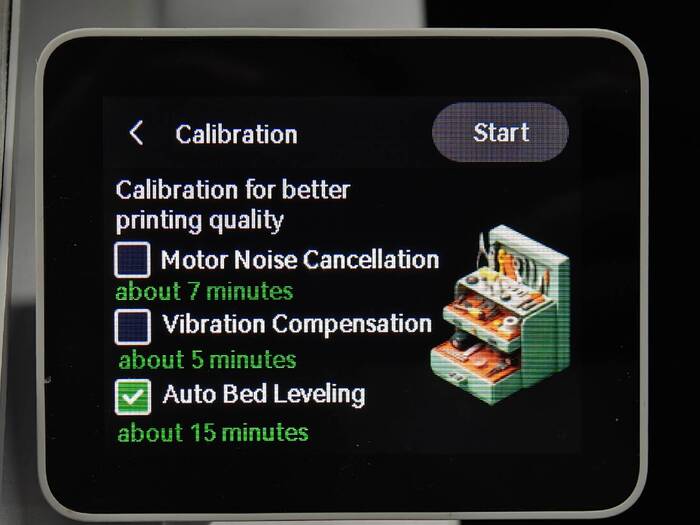

Сопло High Flow на Bambulab A1. А также, про пробки из-за влажного филамента

Приобрёл хотенд 0.4мм High Flow (высокопроизводительный) для своего Bambulab A1. Не оригинал, обошелся в 729р., поэтому, почему бы и нет.
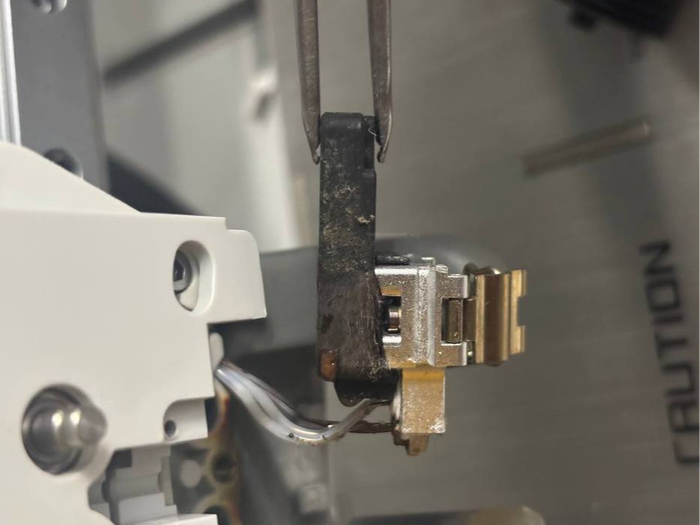
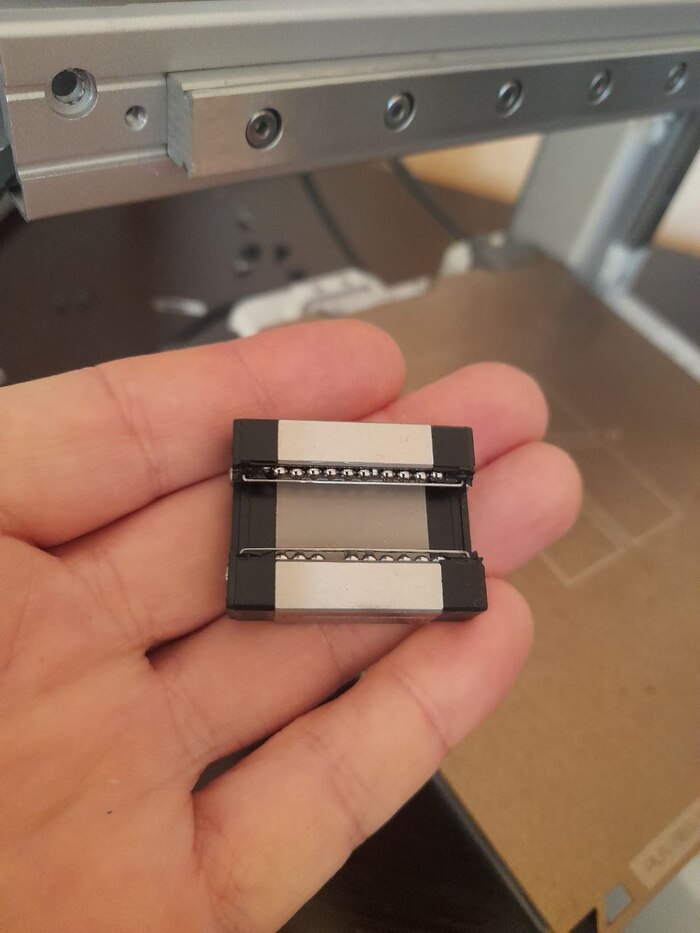
Попилил надфилем никелированный слой. Под ним металл, похожий на латунь. Снаружи вставка из закаленной стали с каким-то напылением, к которому пластик, действительно, не сильно прилипает.
