

Моя работа
Работа главным инженером в относительно небольшой организации. Разнообразная не скучная работа от дефектоскопии, до строительства металлоконструкций и судоремонта.





Показать полностью
5
Работа главным инженером в относительно небольшой организации. Разнообразная не скучная работа от дефектоскопии, до строительства металлоконструкций и судоремонта.
Пошел я значит получать корочки специалиста неразрушающего контроля второго уровня. Я думал я видел всё. Встречались в практике и трещины, и свищи, про непровары вообще молчу сплошь да рядом.
И выдают мне на расшифровку снимки.. первая категория якобы СТО Газпром, а там....
Давно не виделись.


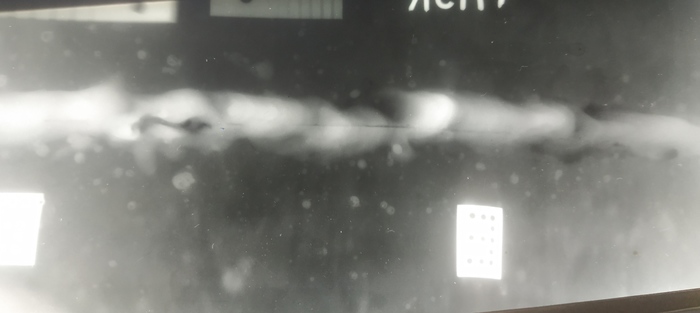
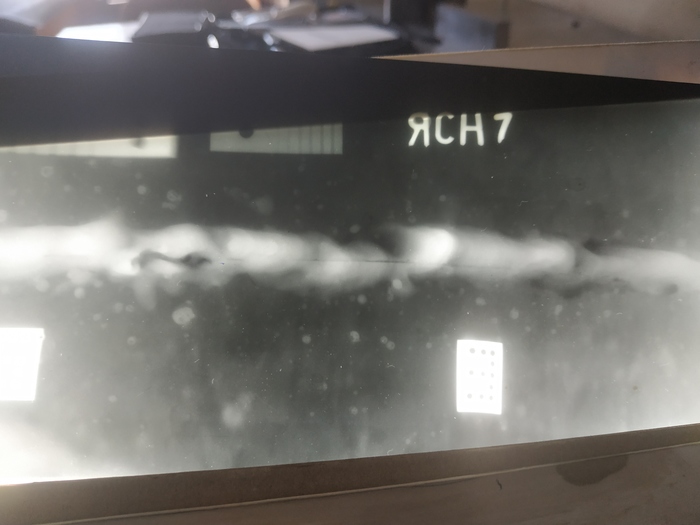
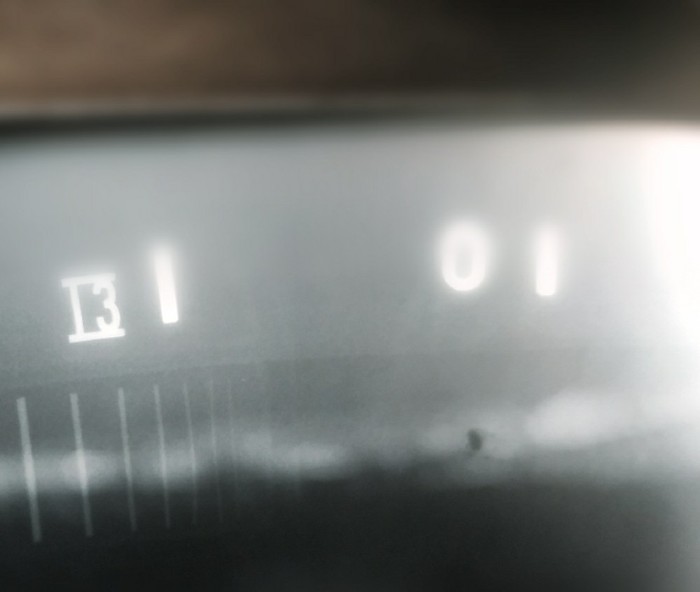
На фото рентгеновский снимок сварного соединения диаметром 2" сталь 304L, толщина стенки 2,77 мм. Сварка неплавящимся электродом в среде аргона.
Кто-то скажет сваривали без поддува и будет прав. Но!
Сварка велась при помощи специальной пасты ( второе фото, флюс паста) для формирования хорошего обратного валика. И это не с пастой проблема, это проблема с нашими сварщиками. Хотя может и не в сварщиках дело.
Сейчас поясню
Провал обратного валика, это следствие перегрева. Сварщик не давал остывать стыку. Но и сварщика можно понять с одной стороны. Это монтаж,сроки жмут всегда, начальство требует дюймы в день, сварщик торопиться. В связи с монтажными условиями и ,возможно, неправильному планированию следующий стык у него на другом ярусе/через 20 метров/надо переставить леса/ ваш вариант (нужное подчеркнуть). Поэтому и торопится!
Лепит брак, потом переделывать. И так до 3 раз.. Потом 2 стыка, далее 3, 4, 6))))) ну это в худшем...
А вы перегревание стыки?
И ещё интересный вопрос, есть ли где-то адекватные системы для поддува? Адекватные в смысле удобные и не очень дорогие, буду признателен.
Попросили сварить катушки для дефектоскопистов, на трассу вышла бригада, а стыки не проходят просвет.
Чтож, сказано, сделано)
Труба 219х6, неповоротка
P.S. Знаю, что это не правильно, но такова разнарядка


