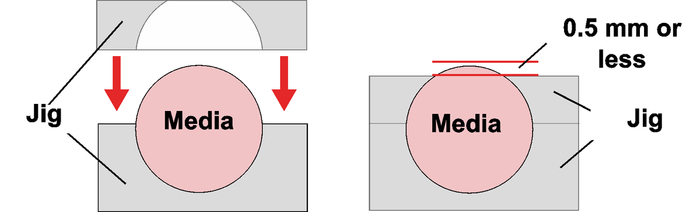
Было бы странно говорить за УФ печать и не затронуть планшетную печать, где она доминирует. С печатью на листовых материалах всё более менее понятно, но вот сувенирная печать по ручкам или какой другой продукции характерна именно переменным зазором. В таком раскладе невозможно свести бидирект, и путей решения проблемы есть два.
Занизить скорость каретки так, что бы смещение капли при движении было минимально
Печатать в одну сторону
Что из этого будет быстрее сказать сложно. Но на многих машинах заточенных именно под сувенирную печать, с завода стоит только одна лампа. А значит в бидиректе нормально печатать они не способны. Но им и не надо.
К слову, даже в рулонной печати, на разном зазоре, видимо из за разной степени пыления мы получаем разный цвет. Только прикол планшетной печати в том, что зазор может быть разным в пределах одного тиража из за одной кривой ручки которой хочется торчать чуть выше. Ради решения этой проблемы был изобретён т.н. хайдроп, но это тема другого разговора.
Запах - периодически, вижу заявления мол УФ чернила после печати не имеют запаха. Это жесточайший обман.
А теперь о грустном. Свет не хочет двигаться туда куда мы хотим. Он хочет быть везде. А ПГ очень не любит когда чернила сохнут непосредственно на ней. Отсюда выходит, что существует безопасный диапазон величины зазора между ПГ и материалом.
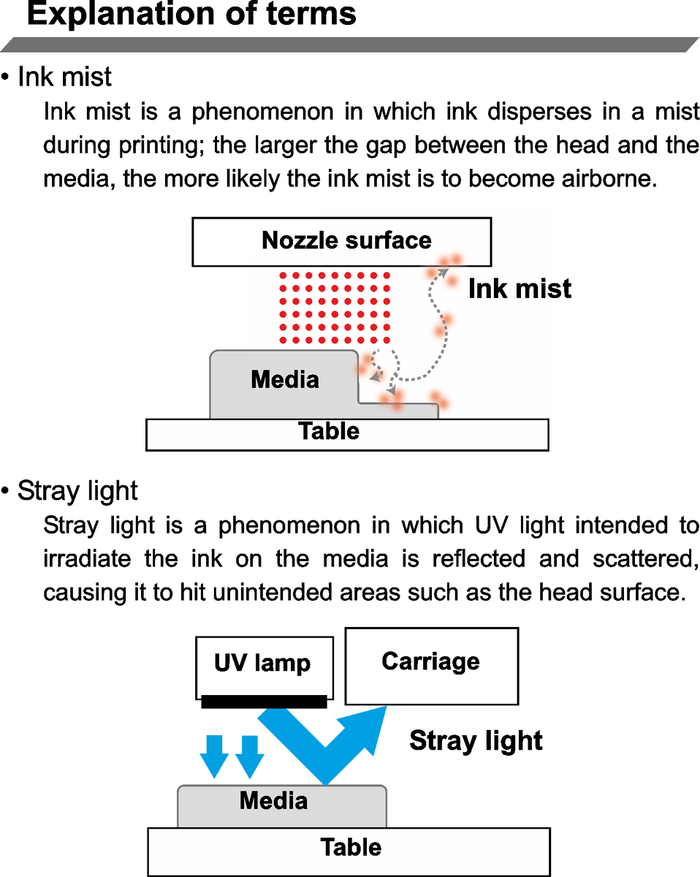
В какой то момент лампы начали массово немного разворачивать от пг что бы минимизировать отражения в её сторону. И что было хорошее решение. Но! В ситуации когда в зоне печати есть вертикальные плоскости, такой манёвр только усиливает обратную засветку. Ведь от параллельных плоскостей отражений не бывает, а вот от плоскостей которые находятся под углом к источнику - другое дело.