В чем же различия?
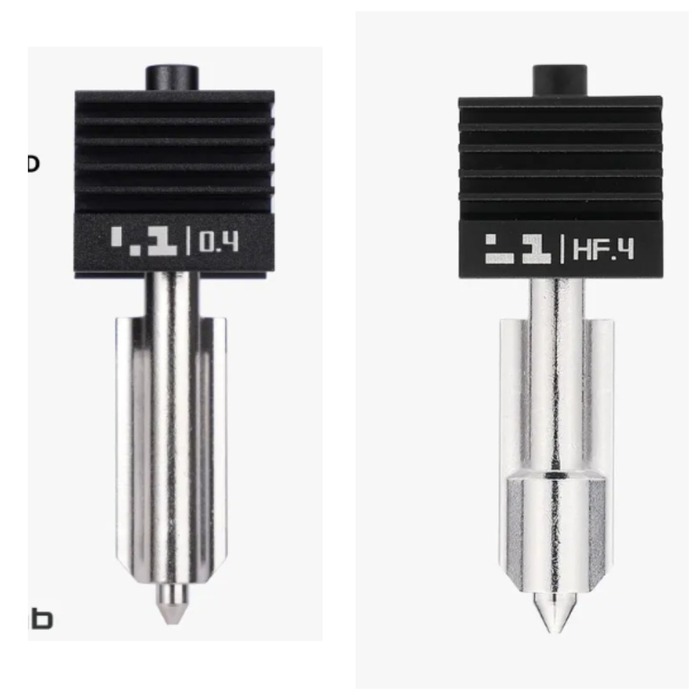
Слева обычный хотенд, справа HF.
Снаружи HF имеет утолщение в нижней части. И вот там кроется главное отличие. Внутри вставка как у CHT сопла. Из какого материала мне неизвестно, предположительно латунная в моём экземпляре.
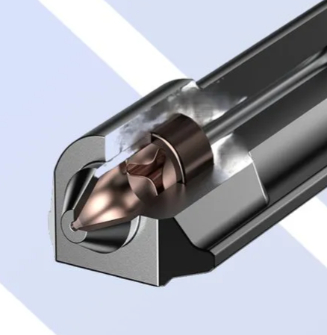
Внутреннее устройство HF хотенда
Что дают нам CHT (многоканальные) сопла?
Увеличенный расход. А т.к.скорость печати у современного принтера упирается в объемный расход, а не в скоростные характеристики механики, то это означает увеличение скорости печати, уменьшение общей времени печати.
Лучший прогрев. Качество плавления улучшается благодаря разделению филамента на несколько потоков перед выходом из сопла.
Что я получил по факту?
Тесты для замера объемного расхода я не делал. Это очень муторное занятие, которое не имеет ничего общего с тестом максимального объемного расхода в Орка слайсере, где не поймешь, когда началась недоэкструзия и с какого момента возникает значимый недогрев филамента.
Но качество прогрева я сразу заметил на том же тесте.
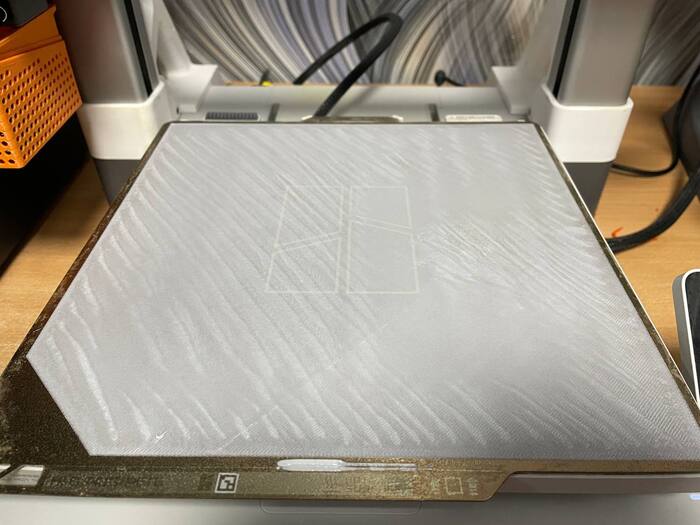
Со стандартным хотендом, на фото ниже, снизу модели пластик был более прогретым (глянцевым) и по мере увеличения скорости (скорости экструдирования, соответственно) пластик приобретал более матовый цвет, прогрев ухудшался. Фото не моё, т.к. распечатку я уже выкинул. Взял из и-нета, но смысл должен быть понятен.
