
Бракованные сварные швы и снимки





Фильтр с явными порами и снимки этих же швов следующие шесть фоток






Показать полностью
14
Фильтр с явными порами и снимки этих же швов следующие шесть фоток
Вечер добрый!
Я так понимаю многим неясна эстетика сварного соединения?
Давайте быстро пробежимся по фоткам нормально завареных...
Все (или почти все) сварные соединения на фото ниже выполнены в монтажных условия, или условиях улицы, некоторые ручной электродуговой сваркой покрытыми электродами (РД), а некоторые ручной электродуговой сваркой неплавящимся электродом в среде аргона (РАД).
И да это будут фото сварки труб. И в конце пару обратных валиков и животное))
Готовы? Поехали..
РАД

А что мне нравится, хоть и стык труб с разной толщиной...
Далее РД, врезка тип соединения У19 по ГОСТ 16037:

И да это сделано электродом

А вот это уже РАД

А вот вид изнутри, соединения отвода с трубой, тип соединения С17 ГОСТ 16037..

Обратный валик присутствует, если шлак есть то это РД.
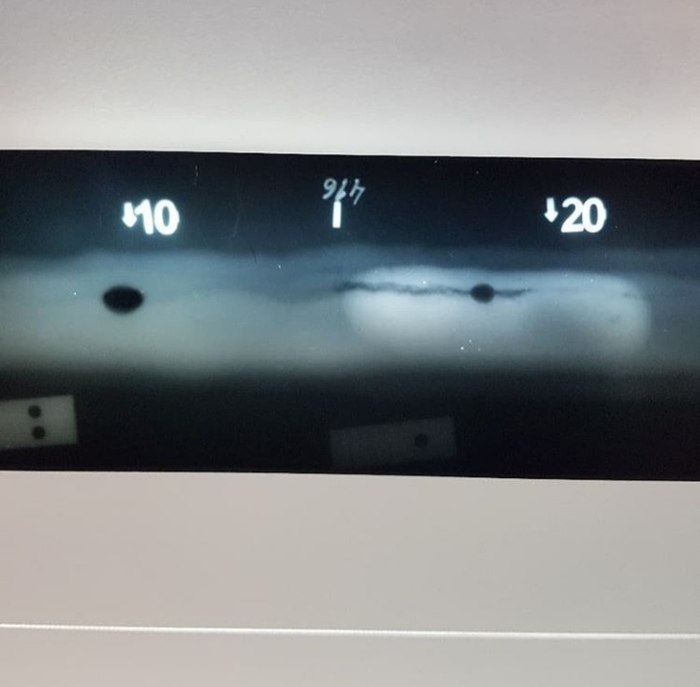
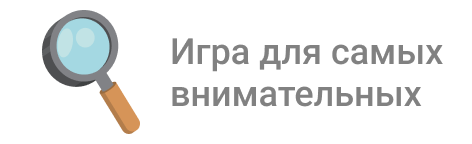
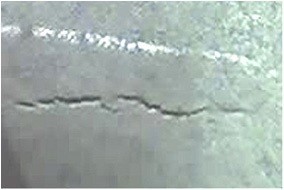
Как выглядит не очень сейчас напомню. Непровары, помните?
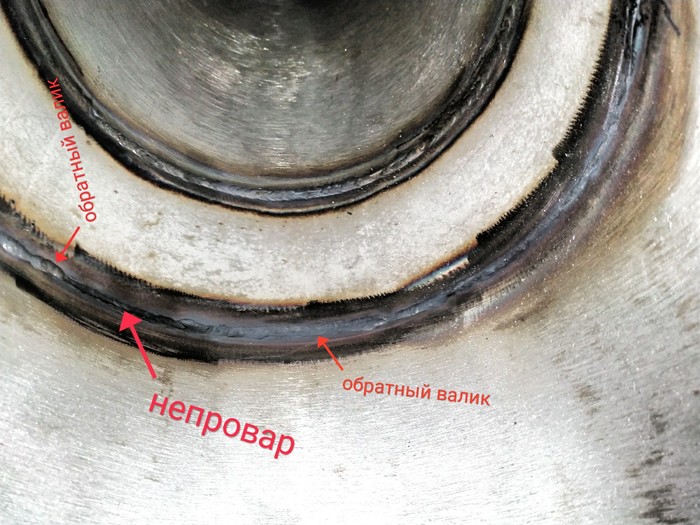
Вот напомнил..
и вот так тоже не надо

Тут были недовольные, что это все стыки да стыки... Вот вам... Животное))