У любого принтера, в зоне печати обитает некоторое количество чернильной пыли. УФ печать характерна тем, что эта пыль засвечивается лампой и мы получаем прекрасный абразив который стачивает зеркало и дюзы. Справедливости ради, пигмент сам по себе является абразивом, но в уф это явление более выражено.
В планшетной уф печати мы имеем дело с такими материалами как акрил и листовой ПВХ. Материалы генерирующие количество статики несовместимое с адекватной работой принтера. Сюжет может случится такой. Подсохшая пыль клубится в зоне печати и постепенно нарастает жирной бородой на подошве ПГ.

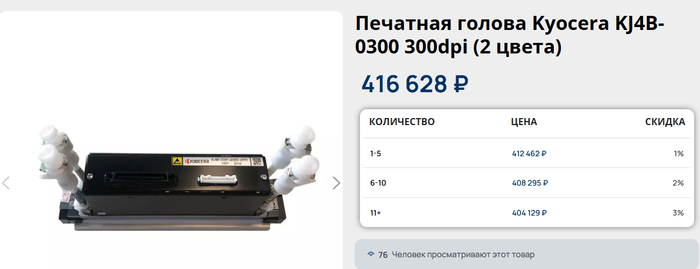
Тошибе плохо
Комплекс мероприятий по противодействию стандартный. Работаем с влажностью, статикой и регулярным обслуживанием. Просто требуется чуть больше внимания.
Канал автора в ТГ
Наверное, самое банальное, что можно увидеть в какой ни будь РПК мастерской. При чём практически в любой. Уже много лет я слышу о грядущем полном отказе от сольвента из за массового распространения УФ и латекса, но видимо, сольвент с нами ещё как минимум надолго. В категории "дёшево и сердито" конкуренции пока не наблюдается.
Так вот. Сольвентные чернила - это чернила на основе растворителя. Не в том смысле, что пигмент внутри чернил растворён, а сольвент растворяет верхний слой носителя и после его испарения пигмент остаётся в материале. То есть он хорошо работает на материалах которые он может растворить типа ПВХ плёнок или баннера. С другой стороны, ничто не мешает печатать на материалах которые могут сольвент впитать, таких как холст или бумага. Он таки их не растворяет, но раз впиталось - значит закрепилось. А большего нам и не надо.
Минус такого подхода - сушка. Пока растворитель не выветрится - изделие не готово к употреблению. К тому же в процессе сушки оно ещё и воняет как мразь. Любой, кто хотя бы мимо проходил мастерской наружной рекламы прекрасно знает откуда пошли шутеечки про печатников, сольвент и розовых слоников.
Непросушенную плёнку практически невозможно ровно накатать, люверсы в баннер будут набиваться в виде куриной жопки, холсты и постеры будут пачкаться. Время до конечного закрепления, в контексте готовности к постпечатке
От плотности заливки - если чернил много - больше времени на сушку, мало - высохнет быстрее.
От типа чернил - жёсткий сольвент, как правило воняет сильнее, но быстрее сохнет. Вообще существует закономерность, что чем выше интенсивность испарения - тем быстрее чернила высохнут. Хотя, истории известен и лютый шмурдяк воняющий на всём своём жизненном цикле, но в наше время это уже редкость.
Мне известно три путя борьбы с проблемой:
Ламинация. Время сушки той же плёнки, до пригодности к ламинации несколько меньше чем для накатки.
Сушка температурой. При температуре 50-60 градусов процесс сушки сильно ускоряется. И вот тут в нашу жизнь с двух ног врывается явление коробления материала. Дешёвые плёнки, постерка, PP под воздействием температуры жестоко корёжит. Для нормальной печати, нам надо что бы материал лежал ровно, а значит, на некоторых материалах от нагрева придётся отказаться вообще.
Края без печати - допустим, у нас есть задача сделать вот прям щас, хоть как ни будь. Вполне можно договориться, оставить белые края, для того, что бы нормально пройти этап постпечатки типа контурки или люверсов. А основная часть уже ладно, пускай по дороге к конечному потребителю досыхает. Ессно не работает для накатки плёнки.
В 99,99% сольвентных принтеров отсутствует белый цвет. Соответственно на прозрачных материалах, по хорошему, нам очень желательно иметь отдельный ICC профиль, что бы печать выглядела ну хоть как то.
Момент не столь важный, но надо таки понимать, что сольвентом невозможно получить матовую поверхность. То есть когда мы говорим "матовая плёнка", это по сравнению с глянцевой она матовая и по сравнению с УФ она всё равно будет глянец.