Т.е. во всём диапазоане скоростей был разный прогрев и это отражалось на внешнем виде модели. Также, недостаточный прогрев влечет за собой недоэкструзию и ухудшение спекаемости.
Отметки на моем филаменте (был взят PETG) - до 8 кубов глянец, 8-14 не глянец, 16 + недоэкструзия.
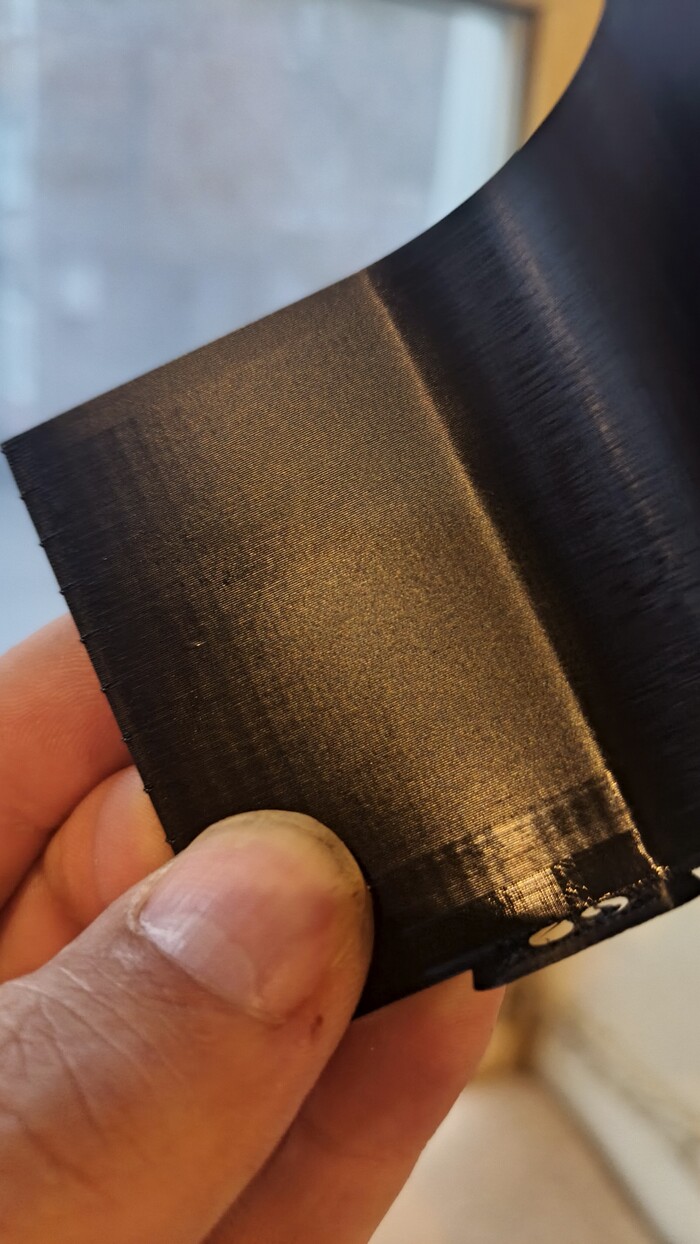
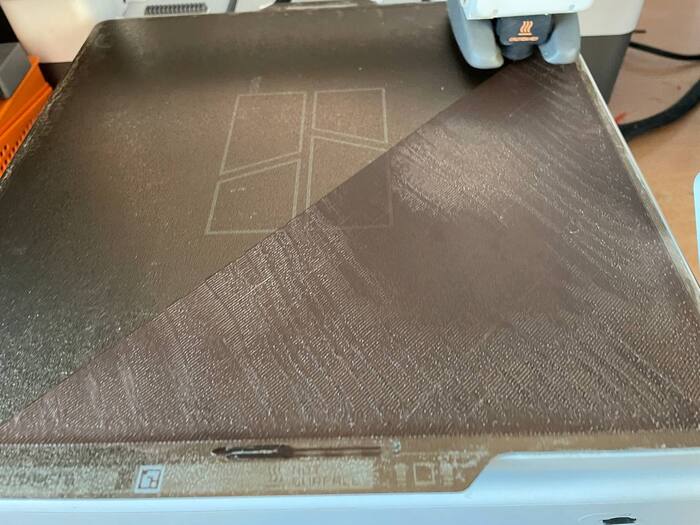
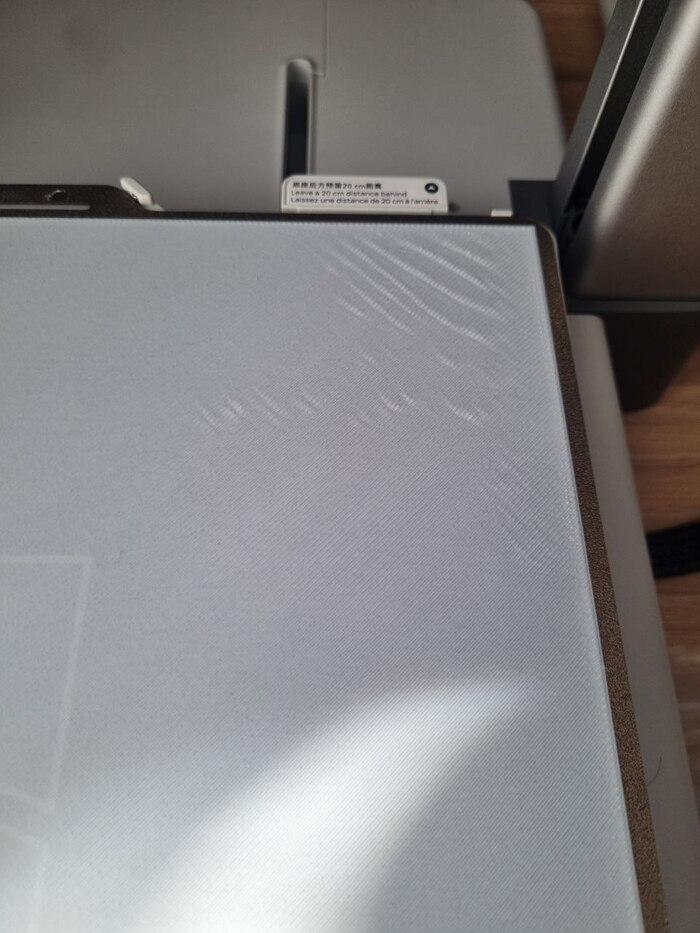
Тест с HF соплом показал отличный прогрев филамента во всем диапазоне до 20 кубов (выше не делал). (Это фото моё, ниже)