Спасибо всем, кто читает!
Отдельное спасибо подписчикам!
Пишите в комментариях что бы вы хотели по теме ещё увидеть.
Всем до новых встреч!
Всем привет!
Давно не виделись.
Накопил немного фоток самых "крутых" сварочных соединений.
Ну что погнали?
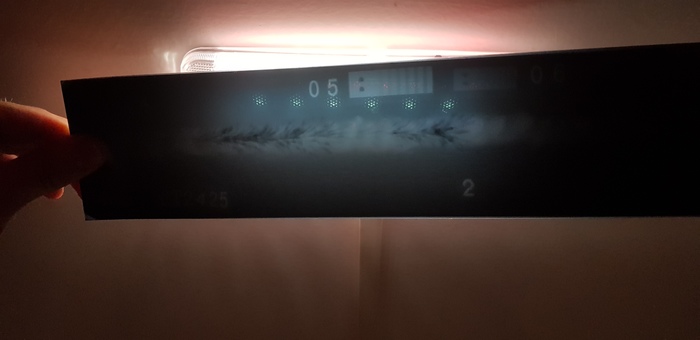
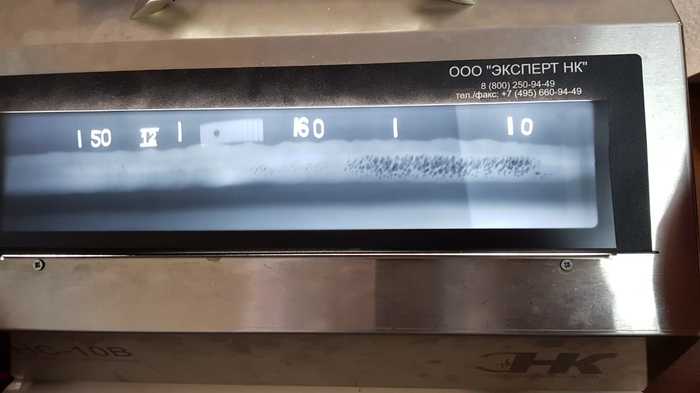
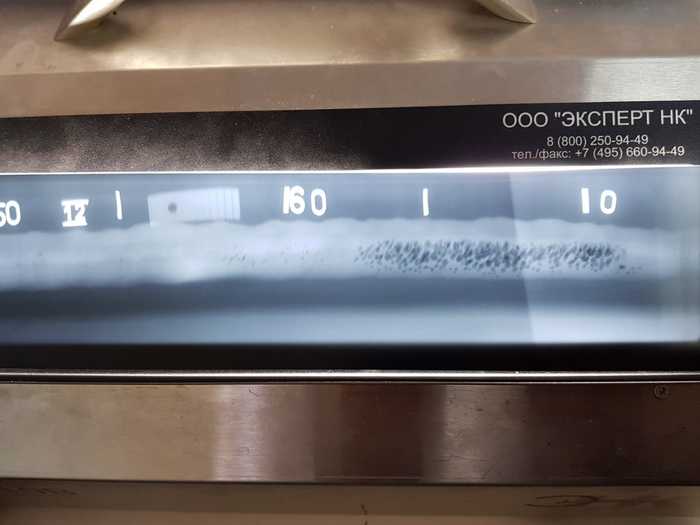
Первое фото уже тут было. Но оно мое и поэтому...
Труба диаметром 108мм и стенкой 3 мм (108х3). Категория первая Аа контроль 100% рентген, сварщик 5 разряд и тут такое

Причем в таком виде это было 2 дня... Поначалу я подумал, что забыли переварить... Но пока маркером не раскрасил....
В общем едем дальше!
Труба диаметром 57 мм и стенкой 3,5 мм (57х3,5). Сварщик 5 разряд, трубопровод подземный, контроль 100%... Приехали делать рентген по заявке, а тут...

Ширина валика гуляет от 4 до 8мм, высота усиления 3-3,5мм, не прошел визуальный контроль..
Следующий... Тоже труба 57х3,5... Тут товарищ сделал рентген.. но в зените похоже был прожёг...

Едем дальше
Вызвали сделать цветную дефектоскопию.
Емкость, выбирали шов изнутри и подвариваривали. Сначало светил телефон, набрызгал пенетрантом, стёр, проява пошла в ход и принесли фонарь большой... И...