В целом, по моим внутренним ощущениям, в контексте печати, я бы поделил материалы на три группы:
Растворяемые - материалы для которых сольвент был предназначен. Ораджет и его друзья, баннер.
Впитывающие - постерка, холст, обои. Сильно менее требовательны к сушке, но нагрев может дать неприятный эффект.
Невпитывающие - PP, блюбэк и прочая мерзость. Максимально не любят нагрев а сохнут долго. При чём печатать эту радость нужно самой мелкой каплей, на небольших скоростях. Потому как эта девочка течёт с первой тычки. PP вообще большой любитель слипнуться в рулоне.
Независимо от типа, не хватаем материалы своими пролетарскими руками. Да, сольвент вполне растворяет жир, но на печати ваши пальчики всё равно будет видно. Особенно на глянцевых плёнках. Глянцевые плёнки - зло.
Ничего нестандартного тут нет. Из специфичных приколов есть люверсы, тайлинг и контурная резка.тут
Конкретные значения допусков и припусков зависят от конкретного материала, оборудования и прямоты рук исполнителя.
Спот - специальный цветовой канал не участвующий в цветоделении. Например, белый, лак или контур реза.
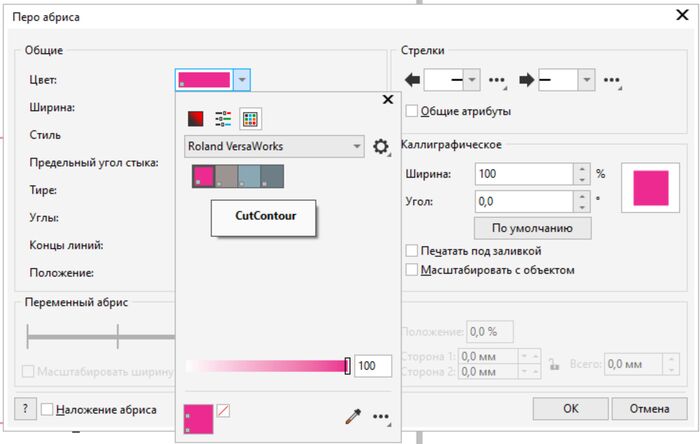
Если каттер понимает спот, то крайней логично было бы прокинуть его сразу, что бы использовать один макет и для печати и для резки. Удивительно, но этот спот существует в кореле из коробки. И да, мимаки понимает спот от роланда.
Компановка
Стикеры имеют свойство ходить толпами по 10 и более макетов. При чём количество может быть неодинаковым. А точность рулонной контурной резки довольно сильно зависит от расстояния между метками и их тип.
Алгоритм такой.
Определяемся с типом меток для конкретного станка
Определяемся с размером листа на основе ширины рулона и меток
Собираем все стикеры в лист. Очень хорошо, когда можно их собрать кратно количеству листов
Очищаем от облоя
Нужно больше мячиков!
UPD
Как оказалось, некоторые чернила имеют шанс мыть смытыми изопропилом. В своей практике автор использовал Marabu DI-FMS. С чернилами Galxy TEE и Artix Pro лайфхак использовать на свой страх и риск
Всякая мелочь имеет свойство слетать с подложки вместе с облоем. Берём изопропиловый спирт и размазываем его по поверхности. Печати будет всё равно, а вот клей который остался в зоне реза и творит нам пакости он подрастворит и жить будет проще.
Ссылки
Пример инструкции из какой то типухи
Макрос для создания оптимального пути
Ссылка на ТГ автора
Про базу подготовки макета было тут.
Итак мы подошли к станку. Пока, не суть важно шестиметровый это гибрид или А3 планшет, мы тут пока про базовое универсальное понимание.
За очень редким исключением принтеры печатают таская каретку с печатающей головой над материалом и по дороге пуляя капельками в материал. Капитан-очевидность подводит нас к мысли, что любой принтер нуждается в механических калибровках.
Каналы ПГ - модуль ПГ отвечающий за определённый цвет. В разных ПГ может быть разное количество каналов, но в CMYK принтерах, очевидно, их минимум 4.
Как правило, межканальное расстояние калибруют на заводе, а угол наклона и поворот относительно материала достаточно настроить один раз при установке. Оставим пока это удовольствие на усмотрение сервисного инженера, и рассмотрим то, что должен уметь именно печатник, в том числе потому, что эти вещи описаны в пользовательском мануале.