Тест орки с хотендом HF
Визуально переходов нет, прогрев филамента стабильно ровный. Спекаемость субъективно - отличная.
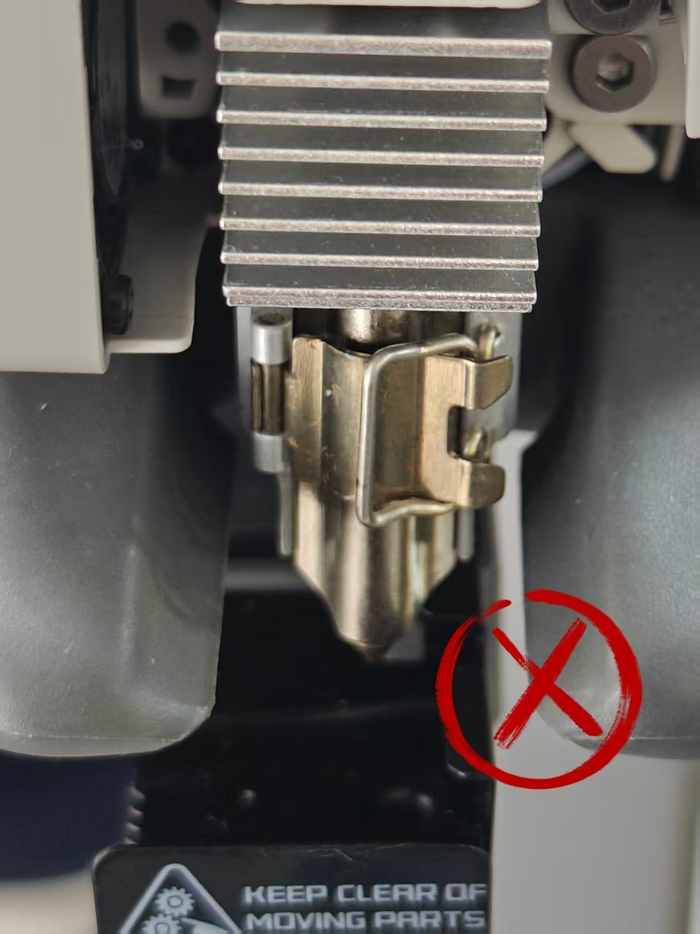
И еще один момент, который должен влять на расход - длина зоны плавления. У HF хотенда сам этот горячий блок длиннее. Заходит глубже в радиатор, чем у стандартного и прикрывается носком от потока воздуха с вентилятора. Хоть эта часть и не нагревается напрямую, но, всё же, участвует в расплаве или в предварительном нагреве прутка, как угодно.