Думаю объяснять, что это трындец не стоит?)))
И ведь все нормально для них... Во всех случаях прилетала заявка на контроль, а вдруг прокатит???...
Вызвал контроль? Будь любезен сделать качественно и проверить визуально хотя бы..
Да и послойный визуально измерительный контроль ещё никто не отменял..
И в конце секунда юмора:
Что общего между сварщиком и мухой???
Оба могут насрать на потолке!
Желаю всем сварщикам ничего не иметь общего с мухами. А всем ПИЛовцам, дефектоскопистам, больше годных стыков в удобном месте!!!
Всем подписчикам спасибо, что читаете!
Если зайдет попробую писать почаще...
А не заху...
Всем привет!
Что-то я тормознул с постами. Но вот он новый... Надеюсь не хреновый.
Сварка в среде аргона? Вроде было уже?
Ага.. А электродом? Элементарно...
Окей, а со сталями типа 15Х5М кто-то встречается?
Те кто встречаются, те знают что это за сталь.
Сталь мартенситного класса, жаропрочная низколигированная. Любят ее наши нефтехимические заводы пихать в печи, и прочую технологию, где температура повыше..
Но, есть одно но. Сваривается она так себе. И как многие знают, а кто-то скажет: Ду нуууу нааа.
Сваривается она с обязательным подогревом до 250-300 градусов, желательно непрерывно сваривать. Ни каких там: О! Обед пусть на корне повисит..
И обязательно термообработка. Высокий отпуск от 300 до 650-680°С потом в зависимости от толщины 1-2 часа выдержка и так же медленно опускаем до 300...
И тут возникает вечное НАШе.. А нафига???
Да что было дофига! А вернее не было.. трещин.
В общем если резко охладить, или охладить не достаточно медленно, то всем привет, встречайте, закалочные структуры... Ииии трещины. И самое интересное, сваривать при температуре ниже 0°С нельзя. Тоесть зима холода, сварка только в палатке, в ней и пушка для нагрева. И подогрев и все такое.
Как избежать термообработку? Есть пару хитрых, или не очень, методов. Первый это конечно же сварочные материалы. Берём электроды АНЖР-2 и не паримся. Но с термообработкой спокойнее...
Так же есть интересный вид термообработки как нормализация, но последствие все равно надо будет делать высокий отпуск.
И контроль сварных соединений производить лучше до термообработки и после, и обязательно контроль кромок после мех. обработки! (Хотя бы цветная дефектоскопия). Объясняю почему: до термообработки находим косяки сварного, если есть там такое, после термообработки смотрим наличие трещин и косяков, которые могли возникнуть после термообработки. В любом случае двойной контроль дешевле чем двойная термообработка... А вот качество термообработки проверить замером твердости! Твердость должна снизится.
И на закуску история..
Треснул на одном заводе теплообменник Итальянский... Да так треснул, что насквозь... А оттуда газ вредный, ядовитый стфонит.. да и давление там аж 350 с хвостиком и температура под 500°С... Позвали они добрых молодцев, которые за умеренную плату данную проблему устранят. И наняли молодцев и закипела работа... И трещин там обнаружили не 1 а 5, и твердость зашкаливала... И заварили молодцы по месту все.. и оттермили стык этот.. и весь теплообменник пришел в норму после операции такой! И сам главный механик всем руку дал и благадорил... А директор премию так и не выписал...
Кто дочитал, молодец! А я спать пошел...
Сегодня речь пойдет не про стали и их особенности, а про дефекты и методы их устранения.
Многие сталкивались, а может и нет, с трещинами в металле шва или просто мететалле!
Начнем с того, как же определить наличие той самой трещины?
Сегодня существует множество методов контроля, но я считаю самыми распространенными являются ультразвуковой, вихретоковый, рентген ( если трещина внутри металла), капилялрный и магнитопорошок если трещина на поверхности.
Для начала разберемся с методами выявления. Ультразвуковой (УЗК) и вихреток я считаю самыми полезными в данном случае. Они могут определить, трещину снаружи так и внутри металла. Дефектоскопист работающий с этими методами довольно долгое время, при грамотной настройке безотказно определит любой дефект в объекте контроля.