К любому хотя бы немного уважающему себя станку существует инструкция. Хотя бы на английском. Но сообщества, обычно делают хотя бы машинный перевод.
Если вы видите, что в режиме печати сколько то проходов, значит каретка будет проходить над материалом именно столько раз до завершения этого сегмента.
Частое заблуждение искать связь между итоговым количеством чернил на печати и количеством проходов. Каждый следующий проход совершенно не обязан дублировать предыдущий, то есть разница больше в интенсивности выливания чернил. Но, это только если мы говорим про одно разрешение. Более подробно про разрешение печати было тут.
Минимальное количество проходов = разрешение печати / физ. разрешение ПГ
Максимальное количество проходов ограничено исключительно здравым смыслом.
Для того, что бы избежать двоения на печати, бидирект надо сводить. Чуть менее очевидно, что настройки бидиректа будут разными для разных скоростей движения каретки и для разных зазоров между материалом и ПГ. На всякий случай, уточню, что толщина материала тоже влияет на величину зазора, пусть и не сильно.
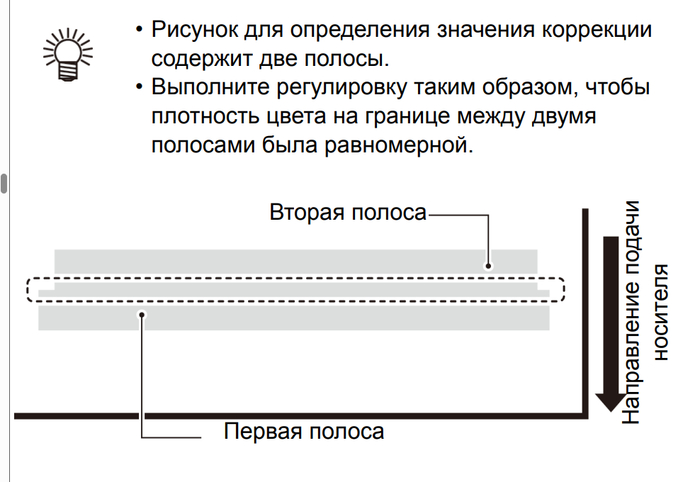
Плохо сведённый бидирект - ярко выраженное зерно на плашках и проблемы с мелкими деталями. Очень плохо сведённый бидирект - двоение.
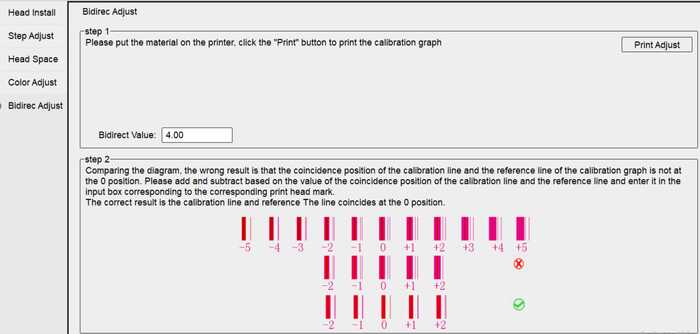
На картинке изображены тестовые шкалы, которые надо будет совместить.
В случае с популярным на китайской технике Hoson PrintExp у нас есть ультимативная возможность поправлять калибровку бидиректа и подачи прямо во время печати. Редкий случай, когда китайская техника реально впереди планеты всей в удобстве использования.
Если точнее расстояние между ПГ и материалом. Чем меньше это расстояние - тем лучше качество печати потому как капля в своём полёте вообще не обязана сохранять идеальную форму и траекторию. История эта больше про безопасность, чем про качество, потому как печатникам, как правило, максимально не хочется шоркнуть подошвой печатающей головы по материалу. Поэтому этот параметр подбирается в безопасном диапазоне.
Два канала. Минимум две таких на принтер. Немножко дорого по материалу шоркать.
Настройка соответствия ширины прохода и расстояния подачи материала. Или проще - настройка на случай если на погонный метр макета принтер выдаёт какие то другие размеры.
Мимаки сделайте нормальную калибровку подачи!!!