Pressure Advance с таким хотендом увеличился на 0.01-0.02 примерно, в зависимости от пластика.
На этом всё по хотенду. Дальше о возникших пробках в нём.
Принтер простоял месяц без движения, пластик полежал в драй боксах.

Драй боксы не совсем герметичны и со временем пластик набирает влагу, когда пакеты с силикагелем набрали её
Как обычно, включил печать и через какое-то время начал ловить пробки. Которые продавливались, в т.ч. с повышением температуры. В недоумении разобрал экструдер, сделал несколько раз колд пулл, но ничего не изменилось, а сопло, судя по филаменту, было чистым.
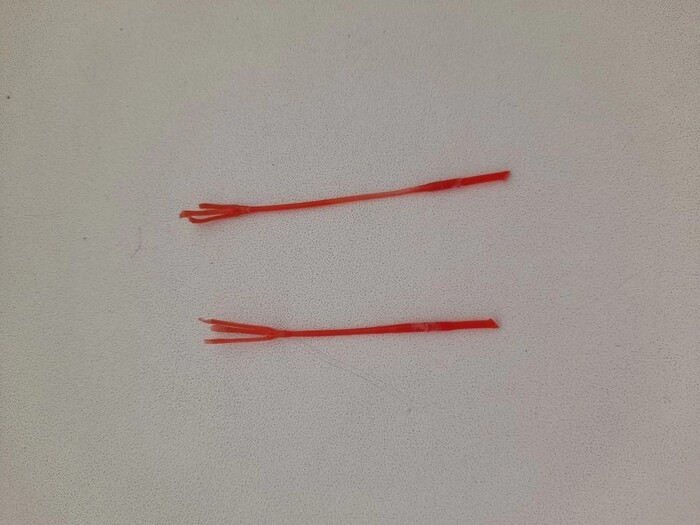
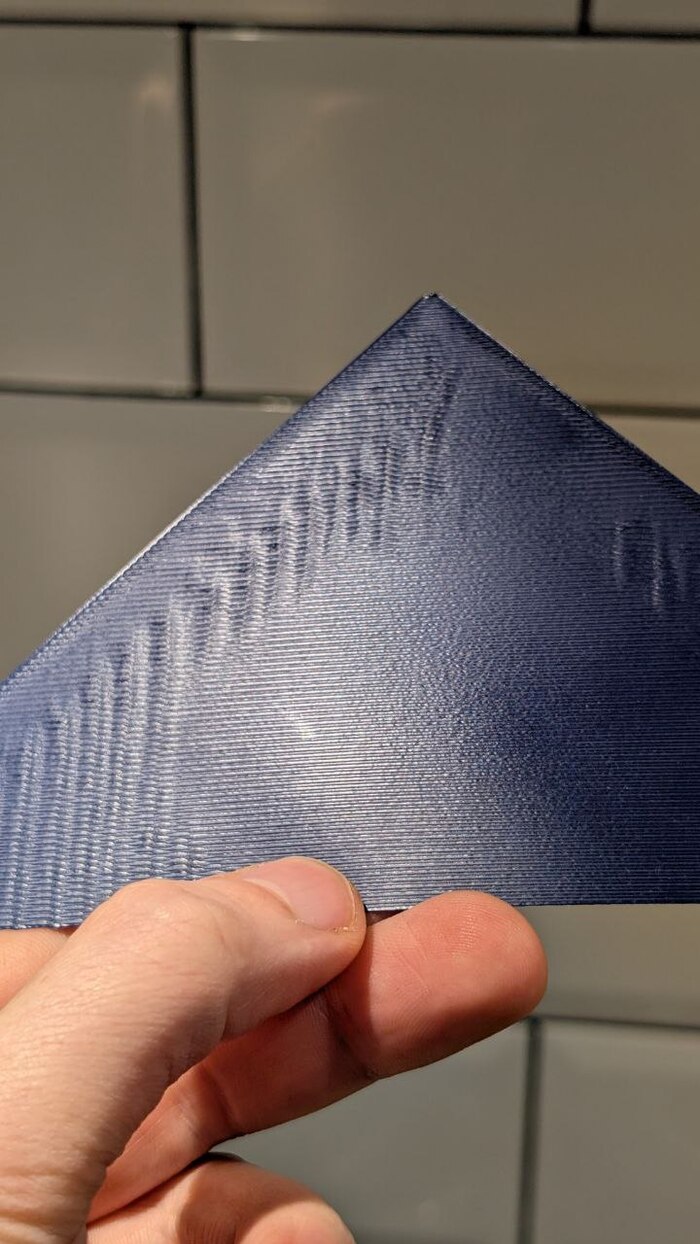
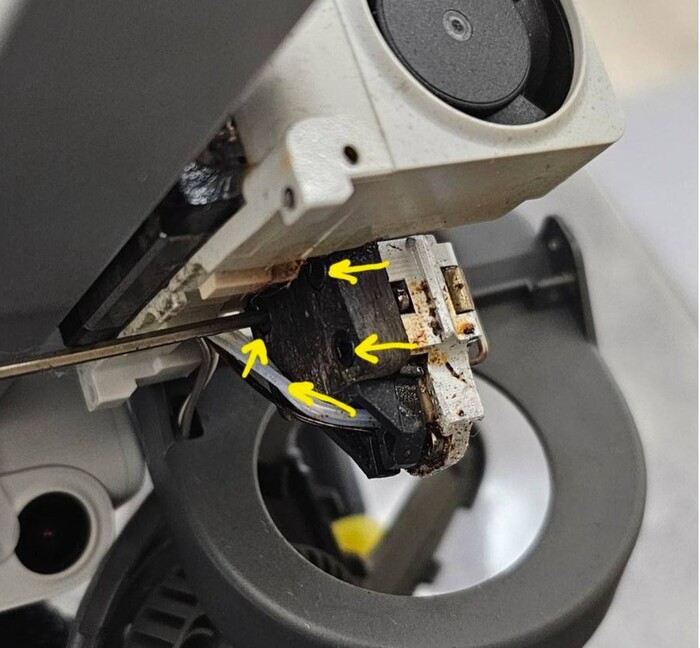
Характерная для HF форма "Куриные лапки" при проведении Cold pull
Так что же случилось? С чего вдруг стали возникать пробки, а PA увеличился до значения 0.12?
Датчики внутри драй боксов показывали стабильно низкое содержание влаги внутри коробки - 10%. Но они не показывают содержание влаги внутри филамента. Причем, в процессе печати было видно, что пластик влажный и сильно. Достал из драй бокса один пакет с силикагелем. Внутри он, видимо, в форме порошка и этот пакет был как камень. После сушки он опять стал мягким.
После сушки филамента всё вернулось в своё русло и печатает отлично.
Сегодня наткнулся на статью, которая объяснила произошедшее. https://plastikoff.nekras.ru/blog/jd9kv37161-pravilnaya-sush...
Вода вызывает разрушение полимерных цепей в полимере. Есть такой термин - ПТР (показатель текучести расплава). Если пластик влажный, вода разрушает полимерные цепочки, в связи с чем ПТР «скачет».
Это в свою очередь вызывает пробки: жидкий пластик, как и вода, идёт не туда, куда вы хотите, а куда ему «проще». Зачем лезть под давлением в отверстие сопла, если есть куча свободного пространства наверху?
Куда пластик с удовольствием устремляется, то есть вверх по каналу термобарьера. Добравшись до холодной части, он застывает, образовывая пробку. Часто принтеру удаётся продавить пробку (помним, что ПТР нестабилен), и получается пропуск печати.
Пример: печать идёт, потом прерывается, или наблюдается большая недоэкструзия, после чего печать возобновляется. Часто это воспринимают как мусор в массе расплава, но это не так.
Обычно, если сопло забивается, то это происходит окончательно и бесповоротно.
Беспроблемной вам печати! Спасибо за уделенное время!