Начитался я комментариев.
Ни кто не спросил, в чем физическая разница между американской/ европейской школой (колебания бабочкой/восьмёркой) и нашей советской школой ( полумесяц/круговые движения вольфрамом. вот ссылка на прошлый пост, кто не помнит о чём речь.
Зайду из далека. Знающие люди подтвердят, не знающие промолчат, а дело вот в чём. Работали с немцами. Норма для сварщика сварить 20 дюймов в смену, а наши сваривают по два 20-и дюймовых стыка в смену. Приходит куратор видит это и говорит: вырезайте!
Что? Да мы же молодцы!,-орут наши.
А ему пофиг. Режем и всё тут. Ну деваться некуда.
А вот сейчас самое интересное, смысл сего писания. Сварщик перед заходом на объект сваривает образцы. Рентген они проходят, всё хорошо. А вот механические испытания нет.
Бля чё за дела!! - ругались мужики. А дело вот в чем.
Принципиальное различие между советской школой и американской/европейской знаете в чём?))
И я не знал до того момента...
Дак вот. Когда ты свариваешь американским/европейским методом ( он же восьмерка, он же бабочка), плавится сразу же присадка. То есть идёт сварка тонкими нитками без большой ванны наплавленного металла. И температура в зоне сварки неплавящимся электродом меньше, отвод тепла больше. В следствии чего шов не перегревается, лигирующие элементы не выгорают, ни в стыке, ни в зоне термического влияния. Из-за необходимости наложения ниточных проходов (не большого размазывания наплавленного металла) скорость сварки резко падает, зато качество сварки резко растёт.
Советская школа наоборот учит, чем больше и быстрее, тем лучше. Создаётся огромная ванна расплавленного металла и туда ( в ванну) подаётся пруток (присадочный материал). Таким образом скорость повышается, потому что можно запихать в ванну больше присадочного металла, но качество падает. Происходит перегрев металла шва и околошовной зоны. В следствии чего выгорают лигирующие элементы и физико-механические свойства металла ухудшаются.
Чем больше ванна с наплавляемым металлом, тем дольше ты держишь высокую температуру в одной точке.
А теперь практика.
Заходим на объект. Сварщики сваривают образцы. 10 опытных аргонщиков! Рентген прошли 10 из 10!!!!! Механику всего двое..
Вот такие пироги ребята!
P.S. 842 подписчика. Вы хоть напишите надо это тут размещать или нет. Интересно??? Если да, то ставим плюс. Если нет то минус.
P.P.S. те кто - Да я, да я.. да коз...
Я вас поздравляю! Вы молодец! Прошу меня в ваших вымышленных (скрытых) смыслах не винить.
С вами был Ctrl_weld, он же defektman, он же borodulis. Всем приятного вечера! И всех дефектоскопистов с профессиональным праздником!

сперто у ВК Дефектоскопист.ру | Неразрушающий контроль
( Rasti Malevich )
Столкнулся с таким моментом.
Наши отечественные сварщики сваривают по старой русской традиции вот так

Сварка неплавящимся электродом в среде аргона, ниточный шов. Перегрев не допускается, хотя сталь обычная А333.
И всё в порядке. Но приезжаем мы к туркам работать, а там...

Так называемая американка. Я такую форму шва видел только в Инстаграм. И главное у турков все так красиво варят и узбеки, и таджики, и туркмены и турки естественно. Эстетически шов идеально смотрится.
Через пару месяцев попадаю снова в нашу контору, и что я вижу. А российские сварщики то начинают догонять

Не знаю как вам, а мне намного приятнее смотреть на американский стиль. Но качество иногда оставляет желать лучшего!
А вы каким методом свариваете в аргоне?
Всем добра и отсутствия брака! Только качественные швы! Всем успеха!

Источник - ВК Дефектоскопист.ру | Неразрушающий контроль
(Дмитрий Денисенко)