Наиболее актуально для машин с рулонной подачей. Материалы с разной жёсткостью, плотностью или вязкостью требуют индивидуальной настройки. Критически важно, что бы баннер или обоина не оказалась какого то сильно не такого размера чем конструкция под которую оно рассчитано.
По моим личным, субъективным ощущениям влияние на качество печати сильно меньше чем бидирект, но оно однозначно есть. Когда то, давным-давно, у рулонных машин была необходимость калибровать каждый материал отдельно под начало и конец рулона в силу разного веса в этих агрегатных состояниях, и отдельно под самый старт печати и момент когда материал уже закреплён на подмотке. Потребность эта была продиктована явлением межпроходного полошения, когда происходят разрывы или наслоения между проходами. К счастью, на данный момент болячка побеждена.
Механические калибровки - это база. Но есть и вспомогательные инструменты на случай если станок простите тупо кривой, ну или печатнику лень отстраивать в идеал чё уж там. Набор этих инструментов на разном оборудовании может отличаться в исполнении, но есть некоторые вещи, без которых не живёт ни один приличный струйник.
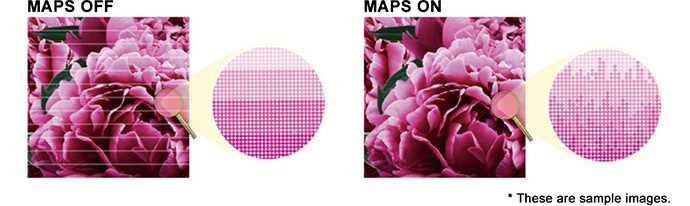
Грубо говоря - некий алгоритм направленный на сглаживание границ между проходами. На данный момент встретить принтер без данной технологии это как увидеть таксофон с дисковым набором. Бессмысленно и бестолково.
Разновидностей алгоритмов человечество напрудило уже в достаточных количествах, колупаться в их особенностях будет довольно утомительно, поэтому просто отметим, что они есть. Самый очевидный и понятный - Fog/градиентное сглаживание. Стильным, модным считается хаотичное размытие. Вроде как меньше мылит картинку.
Единственный косяк в том, что размытие съедает скорость печати и чем хуже сведена подача - тем больше потребуется навалить сглаживания.
На практике инструмент стали применять для того, что бы приглушить полосы от отсутствующих в ПГ дюз или для регулировки интенсивности подачи краски на материал. Но это уже вопрос творческой реализации профессиональных качеств.
Это такой костыль в виде узкой полосы всеми доступными каналами вдоль всей печати. По задумке должен применяться для слежения за состоянием ПГ, но нихрена там не видать. Но, в случае, если на достаточно длительное время какой то из каналов не задействуется вообще это один из способов не дать ему подсохнуть.
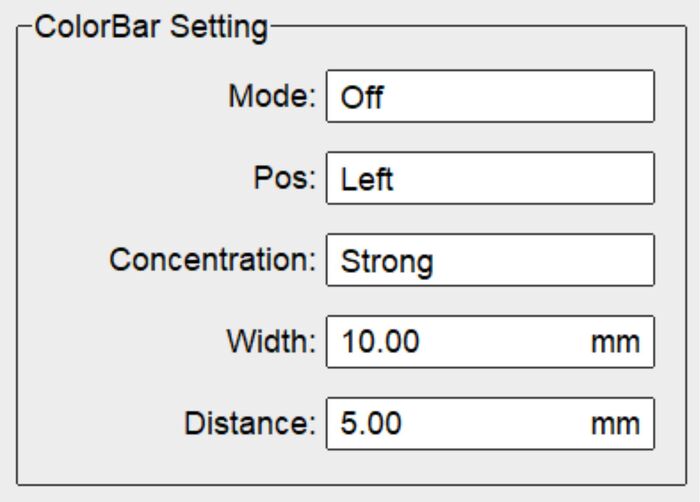
Иногда, на пустых участках у ПГ случается эдакий лаг загрузки. Колорбар в такой ситуации нормальный костыль подпереть эту проблему.
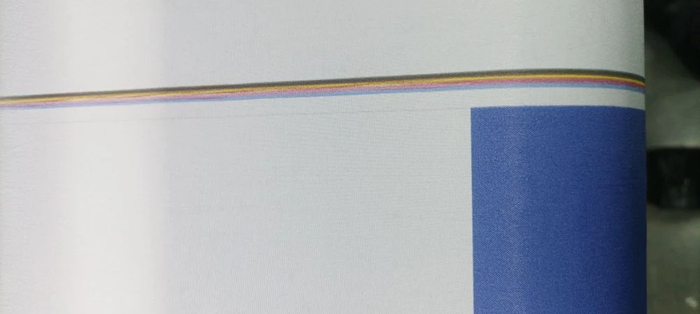
На фото можно увидеть как маджента покидает чат на пустом участке.