Рентген метод спорный в данном случае, не совсем подходит для плоскостных дефектов. В зависимости от установки экспозиции, дефект может раскрыться на пленке или нет.
Капиллярный метод отлично подходит для дефектов на поверхности металла. Предназначены для обнаружения поверхностных и сквозных дефектов в объектах контроля, определения их расположения, протяженности (для протяженных дефектов типа трещин) и ориентации по поверхности. Он идёт по второму классу чувствительности тоесть находит дефекты от 1мкм.
Магнитопорошковый метод позволяет обнаруживать при соответствующих условиях визуально невидимые и слабо видимые поверхностные дефекты со следующими минимальными размерами: раскрытием 0,001 мм; глубиной 0,01 мм; протяженностью 0,5 мм, а также более крупные. Но металл должен намагничиваться.
Так вот приехали специально обученные ребята. Нашли трещину, а дальше что??? А?
А дальше два варианта развития:
1. Вырезать/выкинуть и все заново
2. Ремонт
Как правило трубопроводы не ремонтируют, мелкие детали тоже проще переделать, а вот резервуары/ёмкости/аппараты химические пожалуйста!
Концы трещин засверливают сверлом на 2-3 мм более глубины трещины. Кто-то спросит а зачем? Есть ведь шлифмашинка?! А ты уверен что трещина дальше не пойдёт?! Так что сверлим. А потом шлифовальной машинкой выбрать трещину до полного удаления. Вот так как на рисунке ниже делаем разделку, углы зависят от глубины трещины
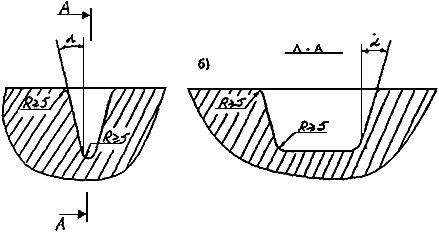
а - выборка по сечению трещины; б - выборка по длине трещины
Трещины глубиной более 0,5 толщины стенки аппарата или сквозные выбираются до получения кромок под сварку. А сваривать обратно рекомендуется ниточными швами не перегревая металл. Конечно, марка присадочного материала и способы сварки определяются индивидуально для каждой стали. И естественно после данного мероприятия проверяем качество ремонта тем же, чем нашли дефект. А желательно ультразвук или вихреток.
Надеюсь материал окажется полезным. Сам не раз встречал людей, которые звонят и просят просветить, а то у них подозрения на сквозную трещину. Не надо тратить лишние деньги, капиллярка и магнитопорошок намного дешевле. Да и УЗК дешевле встанет. А после обнаружения просто берут болгарку и пилят. А потом удивляются... Как так? Почему она дальше пошла???
Читайте нормативку, научные статьи и слушайте специалистов! Всем спасибо!
Продолжим господа.
В предыдущей серии https://pikabu.ru/story/kak_dobyivaetsya_opyit_nachalo_67070...
а в этой части вы узнаете...
Чтож, я оказался в довольно крупной организации на должности инженера по сварке! Юхууу.
счастье то какое. Рисуя схемы и прочую документацию, меня стали привлекать все больше к дефектоскопистам. А именно, в периоды отпусков оных, меня нагружали быть помощником дефектоскописта, меня это сильно не парило, мне нравилось что-то новое, да и сидеть сутками с документами порядком надоедало. Денег мне хватало. Хотя иногда посещали мысли о том, что нафиг мне это всё? Хотел идти в торговлю, но видимо не судьба.
Прошел год или чуть больше с момента моего поступления на работу, очередной большой остановочный ремонт на одном из нефтехимических заводов надвигался. И мой на тот момент уже коллега, хороший знакомый старший инженер решил уйти в очередной отпуск, причем на 28 дней по полной. К слову сказать технологические карты на сварку я ещё писать не умел, да и НАКС не сделали мне. Этим занимались только начальник и старший. Ну чтож пошел и пошел, график утвержден у человека путевки и инженер покидает нас уезжая в теплые края.. Мы с начальником тащим ремонт, он свою работу делает, я свою.
К слрву кто не знает остановочные ремонты длятся не долго, 2-3 недели. В это время меняют все что было в отбраковке на годное и документы желательно сделать до последнего дня.
Так вот. Остаётся неделя, полторы, до конца, самый разгар, как мой начальник спокойной просит меня зайти к нему. И тут начинается:
- borodulis, мне тут работу другую предложили в городе Н, я увольняюсь через 3 дня, заявление давно написал. Там по ремонту все в порядке, закончишь сам, справишься, я в тебя верю.
я наверное выглядел вот так:

Не ну нормально, я тут без году неделя, а на меня вешают туеву хучу обязанностей.
Видя мой ступор он добавил:
- тех.карты все написаны, подписаны, остальное ты знаешь.
Сходили к главному инженеру, вопрос у него был один: Потянешь?
Ну я возьми и ляпни: Конечно!
И вот через 3 дня начался Ад! АД! Адищееее.
Как оказалось в доп. работах вылезли ещё парочка аппаратов на ремонт. А? Что? Тех.карты? Как? Серьезно... Взял из архива подобные, нашел согласованные ииии... Неделю писал... Ну как неделю, 3 дня. При том ещё параллельно рисуя схемы, делая первичную исполнительную документацию, состыковывая дефектоскопистов с заявками, отслеживая все заключения, брак, не брак надо сообщить, потом ещё термообработка вылезла... Спасибо главный инженер помог и ПТО (производственно-технический отдел).. в общем ремонт мы осилили.. переработки у меня было... Часов по 11 впахивать приходилось. И да под конец ремонта, дня за 2 инженер старший вышел, тоже помог. В общем решил я расслабиться..
Но беда не приходит одна..
Ну вот опять длинно получилось.. Продолжу позже. А сейчас спать, завтра на работу!
Справились? Тогда попробуйте пройти нашу новую игру на внимательность. Приз — награда в профиль на Пикабу: https://pikabu.ru/link/-oD8sjtmAi
Работаю я, как поняли мои подписчики и все кто меня читал, в сфере монтажа трубопроводов и металлоконструкций. В данной отрасли уже лет 10. И вот решил я поделиться своими воспоминаниями, о том как опыт зарабатывал. Успел я побывать и начальником Лаборатории, и главным сварщиком, и кем только не был. Тем более сейчас приходит большое количество студентов на работу и хотят все, и сразу.
Чтож приступим.
Как пелось в одной известной песне: "Я вам не скажу за всю Одессу...". Да и не из Одессы я. У каждого своя дорога в этой жизни, моя была таковой..
Шел 2009 год. Не был я никогда отличником в учебе и так сложилась жизнь, что после очередного академического отпуска в институте, в армию меня не взяли по причине здоровья, я перешёл на заочку и начал искать работу. В ту пору кем я хочу быть, как зарабатывать я ещё не определился. А учился я на инженера технолога по сварке. Решил искать по профилю, пусть неоконченная, но вышка была, и немного знакомых тоже было в данной сфере. В нашем городе монтажные организации были всегда в почёте. И мой отец и ещё парочка моих и его знакомых посоветовали одну организацию. Суть была проста, в сварочную лабораторию (лаборатория неразрушающего контроля + отдел главного сварщика) требовался инженер по сварке для заполнения документации, рисованию схем и обработки заявок на контроль. Собеседование с начальником прошло быстро.
- Чертежи читать умеешь? А чертить? На кого учишься?
На первые два ответ да, на второй выше описано. И всё. Далее мед комиссия. Вуаля и я инженер по сварке с зарплатой... Минимальной конечно! Взяли на 2 месяца попробовать меня, завал у них был полный по документам. Журналы сварочных работ неписаные, изометрические схемы не рисованные... Получил я пропуск на завод, где наша организация строила химическую установку, и понеслась. Первый месяца я бегал с чертежами по установке и рисовал изометрические схемы. Периодически задерживаясь в офисе для переноски моих каракуль в чистовой, читабельный вид. Шефство надо мной взяли зам начальника, женщина с большим опытом такой работы, и старший инженер с не менее (если не более) обширным опытом. Спустя месяц, мне доверили заполнять журналы сварочных работ. И вот тогда я познакомился с дефектоскопией. В организации работали 6 дефектоскопистов. В общем следил я что бы все стыки были с контролем и годные, в журнал же заносить надо. Но стройка подходила к концу, объем падал и я становился не совсем уместен. Но мне повезло, зам начальника нашла себе более высокооплачиваемое место работы и начала увольняться. А меня взяли официально в штат и посадили делать ее работу и добавили аж 5 тысяч к зарплате. И вот тут ничего не предвещало беды, и я наивный мальчик согласился.. эээх если бы я знал сколько будет головной боли, я бы на 5 тысяч не согласился... Но что сделано то сделано! И вот я перспективный инженер по сварке начинаю...да охреневать я начинаю от объема работы. За последующие 2 месяца я не вылажу с работу. Не помню точно, но все что строилось 2 года я пролез и зарисовал почти всё.. номерация стыков, размеры и да, это ещё и оформить надо в божеский вид. И тогда я думал: Да нахер мне все это надо! и помру я на этой работе! Как оказалось далее, это были всего лишь цветочки...
Длинновато получилось, продолжу в следующий раз. Спать пора завтра на работу!)