Есть и другой метод, но через колорбар хотя бы есть шанс увидеть в какой именно момент всё идёт по известному месту, и метод доступен на любой машине. Всегда есть вариант дорисовать эти полосы руками в макете.
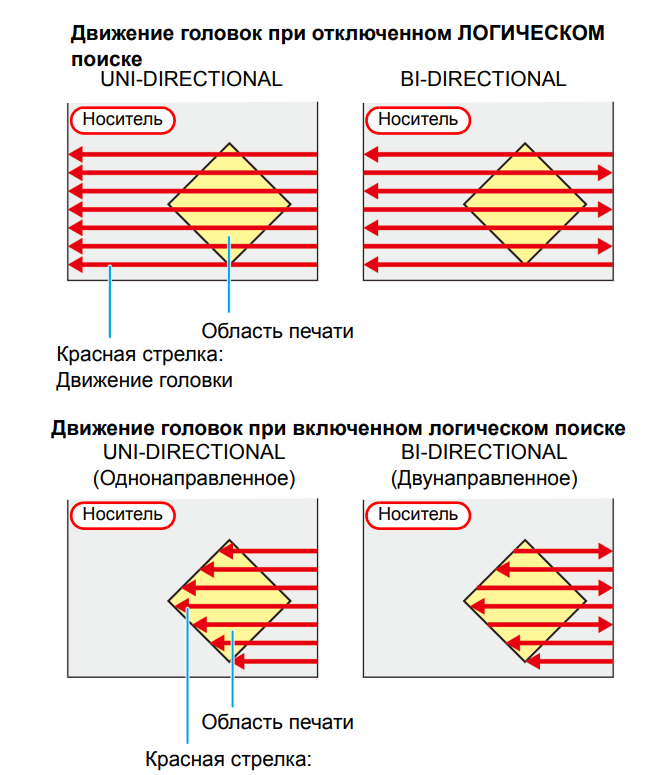
Из мануала к мимаке
По умолчанию включен. Отключается когда важно равномерное время сушки печати. По той же логике настраивается сюжет пропуска пустых участков вдоль печати.
Пока, думаю достаточно. Ссылка на ТГ автора тут - Токсичная печатня. Всем добра и хороших выходных.
Полезные ссылки:
Статья Белокурова в Publish о полошении - туть
Принтер струйный, hp photosmart 2613
Распечатал файл
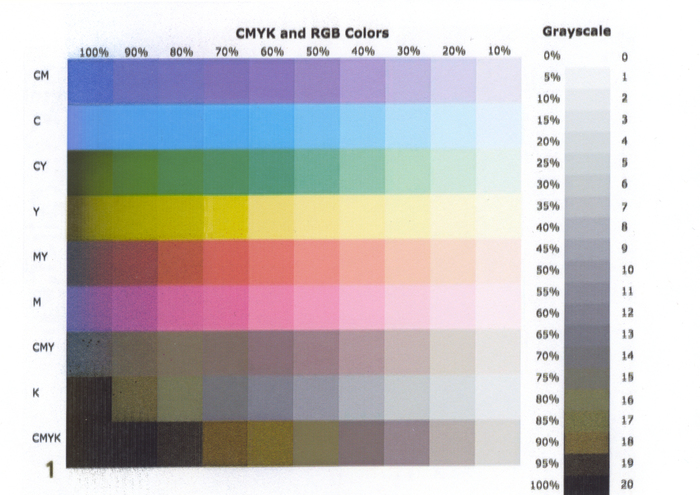
Давно минули времена, когда стандартом интерьерной печати считалось разрешение 720х720. Или нет? В чём мы вообще измеряем разрешение? На самом деле тут происходит самая большая путаница:
DPI – Точки на дюйм. Имеются в виду точки в физическом воплощении. Применяется к режиму печати. Например, тот же 720х720 это именно DPI. Этот показатель не учитывает размер точки или объём капли.
PPI – Пиксели на дюйм. Пиксель – единица логическая. Он не обязан существовать, достаточно только представления о нём. Применяется к файлу изображения, который мы собираемся печатать. В идеале, он должен соответствовать NPI.
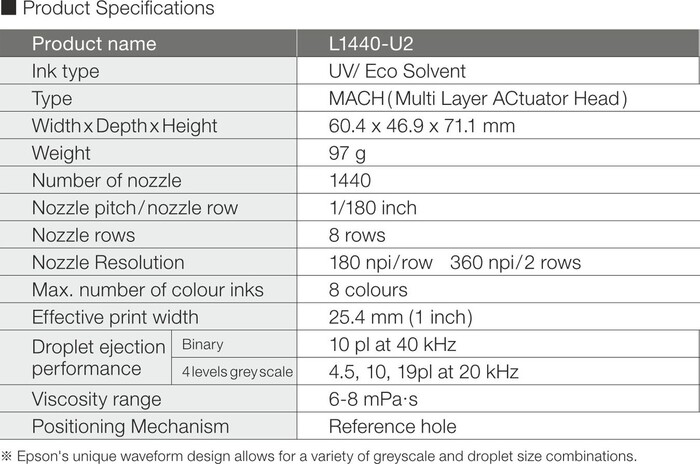
NPI – Дюз на дюйм. Для L1440 180 NPI. Тут происходит первая магия. Размер капли может быть разным, однако расстояние между точками на печати вдоль печатающей головы будет ВСЕГДА одинаковое.
Количество дюз на канал - Производители печатающих голов, частенько, прибегают к одному простому, но эффективному фокусу. Что бы повысить NPI, каналы, располагают со смещением. Иначе говоря, смежные каналы, волне честно повышают наш NPI, если одни задействованы как один цвет. В противном случае, мы получаем ситуацию, когда по документам у нас достаточно высокий NPI, но низкий показатель расстояния между дюз.
Это явление хорошо разобрано здесь.
Либо, как на примере популярной L1440, вроде бы указано разрешение 360NPI, но каналы расположены в линию. По своей позиции, они дублируют друг друга. Иначе говоря, фактически, это 2х180NPI.
Разрешение печати
Разрешение вдоль направления печати всегда будет кратно физическому разрешению головы. В случае с L1440 это 180 точек. Штука в том, что даже если мы печатаем в 8 проходов, с разрешением печати аж 1440 с точки зрения NPI это не 1440, а 8 раз по 180 наложенные друг на друга.
Разрешение поперёк печати у нас исходит от энкодера. Это датчик на каретке, считывающий количество пройденных шагов на растровой линейке. Количество точек на дюйм кратно разрешению этой растровой линейки.
Исходя из формальной логики, нам может показаться, что при увеличении разрешения, мы увеличиваем количество краски на печати. И в большинстве случаев, это верно, но не всегда. Строго говоря, мы так-то хотим, что бы в любом режиме у нас получалось изображение одинаковой плотности, и местами это вполне достижимо т.к. размер капли может быть разный. Например, для низкого разрешения мы используем самую крупную, а для высокого мелкую.
В ТТХ к L1440-U2 мы видим размеры капли 4,5, 10 и 19пкл. А это значит, что мы можем посчитать. Теоретически.
Разрешение по X * разрешение по Y * 1550 (примерно столько квадратных дюймов в квадратном метре) / 1000000000 (переводим пиколитры в миллилитры) = Теоретический предел расхода в миллилитрах на квадратный метр на канал. Для конфигурации CMYK перемножим результат на 4.
Держим в голове, что средний расход чернил около 15мл на квадрат, на плашках может немного вылетать к 30мл и выше. От случая к случаю цифры могут быть разные, но для умозрительного эксперимента пойдёт.

Интересно, что режимы в высоком разрешении, вполне могут иметь более низкий расход, чем в низком потому, что их задача печать мелких деталей. А достичь хорошего результата в этом можно уменьшением растекания, через уменьшение расхода чернил.
Так же мы можем догадаться, что для максимальной производительности, логично придерживаться режимов с минимальным разрешением вдоль печать для сокращения количества проходов и максимальным поперёк печати для максимальной плотности цвета. Иначе говоря, реализовываем частотный потенциал ПГ.
Режим печати
С разрешением разобрались. Но у нас есть ещё несколько важных моментов.
· Линейная скорость поперёк печати.
Чем с большей скоростью движется каретка принтера, тем больше угол, по которому капля летит к материалу, тем больший путь она преодолевает. Как следствие, больше эффект пыления.
· Количество проходов и межпроходного сглаживания.
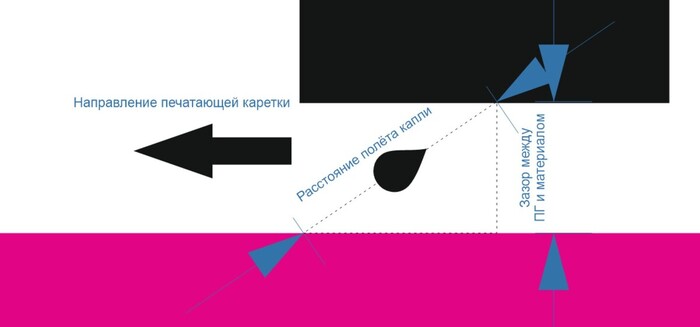
Дальше летим - больше пылим
Нас никто не обязывает печатать головой L1440 разрешение 720х720 именно в 4 прохода. Проблема в том, что на экосольвенте, повышая количество проходов, мы уменьшаем растекание чернил. Если мы льём чернила постепенно, они банально имеют больше времени подсохнуть. Похожий механизм работает в УФ, но с интенсивностью засветки.
Важный момент, что даже в пределах 4 проходов, мы можем регулировать это через межпроходное сглаживание. Разумеется, при увеличении межпроходки у нас падает скорость печати.
Стандарты качества
Само явление 720DPI появилось как некоторый стандарт интерьерной печати. Растёт этот стандарт из предполагаемого расстояния для просмотра нашей печати.
Приведу таблицу, моего личного ощущения данной классификации.
Мы продолжим оставаться в реалиях головы L1440 для упрощения систематизации, однако существуют головы с сильно более высоким разрешением как I3200, так и более низким.
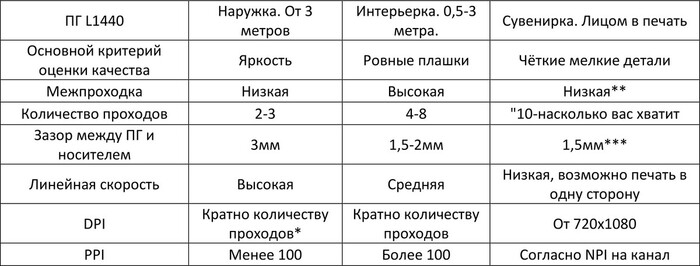
*Яркость в низком разрешении контрится крупной каплей. Разрешение повышается только если нам не хватает плотности заливки.
**В большом количестве проходов высокое межпроходное сглаживание не требуется
***Может показаться, что, если мы отважимся опустить голову ниже 1мм мы повысим точность через сокращение времени полёта капли. Но правда в том, что мы получим очень грязную от чернильной пыли голову и высокий риск зацепить материал.
Выводы
Мы не затронули такие важные аспекты как профилирование, дизеринг или качество чернил потому, что они достойны отдельного обстоятельного разговора.
1. Мы интуитивно понимаем, что чем быстрее режим печати, тем хуже качество. Однако, нет никакого смысла печатать баннер «Аренда» в высоком качестве. От печатника требуется выбирать рациональный подход к расходу рабочего времени принтера.
2. Нет смысла готовить в печать файлы разрешением выше, чем физ. разрешение печатающей головы.
3. Достаточно плотные заливки доступны в низком разрешении. Но на крупной капле.
Есть два одинаковых Epson L800. Один заряжен оригинальными Epson, другой аналогами, но на обоих примерно одна и та же картина: вместо чёрного в большинстве случаев (полагаю, зависит от плотности цвета) печатается какой-то коричневый. Скан сделан с распечатки принтера, заряженного чернилами Epson.
Увы, скан всё же искажает цвета, но примерно картина должна быть понятна.
Прочищал и простой, и глубокой очисткой. Давал отстоятся около часа после прочистки. От полос помогает, но тут не полосы... Ничего не меняется. Есть подозрение, что выравнивание дюз печатной головки надо провести, но не уверен, что поможет. При тесте дюз распечатки калибровочного листа в части квадратов вообще нечего выбрать - все одинаковые неоднотонные.
P.S. поправил через зачёркивания, где неправильно выразился.